
Abstract
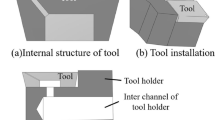
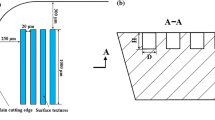
To improve lubricating effect and reduce cutting fluid, a new lubricating method was proposed and a new cutting tool was fabricated. A micro-channel connected tool rake face with hydraulic pressure system was fabricated to continuously supply cutting fluid to tool-chip interface. Cutting tests on cast iron were carried out with the new cutting tool and conventional tools. Results show that the cutting forces, the friction coefficient at the tool–chip interface, chip size, the wear area and the adhesive effect of the new tool were significantly reduced compared with those of the conventional tool. EDS analysis results and SEM micrograph of worn surface verified that more cutting fluid can enter into the inner of interface between chip and tool through the micro-channel than flood lubricating. So more area can form liquid film that can reduce cutting force and friction and promote anti-wear. This is the main mechanisms responsible. Although adhesion is reduced, adhesive wear is the main wear mechanism for the new cutting tool as same as conventional tool.













Similar content being viewed by others

References
Goindi, G. S., & Sarkar, P. (2017). Dry machining: a step towards sustainable machining-Challenges and future directions”. J. Clean. Prod.,165, 1557–1571.
Srikant, R. R., & Ramana, V. S. N. V. (2015). Performance evaluation of vegetable emulsifier based green cutting fluid in turning of AISI 1040 steel-an initiative towards sustainable manufacturing. The Journal of Cleaner Production,108, 104–109.
Quan, Y., & Mai, Q. (2015). Investigation of the cooling effect of heat pipe-embedded cutter in dry machining with different thermal conductivities of cutter/workpiece materials and different cutting parameters. International Journal of Advanced Manufacturing Technology,79(5-8), 1161–1169.
Danish, M., Ginta, T. L., Habib, K., et al. (2017). Thermal analysis during turning of AZ31 magnesium alloy under dry and cryogenic conditions. International Journal of Advanced Manufacturing Technology,91, 2855–2868.
Liu, N.-M., Chiang, K.-T., & Hung, C.-M. (2013). Modeling and analyzing the effects of air-cooled turning on the machinability of Ti-6Al-4 V titanium alloy using the cold air gun coolant system. International Journal of Advanced Manufacturing Technology,67(5-8), 1053–1066.
Pervaiz, S., Anwar, S., Qureshi, I., et al. (2019). Recent advances in the machining of titanium alloys using minimum quantity lubrication (MQL) based techniques. International Journal of Precision Engineering and Manufacturing,6, 133–145.
Songmene, V., Kouam, J., & Balhoul, A. (2018). Effect of minimum quantity lubrication (MQL) on fine and ultrafine particle emission and distribution during polishing of granite. Measurement,114, 398–408.
Sharif, M. N., Pervaiz, S., & Deiab, I. (2017). Potential of alternative lubrication strategies for metal cutting processes: a review. The International Journal of Advanced Manufacturing Technology,89(5–8), 2447–2479.
Jia, D., Li, Changhe, & Zhang, Yanbin. (2016). Experimental research on the influence of the jet parameters of minimum quantity lubrication on the lubricating property of Ni-based alloy grinding. International Journal of Advanced Manufacturing Technology,82(1-4), 617–630.
Park, K.-H., Yang, G.-D., Suhaimi, M. A., et al. (2015). The effect of cryogenic cooling and minimum quantity lubrication on end milling of titanium alloy Ti-6Al-4 V. Journal of Mechanical Science and Technology,29, 5121–5126.
Dureja, J. S., Singh, R., Singh, T., et al. (2015). Performance Evaluation of Coated Carbide Tool in Machining of Stainless Steel(AISI 202) under Minimum Quantity Lubrication (MQL). International Journal of Precision Engineering and Manufacturing,2(2), 123–129.
Chuangwen, X., Ting, X., Huaiyuan, L., et al. (2017). Friction, wear, and cutting tests on 022Cr17Ni12Mo2 stainless steel under minimum quantity lubrication conditions. International Journal of Advanced Manufacturing Technology,90, 677–689.
Sayuti, M., Sarhan, A. A. D., & Salem, F. (2014). Novel uses of SiO2 nano-lubrication system in hard turning process of hardened steel AISI4140 for less tool wear, surface roughness and oil consumption. The Journal of Cleaner Production,67, 265–276.
Wang, Y., Li, C., Zhang, Y., et al. (2018). Processing characteristics of vegetable oil-based nanofluid MQL for grinding different workpiece materials. International Journal of Precision Engineering and Manufacturing,5(2), 327–339.
Nam, J., & Lee, S. W. (2018). Machinability of titanium alloy (Ti-6Al-4 V) in environmentally-friendly micro-drilling process with nanofluid minimum quantity lubrication using nanodiamond particles. International Journal of Precision Engineering and Manufacturing,5(1), 29–35.
Huang, S., Lv, T., Wang, M., et al. (2018). Effects of machining and oil mist parameters on electrostatic minimum quantity lubrication–EMQL turning process. International Journal of Precision Engineering and Manufacturing,5(2), 317–326.
Zhang, Wenliang, Yi, Mingdong, Xiao, G., et al. (2018). Al2O3-coated h-BN composite powders and as-prepared Si3N4-based self-lubricating ceramic cutting tool material. International Journal of Refractory Metals and Hard Materials,71, 1–7.
Guangyong, Wu, Chonghai, Xu, Xiao, Guangchun, et al. (2016). Self-lubricating ceramic cutting tool material with the addition of nickel coated CaF2 solid lubricant powders. International Journal of Refractory Metals and Hard Materials,56, 51–58.
Cao, T., & Gao, W. (2009). Wear behavior and mechanism of self tribofilm formation of Al2O3/TiC/CaF2 (in Chinese). Journal of materials engineering,9, 75–79.
Xu, C. H., Wu, G. Y., & Xiao, G. C. (2014). Al2O3/(W, Ti)C/CaF2 multi-component graded self-lubricating ceramic cutting tool material. International Journal of Refractory Metals and Hard Materials,45, 125–129.
Li, N., Chen, Y., Kong, D., & Tan, S. (2017). Experimental investigation with respect to the performance of deep submillimeter-scaled textured tools in dry turning titanium alloy Ti-6Al-4 V. Applied Surface Science,403, 187–199.
Arslan, A., Masjuki, H. H., Kalam, M. A., et al. (2016). Surface texture manufacturing techniques and Tribological effect of surface texturing on cutting tool performance: a review. Critical Reviews in Solid State and Materials Sciences,41, 447–481.
Zhang, K., Deng, J., Xing, Y., et al. (2015). Effect of microscale texture on cutting performance of WC/Co-based TiAlN coated tools under different lubrication conditions. Applied Surface Science,326, 107–118.
Sasi, R., Subbu, S. K., & Palani, I. A. (2017). Performance of laser surface textured high speed steel cutting tool in machining of Al7075-T6 aerospace alloy. Surface Coatings Technology,313, 337–346.
Rathod, P., Aravindan, S., & Paruchuri, V. R. (2015). Evaluating the effectiveness of the novel surface textured tools in enhancing the machinability of titanium alloy (Ti6Al4V). Journal of Advanced Mechanical Design Systems and Manufacturing,9(3), 1–19.
Lian, Yunsong, Deng, Jianxin, Li, Shipeng, et al. (2014). Friction and wear behavior of WS2/Zr self-lubricating soft coatings in dry sliding against 40Cr-hardened steel balls. Tribology Letters,53, 237–246.
Renevier, N. M., Lobiondo, N., Fox, V. C., et al. (2000). Performance of MoS2/metal composite coatings used for dry machining and other industrial applications. Surface Coatings Technology,123, 84–91.
Zhang, K., Deng, J., & Ding, Z. (2017). Improving dry machining performance of TiAlN hard-coated tools through combined technology of femtosecond laser-textures and WS2 soft-coatings. Journal of Manufacturing Processes,30, 492–501.
Renevier, N. M., Fox, V. C., Teer, D. G., & Hampshire, J. (2000). Performance of low friction MoS2/titanium composite coatings used in forming applications. Materials and Design,21(4), 337–343.
Wenlong, Song, Deng Jianxin, Wu, Ze, W., et al. (2011). Cutting performance of cemented-carbides-based self-lubricated tool embedded with different solid lubricants. International Journal of Advanced Manufacturing Technology,52, 477–485.
Rigato, V., Maggioni, G., Patelli, A., Renevier, N. M., & Teer, D. G. (2000). Properties of sputter-deposited MoS2/metal composite coatings deposited by closed field unbalanced magnetron sputter ion plating. Surface Coatings Technology,131(1-3), 206–210.
Chen, R. Y. (1993). Metal-cutting principles. Beijing: China Machine Press.
Deng, J. X., Song, W. L., Zhang, H., & Zhao, J. L. (2008). Performance of PVD MoS2/Zr-coated carbide in cutting processes. International Journal of Machine Tools and Manufacture,48(14), 1546–1552.
Astakhov, V. P., & Joksch, S. (2012). Metalworking fluids (MWFs) for cutting and grinding. Cambridge: Woodhead Publishing.
Acknowledgements
This work is supported by the “Shandong Provincial Natural Science Foundation, China (ZR2016EEM41 and ZR2017MEE076)”.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Cao, T., Liu, Y. & Xu, Y. Cutting Performance of Tool with Continuous Lubrication at Tool-chip Interface. Int. J. of Precis. Eng. and Manuf.-Green Tech. 7, 347–359 (2020). https://doi.org/10.1007/s40684-019-00114-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-019-00114-4