
Abstract
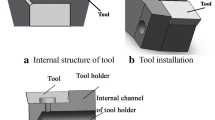
To improve the tool lubrication performance and reduce the use of cutting fluid as much as possible, a new type of tool with continuous lubrication on the tool-chip contact interface has been fabricated. The atomized cutting fluid can be directly delivered to the tool-chip contact interface through the inner microchannel. Experiments were conducted on the new lubrication method, dry cutting, and traditional MQL cutting of 45 steel. The three-dimensional cutting forces and the cutting temperatures were measured. The wear surface of the rake face was analyzed through SEM micromorphology and EDS element detection. The results showed that the main cutting force of the tool with continuous lubrication at the tool-chip interface decreased by 14.5% and 5.9% compared with the conventional tools of dry cutting and MQL cutting. Moreover, the friction coefficient decreased by 14.2% and 9.8%, the length of the tool-chip contact interface decreased by 35.4% and 19.1%, and the amount of cutting fluid was only 1/10 of that in MQL cutting. The new lubrication method had better cutting fluid penetration and lubrication film formation performance than the traditional MQL method on the tool-chip interface. Furthermore, the surface wear of the new lubrication method was significantly reduced, and the main wear form of the new lubrication method was adhesive wear.

















Similar content being viewed by others

References
Krolczyk GM, Maruda RW, Krolczyk JB, Wojciechowski S, Mia M, Nieslony P, Budzik G (2019) Ecological trends in machining as a key factor in sustainable production – a review. J Clean Prod 218:601–615
Wu GY, Xu CH, Xiao GC, Yi MD, Chen ZQ, Xu LH (2016) Self-lubricating ceramic cutting tool material with the addition of nickel coated CaF2 solid lubricant powders. Int J Refract Metal Hard Mater 56:51–58
DeChiffre L (1981) Lubrication in cutting-critical review and experiments with restricted contact tools. ASLE Trans 24:340–344
Xing YQ, Deng JX, Zhang KD, Wang XS, Lian YS, Zhou YH (2015) Fabrication and dry cutting performance of Si3N4/TiC ceramic tools reinforced with the PVD WS2/Zr soft-coatings. Ceram Int 41:10261–10271
Lian YS, Long YY, Zhao GL, Mu CL, Li XM, Deng JX, Xie CP (2020) Performance of CrCN-WS2 hard/soft composite coated tools in dry cutting of titanium alloys. J Manuf Process 54:201–209
Maruda RW, Szczotkarz N (2018) The influence of the type of coating on the cutting tool wear during turning of 36Lausteniticstainless steel. Arch Mech Technol 38:45–49
Sahoo P, Patra K (2021) Cumulative reduction of friction and size effects in micro milling through proper selection of coating thickness of TiAlN coated tool: experimental and analytical assessments. J Manuf Process 67:635–654
Szczotkarz N, Mrugalski R, Maruda RW, Krolczyk GM, Legutko S, Leksycki K, Debowski D, Pruncu CI (2021) Cutting tool wear in turning 316L stainless steel in the conditions of minimized lubrication. Tribol Int 156:1–10
Krolczyk GM, Maruda RW, Krolczyk JB, Nieslony P, Wojciechowski S, Legutko S (2018) Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Measurement 121:225–239
Gupta MK, Boy M, Korkmaz ME, Yasar N, Gunay M, Kroloczyk GM (2021) Measurement and analysis of machining induced tribological characteristics in dual jet minimum quantity lubrication assisted turning of duplex stainless steel. Measurement 187:110353
Korkmaz ME, Gupta MK, Boy M, Yasar N, Krolczyk GM, Gunay M (2021) Influence of duplex jets MQL and nano-MQL cooling system on machining performance of Nimonic 80A. J Manuf Process 69:112–124
Shah P, Khanna N, Zadafiya K, Bhalodiya M, Maruda RW, Krolczyk GM (2020) In-house development of eco-friendly lubrication techniques (EMQL, Nanoparticles+EMQL and EL) for improving machining performance of 15–5 PHSS. Tribol Int 151:106476
Ge DL, Deng JX, Duan R, Liu YY, Li XM, Yue HZ (2019) Effect of micro-textures on cutting fluid lubrication of cemented carbide tools. 103:3887–3899
Siddique TU, Singh SK (2021) Design, fabrication and characterization of a self-lubricated textured tool in dry machining. Proceedings 41:863–869
Khan MA, Mia M, Dhar NR (2017) High-pressure coolant on flank and rake surfaces of tool in turning of Ti-6Al-4V: investigations on forces, temperature, and chips. Int J Adv Manuf Technol 90:1977–1991
Ayed Y, Robert C, Cermain G, Ammar A (2016) Development of a numerical model for the understanding of the chip formation in high-pressure water-jet assisted machining. Finite Elem Anal Des 108:1–8
Naves VTG, Silva MB, Silva FJD (2013) Evaluation of the effect of application of cutting fluid at high pressure on tool wear during turning operation of AISI 316 austenitic stainless steel. Wear 302:1201–1208
Kaynak Y, Robertson S, Karaca H, Jawahir I (2015) Progressive tool-wear in machining of room-temperature austenitic NiTi alloys: the influence of cooling/lubricating, melting, and heat treatment conditions. J Mater Process Technol 215:95–104
Courbon C, Pusaves F, Dumont F, Rech J, Kopac J (2013) Tribological behaviour of Ti-6Al-4V and Incomel718 under dry and cryogenic conditions-application to the context of machining with carbide tools. Tribol Int 66:72–82
Khanna N, Airao J, Nirala CK, Krolczyk GM (2022) Novel sustainable cry-lubrication strategies for reducing tool wear during ultrasonic-assisted turning of Inconel 718. Tribol Int 174:1007728
Fahad M, Mativenga PT, Sheikh MA (2011) An investigation of multilayer coated (TiCN/Al2O3-TiN) tungsten carbide tools in high speed cutting using a hybrid finite element and experimental technique. Proc IME B J Eng Manufact 225:1835–1850
Mia M, Razi MH, Ahmad L, Mostafa R, Rahman SMS, Ahmed DH, Dey PR, Dhar NR (2017) Effect of time-controlled MQL pulsing on surface roughness in hard turning by statistical analysis and artificial neural network. Int J Adv Manuf Technol 91:3211–3223
Silva RB, Machado AR, Ezugwu EO, Bonney J, Sales WF (2013) Tool life and wear mechanisms in high speed machining of Ti-6Al-4V alloy with PCD tools under various coolant pressures. J Mater Process Technol 213:1459–1464
Islam AK, Mia M, Dhar NR (2017) Effects of internal cooling by cryogenic on the machinability of hardened steel. Int J Adv Manuf Technol 90:11–20
Thornburg J, Leith D (2000) Size distribution of mist generated during metal machining. Appl Occup Environ Hyg 15:618–628
Raynor PC, Kim SW, Bhattacharya M (2005) Mist generation from metalworking fluids formulated using vegetable oils. Ann Occup Hyg 49:283–293
Cao TK, Liu YJ, Xu YT (2020) Cutting performance of tool with continuous lubrication at tool-chip interface. Int J Precis Eng Manuf Green Technol 7:347–359
Cao TK, Xu YT, Tan QY (2021) Cutting performance and lubrication mechanism of cutting 45 steel with tool continuously lubricated at the tool-chip interface. China Mech Eng 32:2411–2417
Kao YT, Takagi B, Hu M, Lita B (2017) Coolant channel and flow characteristics of MQL drill bite: experimental and numerical analyses. Int Manuf Sci Eng Conf 3060:1–7
Chen L, Tai BL, Chaudhari RG, Song XZ, Shih AJ (2017) Machined surface temperature in hard turning. Int J Mach Tools Manuf 16:1–29
Khanna N, Shah P (2020) Comparative analysis of fry, flood, MQL and cryogenic CO2 techniques during the machining of 15-5-PH SS alloy. Tribol Int 146:1–15
Airao J, Nirala CK, Bertolini R, Krolczyk GM, Khanna N (2022) Sustainable cooling strategies to reduce tool wear, power consumption and surface roughness during ultrasonic assisted turning of Ti-6Al-4V. Tribol Int 169:74–94
Yan P, Rong YM, Wang G (2015) The effect of cutting fluids applied in metal cutting process. Inst Mech Eng 230:19–37
Sharma VS, Dogra M, Suri NM (2009) Cooling techniques for improved productivity in turning. Int J Mach Tools Manuf 49:435–453
Zhang Y, Sun TL, Li QD, Zhang XC (2011) A capillary model for gases as coolant and lubricant in metal cutting. Publ Mater Sci Eng 458:167–172
Godlevski VA, Volkvo AV (1997) The kinetics of lubricant penetration action during machining. Lubr Sci 11:128–140
Kalita P, Malshe AP, Arun KS, Yoganath VG, Gurumurthy T (2012) Study of specific energy and friction coefficient in minimum quantity lubrication grinding using oil-based nanolubricants. J Manuf Process 14:160–166
Huang WT, Liu WS, Wu DH (2016) Investigations into lubrication in grinding processes using MWCNTs nanofluids with ultrasonic-assisted dispersion. J Clean Prod 137:1553–1559
Kawasegi N, Hiroshi S, Hideki M (2009) Development of cutting tools with microscale and nanoscale textures to improve frictional behavior. Precis Eng 33:248–254
Toropov A, Ko SL (2003) Prediction of tool-chip contact length using a new slip-line for orthogonal cutting. Int J Mach Tools Manuf 43:1209–1215
Xing YQ (2016) Fabrication and performance of ceramic tools with multiscale surface textures. Dissertation, Shandong University
Funding
This work was supported by the Shandong Provincial Natural Science Foundation, China (Grant numbers ZR2016EEM41).
Author information
Authors and Affiliations
Contributions
Tongkun Cao contributed to the study conception and design. Material preparation, cutting tests, and data collection were performed by Wei Zhang. The analysis were accomplished by all authors. The first draft of the manuscript was written by Wei Zhang, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, W., Cao, T. Cutting performance of a tool with continuous lubrication of atomized cutting fluid at the tool-chip interface. Int J Adv Manuf Technol 126, 117–130 (2023). https://doi.org/10.1007/s00170-023-11116-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11116-7