
Abstract
Nowadays, direct-current (dc) non-transferred arc plasma torch has drawn significant interest from both academia and industry due to the capability to process products in an efficient and convenient way. The core of this technology is to clarify and manipulate the arc behavior at the interior of the dc plasma torch to produce ideal plasma jets for processing. To solve this problem, a quasi-steady axisymmetric model is built to simulate and compare the arc characteristics in different operating conditions and different nozzle structures of the plasma torch. The results uncover distinct aspects of the study on arc characteristics, including the detection of the primary arc attachment region and its spatial features caused by the choking effect of torch structure. The thermal efficiency focused on processing substrate is also calculated in this paper for estimating the performance of plasma processing. The calculated results show that increasing the mass flow rate brings better thermal efficiency and the greatest promotion is at least 6% in the same current value, whereas improving the arc current value causes the opposite result. Meanwhile, two types of nozzle are compared to the original design in thermal efficiency, where the wide nozzle is chosen for torch optimization due to its best power efficiency. The secondary arc attachment on the metal substrate is discovered though its impact scope is only within a radius of 10 mm from the torch axis, its effect on the processing could be ignored for the extremely low electric current value.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
As a technique of electric discharge with a high-temperature heat source, direct-current (dc) non-transferred arc plasma torch has been widely used in numerous processing applications including spraying, surface polishing, waste treatment, and pyrolysis [1,2,3,4,5]. Compared to the inductively coupled plasma (ICP) torch that could be used in figuring optical materials at an ultra-precision accuracy level [6] and a high material removal rate [7], the way of producing plasma jets in the dc torch is different. ICP torch creates a time-varying electromagnetic field during plasma generation while that of the electric field in the dc torch is relatively stable. The electric energy is converted into the working gas by the effect of the electromagnetic field to generate the plasma jet, and it is usually used as a directed heating source with high energy density, momentum, and even excited species fluxes to the workpiece or target material [8]. To achieve these industrial applications, the performance of the torch at stability, working lifetime, and thermal efficiency are of primary concerns for optimal and pragmatic design. In spite of outstanding developments over the past decades, there is still a lack of knowledge of the physical processes, especially the model to precisely pinpoint the thermal erosion inside the plasma torch caused by the arc attachment, which is one of the major problems [9,10,11].
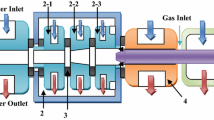
Traditional dc non-transferred arc plasma torch has a cylindrical structure with a blunted cone-type cathode as shown schematically in Fig. 1. Before being heated by the plasma arc formed by the cathode and cylindrical anode, the working gas flows into the torch, and then plasma jet is ejected from the nozzle. Due to the high cost of equipment and experimental diagnosis of torch interior, the behavior of the arc inside the plasma torch has been mainly studied in numerical analysis, and which has been widely accepted as an economical tool to figure out the relationship between various parameters in processing. Based on this, the working gas investigated is mainly focused on argon [8, 12] and related mixtures, such as Ar-H2, and Ar-N2 [13, 14] these years, and research on pure nitrogen is rather few which limits its application.

Schematic representation of the dc arc plasma torch
Since the complicated interactions among the plasma flow, the electromagnetic field, and the temperature field inside the arc plasma torch, the operating conditions of the dc torch primarily split into three different modes, namely “steady,” “takeover,” and “restrike” [15]. When the torch is in the “steady” mode, the dc arc discharge remains steady without any transients, i.e., the structure of the arc, as well as the arc-anode attachment, is constant in size and location [15]. By introducing Steenbeck’s minimum principle and the assumption of the gas-dynamic force should be balanced by the magnetic body force around the arc attachment, the qualitative analysis of possible arc root location on the anode has been discussed [16]. The two-dimensional (2D) steady laminar model [17] and the k-epsilon model [18] are used separately to simulate the plasma flow behavior and heat transfer. To compare their numerical results with experiments on plasma jet temperature, there exists an apparent deviation between the laminar model and turbulent model while ejecting out of the nozzle exit, and the latter model fits the experimental data well. Besides, models widely applied in simulations of arc plasma torches are based on the local thermal equilibrium (LTE) assumption, which regards the whole computation domain in the chemical equilibrium state where the single gas temperature model could be used to characterize the internal energy of the fluid [17, 19, 20]. The hypothesis of LTE also introduces an over prediction of electrical resistance in the vicinity of electrodes with cold boundaries, which results in a larger voltage drop than in experiments. To address this issue, the non-equilibrium (NLTE) model [17, 21] and LTE model with fixed electrical conductivity thin layer around the cold electrode [22, 23] are developed, respectively. The former is extremely difficult to solve due to the fact that the two-temperature (electron temperature and heavy particle temperature) model requires solving the combination with multiple chemical reactions, especially in diatomic working gas, whereas the latter only adds an extra boundary condition close to the electrode, and the result is acceptable compared to the experiment data [24].
The processing performance and stability of plasma torch are essential factors in industrial applications. Due to the plasma jet being a kind of high-speed fluid, the torch nozzle enables modify plasma jet characteristics by changing the internal flow field, which makes the importance of nozzle design and optimization. Yu et al. [25, 26] provide an optimal design with a convergent-divergent nozzle inside the plasma torch and achieve higher efficiency in processing than before. Comparing different structures of plasma torch in the same operating condition, less erosion of electrodes is found at high arc voltage and low arc current [27]. Furthermore, the location of anode erosion mainly depends on the heat flux brought by the arc and the region where the arc attachment happens on the anode wall [28]. Apart from a long working lifetime, a proper plasma torch should also have high thermal efficiency for less energy depletion [27, 29]. However, the numerical expressions of thermal efficiency are quite different in research, due to different concerns about their models and torch functions [16, 30].
The aim of the current study is to obtain a deep insight into the effect of working conditions and torch structures on the arc characteristics and the processing performance of the dc plasma torch. For this purpose, arc behavior is modelled and the anode erosion that mainly happens in the arc attachment position is analyzed. Thermal efficiency is defined as the criterion to estimate the processing performance of the torch. Then, the principle of optimizing the design of the dc arc plasma torch with pure nitrogen is summed.
2 Methodology
This section initially introduces the assumptions used in building the numerical model of the plasma flow, then illustrates its governing equations and the standard k-epsilon turbulence model employed. Lastly, the computational domain and related boundary conditions are provided.
2.1 Basic assumptions
The mathematical plasma flow model developed in this study is based on the following assumptions:
-
1)
The plasma flow is described as axially symmetric, quasi-steady, turbulent, and has temperature-based thermodynamic and transport properties fluid [31].
-
2)
The plasma is considered to be an incompressible gas in the LTE state.
-
3)
The plasma is optically thin.
-
4)
The induced electric field is negligible in comparison with the electric field created by electrodes.
-
5)
Gravitational effect is considered negligible.
-
6)
The radiation losses are treated by the net emission coefficient method.
2.2 Governing equations
Based on the foregoing assumptions, the governing equations for the axisymmetric 2D quasi-steady numerical simulation consist of mass continuity, momentum, and energy conservation equations, as follows:
Mass conservation equation:
Momentum conservation equation:
Energy conservation equation:
where ρ, \(\overrightarrow{V}\), P, μ, \(\overleftrightarrow S\), \({S}_{r}\), \({k}_{eff}\), and T represent the mass density, gas velocity, gas pressure, dynamic viscosity, strain rate tensor, volumetric net radiation losses, effective thermal conductivity, and gas temperature, respectively. In the Eqs. (2) and (3), \(\overrightarrow{j}\times \overrightarrow{B}\), \(\overrightarrow{j}\bullet \overrightarrow{E}\), and \(\frac{5}{2}\frac{{k}_{B}}{e}\overrightarrow{j}\bullet \nabla T\) are the Lorentz force, the Joule heating, and the enthalpy work of electrons, respectively. \(\overrightarrow{j}\), \(\overrightarrow{B}\), \(\overrightarrow{E}\), \({k}_{e}\), \({C}_{p}\), and e are electric current density vector, magnetic induction vector, electric field, Boltzmann constant, specific heat at constant pressure, and elementary charge, respectively.
The Maxwell equations can be expressed as follows:
where \(\phi\), \(\overrightarrow{A}\), and \({\mu }_{0}\) are the electric potential, magnetic vector potential, and permeability of free space, respectively. Equation (4) together with Ohm’s law (\(\overrightarrow{j}=\sigma \overrightarrow{E}\), where σ is the electrical conductivity) and Eq. (5) are solved.
The turbulence model is applied in the present simulation to precisely capture the behavior of the arc since the gas flow has a high velocity with a steep gradient inside the plasma torch. In this paper, the standard k-epsilon turbulence model is employed, and the turbulence kinetic energy and related dissipation rate equations are as follows:
The terms appearing in the Eqs. (8) and (9) are expressed as follows:
where \(k\), \(\varepsilon\), and \({\mu }_{t}\) are the turbulence kinetic energy and its dissipation rate turbulent, and turbulent viscosity, respectively. \({c}_{1}\), \({c}_{2}\), \(C_{\mu }\), \({\sigma }_{k}\), and \({\sigma }_{\varepsilon }\) are model constants, which are equal to 1.44, 1.92, 0.09, 1.0, and 1.3, respectively.
2.3 Boundary conditions
The computational domain in this paper is based on the commercial PL-50 plasma torch with a length of 46.85 mm and its cathode with a diameter of 4 mm, shown in Fig. 2. It is noted that the combination of torch geometry and processing space is presented in half since axial symmetry is assumed. The computational domain consists of 20,008 nodes, and 19,580 cells, of which the minimum cell size is about 25 μm close to the anode wall and then grows gradually into a coarse mesh with approximately 500 μm. In the present modelling, pure nitrogen is the working gas injected by the inlet (JK) and then flows through the cathode (ABCD) and anode (HI), before escaping from the outlet (FG) between the end face (GH) and substrate (EF). Due to the change of nozzle geometry causing effects on the stability and performance of the plasma torch, two variables are introduced, such as L and r, which decide the length and width of the nozzle, respectively.

Computational domain of the PL-50 plasma torch (unit: mm)
The cathode is assumed as a cylindrical rod with a blunted tip (CD), where the current density is defined as the following equation [9]:
where J0 is defined by the working current and profile shape of the cathode tip, e.g., I = 600 A, rc = 1.96 mm, J0 = 4.97 × 107 A/m2; R and rc are the radial distance from the axis and the radius of cathode tip, separately. The anode is constantly cooled by cold water during operation, thus the temperature and cooling ability of the anode wall is defined as 500 K and 100,000 W/m2, respectively. In the assumption of LTE employed in the present study, the predicted temperature field uses the heavy particle temperature rather than the electron temperature since the gap between these two temperature scales is pretty close in the thermal plasma. However, the gap between heavy particle temperature and electron temperature in the vicinity of the anode wall is huge, due to the cooling system reducing the room temperature. Therefore, the predicted electrical conductivity of the LTE assumption near the anode wall is lower than 1e-7 A/(V·m). To solve this problem, a thin layer with constant electrical conductivity is imposed at the anode wall. Comparing to the cases with 0.05 mm and 0.2 mm thickness layers, the 0.1 mm layer shows a good result in predicting arc attachment [19]. Additionally, the numerical comparison between the layers with electrical conductivity of 2000 S/m and 9000 S/m has shown that the predicted voltage of the former is apparently higher than the latter, which a deviation is roughly 9 V. Thus, a thickness of 0.1 mm with the electrical conductivity of 9000 S/m is chosen in this study to capture the features of arc attachment. The boundary conditions applied in this study have been summarized in Table 1. The axial velocity of the inlet is assumed to be constant which equals to the ratio of gas flow Qinlet and inlet area Sinlet.
3 Results and discussion
In this section, the model validation has been achieved by the comparison between the experiment and numerical simulation at first. Then, the effect of the operation parameter and the torch structures are separately discussed, which includes the effect of arc current and mass flow rate on the anode arc attachment position and structure. After that, thermal efficiency is defined to estimate the processing performance of dc plasma torches. The torch with the base nozzle in different working conditions and the torch with different nozzle structures in the same working condition are discussed by comparing thermal efficiency, respectively.
3.1 Model validation
The numerical model used in this study is verified first for its reliability. The cylindrical torch with a triangle cathode from Paik et al. [32] has been used to investigate the heat transfer and fluid characteristics, and its torch structure is shown in Fig. 3. The argon working gas flows into the torch from BC, which is the inlet with a length of 4.6 mm. The cathode is assumed as a cone-rod (AB) with an axial length of 3.05 mm, and the anode inside the torch is in the region of CD. The outlet is on the right (DE) of the torch, where the radius is equal to 6.35 mm. Both Paik’s and our model are based on the assumption of LTE state, whereas to solve the problem of underestimated electrical conductivity in the vicinity of the anode wall, our model introduces a local thin layer with a constant electrical conductivity of 9000 S/m. The arc current and mass flow rate of working gas are set to 200 A and 2.89e-4 kg/s as presented in Paik’s study, respectively.

Computational domain of the torch from Paik et al. [32]
The solution in this validation should be considered as converged when all of the residuals reach their minimum values after declining for over three orders of the magnitude [33], and the deviation between the computed inlet and outlet mass flux is below 1e-5 kg/s. Figure 4 presents the comparison of axis temperature between our numerical results and the corresponding results of Paik’s. As can be seen from Fig. 4, the numerical simulation is in good agreement with Paik’s result in range, especially in the region near the cathode, where the temperature distribution and its maximum value are pretty close and its relative error is roughly 0.6%. The deviation that happens downstream seems due to the introduction of a thin constant electrical conductivity layer and different calculation parameters, whose maximum relative error is 14.1%.

Calculated axis temperature distribution with reported results from Paik et al. [32]
To further validate the accuracy of the model output with the actual working conditions of the dc plasma torch, a series of experiments were carried out. Figure 5 presents the experiment setup, in which a dc non-transferred arc plasma torch is installed at the test platform with cooling water pumping in and out. The flow of the working gas (99.99% purity of nitrogen) inlet is measured and controlled by a flowmeter and mass flow controller, respectively. Programmable logic control (PLC) unit is used to stabilize the working power of the plasma torch at approximately 60 kW by changing the working current and the working gas flow rate. Five sets of experiments were finished in the test. In each test, only after the working parameters are achieved at the target value and 1 min of stabilization in the data is witnessed, does the voltage data start being captured. For each working condition, 5 independent experiments are operated, and each test will last at least 5 min before the readings are averaged.

Experimental setup of the dc plasma torch
Figure 6 shows a voltage data comparison between the numerical models and experiments, including 608 A of current value and 44 LPM of inlet flow, 608 A of current value and 40 LPM of inlet flow, 605 A of current value and 47 LPM of inlet flow, 605 A of current value and 45 LPM of inlet flow, and 908 A of current value and 20 LPM of inlet flow, five working conditions. The maximum relative error of the prediction is only 11.67%, which happens in the case of 908 A of the working current, whereas that of the minimum error is roughly 1.02% which occurs at the working condition in 608 A of current value and 44 LPM of inlet flow. Additionally, the present model performs great in predicting the voltage value at a moderate flow rate (44 ~ 45 LPM), where the relative errors are all under 1.13%. The gap in voltage value between simulation results and experiment readings could be caused by the LTE assumption introduced in this study. As a condition-sensitive assumption that assumes the whole computation domain is in the chemical equilibrium state, it will overestimate the electrical resistance between the electrodes and result in a larger voltage value, especially in special situations with high working gas input or high working current. These validations in both internal temperature distribution and working voltage value have a good agreement with the literature and experiment results, illustrating the accuracy of the present model.

Comparison of the voltage in numerical results and experiment readings
3.2 Anode arc attachment
Arc attachment happened at the anode wall is an important phenomenon to evaluate the features of the plasma torch, and it also provides some clues about optimizing the cooling system around the anode. The position of anode arc attachment can be easily affected by working conditions, such as arc current and gas mass flow rate. To estimate the effect of arc currents on anode arc attachment, the same mass flow rate of 5.3e-4 kg/s is initially chosen for the base plasma torch (L = 10.5 mm, r = 3 mm) in the following simulations. The calculated radial electric current density around the anode wall in the base plasma torch is shown in Fig. 7, where the junction between tilt wall and horizontal wall of the torch is marked by a dotted line (x = 36.35 mm). It can be seen that the radial current density distribution presents several features as the arc current increases. Firstly, the region where generated stable arc attachment is pretty narrow, and they are formed in the range of 31 to 37 mm in each case. All of these arc attachments have the minimum radial current density in this area. Although there are several arc connections appearing upstream of the arc attachment, their radial current density value is lower than 1e + 6 A/m2 (seven times less than the arc attachment with minimum value), could be ignored. Secondly, the position where occurs minimum radial current density is moving upstream as the arc current grows, and its absolute current density value also increases gradually. This is due to the stable arc-root position being determined by the balance between aerodynamic drag force and electromagnetic body force [14]. Increasing the arc current leads to the electromagnetic body force increase, thus the arc attachment position moves upstream to obtain a new balance. The pressure distributions of the plasma torch interior are shown in Fig. 8. The working arc current of 400 A and 600 A are shown in Figs. 8a, b, respectively. From Figs. 7 and 8, it can be concluded that in the range of testing arc current, all arc attachments bottom (where arrive at a minimum radial current) are upstream or at the anode wall’s bend and appears with great pressure gradients. The pressure drops around the bend are mainly caused by choking effects [34] due to the structure and arc heating inside the plasma torch, and it results in arc attachment forming upstream of the bend.

Radial current density distribution of the base plasma torch in 5 different arc current

Pressure distribution of the base plasma torch interior with a current of 400 A (top) and 600 A (bottom)
Figure 9 presents the radial electric current density distribution along the anode wall of the plasma torch at the arc current of 400 A, 600 A, and 800 A, and the mass flow rate of 3.3e-4 kg/s, 5.3e-4 kg/s, and 7.3e-4 kg/s, respectively. As can be seen from the radial current distributions with different mass flow rates of the working gas, there all exist similar “valley” shape structures in the same arc current value. With increasing the inlet mass flow rate, the start point where decreasing radial current value has been pushed downstream constantly. This is due to the aerodynamic drag force growing and the initial magnetic body force being too few to maintain the balance. In the 3.3e-4 kg/s mass flow rate cases, there seems to have a critical arc current value which directly affects the structure of arc attachment, after comparing the radial electric current distribution between the 400 A and other currents of the plasma torch. From the region of x = 31 mm to x = 32 mm in the 400 A case, there is the front arc attachment structure, where the radial current value substantially increases, and then the speed of increase starts to decrease before hitting the valley bottom. This front arc attachment covers a length of about 2.89 mm. However, constant and substantial drops were witnessed in other currents, which lengths are roughly 2.20 mm and 2.35 mm, respectively. This deviation also uncovers that reducing arc current could prevent the concentration of radial current in a narrow area, thus preventing a great Joule heat focused on the anode wall. For the rest of the mass flow rate applied, with increasing arc current, the expansion tendency of arc attachment affecting scope is replaced by concentrated.

Radial current distribution of the base plasma torch in different arc current and mass flow rate
The start position xst, end position xed, and length larc, are the spatial variables related to the arc attachment, and minimum radial current density jrs and its achieved location xr in different operating conditions are all presented in Table 2. It demonstrates that reducing the arc current and increasing the mass flow rate both can substantially decrease the arc attachment length, which helps mitigate plasma torch interior erosion. However, the operating condition seems to have less impact on the end position of the anode arc attachment, and that of locations are mainly converged around x = 45.8 mm were ahead of the torch exit. As for the minimum radial current value and its location, in some special operating conditions, the location of the minimum radial current density is pretty close, such as 400 A with 3.3e-4 kg/s and 600 A with 5.3e-4 kg/s, 400 A with 5.3e-4 kg/s and 600 A with 7.3e-4 kg/s, 600 A with 3.3e-4 kg/s, and 800 A with 5.3e-4 kg/s. The location of minimum current points seems to depend on the interaction of arc current and mass flow rate, and they could be stabilized at a specific position by optimizing working conditions. Furthermore, the position to reach a minimum radial current usually produces the maximum heat due to the Joule heating effect and causes anode erosion easily. Thus, by optimizing the working conditions, it is possible to predict the arc behaviors inside the torch and provides clues to strengthen the cooling ability at the specific position of the anode wall.
Figure 10 shows the static temperature distribution of the plasma torch in nine different operating conditions. It can be seen from Figs. 10a, d, and g that the maximum static temperature in the same arc current has slightly improved with the mass flow increasing, and their value are 26,939.0 K, 27,342.7 K, and 28,364.3 K, respectively. Meanwhile, the location that reaches the maximum temperature shows a downstream moving tendency and their value is roughly 27.8 mm, 28.1 mm, and 28.2 mm, respectively. Meanwhile, Figs. 10b, e, h, and c, f, and i also present the same feature. Figure 11 presents the axial distribution of the static temperature of the plasma torch at the mass flow rate of 5.3e-4 kg/s with three different arc currents, and two other mass flow rates with the arc current of 600 A. In the mass flow of 5.3e-4 kg/s cases, the high arc current leads to a global high static temperature along the axis and causes a large axial length of the arc core region. Specifically, in the arc current of 600 A, increasing the mass flow rate could also enlarge the size of the arc core region, due to more working gas being translated into the plasma jet. However, the plasma generation is mainly happening at the arc core and has less impact on the downstream flow field, thus the temperature distribution after the bend of the plasma torch is almost overlapped.

Temperature distribution of the base plasma torch and its processing space

Axial static temperature distribution of the base plasma torch in different arc current and mass flow rate
3.3 Thermal efficiency and structure optimization of torches
The thermal efficiency of the plasma torch is an important criterion to estimate the processing performance, which indicates how much of the energy has been effectively used. During substrate processing, the total electrical power consumed is converted into plasma generation and electrode heat transfer. For better estimating the processing performance of the plasma torch on the substrate, the thermal efficiency of the plasma torch is defined as the ratio of the total heat transfer rate at the substrate to the total power input, as follows:
where Wheat is the total heat transfer rate of the plasma at the substrate, and in this case, the total heat transfer is equal to the combination of convective heat transfer and radiation heat transfer. mi, Varc, I, and Parc are the mass flow rate, total arc voltage, arc current, and total power in Table 3, respectively, and the calculated thermal efficiency value (η) and the total heat transfer rate (Wheat) of the plasma torch with the base structure (L = 10.5 mm, r = 3 mm) are added in the table as well. By analyzing the data in Table 3 and the above discussion, the conclusions are drawn as follows: (1) with increasing the arc current (remaining the working gas flow rate constant), the total heat transfer rate at the substrate increases, whereas the thermal efficiency of the torch drops and causing more energy loss. (2) Improving the mass flow rate in the same arc current, can substantially increase both the total heat transfer rate and thermal efficiency but requires a higher arc voltage as more working gas is converted into plasma gas, this uncovers that under the arc current limitation, a target power value could be achieved by increasing the volume of working gas. (3) Optimizing the value of mass flow rate and arc current could ensure a similar substrate total heat transfer ability but with high thermal efficiency.
Apart from the working conditions, the downstream structure of the plasma torch, such as nozzle expansion length L and nozzle radius r, also introduces a great influence on the processing performance of the torch. To optimize the structure of the dc plasma torch, two other torches with different nozzle structures are discussed in this study, including a short nozzle torch (L = 5.5 mm, r = 3 mm) and a wide nozzle torch (L = 10.5 mm, r = 4 mm). The comparison between the base torch and the above two modified torches on energy consumption and thermal efficiency is presented in Table 4. The results in Table 4 show that the structure of the nozzle contributes a great impact on the thermal efficiency, whereas the effect on electrical energy consumed only exists a slight deviation. Compared to the base torch, using the same length nozzle but a large radius could reach a higher thermal efficiency, where the total heat transfer rate increases by 3395.11 W while the total power input almost unchanged in the arc current of 800 A. Meanwhile, reducing the nozzle length can also improve the thermal efficiency of the plasma torch, but causes more energy depletion than enlarging the nozzle radius.
Figure 12 presents the velocity distribution in the axis of the torch with a base nozzle, short nozzle, and wide nozzle from the nozzle exit to the substrate, respectively. It can be seen from Fig. 12 that in different nozzle structures, the outlet velocity distribution along the x-axis is all monotonically decreasing, whereas the velocity at the torch outlet (x = 0 mm) has a significant difference. However, these torches all work in the same mass flow rate of 5.3e-4 kg/s with the same upstream torch structure, which means the kinetic energy and gas mass introduced by the inlet are the same, respectively. The velocity distribution of the torch with a wide nozzle presents a global minimum value, which converts less power into the kinetic energy of the plasma jet, reduces the energy loss of electric power, and achieves the highest thermal efficiency. Although the velocity value of the torch with a short nozzle is larger than that of a base nozzle and might consume more energy to speed the plasma jet, the distance between the torch inlet and substrate is the smallest, which eventually results in less energy loss comparing to the base torch. Thus, the torch with a wide nozzle would be the best choice for the dc plasma torch, since its thermal efficiency is the highest and has a better energy conversion ability than others.

Velocity distribution of the different nozzle structures at the outlet (the x-axis starts from the exit of the nozzle)
3.4 Comparison of this work with the existing literature
The definition of dc non-transferred plasma torch thermal efficiency is quite different in research, due to the criterion in plasma torch self-performance and torch processing performance being discriminated. For the studies to estimate the self-performance of dc plasma torches, whose thermal efficiency is focused only on the energy lost in each structure of the torch. Like high-power dc plasma torches same to the one in this study, usually have cooling systems to prevent electrodes from being molten for a long time working, resulting in parts of energy consumption rather than being used for plasma generation. Thus, their thermal efficiency is defined as the total energy consumption rate with the subtraction of electrodes’ energy loss rate and/or power dissipation in other structures [16, 30]. Although, the definition of the above energy loss of electrodes is diverse, including calculating the total energy lost of electrodes by cooling [16], and the volume of convection and radiation losses from the electrodes [30], the target of existing literature is the same, concentrating in the single plasma torch performance rather than the direct estimation to processing ability.
In this study, thermal efficiency is defined as the ratio of the working substrate’s total heat transfer rate and the total input electric power, as shown in Sect. 3.3. For plasma processing, the electric power from the dc plasma torch will eventually convert into heat and be absorbed by the workpiece, thus thermal efficiency presented in this study will directly predict the efficiency of the plasma torch in processing. The definition of thermal efficiency from already published works and our research all utilize total electric power consumption as the sum, whereas the total heat transfer rate at the substrate only consists of a part of the plasma energy at the torch exit, which makes the value of our thermal efficiency lower than other studies. This is due to the existence of an outlet between the torch and substrate, quite a lot of plasma will flee quickly without sufficiently transferring the heat into the workpiece.
3.5 Secondary arc attachment
Due to the high energy density of the plasma jet, the dc plasma torch is widely used to process metals, such as steel and aluminum alloys, in industrial applications. Compared to optical materials, the metal substrates are excellent electrical conductors and usually connect to the ground by the operating platform. This makes the metal substrate to be a potential secondary electrode as the plasma jet blows onto its surface. Figure 13 shows the current distribution inside the plasma torch with the base nozzle under the mass flow rate of 5.3e-4 kg/s and arc current of 600 A. It can be seen that only a few of the electric currents flow into the cathode from the metal substrate, and most of them come from the anode wall. The electric current distribution of different operating conditions and nozzle structures are discussed in Fig. 14 to illustrate the effect of the secondary arc attachment with a metal substrate. In Fig. 14, the secondary arc attachment in different cases is concentrated on the region near the symmetric axis, and the current begins to disappear roughly 10 mm away from the symmetric axis. In the plasma torch with a base nozzle, increasing the mass flow rate or arc current can both grows the electric current density, whereas the region of secondary arc attachment might be narrowed. Meanwhile, reducing the nozzle length or increasing the nozzle radius also causes the similar effect. As the discussion made in Sect. 3.2, the arc attachment that happens inside the torch has roughly six orders of magnitude larger in radial electric current value than the secondary arc attachment, which is too few and could be ignored.

Electric current and static temperature distribution of the plasma torch with base nozzle structure

Electric current of the plasma torch with different operating conditions and nozzle structures
4 Conclusions
In this study, a 2D axisymmetric quasi-steady model has been established and validated. The dc plasma torch in different operating conditions has been conducted by numerical investigation to reveal the arc behaviors, including the position of arc attachment, radial current density distribution, and arc length. Furthermore, the thermal efficiency is defined to illustrate the processing performance of the torch, and two different nozzle structures are discussed for torch structure optimization. The main conclusions can be drawn as follows:
-
1.
The radial current density on the anode wall reveals the region of arc attachment is relatively narrow and exists a peak electric current density value of over six orders of magnitude, which is the primary arc attachment of the dc plasma torch;
-
2.
Comparing with numerical results in different working conditions, the bottom of primary arc attachment usually happens upstream or at the anode wall’s bend due to the choking effect with a great pressure gradient, and the length of the arc is sensitive to arc current and mass flow rate, whereas the end position of arc attachment is hard to be affected and mainly converged around x = 45.8 mm;
-
3.
Increasing the mass flow of working gas is a way to improve both arc core region size and torch working power, this leads to an increase in total heat transfer and thermal efficiency, and the thermal efficiency of cases with 7.3e-4 kg/s mass flow rate are all over 20%, causing at least 6% large than 3.3e-4 kg/s cases in the same current. Better than improving arc current, which causes a greater total heat transfer rate but less thermal efficiency and more energy dissipation;
-
4.
Compared to the base design and short nozzle torch, the power efficiency of the wide nozzle torch performs the best in the same working conditions, this is mainly because less electric power is converted into kinetic energy during processing;
-
5.
For metal substrates, there is a secondary arc attachment exists between the substrate and cathode during processing, and its distribution on the substrate begins to disappear approximately 10 mm away from the symmetric axis. However, compared to the value of the primary arc attachment inside the torch, it is so tiny and could be ignored.
Future work of this research will focus on the development of three-dimensional transient numerical models for dc plasma torch simulation, due to the present model being simplified in quasi-steady axisymmetric for fast prediction is hard at estimating non-symmetric working gas inlet cases and the time-variant features of the arc attachment inside plasma torches.
References
Dalir E, Dolatabadi A, Mostaghimi J (2019) Modeling of suspension plasma spraying process including arc movement inside the torch. J Therm Spray Technol 28:1105–1125
Bennett A, Yu N, Castelli M, Chen G, Balleri A, Urayama T, Fang F (2021) Characterisation of a microwave induced plasma torch for glass surface modification. Front Mech Eng 16(1):122–132
Melentiev R, Yu N, Lubineau G (2021) Polymer metallization via cold spray additive manufacturing: a review of process control, coating qualities, and prospective applications. Addit Manuf 48:102459
Fauchais P (2004) Understanding plasma spraying. J Phys D 37:86–108
Yu N, Jourdain R, Gourma M, Shore P (2016) Analysis of De-Laval nozzle designs employed for plasma figuring of surfaces. J Adv Manuf Technol 87(1):735–745
Yu N, Jourdain R, Castelli M, Bennett A, Guo J, Ma CY, Fang FZ (2021) Investigation of a plasma delivery system for optical figuring process. Chinese J Aeronaut 34:518–525
Su X, Zhang K, Liu K, Xia LG, Li P, Zhao RC, Wang B (2019) Fabrication of continuous phase plate using atmospheric pressure plasma processing. J Adv Manuf Technol 105:4559–4570
Trelles JP (2013) Computational study of flow dynamics from a dc arc plasma jet. J Phys D 46:1–17
Trelles JP, Pfender E, Heberlein JVR (2007) Modelling of the arc reattachment process in plasma torches. J Phys D 40:5937–5952
Selvan B, Ramachandran K (2009) Comparisons between two different three -dimensional arc plasma torch simulations. J Therm Spray Technol 18:846–857
Zhukovskii R, Chazelas C, Vardelle A, Rat V (2020) Control of the arc motion in dc plasma spray torch with a cascaded anode. J Therm Spray Technol 29:3–12
Liang P, Groll R (2018) Numerical study of plasma-electrode interaction during arc discharge in a dc plasma torch. IEEE Trans Plasma Sci 46:363–372
Pan WX, Meng X, Li T, Chen X, Wu CK (2007) Comparative observation of Ar, Ar-H2 and Ar-N2 dc arc plasma jets and their arc root behaviour at reduced pressure. Plasma Sci Technol 9:152–157
Tiwari N, Bhandari S, Ghorui S (2018) Stability and structures in atmospheric pressure dc non-transferred arc plasma jets of argon, nitrogen, and air. Phys Plasmas 25:1–12
Wutzke S (1967) Conditions governing the symptomatic behavior of an electric arc in a superimposed flow field. PhD Thesis, University of Minnesota
Li H, Pfender E, Chen X (2003) Application of Steenbeck’s minimum principle for three-dimensional modelling of dc arc plasma torches. J Phys D 36:1084–1096
Felipini CL, Pimenta MM (2015) Some numerical simulation results of swirling flow in d.c. plasma torch. J Phys Conf Ser 591:1–13
Liu S, Trelles JP, Murphy AB, Li L, Zhang S, Yang G, Li CX, Li CJ (2019) Numerical simulation of the flow characteristics inside a novel plasma spray Torch. J Phys D 52:1–17
Trelles JP, Heberlein JVR (2006) Simulation results of arc behavior in different plasma spray torches. In: Proceedings of the International Thermal Spray Conference, Düsseldorf, PP 563–569.
Trelles JP, Heberlein J, Pfender E (2007) Non-equilibrium modelling of arc plasma torches. J Phys D 40:5937–5952
Sun JH, Sun SR, Wang HX, Niu C, Zhu T (2020) Comparative analysis of the arc characteristics inside the converging-diverging and cylindrical plasma torches. Plasma Sci Technol 22:1–11
Huang R, Fukanuma H, Uesugi Y, Tanaka Y (2012) Simulation of arc root fluctuation in a dc non-transferred plasma torch with three dimensional modeling. J Therm Spray Technol 21:636–643
Alaya M, Chazelas C, Mariaux G, Vardelle A (2014) Arc-cathode coupling in the modeling of a conventional dc plasma spray torch. J Therm Spray Technol 24:3–10
Huang R, Fukanuma H, Uesugi Y, Tanaka Y (2011) An improved local thermal equilibrium model of dc arc plasma torch. IEEE Trans Plasma Sci 39:1974–1982
Yu N, Yang Y, Jourdain R, Gourma M, Castelli M, Bennett A, Fang FZ (2020) Design and optimization of plasma jet nozzles based on computational fluid dynamics. J Adv Manuf Technol 108:2559–2568
Zhou H, Bennett A, Castelli M, Jourdain R, Guo J, Yu N (2020) Design of a motorised plasma delivery system for ultra-precision large optical fabrication. Int J Extrem Manuf 2:045301
Yin ZX, Yu DP, Zhang QB, Yang SY, Yang T (2021) Experimental and numerical analysis of a reverse-polarity plasma torch for plasma atomization. Plasma Chem Plasma Process 41:1471–1495
Zhukovskii R, Chazelas C, Rat V, Vardelle A, Molz R (2021) Predicted anode arc attachment by LTE (Local Thermodynamic Equilibrium) and 2-T (two-Temperature) arc models in a cascaded-anode dc plasma spray torch. J Therm Spray Technol 31:28–45
Yu N, Jourdain R, Gourma M, Castelli M, Xu FD, Bennett A, Fang FZ (2021) Power dissipation of an inductively coupled plasma torch under E mode dominated regime. Micromachines 12:1–13
Meillot E, Guenadou D, Bourgeois C (2008) Three-dimension and transient d.c. plasma flow modeling. Plasma Chem Plasma Process 28:69–84
Boulos MI, Fauchais P, Pfender E (2013) Thermal plasmas: fundamentals and applications. Springer, Berlin, pp 319–326
Paik S, Huang PC, Heberleinand J, Pfender E (1993) Determination of the arc-root position in a dc plasma torch. Plasma Chem Plasma Process 13:379–397
Ansys Inc (2012) Ansys fluent user' s guide for 19 version, Pittsburgh, pp 1205–1207
Wang HX, Wei FZ, Murphy AB, Liu Y (2012) Numerical investigation of the plasma flow through the constrictor of arc-heated thrusters. J Phys D 45:1–12
Acknowledgements
We acknowledge PlasmaTrack Ltd, Royal Society (IEC\R3\213107) and Open Fund of Key Laboratory of Special Purpose Equipment and Advanced Processing Technology, Ministry of Education and Zhejiang Province (Grant No. EM2021120102) for their financial assistance. We also acknowledge Metallisation Ltd for providing experimental facilities and technical support.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection, and analysis were performed by Xinyang Wei, Adam Bennett, Jamie Pulsford, and Nan Yu. The first draft of the manuscript was written by Xinyang Wei, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wei, X., Xu, F., Bennett, A. et al. Numerical analysis of direct-current (DC) plasma processing for high-efficient steel surface modification. Int J Adv Manuf Technol 124, 2215–2228 (2023). https://doi.org/10.1007/s00170-022-10548-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10548-x