
Abstract
In recent decades, interest in simulation modeling of plasma processing under atmospheric pressure has been growing because of its appealing advantages across various domains. These advantages encompass the provision of diverse data types for evaluating processing states, the capability to predict processing outcomes from current operating conditions, and cost-effectiveness in comparison to experimental methods. This paper endeavors to offer a concise review of the evolution of simulation modeling of atmospheric plasma processing. This review encompasses foundational concepts and methodologies of plasma generation modeling of both thermal and nonthermal plasmas, progressing to discuss the framework and challenges of plasma processing modeling. In addition, a brief overview of contemporary challenges in modeling, such as simplifying complex physics, designing computational domains, and optimizing the balance between computational precision and cost, is provided to foster the advancement of atmospheric plasma processing modeling.
Highlights
-
1.
Classification and simulation modeling methodology of well-known atmospheric pressure plasma generation methods.
-
2.
Features and current challenges of some widely applied plasma processing techniques.
-
3.
Framework of current plasma processing simulation models and clarification of existing challenges and related solutions.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Plasmas are unique states of matter possessing both chemical reactivity and electrical conductivity, thus having pivotal roles across numerous industrial processes. Their characteristics are heavily influenced by atmospheric conditions and activation methods, rendering them versatile for various processing applications. Currently, atmospheric pressure plasmas have become increasingly interesting and are widely used in different fields [1,2,3,4,5] because they avoid expensive vacuum chamber usage and can be conveniently processed. Depending on the approach for plasma generation, atmospheric plasmas have many categories, each governed by complex multiphysics interactions and generation principles. However, accurately assessing the fundamental plasma attributes, such as gas temperature and reactive radical density, remains challenging during processing despite the utilization of various sensing methods. This challenge arises primarily from the disruption caused by widely used contact sensors (e.g., thermocouples and resistance temperature detectors), predominantly made of metal, to electromagnetic field distributions and bulk plasma characteristics. Alternatively, contact-free sensors (e.g., optical emission spectroscopy and Fourier transform infrared spectroscopy) can only provide integrated measurements along the measuring path without distinguishing specific positions. By contrast, simulation modeling methods based on numerical computations of governing equations for physical phenomena offer a nondisruptive means of measuring any position during plasma processing evaluation.
In addition to plasma processing diagnostics, simulation modeling has become increasingly indispensable for achieving intelligent and dynamic control in practical processing. For now, because of the limitations in obtaining spatial, typological, and temporal processing evaluation data, simple control methods, such as “trial-and-error,” are predominantly employed. However, simulation modeling offers a practical solution to these challenges by providing sufficient data and predictive information regarding plasma processing. This capability sets the stage for the integration of digital twin (DT) technology into atmospheric plasma processing. A DT represents an intelligent system and dynamic network that facilitates real-time sensing and feedback control between physical and cyber realms through bidirectional data transmission, as depicted in Fig. 1. The primary objective of DT is to accurately replicate physical manufacturing processes in the cyber domain, enabling timely and precise adjustments in response to random variations in processing parameters. In the context of atmospheric plasma processing systems utilizing DT, simulation modeling functions as a highly accurate virtual mapping tool, facilitating the collection and prediction of processing data necessary for making informed process decisions. Consequently, simulation modeling plays a crucial role in enabling intelligent control within advanced DT frameworks.

Schematic structure of a digital twin for atmospheric plasma processing
Simulation modeling of atmospheric plasma processing has been extensively investigated across various plasma types, including thermal and nonthermal plasmas. However, given the intricate nature of the physical characteristics of atmospheric pressure plasma and the imperative for precise plasma property evaluation to optimize processing outcomes, the modeling process needs to be initiated with plasma generation. Two prevalent modeling methods are typically employed, contingent on whether the plasma species approximate a state of thermodynamic equilibrium. The first method assumes the plasma to resemble a conductive pure fluid, whereas the second method incorporates plasma chemistry considerations and treats plasma as a reactive fluid mixture.
Based on the methodologies established for plasma generation modeling, the subsequent development and operation of plasma processing models become feasible. In terms of processing applications, thermal plasmas typically facilitate higher power delivery than nonthermal plasmas, resulting in significantly elevated gas temperatures (several thousand Kelvin) in contrast to the near-room temperatures observed in nonthermal plasmas. Consequently, this specialization positions thermal plasmas to fulfill pivotal roles across diverse atmospheric plasma processing applications, including spraying, additive manufacturing (AM), surface fabrication, and nanoparticle synthesis. However, despite the increasing attention to and rapid development of practical applications of plasma in manufacturing, the complex principles underlying plasma processing pose significant challenges in establishing accurate simulation models, particularly within atmospheric pressure scenarios. Current studies of plasma processing simulation modeling are primarily in their nascent stages, as these applications typically involve a multitude of chemical reactions, diffusion and transfer processes, phase transitions, coupling with plasma sources, and other intricate physical phenomena occurring within multicomponent systems.
This paper presents a comprehensive review of simulation modeling approaches for atmospheric plasma generation and atmospheric plasma processing. These approaches are categorized based on the type of applied energy sources and classified based on the specific applications. In addition, the fundamentals and characteristics of various atmospheric plasmas and atmospheric processing applications are elucidated, serving as foundational support for the development of simulation models. Furthermore, this paper proposes practical solutions for the current challenges encountered in simulation modeling and explores practical strategies and solutions within the realm of atmospheric plasma generation and processing.
2 Fundamentals and Simulation Modeling of Atmospheric Pressure Plasma
2.1 Plasma Fundamentals
Plasma is the fourth state of matter alongside solid, liquid, and gas. Plasma emerges when a gas becomes partially ionized, resulting in a mixture of free electrons, charged ions, and neutral atoms in both fundamental and excited states [6]. One of the essential plasma properties is electrical conductivity, which enables the utilization of different types of electromagnetic fields, forming the basis for various industrial applications. Despite containing charged particles, from a macroscopic perspective, the main body of plasma remains electrically neutral.
The study of plasma generation dates back to the early 1800s, with independent research conducted by Petrov and Davy, who utilized arc discharges in gases to create plasma [7]. Plasma can be generated by imparting energy to neutral gas, leading to the reorganization of its electronic structure [8]. Various methods utilizing different energy supplies, such as thermal [8], electric current [9,10,11,12,13,14], or electromagnetic radiation [1, 15,16,17,18,19], have been employed to achieve plasma generation. Technically, under the influence of external input energy, when the energy of molecular thermal kinetic motion reaches that required for gas ionization, abundant ionization events occur through collisions with neutral gas particles. In this state, the conductive property of the gas becomes dominant over its neutral nature, thus defining it as plasma. This conductive property is sustained through a dynamic balance between the generation and recombination of charged particles, as illustrated in Fig. 2. Furthermore, environmental pressure significantly influences the plasma characteristics. Plasma systems with a pressure lower than 10 Torr are classified as low-pressure plasma, whereas atmospheric pressure plasma operates at approximately 760 Torr, falling within the high-pressure plasma classification [20]. Compared with low-pressure plasma, atmospheric pressure plasma undergoes more frequent collisions, leading to a smaller electron mean free path and, consequently, different applications. This review primarily focuses on plasma and plasma processing techniques under atmospheric pressure, which do not necessitate vacuum conditions and prove to be more versatile and cost-effective for various industrial applications.

Balance between generation and disappearance of charged particles inside the plasma
2.2 Plasma Classification
The most widely used classification strategy for plasma is based on the electron properties, such as electron density and electron temperature, as illustrated in Fig. 3. The presence of free electrons is not only a defining characteristic of plasma but also the reason why plasma exhibits unique properties. Electrons, being lighter than ions, respond rapidly to electric and magnetic fields, making them key factors in maintaining the behavior of plasma. Moreover, collisions involving electrons serve as the primary mechanism for transferring energy and momentum from external fields to other particles. To quantify the electron properties, temperature serves as an essential criterion, as it measures the kinetic energy behavior of microparticles from a thermodynamic perspective. Specifically, the Boltzmann constant is used to relate the temperature (in Kelvin) to the averaged kinetic energy of particles (in electron volts).

Plasma classification based on electron density and electron temperature [10]
In practical applications, plasma is classified into two types based on the deviation between electron temperature (Te) and heavy particle temperature (Th), resulting in thermal and nonthermal plasmas. The boundary between these two types is often clarified using the notion of local thermodynamic equilibrium (LTE) [21]. In thermal plasma, the electron temperature is close to that of heavy particles, enabling the establishment of an LTE. However, the concept of complete thermodynamic equilibrium (CTE) [22] (also known as complete LTE [21]), which is exceedingly difficult to sustain in laboratory conditions, needs to be considered. The plasma in a state of CTE is uniform and isotropic, characterized by dynamic and chemical equilibria, where every property is primarily governed by temperature. In this state, the temperatures of each component and potential reactions are equal; thus, the system can be described using a single-temperature model. For plasma to attain the CTE state, its volume needs to be substantial enough to ensure that its center or the walls adjacent to the plasma boundary are maintained at the plasma temperature. Under these conditions, the plasma enables blackbody radiation penetration. However, the observed plasma radiation, encompassing both thermal and nonthermal plasmas, is generally considerably lower than blackbody radiation because of its predominantly optically thin nature across a broad wavelength spectrum [23]. Despite the deviations from the ideal CTE state, actual plasmas activated by arc discharge and radio frequency (RF) in laboratories and industries are generally optically thin and undergo irreversible energy losses through conduction, convection, and diffusion, leading to a departure from thermodynamic equilibrium. However, a focus on the collision processes (rather than radiative processes) governing transitions and reactions reveals that microreversibility ensures equilibrium between each collision process and its reverse process [24]. As a result, the steady-state solution of the collision rate equations approximates the results from a system in the CTE state, especially in regions with sufficiently low gradients of plasma properties (e.g., temperature, density, and heat conductivity), where the LTE state is more likely to be achieved through spatial variations.
In general, the steady and optically thin plasma in the LTE state should meet all of the following conditions [10]:
-
Every species that forms the plasma is in Maxwellian distribution;
-
The ratio of electric field strength and pressure is sufficiently small, but the temperature is sufficiently high (Te = Th);
-
Collisions dominate the excitation (Boltzmann distribution) and ionization (Saha equilibrium) in the mechanism;
-
Small spatial variations of the plasma properties.
An example that meets the aforementioned conditions is the core region of arc plasma [25], which has a high electron density (approximately 1021 to 1026 m−3) and approximately the same temperature (Te = Th ≈ 10,000 K). However, in most cases, such as all types of low-density plasma and the region adjacent to the boundary of the plasma or the edge of the arc, significant deviations from the LTE state are detected. The kinetic energy transfer between electrons and other particles is insufficient to equally distribute the energy, and this effect can be enhanced by the mass difference among the particles involved [25]. The imbalance of energy transfer leads to a temperature deviation among the electrons and other particles over time. In other words, more energy is delivered to the electrons through electromagnetic fields, causing the electron temperature to be higher than that of other particles (Te > > Th). Thus, the two-temperature (Te–Th) model is employed to evaluate the properties of the plasma system with significant deviations from LTE, classifying them into a non-LTE (NLTE) state. For plasma in the NLTE state, its temperature (also known as gas temperature) is fixed as Th because of the substantial mass difference between electrons and heavy particles. The classification of plasma and its applications is summarized in Table 1.
2.3 Plasma Generation Methods
In practical applications, both thermal and nonthermal plasmas are widely used, necessitating a clarification of their properties and generation sources as the preparation before the ongoing simulation modeling in plasma generation. Accurate simulation modeling depends on an in-depth knowledge of the physical properties of both thermal and nonthermal plasmas and plasma generation sources, especially their dynamic and nonstop interaction during each specific plasma generation.
Based on the frequency of the power source [51] and the plasma properties [42, 50, 52,53,54], the major atmospheric plasmas predominantly employed for processing and manufacturing are summarized in Fig. 4. These plasmas are generated using various methods, including discharges under constant voltage conditions, alternating electric fields, alternating magnetic fields, and time-variant microwave electromagnetic fields. Based on the properties of the energy sources in the direction of electric flow, these discharges can be classified into two main categories, namely, direct current (DC) and alternating current (AC) discharges. DC discharges are typically operated in two modes [8], namely, pulsed mode, which involves short-duration situations with intermittent energy input, and 2) continuous mode, which enables stable, long-time, and significant energy input. For AC discharges, characterized by alternating fields in energy sources, three primary categories exist, namely, those utilizing alternating electric (E) fields, those using alternating magnetic (H) fields, and those employing microwave electromagnetic fields. These discharges operate across a frequency range, starting from low frequency (LF) within the kHz range, progressing to RF in the MHz range, and ultimately reaching microwave frequencies in the GHz range. Dielectric barrier discharge (DBD) plasmas and microplasmas are noteworthy, as they can be generated in both DC and AC discharges, depending on power configurations and generator designs. DBD plasmas and microplasmas play significant roles in specific applications. In addition, considering the major working frequency scope and practical discharge mechanisms, DBD plasmas and capacitively coupled plasmas (CCPs) are classified as independent atmospheric plasma categories in this review.

Plasma classification based on the properties of the energy source
2.3.1 Direct Current Discharges
Although atmospheric and low-pressure DC discharges exhibit some discrepancies, both follow similar development modes, progressing from gas breakdown to stable discharge, governed by Townsend’s discharge theory and streamer theory of breakdown [20]. To elucidate the analogous discharge modes of both DC discharges, the relationship between voltage and current in low-pressure DC discharges is illustrated in Fig. 5. As the discharge current increases, transitions occur from corona plasma to glow plasma and eventually to arc plasma, thereby altering the discharge mode. Although DBD plasmas, which are a type of glow plasmas, can be activated by both DC pulsed discharge and AC LF discharge, the latter is more commonly utilized in industrial and practical applications. This preference arises from the fact that DC pulsed discharge requires a high unipolar pulse potential to ensure that the charge potential of the dielectric barrier exceeds the gap breakdown voltage. As a result, higher specifications and capabilities are required for DC discharge equipment than AC discharge equipment. Therefore, the discussion of DBD plasmas will be presented in Sect. 2.3.2. In the subsections of Sect. 2.3.1, we will discuss corona plasma, arc plasma, and special microplasma, primarily focusing on the relationship between their properties and energy sources. The conventional generator structures utilized for generating these DC discharge plasmas are illustrated in Fig. 6.

Modes of low-pressure DC discharges [55]

2.3.1.1 Corona Plasma
Corona plasma is created by corona discharge under DC pulsed discharge, which appears as a luminous glow that is localized adjacent to the point of a tip electrode [54], as shown in Fig. 6a. Between the tip and plane electrodes, the corona discharge produces a highly nonuniform electric field, where the plasma will create a lighting crown around the tip electrode. Given that the pulse duration of the energy source is shorter than the time required to maintain a stable arc, the discharge extinguishes after each pulse ends and reignites when the next pulse arrives. Because the mean free path of any particle under atmospheric pressure is significantly smaller than that under low-pressure conditions, the frequency of electron collisions becomes higher, demanding more energy to sustain. The working current of atmospheric corona discharge is low in the range of 10−10 to 10−5 A, whereas that of the voltage is high at 2 to 5 kV [54].
The volume of corona plasma is small, and its main body usually exists in the region that extends approximately 0.5 mm out from the electrode tip. Out of the plasma volume a “drift region” where charged particles will diffuse toward the plane electrode [54,55,56]. This restricted area of corona plasma has limited its application in processing, such as polymer surface activation [40, 41] and SiO2 growth enhancement [57, 58]. One of the reasons that only the plasma region enables processing is the significant electron density difference, i.e., the corona plasma near the tip has an electron density of approximately 109 to 1013 cm−3 [61], which is higher than that of 106 cm−3 in the drift region. The higher energy density (which is positively related to electron density) at the center of corona plasma makes it easier to induce changes in surface energy during processing [62]. Moreover, as a kind of nonthermal plasma, the heavy particle temperature of corona plasma is close to room temperature, resulting in excellent performance while processing temperature-sensitive materials and safe operation. The aforementioned characteristics of corona plasma pose the following challenges that need to be addressed in the simulation modeling of plasma generation: (1) establishing precise boundary conditions at and near the electrode, particularly the distribution of species densities, and (2) ensuring accurate chemistry modeling of multiple species in nonthermal plasma while considering species diffusion and transport.
2.3.1.2 Arc Plasma
Arc plasma is usually generated by DC arc plasma torches under arc discharge, and the two torch designs for different processing situations are transferred and non-transferred arc plasma torches, as shown in Fig. 6b. Compared with the anode placed outside the transferred arc plasma torch, the anode of the non-transferred arc plasma torch is placed inside and serves as the internal wall, both leading to benefits and drawbacks [33]. In general, setting the anode outside the arc plasma torch prevents heat loss through the cooling system next to the anode and thus improves the total thermal efficiency of the arc plasma torch; however, it is limited by the range of processing materials with high-conductivity workpieces available to make the anode. Except for the anode design, the other parts of the structure of the transferred and non-transferred arc plasma torches are the same. Both consist of a rod-shaped cathode inside the torch, a working gas injection system, and a plasma-confined nozzle.
The plasma generated by the transferred and non-transferred arc plasma torches are both thermal plasmas and have high ionization degrees, whose electron density is approximately 2 × 1017 cm−3 [63]. Considering that the properties of the transferred and non-transferred arc plasma are similar, the following discussion will only focus on arc plasma without distinguishing between the two. During the operation under atmospheric pressure, a high-intensity and stable arc usually occurs at a current of over 50 A inside the DC arc plasma torches because the arc column can only meet the requirements to prevent irregular motion that is induced by free convection effects in sufficiently high current values [10]. Meanwhile, the arc plasma temperature based on the specific design and working conditions of the arc plasma torch can arrive at over 8,000 K or even higher than 15,000 K (in the plasma core). Therefore, the temperature deviation between electrons and heavy particles is negligible, and most regions of arc plasma are in the LTE state. Because of the high temperature and high speed of plasma jet, arc plasma is widely applied in various processes, especially in spraying [3, 26,27,28] and welding [35, 36]. The critical boundary conditions of modeling arc plasmas involve accurate approximations of the electrode surface, particularly the distribution of current density and temperature at the cathode tip, where the arc initiates and sustains. In addition, the impact of a thin plasma sheath near the anode surface on the actual arc formation needs to be considered.
2.3.1.3 Dc-Microplasma
Being a unique electrical discharge under atmospheric pressure, microplasmas are defined as plasma bulk sizes that reach submillimeters for at least one dimension [64]. One of the atmospheric DC-operating microplasma generators being used in nanoparticle synthesis is presented in Fig. 6(c). With the supplied working gases, microplasma forms around the cathode tip and extends to the anode through a small gap. Both electrodes are made of hollow metal tubes, but the cathode is a capillary metal tube with an inner diameter of ~ 180 μm, and the anode (which can also be replaced as a grid [65]) hole has an inner diameter of approximately 1 mm. This design facilitates gas flow and cools the electrodes, together with convenient DC power equipment, making it possible to synthesize nanoparticles stably. The presence of microplasmas with high concentrations of energetic electrons facilitates the rapid decomposition of gaseous precursors, efficiently producing radicals within a confined reaction region. Consequently, once the particles are transported outside the discharge area, radical generation ceases, promptly halting particle growth [66]. However, the metal electrodes could evaporate or sputter and even contaminate the synthesis process [67], requiring further optimization.
Microplasmas are generated by DC power in small volumes, ensuring less heat loss while maintaining low gas temperatures. Being a nonthermal plasma, the electrons in microplasmas have high energy (even over 10 eV) and exhibit significant deviations in gas and electron temperatures [68]. The electron density of microplasmas ranges from 1010 to 1014 cm−3 [69, 70] at the typical voltages (300 to 500 V) and currents (3 to 10 mA) that are used to sustain the discharge [60]. Although the electron temperatures of atmospheric microplasma are lower than at low pressures, the input electrical energy can still be efficiently transferred through the collisions with electrons and ions during processing [70]. In addition, by avoiding the strong collisions with hot neutral atoms and molecules that occur in thermal plasma, high temperatures that melt reactor components and reduce apparatus lifetime are also prevented. Simulation modeling of DC-operating microplasma involves the transport of charged and neutral species and employs Poison’s equation for the electric field. The boundary conditions for charged species may vary depending on the direction of the electric field at the electrode, underscoring the importance of accurately estimating the electric field in the cathode sheath.
2.3.2 Alternating Current Discharges
AC discharges constitute a critical category of atmospheric plasma generation methods, which can be classified into alternating electric field, alternating magnetic field, and microwave field based on the characteristics of the generation mechanism. Within the realm of alternating electric discharge, commonly employed atmospheric plasmas include DBD plasmas, CCPs, and partial microplasmas, with their commonly utilized generator structures presented in Fig. 7. The working frequency of energy sources used to generate these atmospheric plasmas ranges from LF to RF, with some frequencies being shared because of specific demands and generator configurations. Atmospheric plasmas generated by alternating magnetic fields include inductively coupled plasmas (ICPs) and partial microplasmas, both operating in the RF regime. Microwave-induced discharges under atmospheric pressure rely on high-frequency (HF) electromagnetic wave coupling with plasma gas electrons for energy transmission [71]. Under the influence of the aforementioned fields, electrons from the working gas undergo acceleration through elastic collisions with heavy particles, acquiring sufficient energy to engage in inelastic exciting or ionizing collisions, thereby initiating plasma generation. The diverse applications and rapid development of AC discharge plasma setups in both industry and academia have resulted in a wide variety of configurations documented in the literature. However, because of the inherent constraint of content scope within this review, only typical designs are mentioned herein to exemplify the generation principles.

2.3.2.1 DBD Plasma
In practical processing, the development of DBD primarily serves two objectives. The first objective is to prevent the generation of streamers (micro-arcs) in corona discharge with the tip electrode [72] by employing a planar electrode and a dielectric layer as a replacement, which is crucial as streamers tend to initiate at the same position, leading to nonhomogeneous processing quality on the workpiece surface. The second objective is to consistently generate large-sized and uniform glow plasma. The typical device for DBD plasma generation consists of two planar or cylindrical electrodes, with one or more dielectric barriers situated in the discharge gap between electrodes, as presented in Fig. 7a. The operating frequency used in DBDs is relatively low, resulting in longer durations for each voltage polarity reversal than the time required for the formation of avalanches and streamers [50], consequently making it easier to induce arc formation. The dielectric barriers function as capacitors in series with a gap between the electrode and the dielectric layer. During breakdown, the dielectric barriers become charged, significantly reducing the potential of the gap and eventually lowering it below the breakdown voltage, thus preventing arc formation. Consequently, the placement of dielectric barriers within the discharge gap is flexible, ensuring adaptation to various application configurations. DBD typically operates under atmospheric pressure and exhibits two major modes [20]: filamentary and glow modes (i.e., atmospheric pressure glow discharge). Although most DBD applications utilize the filamentary mode, it poses challenges in achieving homogeneous surface treatment because of localized micro-discharges caused by streamer formation. These micro-discharges, observed as spatially localized filaments, are detrimental as they lead to nonuniform plasmas and surface damage because of the high current density of filamentary discharges [50]. Conversely, the glow mode of DBD enables the avoidance of streamers and localized filaments by maintaining an applied electric field below the Meek criterion [78], which is the minimum electric field required for streamer formation. Although the formation conditions and mechanisms for achieving a uniform DBD plasma in the glow mode are still under investigation, studies have shown that utilizing an applied electric field below the Meek criterion can prevent the transition to arcing.
The working frequency of atmospheric DBD discharge typically ranges from 50 Hz to 500 kHz [50], although several studies [20, 79] have employed RF power to inhibit the glow–arc transition of DBD for homogeneous processing applications. During the DBD operation, numerous micro-discharges are randomly distributed in the discharge gap, formed by electron motions under the influence of an electrostatic field, including cooperative actions of electron avalanches from electrodes or dielectric barriers and electron deposition onto the dielectric barrier. However, the response time of these actions is limited [50] and primarily influenced by the strength of the applied electrostatic field. Consequently, in each polarity reverse of the field, similar electron motions are restarted until the reversing frequency becomes too quick to complete the entire action, thereby preventing the development and accumulation of streamers (precursor of micro-discharges) and sustaining the discharge in the glow mode rather than transitioning to arcing. These explanations are further supported experimentally and numerically in [80], where frequencies lower than 1 kHz exhibit filamentary discharge mode, but enhanced stability of the discharge at 10 kHz is observed.
Compared with corona plasma, DBD plasma exhibits superior stability and uniformity alongside elevated electron temperature (ranging from 104 to 105 K) and electron density (ranging from 1011 to 1015 cm−3) [21]. These characteristics contribute to its capability to operate at reasonably high power levels, thereby expanding its applications. Currently, DBD plasma finds widespread use across various material processing domains, including glass films [61], metal surface cleaning [4, 5], plasma-assisted polymer chemical vapor deposition [81], and ozone synthesis [5, 42]. The prevalence of DBD plasma stems from its operation in a strongly thermodynamic nonequilibrium state (nonthermal plasma) under atmospheric pressure and at ambient temperature. To achieve precise control over uniform DBD plasma generation and ensure homogeneous performance in processing, simulation modeling of DBD discharge serves as a crucial tool. Nevertheless, beyond the typical consideration of nonthermal plasma and electrode-involved generator simulation modeling, it is important to note that DBD plasma discharge is a time-dependent process. This temporal aspect underscores the significance of accurately setting boundary conditions at the air–dielectric interface because of charge accumulation. The fidelity of modeling hinges on meticulous attention to the aforementioned details and the configuration of boundary conditions to meet practical requirements.
2.3.2.2 Capacitively Coupled Plasma
CCP is generated through the capacitively coupled discharge in RF power, also categorized as “E discharge” or electrostatic mode [10, 53, 82]. In the “E discharge” presented in Fig. 8, electrons accelerate and gain energy under the effect of a strong electrostatic field Ez before colliding with other particles and ionizing neutral gas particles. This electrostatic field is applied between parallel or coaxial electrodes, with its direction pointing from one electrode to another. Various examples of CCP generators are illustrated in Fig. 7b, where the plasma forms between the RF electrode (connected to RF power) and the grounded electrode through different electrode configurations for specific applications. The methods for generating atmospheric CCPs driven by RF power have evolved from those of low-pressure CCPs, achieving time-averaged power deposition through ohmic heating in the bulk plasma and yielding large-scale uniform plasmas for surface treatment [20, 83]. Operating at moderate pressures and atmospheric pressure, RF capacitive discharges in CCPs exhibit two distinct operational modes known as the α and γ modes, with slight deviations in details [20, 84]. The α mode is primarily attributed to Joule heating in the plasma region, characterized by lower currents and a positive voltage–current (V–I) characteristic. Alternatively, the γ mode is associated with secondary electron emission from electrodes, characterized by higher currents but a partially negative V–I characteristic. Under atmospheric pressure, the augmented particle collision frequency leads to additional electron heating in the α mode because of the formation of a field-enhanced region at the retreating sheath edge, in contrast to low-pressure discharges [85]. In the γ mode under atmospheric pressure, in contrast to low-pressure discharges where ionization/excitation is predominantly sustained by electron avalanches created in the high electric fields of the sheaths, electron avalanches under atmospheric pressure are initiated not only by secondary electrons but also by the electrons involved in pooling reactions among metastable particles. The transition from α mode to γ mode necessitates an increased amount of power, although a reduction in the actual coupled power is observed under both atmospheric pressure and low-pressure conditions.

Mechanisms of E and H discharges [82]
Currently, atmospheric CCPs play a crucial role in providing a cold (nonthermal) plasma jet for the surface processing industry because of the substantial temperature deviation between electrons and heavy particles [86]. The electron density of atmospheric CCP is typically approximately 1011 cm−3 [87]; meanwhile, the gas temperature approximates room temperature, contingent on some factors, such as power frequency and working gas composition. Given the relatively low processing temperature and high reactivity of atmospheric CCP, the atmospheric pressure plasma jet device [54] for optics and biologics, featuring a coaxial electrode structure, is developed, as shown in Fig. 7b. The atmospheric CCP devices for optical material surface figuring [19] and polishing [85], along with their equipment designs, are separately illustrated in Fig. 7b with coaxial and cylinder–plate electrodes.
One characteristic feature of CCP occurring in its plasma sheath is called “self-bias” [8], which plays an integral role in plasma processing performance. The “self-bias” phenomenon in CCPs results in the establishment of a negative potential difference between the bulk plasma and the powered electrode. This effect arises from the discrepancy in the response times of electrons and other heavier particles within the plasma to the applied HF electric field. Specifically, because of their relatively lower mass, electrons exhibit rapid mobility and thus respond more rapidly to the electric field than heavier ions and neutral species, leading to an accumulation of negative charge (electrons) on the electrode surface. This characteristic defines the relationship between working current and voltage, where a higher current density at the small-sized electrode requires a higher voltage between the plasma and electrode, facilitating the production of ions with higher energy. Meanwhile, increasing the working frequency of RF power ensures a higher total absorbed power of plasma and, consequently, higher plasma density based on the self-consistent model presented in [83]. In addition to the typical configuration with one RF electrode and one grounded electrode, the dual-frequency design comprising one HF source and one LF source (workpiece side) is gaining interest for material treatments. The dual-frequency CCP configuration permits additional flexibility [88] compared with the single-frequency CCP configuration, enabling independent control of ion flux and ion impact energy to produce high-density plasmas, thereby achieving a high etching rate in microelectronics manufacturing.
One developmental approach for atmospheric CCP involves introducing a dielectric layer onto the RF or grounded electrode, preventing dawn arc formation and sustaining uniform and diffuse plasma under atmospheric pressure [19, 74]. This feature shares a similarity with the dielectric layer in DBD, as both address the arcing problem by collecting charges to reduce arcing voltage. However, CCPs are driven by the capacitive discharge under the rapidly changing electric field, with the voltage polarity reversal duration shorter than that required for forming the micro-discharge (phenomena typically witnessed in DBD). The presence of dynamic high-voltage sheaths around the electrodes is commonly observed. In practice [89], this modification enhances stability and uniformity over a large current range, encompassing both α and γ modes, compared with pure metal electrodes. This modification also results in a higher emission spectrum intensity of reactive radicals than conventional structures. As a type of nonthermal plasma, the simulation modeling of CCP generation necessitates precision in plasma chemistry modeling of electron density calculation and plasma dynamics modeling of the distribution of each species. The boundary conditions at electrodes are crucial, with special attention to the external electric field format and corresponding internal space charge distribution.
2.3.2.3 Inductively Coupled Plasma
The RF plasma torch, which generates ICP, stands out as one of the most crucial electrode-free plasma generation methods, effectively averting electrode degradation and contamination of the plasma jet [33], as shown in Fig. 7c. In contrast to the direct connection between RF power and an electrode in CCP, the energy from electricity is coupled with the plasma across a dielectric window or wall. In this design, the coupling of electric power with the plasma occurs through a time-variant magnetic field generated by the external RF coil (helix-shaped), thereby ensuring that the power unit remains insulated from direct contact with the plasma. Consequently, the electric ring field generated from the time-variant magnetic field, as per Faraday’s law, accelerates the electrons, instigating ionizing collisions that facilitate plasma generation and sustain the discharge. Because of the high energy density and loop-shaped spatial distribution of the induction zone, ICPs are characterized by a high ionization rate but relatively low uniformity, resulting in nonuniform plasma density and temperature distribution throughout the plasma volume. ICP torches are primarily employed in H discharge under high power (electromagnetic mode) [10, 53, 82], occurring after the transition from E discharge (electrostatic mode) in low power supply, as presented in Fig. 8. An azimuthal electric field Eθ is induced by the oscillating magnetic field produced by the RF coil current, where the electrons gain sufficient energy to ionize other neutral gas particles, thereby forming ring-shaped discharges. Atmospheric ICP typically exhibits intense plasma emission and high electron density (approximately 1015 to 1020 cm−3 [20, 31]) at low ion energies. Meanwhile, the temperature of both electrons and heavy particles in practical operating conditions are notably close in ICP, ranging between 6000 and 11,000 K. Consequently, ICP can be classified as a form of thermal plasma characterized by substantial energy density.
The ICP torch operates effectively over a wide range of RF source frequencies, spanning from 3 to 40.68 MHz [15, 31, 32, 75]. The selection of working frequencies is guided by multiple factors, including the need to avoid communication interference, as HF power may inadvertently leak electromagnetic fields into the surrounding environment. In addition, the electron-neutral momentum transfer frequency of common atmospheric ICP is significantly larger than the RF power frequency (νm > > νRF), and the power is transferred from the electric field to electrons within a skin depth layer (adjacent to the plasma surface) by collisional dissipation (ohmic heating). The thickness of this skin depth layer substantially decreases while the RF power frequency increases, leading to a contraction of the plasma region and thus improving the plasma density. As a result, based on practical requirements, various applications tend to concentrate on distinct independent frequencies [34, 90], such as 13.56, 27.12, and 40.68 MHz. ICPs are extensively employed in atmospheric thermal plasma applications because of their high plasma density, which, although accompanied by lower particle velocity than arc plasmas, makes them particularly suitable for applications involving dense coating [29]. The absence of an electrode in ICP torches renders them valuable for the treatment of toxic and eroded waste materials [91], contributing to the reduction of environmental pollution while ensuring a prolonged working lifetime. Although simulation modeling of ICP generation is well-developed under the LTE assumption, the edge areas (electron temperature lower than 10,000 K) remain in a nonequilibrium state, necessitating precise physical descriptions through boundary condition setups and additional governing equations.
2.3.2.4 Microwave-Induced Plasma
As an alternative to conventional RF power, microwave plasma systems enable electrode-free operation. Specifically, the time-variant electromagnetic field induced by microwaves couples with the plasma gas electrons, resulting in electron heating through elastic collisions with heavy particles. This acceleration provides electrons with sufficient energy to undergo inelastic exciting or ionizing collisions, thereby initiating a plasma state [6, 52, 76]. In contrast to other plasma generators, the microwave plasma generator utilizes microwaves guided from outside as the energy source, thus averting electrode contamination [44]. Various structures of MIP generators exist for practical applications, yet they share a similar principle. One primary type is shown in Fig. 7d. Microwaves are guided and confined along a desired path or direction through waveguides before intersecting the quartz tube to initiate plasma formation inside. In this setup, surface waves undergo propagation mode conversion from TE10 mode in the rectangular waveguide into TM01 mode in the quartz capillary [92]. Subsequently, the microwaves propagate across the center quartz tube for plasma generation. An impedance tuner system with three tubes is used to optimize the impedance match. Although the available frequency range of microwave sources is wide, the waves of 2.45 GHz frequency (with a wavelength of approximately 12.24 cm) are predominantly applied. This frequency is commonly encountered in household kitchen microwave ovens [76] because of its cost-effectiveness and capability to reduce apparatus geometry size, facilitating the attainment of standing-wave electric fields (located at the odd multiple of a quarter wavelength) at smaller electromagnetic wavelengths.
Microwave plasma under atmospheric pressure constitutes a type of nonthermal plasma, with a cutoff electron density (corresponding to the electron plasma frequency) of approximately 1010 cm−3 at 2.45 GHz [8]. The gas temperature of the plasma is close to room temperature while exhibiting a high kinetic electron temperature (surpassing the electron temperature derived from the average kinetic energy of electrons) [76]. The near-room gas temperature of microwave plasma enables the processing of temperature-sensitive materials, such as thickness correction or surface figuring of ultrathin quartz wafers [45]. In addition, atmospheric microwave plasma facilitates intensive electron and ion collision, providing ample energy to activate the ionization of process gas, thereby generating a significant amount of radicals. These radicals modify surface energy, enabling functions such as superhydrophilicity [1]. Simulation modeling of MIP can be categorized into microwave transmission modeling and plasma generation modeling, with an emphasis on the propagation modes in waveguides and the characteristics of nonthermal plasma. The orientation of the electric field depends on the propagation mode, influencing the spatial distribution of MIP. Meanwhile, the intricate characteristics of atmospheric MIP stem from the interplay of electron motions, plasma chemistry, and matter transportation, necessitating further in-depth modeling studies.
2.3.2.5 AC-Microplasma
RF power serves as an essential energy source for operating atmospheric microplasma. Similar to the configurations of RF electronics used in ICP and CCP generation, RF-operating microplasmas encompass radio frequency inductively coupled discharge and radio frequency capacitively coupled discharge (RFCC), as presented in Fig. 7e. However, the size of microplasma generators is significantly smaller than that of normal ICP and CCP setups, providing a superior surface-to-volume ratio for efficient heat exchange and small electrode gaps for low working voltages [93]. Compared with DC-operating microplasma, the gas breakdown of RF-operating microplasma in HF fields requires lower voltages because of the decreased potential across the plasma sheath [83].
The operational characteristics of RF-operating microplasmas, such as preventing electrode erosion and ensuring good plasma distribution, closely align with those of ICP and CCP [70, 77, 94]. Notably, the experimental data [95] indicate that RFCC microplasmas exhibit better diffuse glow-like discharges (spatial uniformity) in γ mode than radially constricted plasmas in millimeter-sized (normal-sized) CCP discharges. Simulation modeling [94, 96] of RF-operating microplasmas can draw upon the formation discussed previously regarding ICP and CCP. However, compared with the numerical studies of other RF plasmas, RF-operating microplasmas are still in the developmental stage and necessitate more detailed exploration of micro-discharge characteristics concerning generator sizes and plasma properties.
2.3.3 Summary of Plasma Generation Methods
The majority of plasma generation methods rely on the electrical breakdown of neutral working gas under an external electric field to produce plasmas, although there are numerous ways to create an electric field. Initially, charged particles broken from the working gas are accelerated in the electric field before transferring their energy to other particles through collisions. Subsequently, under the dynamic equilibrium of ionizations, recombinations, excitations, and other processes between various particles, the spatial and temporal characteristics of the plasma are determined. To evaluate the plasma characteristics, the properties of electrons are primarily emphasized because electrons are the key particles in energy transfer for producing and maintaining plasmas, and most of their energy is retained in elastic collisions because of their smaller mass than atoms and molecules. The influence of different power sources results in the generation of plasmas with various properties.
Table 2 presents the characteristics of the most widely used atmospheric plasma generation methods in terms of plasma properties, i.e., electron density and temperature, heavy particle temperature, working power, or breakdown voltage. For DC plasma excitation methods, both NLTE and LTE plasmas can be generated because of the different working modes. NLTE plasmas typically have higher electron temperatures than LTE plasmas, although their electron density is lower. AC plasma excitation methods can also activate plasmas in the NLTE or LTE states based on the characteristics of the power source. In the case of NLTE plasmas, CCPs are suitable for conducting processing at room temperature and are well-suited for temperature-sensitive applications. The incorporation of dielectric layers into atmospheric CCP generators prevents dawn arc formation and enhances their performance, facilitating the production and maintenance of a large area of uniform plasma. This improvement is particularly notable when compared with conventional double metal electrode structures. Alternatively, the high-power plasmas of ICPs have high gas temperatures and high electron density, fitting the requirements for power-concentrated applications. Atmospheric microwave plasmas are in the NLTE state with relatively low gas temperatures but high electron density and temperature, making them suitable for various fields that require low processing temperatures and high activation energy. Furthermore, because of the small geometry required to achieve standing-wave electric fields for strong microwave plasma and the external supply of microwave power, MIP generators have relatively safe processing parameters and are convenient for apparatus minimization.
2.4 Simulation Modeling of Plasma Generation
The details of plasma in the generation process are fundamental information in plasma-involved processing and manufacturing, providing valuable insights into plasma properties and their change tendencies. However, existing limitations in both contact and contactless sensors pose challenges in capturing uninterrupted, sufficient, and spatially concentrated data during plasma generation and processing. Without precise and adequate evaluation data, these sensing methods are unable to meet the demands of intelligent decision-making DT systems for building accurate feedback loops and correct control mechanisms in plasma processing. Crucial information typically includes internal processing temperature and reactive radical distribution, which directly influence plasma processing performance inside the plasma generator. To address this challenge, the development of simulation models that accurately mirror the entire plasma generation procedure is becoming indispensable and worthwhile. In contrast to real-world sensing methods, which can only provide restricted types of data in each attempt, simulation modeling enables the evaluation and prediction of any desirable type of data in a single calculation. Furthermore, the flexibility of working conditions (or input boundary conditions) in simulation modeling enables easy adjustments, making it suitable for integration with automatic control technology through data transfer.
Recent advancements in simulation modeling of plasma generation under atmospheric pressure have provided initial insights into the process evaluation and prediction of plasma generation states. However, significant efforts are still required to overcome current limitations in calculation speed and accuracy before practical applications in decision-making technology can be realized. To recapitulate the achievements and challenges of current simulation models in atmospheric plasma generation, this section will specifically focus on thermal and nonthermal plasma generation modeling methods, particularly in terms of applied assumptions, boundary conditions, and practical processing problems that can be addressed.
2.4.1 Thermal Plasma Generation Modeling
The discussion of the characteristics of thermal plasma highlighted that, in thermal plasmas, the electron temperature closely aligns with the gas temperature, resulting from the attainment of the LTE state among plasma constituents. For the sake of simplicity, all plasma constituents are often assumed to have the same temperature. Consequently, single-temperature models are frequently employed for the simulations of thermal plasmas. In this simplified model, thermal plasmas are conceptualized as conductive fluid mixtures, with their conductivity being a temperature-dependent function. Therefore, the behavior and characteristics of thermal plasmas can be likened to those of a magnetic fluid under the influence of both electric and magnetic fields, a scenario that can be effectively addressed using the magnetohydrodynamics (MHD) equation, which is a composite equation comprising the Naiver–Stokes equations, governing fluid dynamics, and Maxwell equations that describe electromagnetism. The conservation format of the MHD equation for thermal plasmas [102, 103], along with related terms, is expressed as follows:
where each term represents a scalar or vector matrix, as shown in Table 3. ∂t, ∇, and ∇⋅ are the partial derivatives for the time, gradient, and divergence operators, respectively. ρ, u, μ, p, σ, λ, T, ϕp, Jq, B, E, Sr, and A are total mass density, averaged mass velocity, dynamic viscosity, total pressure, electric conductivity, thermal conductivity, temperature, effective electric potential, electric current density, magnetic field, electric field, radiation source term, and magnetic vector potential, respectively.
Technically, the behavior of atmospheric plasmas in the LTE state is precisely captured in Eq. 2.1, including arc plasmas and ICPs discussed previously. However, being a simplified method based on the LTE assumptions and MHD equation, certain assumptions need to be applied to the simulation of the heat transfer and flow characteristics in the computation domain. These assumptions are well-accepted and have regularly been used in most modeling studies.
The basic model assumptions applied in the MHD method include:
-
Continuum assumption, where plasmas can be considered compressible gas in the LTE state;
-
Plasmas are optically thin;
-
Negligible viscous dissipation;
-
Negligible induced electric field compared with the applied electric field intensity in the computation domain.
Notably, detailed assumptions are further required in practical modeling attempts to meet specific modeling targets. This necessity arises from the differences in the computation domain, strategy, and applied boundary. These differences include some factors, such as model dimensionality, steady or transient computation, flow conditions, electrode configuration, and cooling. To thoroughly clarify the impacts of these factors on thermal plasma generation modeling methods, the following discussion will focus on arc plasma simulation models, which have undergone long-term development.
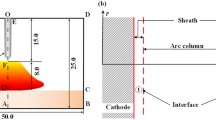
Arc plasmas for most applications are typically generated by DC non-transferred arc torches, characterized by symmetrical structures, with rod-shaped cathodes inside and barrel-shaped anodes around them. In some high-power arc plasma torches, cooling systems may be present adjacent to their anodes [12, 104] or even integrated within the cathodes [105]. The working gas flows into the torches through the pipe next to the cathode tail and is excited and ionized as plasma gas because of the significant voltage drop between the electrode and anode, as illustrated in Fig. 9.

Internal structure of a general DC arc plasma torch design
Regarding additional assumptions on model dimensionality in thermal plasma modeling, early simulation modeling of arc plasma generation mainly relied on the axisymmetric assumption about the geometric structure, which involved using two-dimensional (2D) simulation models to reduce the calculation load. Specifically, the three-dimensional (3D) model was simplified into an axisymmetric 2D model, significantly decreasing the size of the mesh (e.g., from 48,216 cells to 1,450 cells) while still maintaining desirable precision in highly symmetric torch structure modeling [106]. However, 2D simulation models may introduce deviations when modeling vortex injection of the working gas [107, 108] because the simplified physics field is axisymmetric. Therefore, for torches without axisymmetric inlet flow and asymmetric design, 3D simulation models are the most reasonable option. In addition to the dimensionality of simulation models, the computation methods are also crucial for obtaining accurate results and should be considered based on the characteristics of the actual physical process. To systematically discuss the computation methods used in simulation modeling, an illustration of them based on their temporal and spatial aspects will be developed.
In the MHD conservation equation governing thermal plasma generation modeling, the physical fields are defined by a set of equations, including the conservation of mass, momentum, and energy (described in the Naiver–Stokes equations), conservation of electric charge, and magnetic induction (described in the Maxwell equations). Apart from the electric charge equation, the remaining equations all have transient terms, which describe the change of physical variables with respect to time. Therefore, computations retaining transient terms are classified as “transient computation.” Conversely, governing equations without transient terms are categorized as “steady-state computation” [109]. In the practice of simulation modeling, transient terms can be disregarded if flow parameters (e.g., velocity, pressure, and temperature) remain stable over time, enabling “steady-state computation” to yield modeling results with good accuracy. Moreover, by eliminating the need to calculate time partial derivations, steady-state computation significantly reduces the time cost of computation. However, for situations where flow parameters are unstable over time or exhibit significant fluctuations from given initial values, transient computation becomes the optimal and necessary solution.
The selection of calculation models in simulation modeling of plasma generation is crucial, considering the balance between computation precision and cost (calculation time and resource occupation). The first-developed model, i.e., direct numerical simulation, is barely used for practical engineering problems because it captures the entire spectrum of turbulent scales, resulting in remarkably long computation time and high demands on computational resources and memory. To address this issue, large eddy simulation (LES) and Reynolds-averaged Navier–Stokes (RANS) models were developed. LES resolves large eddies directly and models small eddies using assumptions to reduce mesh size and computation burden. RANS [110] employs time averaging to extract the mean flow field and statistical properties while eliminating unsteady fluctuations. This approach describes the time-averaged behavior of the flow field, with small-scale turbulent fluctuations modeled with empirical closures, such as eddy viscosity models. RANS accounts for the nonlinear influence of small-scale fluctuations by approximating their effect on the mean flow through turbulence closures, thus reducing the need for fine meshes and computational costs. Given these advantages, the majority of simulation modeling of plasma generation tends to introduce RANS for analysis. As the Reynolds number (presented in Eq. 2.2) of arc plasma generation simulation models usually exceeds the value for turbulent flow [109], turbulent models are required to close the RANS equations with Reynold stresses under practical working conditions. The following description of turbulent models will focus on one of the most well-known two-equation formats widely used in industrial simulations and current plasma generation modeling. Compared with one-equation formats, which include only one additional transport equation for turbulent kinematic viscosity, two-equation formats introduce both turbulence kinetic energy (k) and turbulence kinetic energy dissipation rate (ε) as complements. In the k–ε turbulent model, both turbulent length and time scale are solved by the two transport equations, producing robust, economical, and reasonably accurate results for a wide range of turbulent flows. Furthermore, with an understanding of the strengths and weaknesses of the standard k–ε turbulent model, modified models have been developed for performance improvement, such as the realizable k–ε model and RNG k–ε model. Researchers should select the appropriate turbulent models based on the actual characteristics of plasma generation in practice.
Recent studies [111] have highlighted that the region near the electrode in arc plasma is not fully in the LTE state because of the relatively low electrical conductivity caused by some factors, such as the cooling effect from the electrode cooling system and complex physical processes, such as the plasma sheath adjacent to the electrode surface. To enhance the accuracy of arc plasma generation simulation modeling within the LTE assumption, researchers tend to define a local thin layer (sheath layer) near the electrode with constant electrical conductivity as a complement [14]. This modification not only retains the advantages of lower computational cost with the LTE assumption but also improves the prediction precision of the arc root near the anode.
In addition to the LTE assumption applied in arc plasma modeling, state-of-the-art models are introducing NLTE descriptions to systematically address deviations from the LTE state in the near-electrode region. NLTE can be described using a two-temperature model (involves electrons and heavy particles) assuming different Maxwellian distributions [83, 112]. This NLTE model increases model complexity and overall computational cost compared with previous simulation models with LTE assumption [112]. Nevertheless, as in-depth studies of arc plasma and ICP generation simulation modeling aim for higher precision, more research has focused on the NLTE model in recent years.
The modeling framework of plasma characteristics description and major assumptions in atmospheric ICP are similar to those of arc plasmas, as thermal plasmas simulation modeling shares these features. However, the boundary conditions between ICP and arc plasma, such as electrode configuration and its physical meaning, differ. The electrodes in ICP are primarily driven by RF current to produce a time-variant magnetic field so that the electrodes can be placed outside the plasma area. By contrast, the DC electrodes of arc plasma are inside the plasma torch and are in contact with the plasma region through the DC sheath, where arc attachment and a boundary layer typically occur, as shown in Fig. 9.
Simulation modeling of thermal plasmas plays an essential role in evaluating and predicting plasma characteristics both inside and outside the generator. First, compared with the relatively limited experimental data available in terms of spatial coverage and categories, validated simulation models offer a comprehensive evaluation of plasma characteristics directly. These models provide various data types, including gas temperature, velocity, electric field, and magnetic field distribution. By analyzing and utilizing this information, models can optimize the design of internal torch structure, cooling system placement, and electrode configuration, thus reducing the high cost of repeated experiments both in terms of time and expenditure. Consequently, this optimization leads to improved processing performance, ensuring desirable plasma processing temperature, stable and controllable plasma jet, and prolonged equipment lifetime. Second, thermal plasma simulation modeling offers an insightful perspective into the behavior of plasma inside the generator, which is often challenging to observe directly in DC arc plasma torches (because of opaque metal electrodes) and intensive illumination in ICP (integral of the spectrum). Through the direct and thorough prediction of plasma properties within this region, valuable insights into many plasma generation and processing issues, such as hard-to-ignition conditions, local erosion, unstable discharge, and other generator problems, can be obtained. When combined with theoretical analysis and phenomenon exploration, simulation modeling enables the effective resolution of most equipment issues.
Table 4 summarizes the modeling developments in thermal plasma generation, covering applied assumptions, applications, and solved problems. A clear trend can be observed in the use of MHD models for modeling thermal plasma generation, starting from the LTE assumption and evolving toward the NLTE modification over time. This evolution is driven by the recognition that some regions of thermal plasma do not conform to LTE, promoting the introduction of additional constraints, such as defining a local region of high electrical conductivity near the electrode to mitigate these deviations. However, despite these efforts, small errors may persist, and these artificially imposed restrictions may not always accurately capture the true behavior of the plasma. In MHD models with the NLTE modification, the assumption of chemical equilibrium is typically included to avoid the complexity of considering plasma chemistry. However, this assumption can make it challenging to accurately evaluate radical density and reaction efficiency. In terms of the contributions of thermal plasma modeling, some of the generation models are applied and utilized for plasma generator optimization and evaluation of processing performance. However, the primary focus of most models remains on the study of the physical characteristics and flow features of thermal plasmas.
2.4.2 Nonthermal Plasma Generation Modeling
Compared with thermal plasmas, which have nearly uniform kinetic temperatures across all components, nonthermal plasmas exhibit significant deviations between electron and heavy particle temperatures, indicating kinetic nonequilibrium. As a consequence, the MHD method, which treats plasma as a single fluid without distinguishing between electrons and other particles, is unsuitable for modeling nonthermal plasmas. Instead, for these nonequilibrium and low-temperature plasmas, the fundamental equation governing plasma physics is Boltzmann’s equation, which provides a distribution function in the six-dimensional phase space of particle positions and velocities, with three dimensions for positions and three for velocities. Boltzmann’s equation describes a time-variant control volume where particles can undergo rapid interparticle collisions, leading to sudden appearance within the volume, except for the flow into or out of the volume across its boundaries. By integrating the velocity coordinates of the distribution function, Boltzmann’s equation connects microscopic motions, such as collisions, with macroscopic quantities, such as particle density and particle flux, thus bridging the gap between the micro and macro levels of plasma behavior. Similar to the conservation equations in MHD for thermal plasmas, modeling nonthermal plasmas based on Boltzmann’s equation involves particle, momentum, and energy conservation. These conservation equations can be represented in a similar form as that expressed in Eq. 2.1 but with modifications to the involved terms, as outlined in Table 5, where each term represents a scalar or vector matrix.
The variables ne, nε, μe, με, ωi, ji, ε0, V, De, Dε, Se, Sε, and Sωi are the electron density, electron energy density, electron mobility, electron energy mobility, mass fraction of the ith species, diffusive flux vector of the ith species, permittivity of free space, electric potential, electron diffusivity, electron energy diffusivity, electron source, energy loss due to inelastic collision sources, and rate expression source for species i, respectively.
Based on the governing equations outlined previously, various types of nonthermal plasmas, such as corona plasmas, DBD plasmas, CCPs, and MIPs, can be accurately modeled within the current framework. However, because of the complexities involved in dealing with the collision term of Boltzmann’s equation and the desire to minimize computational burden, certain assumptions are typically introduced.
The primary assumptions commonly applied in nonthermal plasma modeling include the following:
-
Achieving relatively high collision frequencies among constituent particles under atmospheric pressure, ensuring the validity of the continuum assumption of plasmas;
-
Considering that plasma is a compressible and reactive gas mixture;
-
For nonthermal plasmas with an ionization degree exceeding 10−4, electrons and heavy particles are assumed to follow different Maxwellian velocity distributions.
-
For nonthermal plasmas with an ionization degree less than 10−4, the velocity distributions of particles must be directly computed by solving Boltzmann’s equation, which can be computationally intensive and numerically sophisticated.
In addition, other assumptions and simplifications are introduced for practical applications beyond the common ones previously listed. For instance, considering that plasmas are reactive gases and plasma chemistry should be involved in nonthermal plasma modeling, various types of collisions are classified as elastic or inelastic (depending on whether kinetic energy is conserved after collisions) and atomic or molecular (depending on the types of particles involved in collisions). Take the study of argon MIP under atmospheric pressure [119] as an example; multiple collision types, including radiative phenomena, electron impact inelastic collisions, inelastic atom–atom collisions, inelastic collisions involving dimer ions, and quenching and diffusion of metastable states, were considered. In studies of the role of dissociative recombination in the excitation kinetics of argon MIP, at least 15 types of collisions and reactions are considered and computed. However, another study [120] used a self-consistent manner to evaluate atmospheric argon MIP characteristics involving approximately 12 types of collisions and reactions. In reality, the generation of atmospheric argon MIP involves even more collisions and reactions, some of which may have low rate coefficients under specific operating conditions or minimal impact on the overall plasma properties and are therefore ignored.
To establish a comprehensive understanding of such a sophisticated system of plasma generation, accurately depicting the external electric and magnetic fields becomes crucial because charged particles are influenced by these fields while also exerting impacts on them. Although the nonthermal plasma generation modeling framework discussed previously accounts for the basic interactions between charged particles and electromagnetic fields, it does not address how the actual electric and magnetic fields are generated by different energy sources. Consequently, additional physical descriptions of the external electric and magnetic fields at the electrode need to be provided. Therefore, the following section will delve into their physical expressions and associated boundary conditions in each nonthermal plasma generation model.
2.4.2.1 Corona Plasma Generation Modeling
Corona plasma is activated between the tip electrode driven by DC pulsed power and the bottom plate electrode, as illustrated in Fig. 6a. As discussed in Sect. 2.3.1.1 regarding the characteristics and processing features of corona plasma, the boundary conditions at both electrodes are essential for accurately describing the impacts of the forced electric field, thus adding complexity to the physics involved. This complexity arises from the fact that electrons undergo loss at the conductive wall (electrodes) through two relatively distinct mechanisms, i.e., a net electron flux from the plasma bulk to the wall and the random motion within a few mean free paths far from the wall. In addition, electrons may gain momentum because of the secondary emission while high-energy electrons collide with the wall. The resulting equation governing the electron flux at the electrode surfaces is expressed as follows:
where n, Γe, ve,th, and γi are the outward normal from the wall, electron flux, thermal velocity, and secondary emission coefficient of the ith positive ion species, respectively.
Similarly, loss of ions to the wall occurs for charged heavy particles because of surface reactions induced by the electric field toward the electrode. The resulting equation governing the ion flux at the electrode surfaces is expressed as follows:
where zi (n·E) > 0, and Mi, Rsurf,i, ci, μm,i, and zi are the mean molar mass, surface rate expression, molar concentration, mixture averaged mobility, and charge number of the ith species, respectively.
In addition to considering particle fluxes around the electrode surface, electric potentials are typically incorporated into electrode entities to calculate the forced electric field distribution, given that corona discharges are propelled by high-intensity pulsed voltage. A succinct overview of the evolution of atmospheric corona plasma generation modeling is presented in Table 6, delineating the principal assumptions along with their contributions to applications and extant challenges. The majority of corona plasma generation modeling efforts are centered on 1D or 2D axisymmetric assumptions to mitigate physical intricacies and computational demands, albeit certain specific constraints in boundary setup are introduced for targeted study objectives. Presently, simulation modeling of atmospheric corona plasma primarily focuses on elucidating the mechanisms and behavior of corona discharge, with only a handful of studies applied to practical processing applications.
2.4.2.2 DBD Plasma Generation Modeling
In the configuration of DBD plasma generators shown in Fig. 7a, dielectric layers covering the electrodes perform an essential role in collecting charges; as a result, a voltage drop across the DBD plasma is triggered during each ignition and prevents a sufficient discharge current level that would induce arc formation. This characteristic necessitates a comprehensive and accurate depiction of the dielectric barrier to account for the dynamic surface charge accumulation and the distribution of surface charge density over time. Meanwhile, the continuous changes in charge play pivotal roles in determining the actual electric field distribution imposed by the external source. Given that the physical descriptions of electron and ion fluxes around the dielectric barrier surface have been outlined in Eqs. 2.3 and 2.4, respectively, the subsequent discussion will concentrate on surface charge accumulation and induced electric field distribution.
At the interface between the dielectric barrier surface and the plasma bulk, the surface charge accumulation, which adheres to Gauss’s law of the dielectric, is implemented as follows:
where Ddielec, Dplas, ρs, jion, and jelec are the electric displacement field of dielectric barrier media, electric displacement field of plasma media, surface charge density, total ion current density, and total electron current density, respectively.
According to the definition of electric displacement field,
where D and Ppole are the electric displacement field and polarization density, respectively. Given that the polarization density of each medium is assumed to be constant during plasma generation, the actual electric field around the dielectric and inside the bulk plasma can be dynamically solved in each discharge. In addition, the entity of electrodes can typically be omitted but contribute the working current or potential to the interface with the dielectric barrier side, as the metal electrodes are regarded as equipotential bodies with no charge accumulation existence. Table 7 summarizes the development of atmospheric DBD plasma generation modeling, highlighting the main assumptions, contributions to applications, and existing problems. In Table 7, the assumptions of 2D axisymmetric geometry remain the primary option in modeling because of the sophisticated plasma physics and computational resource limitations. Similarly, simplifications and restrictions in particle collisions are predominantly applied in practice. Although some modeling studies have contributed to processing applications by stabilizing and optimizing discharge, most are still focused on mechanism investigation and behavior prediction for DBD plasmas.
2.4.2.3 CCP Generation Modeling
The typical and widely used CCP generator is sustained by RF currents and voltages applied directly to the metal parallel electrodes, as shown in Fig. 7(b). Consequently, a high-voltage capacitive sheath forms between the electrode and the bulk plasma, where the RF currents flow across and cause stochastic heating. Meanwhile, the currents passing through the bulk plasma lead to ohmic heating. In the CCP generation region, stochastic heating (or collision-less heating) arises from the interaction between electrons and a decelerating electric field induced by the moving high-voltage sheath. Alternatively, ohmic heating results from the interaction between the oscillating electrons and the neutral atoms, playing an essential role in the power deposition of the bulk plasma. These features individually dominate the plasma characteristics in the α and γ modes of CCP, contingent on the discharge power.
The discussion presented in Sect. 2.3.2.2 and the previous subsections reveals that the precise depictions of the high-voltage sheath behavior and its impact on the bulk plasma are pivotal in atmospheric CCP modeling. Considering that the electron density within the time-variant sheath is approximately zero, the current that flows through the sheaths is predominantly the displacement current driven by a time-variant electric field. Meanwhile, according to the specifications and assumptions of a commonly used homogeneous model, which approximates homogeneous densities and Maxwellian electron distribution in the sheath, the general solution of voltage and electric field in the sheath can be given by Poisson’s equation eventually. For specific derivation, please refer to the details presented in [83, 134]. The summary of atmospheric CCP generation modeling development is presented in Table 8, where the applied assumptions and related contributions are briefly discussed. Table 8 shows that 1D assumptions are the most well-known simplification in modeling atmospheric CCP generation, which is partially attributed to the special electrode configuration of CCP within a large ratio between electrode size and electrode gap and the complicated physical characteristics of CCP. The simulation modeling of atmospheric CCP is at its initial step and mainly focuses on the fundamental investigation of CCP discharge.
2.4.2.4 MIP Generation Modeling
Microwave plasmas are generated through wave-heated discharges, wherein the process gas absorbs sufficient energy from an incident electromagnetic wave before attaining the electron temperature required for the generation of new electrons. As a result, the ionization rate of the process gas reaches the level where it can stably maintain the microwave plasma. Although the details of microwave plasma generators vary, their common capacity is to introduce electromagnetic waves into the target region of bulky process gas. Figure 7d illustrates one of the typical microwave plasma generators operating at a frequency of 2.45 GHz. The externally generated microwave propagates into the generator through a rectangular waveguide that intersects the axis line of coaxial tubes.
In the MIP generator, the HF electric field distribution can be computed using the following wave equation:
where μr, k0, j, σ, and ω are the relative magnetic permittivity of the medium, free-space wavenumber, current density, plasma conductivity tensor, and angular frequency of microwave, respectively. Notably, σ is a full tensor and is dependent on electron density, collision frequency, and static magnetic flux density, which can be approximated using the following equations:
where q, me, and υm are the electron charge, electron mass, and electron-neutral collision frequency, respectively. The presence of the magnetic field terms of plasma conductivity depends on whether a static external magnetic field, which is a characteristic feature of electron cyclotron resonance generators, exists.
Waveguides play a crucial role in facilitating the transmission of microwaves to microwave plasma generators, as they have high power-handling capacity and minimal transmission loss. Therefore, the available propagation modes of waveguides are essential for evaluating the characteristics of electromagnetic waves influenced by the specific boundary conditions of waveguides. Generally, waveguides consist of a single conductor to support transverse electric (TE) and/or transverse magnetic (TM) waves, characterized by the properties of longitudinal magnetic or electric field components, as shown in Fig. 10. In TM mode, the induced electric field is predominantly oriented along the axis of the waveguide, whereas the induced magnetic field is predominantly oriented in the plane perpendicular to the axis of the waveguide. By contrast, in TE mode, the predominantly axial-oriented field component is replaced by the induced magnetic field, and the induced electric field is oriented in the plane perpendicular to the waveguide axis. Because of variations in the electromagnetic field distribution between TE and TM modes, the resulting electron energy gains through the electric field also differ. In the case of microwaves in TE mode, where the HF electric field operates solely in the transverse direction, electrons remain unaffected by changes in the electric field during the microwave time scale. Consequently, the phase coherence between electrons and electromagnetic waves is only destroyed through collisions with the background gas [141, 142]. The loss of phase coherence between electrons and the HF electric field leads to the accumulation of electron energy. By contrast, for TM mode, whose HF electric field is in the propagation direction, the time-averaged electric field encountered by electrons might be nonzero. Thus, its phase coherence can be disrupted and result in the gain of electron energy [141, 142].

Wave propagation modes in the waveguide: (a) TE mode and (b) TM mode
Table 9 provides a summary of the modeling developments in MIP generation, particularly in the applied assumptions, applications, and solved problems. In Table 9, the most well-known assumption introduced in modeling is to assume that both electrons and heavy particles follow Maxwellian energy distribution functions, eliminating the need to solve the complicated Boltzmann equation for the energy distribution functions of particles. In addition, some particle collisions and related reactions are often simplified or ignored to reduce computation complexity and enhance calculation efficiency. These factors may contribute to why current 3D models mostly do not involve plasma chemistry. Similarly to studies of plasmas with sophisticated physical characteristics, MIP generation modeling primarily focuses on mechanism investigation.
2.4.3 Summary of Plasma Generation Modeling
Compared with low-pressure plasma generation, atmospheric pressure plasma generation is renowned for its difficulties in precisely modeling severe collisions and the intricate interactions between dense particles. However, promoted by an in-depth study of the physical characteristics of atmospheric plasmas, a series of reasonable approximations and assumptions have gradually been introduced, playing essential roles in simulation modeling.
For thermal plasma generation modeling, the MHD model, which is widely used as a modeling framework, plays an indispensable role in capturing the characteristics and behavior of LTE plasmas. As discussed and summarized previously, the MHD model is often combined with strong assumptions, resulting in a highly simplified modeling approach. By degenerating sophisticated plasmas with various microscopic particles into a simple macroscopic fluid, the MHD model significantly reduces both physical and numerical complexities. This feature has accelerated the advancement of simulation modeling in fundamental studies of thermal plasma and industrial processing applications. However, the oversimplified physical phenomena in the MHD model for thermal plasma modeling can lead to deviations from actual plasmas, particularly in the outskirts region of thermal plasmas. In recent years, the MHD model with the NLTE modification, assuming that plasma is in chemical equilibrium, has become increasingly interesting because of the kinetic nonequilibrium of electrons and heavy particles. This modified MHD model ensures higher precision in evaluating plasma regions that deviate from the LTE state because the behavior of both electrons and heavy particles is modeled. Although the MHD model with the NLTE modification slightly increases physical complexity and computational burden, its better performance in modeling thermal plasmas at the NLTE region seems to promote its gradual adoption over the simpler MHD model.
In contrast to thermal plasmas, which are essentially in the LTE state, nonthermal plasmas are in intensive thermodynamic nonequilibrium, hinting at even more complicated particle collisions because of their kinetic nonequilibrium. Modeling nonthermal plasma generation poses challenges in establishing chemical equilibrium and modeling all of the collisions and reactions in the bulk plasma. Therefore, nonthermal plasmas are typically mixtures with many reactive components interacting over time. These tricky features explain why most nonthermal plasma generation modeling is limited to 1D or 2D axisymmetric computation domains. Currently, to address these challenges, various assumptions are commonly introduced in modeling studies to simplify physics and reduce computational demands. Generally, collisions and reactions with minimal impact on plasma global characteristics are ignored, and specific discharge restrictions are imposed to achieve self-consistent solutions. For nonthermal plasmas with ionization degrees of approximately/over 10−4, the approximated Maxwellian distribution of electrons and heavy particles in single or binary form is widely applied to simplify particle motion. However, simulation modeling of atmospheric nonthermal plasma generation is still in its initial stages, requiring more efforts to explore plasma behavior and properties and calibrate the validity of the assumptions.
3 Applications and Simulation Modeling of Plasma Processing
3.1 Applications of Plasma Processing
Because of the high energy density and high reactivity of plasma, numerous applications with plasmas being the main processing tool play an essential role in many areas. For instance, thermal plasmas with a high-temperature jet can be used to heat and accelerate particles (e.g., metal powders) inside the jet region. This process influences the particles to collide and adhere to the substrate, forming a coating [148]. The nonthermal plasmas can be used to activate process gas into reactive radicals for the surface noncontact chemical figuring, which is suitable for materials with high hardness [149], brittleness [150], and chemical inertness. Apart from these practical applications, simulation modeling of plasma processing becomes important to not only serve as the foundation for DT with intelligent control but also provide a deeper insight into the processing mechanism of process optimization. The following part will focus on well-known applications of plasmas that are well-developed and industrialized in practice, before mentioning the techniques still under development in laboratories. Eventually, plasma processing simulation models (based on physical phenomena) for processing state evaluation and even prediction will be mentioned briefly.
3.1.1 Spraying
Plasma spraying is a type of thermal spraying technique that consists of using metallic and nonmetallic materials to deposit in a molten or semi-molten state [30, 151]. Plasma sources, mainly including DC arc plasma and ICP, are extensively utilized for melting target materials at temperatures exceeding 8,000 K under atmospheric pressure conditions [27, 29, 152]. The schematic of the spraying principle is presented in Fig. 11, where the powder materials are first injected into the thermal plasma jet before being accelerated and melted or partially melted. Then, the materials will flatten and solidify onto the substrate to form lamellae or splats, and the coating will eventually be built through the splat layering, as shown in Fig. 11a. When the materials reach the substrate, the coating starts to form, and the total formation time varies from microseconds to hours, depending on the actual size of the parts. Moreover, advanced coating techniques with finely structured features have recently emerged. These techniques enable the formation of different-sized splats, achievable through the individual spraying of agglomerated nanoparticles in a “mushy” state or suspensions of nano/microparticles. This enhancement results in coatings with superior properties (i.e., dense coatings or porous structures [27]) compared with conventional coatings, even when composed of the same material.

Thermal plasma plays an essential role in the structures and sizes of lamellae or splat formation and enables control of final spraying layer properties with the actual processing parameters. In practice, the following processing parameters are considered remarkable: sprayed particle sizes, surrounding atmosphere property (considering oxidation and/or carbide decomposition), and injected momentum under in-flight conditions. Under the influence of thermal plasma generation methods, the particle velocity can have a wide range, i.e., between a few tens of meters per second and hundreds of meters per second, for instance, as shown in Fig. 11b, of typical thermal plasmas during spraying. In DC arc plasma torches, gas velocities can be accelerated to a range of 600 to 2,300 m/s (in subsonic velocities considering the gas temperature). This acceleration surpasses the typical gas velocities in conventional ICP torches, which generally operate at less than 100 m/s. The determination of plasma sources is often influenced by the preferred final particle velocity range, with the specified range being a prevalent factor in guiding this selection. Moreover, the difference in the direction of injected particles between DC arc plasma and the ICP thermal spraying system is considered. In DC arc plasma torches, particle injections occur radially, whereas in ICP torches, particle injections occur axially. The actual spraying performance is highly dependent on the residence time of particles after acceleration by the plasma generator. Given that the particles accelerated by the DC arc plasma generator usually have a shorter residence time than that of the ICP generator, nonuniform melting and poor interlamellar contacts during spraying might occur. Low gas velocities in ICP spraying are also a problem that needs to be solved. Thus, recent studies have introduced a supersonic nozzle structure [153] to improve the final impact velocity of particles while maintaining the advantage of relatively long residual time for uniform heating and larger spraying particle sizes.
Although thermal spraying techniques have been extensively developed and employed over an extended period, providing versatility and cost-efficiency across various industries, certain challenges hinder further enhancements in performance and contribute to a reduction in equipment lifetime. For example, the working modes of DC arc plasma torches include the restrike, takeover, and steady modes [9], whereas the working voltage fluctuation and, thus, the plasma jet fluctuation both occur in restrike and takeover modes. These fluctuations will result in unstable flow characteristics inside the torch and cause nonuniform melting [27]. Electrode erosion is also an important problem in terms of equipment lifetime that occurs in both cathode and anode, being caused by material diffusion and evaporation [154] and other more complicated physics. To address the aforementioned physics problems caused by arc plasmas and prepare for intelligent control by DT, simulation modeling of thermal plasma spraying is essential and effective. For example, the plasma jet fluctuation is caused by the dynamic balance [12] between gas dynamic drag force and magnetic body force, which are highly dependent on process gas flow and working current, respectively. Thus, physics-based simulation modeling can be an efficient tool to explore the ideal working conditions for a stable plasma jet and provide the dynamic digital information of thermal plasma spraying for intelligent control in DT to sustain jet stability against potential negative disturbance.
3.1.2 Additive Manufacturing
AM has been an innovative and the most rapidly developing material processing technology over the past 10 to 15 years [155]. Compared with conventional subtractive manufacturing, AM technologies enable lower material wastage, higher flexibility of production, and lower capital equipment cost [156]. The category of AM systems is usually decided by the type of feed material (e.g., powder, wire, and sheet) and energy source (e.g., laser, electron beam, electric arc, and plasma source) [157, 158]. For applications in metallic manufacturing, AM shares many common characteristics with welding, and both conduct the directed energy deposition process [159]. Being an essential energy source with a long history of etching and material deposition, thermal plasma serves as the high-temperature heat source [160] for a wide range of feed materials. Moreover, apart from metal AM with thermal plasmas, nonthermal plasmas enable AM of plastics, paper, and biomaterials because of the high energy density provided to dissociate various reactive gases near room temperature [161].
3.1.2.1 Thermal Plasma Additive Manufacturing Techniques
Being an important heat source used in AM, thermal plasma can generate a localized high-energy region with several thousand degrees Celsius of temperature. For large-component AM, wire arc additive manufacturing (WAAM) is widely adopted because of its lower production costs and reduced processing compared with alternative AM techniques [142]. The arc plasma source with high gas temperature is applied to heat and melt metallic wires before depositing them onto the target layer. One of the widely used WAAM equipment is shown in Fig. 12, where the metal wire is continuously delivered by a wire feeder and melted by the high-temperature heat source to form deposition layers sequentially. With the application of wire, a higher deposition rate and component size than powder (which has a high cost but enables high resolution of AM) as the additive material can be achieved [163], and fewer processing procedures than conventional manufacturing can be realized. However, several processing problems involving microstructures and macrostructures need to be solved to improve manufacturing quality. For microstructure issues, the heterogeneity of micromechanical properties in WAAM products is easily caused by residual stress, stair-stepping effect, solidification cracking, and porosity [164]. For macrostructure issues, the geometric distortion and nonuniform extension that arise from thermal residual stresses are particularly concerning in large-sized AM parts [165]. These concerns are highly dependent on the characteristics of the melt pool, a complicated structure with phase transition (including both feed material and substrate) under thermal plasma heating. By utilizing simulation modeling that incorporates heat transfer from thermal plasma heating, material phase transition, and matter transportation, establishing the relationship between working conditions and workpiece physical properties becomes possible, even after thorough cooling. Furthermore, relying on the process data from thermal plasma generation simulation modeling, the stability of a plasma source on heating performance can be diagnosed and controlled by DT. These insights offer reliable solutions for defect avoidance through process optimization and control.

Schematic of the WAAM system [162]
3.1.2.2 Nonthermal Plasma Additive Manufacturing Techniques
Compared with Thermal plasma used in part production, nonthermal plasma offers unique benefits to materials and surface processes in AM. Inside the plasma volume, the electron temperature often exceeds 1–10 eV and is sufficiently available for dissociating reactive gases, whereas the surrounding gas remains close to room temperature. As a result, the surface chemical reactions will prevent local heating concentration and avoid material degradation because of this nonthermal condition. These features extend the AM processing material range from metal to plastics, paper, and biomaterials. As shown in Fig. 13, two of the potential schemes on AM of patterned structures and the posttreatment of functional materials are illustrated, utilizing microplasmas and DBD plasmas as energy sources for target material deposition, respectively. In Scheme 1, the prepared suspended nanoparticles will be transformed into aerosol stream liquid droplets by atomization before being deposited on the substrate under the effect of a microplasma jet [69]. By contrast, in Scheme 2, the fully dissolved molecular precursor (also known as particle-free ink) will be first deposited as a patterned film by printing techniques before being exposed in a large-area plasma (e.g., DBD plasma [166]) to produce crystalline and functional films. However, despite some of the cases being achieved in practical AM, several challenges remain and need to be overcome [161]. One of the most important problems is the reaction processes concerning the gas phase, gas–solid interface, and film growth, which cannot be quantitatively analyzed because plasma generation and surface reactions are highly coupled. Currently, theoretical research on detailed interactions and decision-making processes of AM species with independent concentrations and nonequilibrium energies is still in development. Although the intricacies of these interactions are being explored, current simulation models of nonthermal plasma generation can provide essential plasma information, such as radical density and distribution, which drive the AM process. This plasma information forms the foundational basis for constructing a comprehensive simulation model of such nonthermal plasma AM processes, laying the groundwork for the future establishment of an integrated DT system.

Schematic of two potential schemes for plasma-based additive manufacturing [161]
3.1.3 Surface Fabrication
In contrast to conventional manufacturing (e.g., machining) in surface fabrication, plasmas serve as contactless chemical removal tools that can easily avoid scratches, residual stress, and other surface defects caused by mechanical abrasion and load. These advantages of plasma processing not only meet the strict requirements of ultrasmooth surface fabrication without surface damage but also ensure an efficient and high-precision processing performance [1, 46] and play an important role in surface fabrication in the optics and semiconductor industries. Based on the different final targets of surface fabrication, plasmas can be used in the removal process and surface characteristics modification for ultrasmooth surfaces. Specifically, the primary objective of ultrasmooth surface fabrication processing is to eliminate the spatial error induced by distinct spatial frequency roughness components. Accurate shape figuring or flattening can be accomplished through ultraprecision surface fabrication processing. The plasma chemical etching process used in damage-free surface figuring has poor flattening capability because etching is an isotropic process, resulting in the necessity of physical removal. Thus, the plasma processing techniques that combine chemical modification and mechanical removal for damage-free flattening and finishing will be reviewed as well.
3.1.3.1 Ultraprecision Surface Figuring
Considering that the deformation-based material removal processes are unable to achieve damage-free and ultraprecision surface processing, the noncontact chemical dry etching process of the plasma becomes interesting [32]. To achieve plasma nano-figuring with flexible processing settings and good topographic accuracy in figuring, atmospheric plasmas are now widely used in practice because atmospheric-plasma-assisted surface figuring techniques do not need a vacuum chamber in processing, and the smaller particle mean free path in atmospheric plasma promotes the formation of a narrow and local high-resolution plasma processing area. The selection of plasma sources is dependent on the specific requirements of processing materials, processing targets, and material removal rate in ultraprecision surface figuring. In practice, many ultraprecision surface figuring techniques are driven by atmospheric plasmas, including plasma chemical vaporization machining (PCVM) [18, 167] with MIP and CCP, plasma jet machining [168, 169] with MIP, reactive atom plasma [170, 171] with ICP, atmospheric pressure plasma processing [172] with ICP, and arc-enhanced plasma machining technology [149] with ICP. The processing apparatus structures and etching capabilities of the aforementioned surface figuring techniques are different, but they all share similar etching mechanisms that activate the process gases into reactive radicals for noncontact chemical removal. For the silicon-based workpieces (e.g., Si, SiO2, SiC, and ULTEM), the fluorine-containing process gases are normally used for producing chemically reactive fluorine radicals that impinge and react with the workpiece surface to form volatile compounds [149, 168, 170, 172]. As a result, the removal spot appears and exhibits a more or less bell-shaped, rotationally symmetric removal profile, which is near the Gaussian function and performs as the tool function used in surface figuring [167, 170].
To clearly illustrate the continuous evolution of applied plasma sources throughout technique development, this review focuses on the application of different plasma sources from one of the aforementioned plasma figuring techniques, as shown in Fig. 14. The noncontact chemical figuring technique called PCVM was first proposed by Yamamura et al. [167], who utilized an atmospheric CCP to achieve a sufficient removal rate and good spatial resolution for correcting figure error without scratches and subsurface damage, as shown in Fig. 14a. The CCP plasma region enables a high density of reactive species to localize in the vicinity of an electrode for efficient etching, but this easily causes electrode erosion and reduces apparatus lifetime. Although the application of ICP without electrodes prevents this erosion from occurring, there are still some limitations. These challenges involve the large plasma jet size, which makes it difficult to achieve a high-precision figuring process, and high gas temperatures, which hinder the use of temperature-sensitive or thin materials in surface figuring. Therefore, MIP, with its non-electrode design, low processing temperature, and good processing precision, has become one of the state-of-the-art plasma tools for surface etching and figuring. The practical applications of MIP in ultraprecision surface machining were demonstrated in the research conducted in IOM, Germany [16, 173] and Yamamura’s laboratory in Osaka University [18], as presented in Figs. 14b and c. Although the specific process gases and applied plasma generators are different in each processing technique of MIP, surface figuring still relies on a series of chemical reactions between the workpiece surface and plasma radicals. In the case of the silicon-containing workpiece (SiO2/SiC), under the effect of highly reactive radicals (R*) generated from plasma, the material removal process can be expressed as follows [18, 172]:

Considering that plasma surface figuring techniques are based on the convolution of the removal spot profile and dwell time to reach the target topographic accuracy and surface roughness, the stability and quality of the removal spot profile are important. Apart from that, because plasma figuring is an isotropic process, the removal of mid-spatial frequency roughness (MSFR) and high-spatial frequency roughness (HSFR) components is difficult, even under the numerically controlled raster scanning process [174]. Therefore, to achieve a better surface roughness performance and flattening, the finishing techniques that can obtain atomically smooth surface machining after the figuring process are indispensable.
3.1.3.2 Atomic-Scale Surface Finishing
The objective of atomic-scale finishing techniques is to eliminate MSFR and HSFR components and achieve an ultrasmooth surface without causing surface damage; in other words, to obtain low surface roughness and damage-free flattening of the substrate surface after atomic-scale finishing. Currently, the application of plasma-involved finishing processes eliminates the need for slurry usage and avoids the environmental pollutants commonly associated with conventional wet polishing techniques. Several popular atomic-scale plasma finishing systems are illustrated in Fig. 15. Plasma-assisted polishing (PAP) [175] stands out as one of the most widely adopted atmospheric-plasma-involved finishing techniques in recent decades, as illustrated in Fig. 15a. PAP normally consists of atmospheric plasma modification and mechanical removal of parts, where a modified layer is formed on the substrate surface under the reactive plasma before being removed by soft abrasive material. For instance, after surface modification using CCP in [176], the hardness of 4H-SiC (001) has been reduced from 37.4 GPa to 4.5 GPa, making it possible to achieve a scratch-free and damage-free surface through ceria abrasive polishing. In the surface modification of SiC driven by plasma irradiation, the surface of SiC is oxidized into SiO2 by the strong oxidation potential of reactive radicals [177]. In addition to its surface modification capability, which includes hardness reduction for difficult-to-machine materials characterized by high hardness and chemical inertness, one of the key attributes of PAP is its capability to achieve anisotropic removal using soft mechanical abrasives, contributing to effective surface flattening. These distinctive characteristics make PAP a desirable option for ultrasmooth surface polishing after the ultraprecision surface figuring.

In addition to PAP, other anisotropic-plasma-involved techniques are also employed for direct [32] or indirect [34] polishing under atmospheric pressure conditions. The direct polishing approach for MSFR and HSFR elimination called the plasma-based atom-selective etching (PASE) technique for attaining the ultrasmooth surface of Si wafers [32] is presented in Fig. 15b. PASE introduced an atmospheric ICP as the finishing tool for its high processing temperature (caused by its high gas temperature) and relatively intense ionized plasma (providing high-density etching radicals). The principle of PASE is to selectively etch Si atoms with three dangling bonds, followed by Si atoms with two dangling bonds and Si atoms with one dangling bond, depending on the significant gap between their chemical reaction rates under an optimized high processing temperature with sufficient etching radicals, as presented in Fig. 15b. Consequently, in comparison to isotropic plasma surface figuring approaches, the etching rate of each particle with different bonding states in PASE is anisotropic. Alternatively, the indirect polishing approach employs atmospheric ICP for material surface modification and is presented in Fig. 15c as ICP-enhanced PAP. In contrast to the widely used PAP methods, the primary objective of ICP-enhanced PAP is to modify the polishing plate rather than the substrate. By adding hydrogen peroxide to reactive argon plasma generated from ICP, the high-reactivity OH* radicals can be abundantly produced, which has been proven through the optical emission spectrometry band emissions of OH* and atomic O [34]. These OH* radicals adhere to and activate the silicon polishing plate before being transferred to the workpiece surface during polishing. Under the sufficient activation energy provided by high-temperature ICP, chemical bond recombination due to the OH* dehydration condensation reaction at the polishing interface is activated. As a result, the C–C bonds with the lowest binding energy are broken into C–O–Si bonds and can be easily removed through interface frictional shear without causing surface damage, as shown in Fig. 15c.
Upon completing the entire surface fabrication process, which includes ultraprecision surface figuring and atomic-scale surface polishing, the workpiece attains exceptional topographic accuracy and ultrasmooth surface. During the total fabrication process, the plasmas play an essential role in providing reactive radicals and/or high gas temperatures, whose characteristic stability directly decides the workpiece quality and actual processing period. Simulation modeling of radical generation on plasma generation and chemical etching or surface modification on plasma processing provides insight into the relationship between working conditions and plasma properties toward removal or modification capability, thus preparing the digital system for intelligent control by DT.
3.1.4 Nanoparticle Synthesis
The emergence of nanometer-sized crystal advancements in the semiconductor industry has increased the demand for the next generation of nanocrystal synthesis approaches. The conventional nanocrystal synthesis approaches are mainly based on the liquid phase; however, the processing temperature of liquid phase synthesis is limited by the boiling point of the solvents, leading to difficulties in some materials that typically demand higher temperatures to be produced in the crystalline form [70]. Thus, gas-phase synthesis approaches that do not require solvents and are inherently capable of operating at high temperatures during nanocrystal synthesis become interesting, making it possible to produce crystalline forms at higher temperatures. In general, under processing conditions that are either close to or deviating from thermal equilibrium, various synthesis methods have been employed [178,179,180]; however, this review only focuses on plasma-related methods.
The application of atmospheric plasmas in nanocrystal synthesis avoids the high expense of maintaining the vacuum and ensures that the nanoparticles are heated and crystallized, similar to that at low pressure [181]. In the practice of nanocrystal synthesis, according to the deviation between electron temperature and heavy particle temperature, both thermal and nonthermal plasmas play an important role in processing. Thermal plasma synthesis methods rely on the provided energy from plasma sources to heat the process gas into high temperatures, resulting in the thermal decomposition of nanoparticle precursors as the predominant mechanism [182]. A common criterion for the classification of thermal plasma synthesis [183] is that the nanoparticles are usually not charged and prone to agglomeration during the process [70]. The high processing temperature of thermal plasma might lead to a rapid fusion of process particles, which, in turn, easily causes broad particle size distributions. However, the high gas temperature of thermal plasmas for nanocrystal synthesis has several disadvantages [184, 185], such as the melting of the reactor, which, in turn, introduces contaminants, the loss of nanoparticles caused by thermophoresis between higher gas temperature regions and lower gas temperature regions, and several cumulative effects due to plasma thermal equilibrium. Consequently, over the past decade, nonthermal plasmas, characterized by low gas temperatures, have become the predominant approach for utilizing atmospheric plasma for nanocrystal synthesis.
Being an important part of gas-phase synthesis approaches, the applied plasmas of nonthermal plasma synthesis are far from thermal equilibrium and have a wide range of processing temperatures for their constituent species. For instance, the temperature of gas species is often close to room temperature, whereas the electron temperatures can reach over 2 eV and even 10 eV in particular situations [70]. The low gas temperature drives reactions and allows materials to grow far from their chemical equilibrium. In the meantime, the plasma electrons with high energy will negatively charge the nanoparticles, reducing or avoiding the agglomeration that hinders small nanocrystal synthesis. Being a special electrical discharge that formed approximately 1 mm in size at least one dimension of geometries, microplasmas enable strong electric field formation for gas breakdown and sustain plasma stability under atmospheric pressure. In practice, microplasmas that are powered by both DC and RF are widely used for nanoparticle synthesis, because of their efficiency and stability under atmospheric pressure [69], as shown in Figs. 7e and 16. Being a nascent technique for nanoparticle synthesis, the current demand for optimal working conditions and generator structure design to overcome the current issue of low plasma density and the usage of a large amount of gas in plasma synthesis [187] is urgent. With the assistance of simulation modeling in plasma generation, the interaction between electron density distribution and the aforementioned conditions can be clarified and used as a guide to optimize the plasma activation region and plasma frequency for a higher energy transformation efficiency.

Schematic of RF-operating microplasma generator for nanocrystal synthesis [186]
3.1.5 Summary of Plasma Processing Applications
The practical applications of atmospheric plasmas in processing are highly dependent on the plasma properties, such as gas and electron temperatures, and more specifically, their deviation results in generating thermal and nonthermal plasmas with different classifications. For gas temperature, the spraying process requires high working temperatures, reaching even over 8,000 K for metallic materials, in the case of thermal plasmas. By contrast, maintaining near-room temperature is essential for nonthermal plasmas to prevent material degradation in plasma-based AM. Electron temperature and electron density serve as crucial criteria for estimating plasma energy and the capability to activate reactive radicals during processing. When compared with the conventional techniques in the aforementioned application areas, most plasma-assisted processing techniques exhibit superior processing performance and address existing drawbacks, thus playing a pivotal role in the ongoing evolution of modern manufacturing.
Table 10 presents admittedly inexhaustive applications of atmospheric plasma processing in different areas in terms of plasma sources, plasma functions, and current problems. Notably, thermal plasmas with high gas temperatures normally serve as the heat source to promote melting, particle acceleration, and particle reaction, which are highly related to the entire temperature of processing components. By contrast, nonthermal plasmas supply electrons with high energy and density, enabling the activation of chemical reactions and sustaining processing at low temperatures, even close to room temperature. However, the practice of plasma processing has many challenges. Some of them are primarily dependent on unstable plasma characteristics and plasma generators with inherent defects. Rather, the majority of current problems in plasma processing techniques are inevitably introduced by specific processing mechanisms. For the application of surface fabrication in surface nano-figuring, the removal spot profile stability mainly decides the final surface precision after the numerically controlled raster scanning process. However, because of the complicated coupling of several working conditions occurring during radical generation, radical transfer, mixing of the components, and surface etching reactions, together with the potential vibration introduced by the machining platform, global manipulation and optimization from the plasma processing level need to be conducted. To fulfill these requirements, which involve unraveling processing mechanisms and offering reliable data input for the digital system and DT, the development of plasma processing simulation models within the realm of multiphysics becomes increasingly compelling and significant.
3.2 Simulation modeling of Plasma Processing
In recent decades, simulation modeling of plasma processing has significantly enhanced the entire industry by overcoming the escalating challenges encountered in processing evaluation, optimization, and performance prediction. However, the majority of plasma processing technologies entail a multitude of chemical reactions, diffusion and transfer processes, phase transition, coupling with plasma sources, and other intricate physical phenomena occurring within multicomponent systems. Therefore, the current studies of plasma processing simulation modeling are mostly at the initial stage, with some physical characteristics being simplified using assumptions or approximations, making it difficult to describe the entire processing behavior with good accuracy. The following section of this review aims to attribute basic frameworks, detailing the key procedures and methodologies in plasma processing simulation modeling, as well as the current challenges.
3.2.1 Spraying Modeling
Despite the diversity of structures and plasma sources in plasma spraying processes, the primary focus of simulation modeling is investigating the characteristics of particle-laden plasma flow to comprehend the underlying processing mechanisms. Specifically, the processes that occur in a plasma spraying generator consist of particle injection, particle-laden reacting flow, and coating formation [192]. The schematic structure of a typical spraying generator is presented in Fig. 17. Because of the upstream behavior and state of particles in the plasma jet before reaching the coating surface and the importance of the splat quality, most of the modeling studies focus on the numerical simulation of particle-injected plasma flow characteristics [192,193,194,195]. Based on the fundamental simulation model of thermal plasma generation mentioned in Sect. 2.4, the plasma processing simulation modeling can be established efficiently and flexibly for various working conditions and processing structures. In practice, the Lagrangian framework that was derived from the equations of motions and heat balance [192, 193] is widely adopted for particle characteristics modeling in the plasma jet domain, and the basic format of equations is expressed as follows:

Illustration of the plasma spraying system [194]
In these equations, the particle temperature Tp is lower than the particle melting temperature Tpm or within the range between Tpm and particle boiling temperature Tpb. mp, up, Dp, ρ, Rep, cp, CDf, and hf are the mass, velocity, diameter, density, Reynolds number, specific heat at constant pressure, drag coefficient, and heat transfer coefficient of particles, respectively. μ, εp, and σs are the gas viscosity, particle emissivity, and Stefan–Boltzmann constant, respectively. The subscripts s, ∞, and f denote the particle surface, bulk, and film, respectively.
Employing the Lagrangian framework with a coupled discrete phase model to trace particles/droplets in plasma spraying circumvents numerical challenges related to liquid jet fragmentation. This approach has demonstrated high accuracy in capturing the impact of particles on the plasma jet flow. Furthermore, additional submodels are incorporated to enhance the resolution in particle/droplet phase transition modeling, for instance, the utilization of the LES-VOF model to describe the atomization process of a continuous liquid jet inside the plasma flow [196] and the experiment-calibrated solid–liquid evaporation rate employed for the evaporation of the liquid phase [197], among other techniques.
For splat and coating formation on the substrate, two processes are included in plasma spraying modeling, i.e., splat formation and coating growth [198]. Splat formation is directly related to the contact temperature, especially its value against the particle melting temperature and substrate melting temperature. As a result, the most important parameters in plasma spraying, i.e., splat thickness and diameter, can be derived from the Stefan equations as follows [192]:
where dimensionless splat thickness (\(\overline{{\varvec{h}}}_{\text{s}} = {\varvec{h}}_{{\text{s}}} \varvec{/D}_{{\text{p}}}\)) and diameter (\(\overline{{\varvec{D}}}_{\text{s}} = {\varvec{D}}_{{\text{s}}} \varvec{/D}_{{\text{p}}}\)) can be obtained. In these equations, Pe and Fo are the Peclet number and dimensionless time of the splat formation, respectively. The superscripts l and s correspond to liquid and solid, respectively, and the subscripts p and s correspond to particle and substrate, respectively. For the simulation modeling of coating growth, the key concerns are the contraction of the splats on cooling and the formation of coating microstructure, which have been calculated through a series of theoretically simplified models with different assumptions [198].
By combining plasma generation modeling with the particle characteristics modeling described previously, the entire plasma spraying process, from particle injection to coating formation, can be simulated for processing evaluation and prediction. Through simulation modeling, the optimal impact droplet size and velocity can be determined to achieve the desired coating structure by investigating various working parameters, such as RF power, working gas velocity, particle size, and particle injection velocity, flexibly and efficiently. In addition, the interior configuration of the spraying torch can be optimized to ensure flow stability and control the behavior of the plasma jet, thereby preventing thermal erosion, a common issue observed in thermal plasma jet generators. These contributions are not attainable through previous experimental approaches because of sensing difficulties and high expenditure.
The introduction of assumptions to plasma spraying modeling aims to reduce complexity and computation time, whereas some deviations are detected while comparing the experimental results, such as the particle size distribution, crystal phase composition, and other coating quality properties. Despite the deviations that may arise from the errors introduced by powder particles with unstable quality and other preparation processes, further improvement of assumptions through theory derivation and experimental correction is still the key solution for higher precision of simulation modeling results. In addition, a reasonable definition of the computation domain is also essential to obtain precise simulation outcomes, especially the capability to thoroughly capture every related physical field while reducing the computational cost as much as possible. For atmospheric plasma spraying, except for the primary plasma generator region, the selection of the surrounding modeled area size between the generator and the substrate is also important because the surrounding area bridges the plasma processing space and the atmosphere with matter transportation, heat transfer, and complex flow phenomena. However, currently, relative discussions and analysis are still lacking.
3.2.2 Additive Manufacturing Modeling
In plasma-arc-based AM, the processing mechanism is close to the multiple deposition layers of welding. The schematic structure of a typical plasma-arc-based AM is presented in Fig. 18. Therefore, the entirety of AM can be deconstructed into relatively distinct processes, all operating within the influence of the interaction with adjacent layers. Focusing on the welding process first, the free surface of the molten pool and solidified bead [199, 200] are the essential features to be captured and modeled. The molten pool serves as the origin to decide the deposited bead shape and size in AM driven by the intricate heat transfer and fluid flow interactions in the unstable pool-shaped structure. In the case of arc plasma as the energy source, the modeling of its free surface is often governed by empirical Gaussian distributions of heat flux and current density. Under the thermal energy provided by plasma gases, the VOF model is widely used to track the dynamic gas–metal interface in terms of melting and deposition. In practice, the VOF model for tracking the free surface is combined with the governing equations of heat and mass transfer between arc plasma and metal substrate, thus modeling the formation of solidified beads, and are expressed as follows:

Illustration of the plasma additive manufacturing system
-
Continuity equation:
$$\frac{\partial }{\partial t}\rho + \nabla \cdot \left( {\rho V} \right) = S_{\text{mass}}$$(3.9) -
Momentum conservation equation:
$$\frac{\partial }{\partial t}\left( {\rho V} \right) + \nabla \cdot \left( {\rho VV} \right) = - \nabla p + \nabla \cdot \left( {\rho \nabla V} \right) + \rho g + S_{\text{M}}$$(3.10) -
Energy conservation equation:
$$\frac{\partial }{\partial t}\left( {\rho h} \right) + \nabla \cdot \left( {V\rho h} \right) = \nabla \cdot \left( {\frac{\kappa }{{c_{\text{p}} }}\nabla h} \right) + S_{\text{E}}$$(3.11) -
VOF conservation equation:
$$\frac{\partial F}{{\partial t}} + \left( {V \cdot \nabla } \right)F = 0$$(3.12)where V, F, h, cp, and k are the volume, volume fraction function, enthalpy, specific heat at constant pressure, and thermal conductivity; Smass, SM, and SE are the mass, electromagnetic force, and energy source terms determined by ρd/Δt, Fb + Fms + Fmag, Sarc + SL + Sdrop, respectively. Fb, Fms, Fmag, Sarc, SL, and Sdrop are the buoyance and the influence terms of the mushy zone on flow, electromagnetic force, arc heat, latent heat, and droplet heat, respectively.
To obtain precise modeling results of the solid–liquid mushy zone, the enthalpy–porosity technique [201] was used to treat the mushy zone as a porous region with porosity equal to the liquid fraction; thus, the influence term of the mushy zone within the momentum conservation equation can be defined as follows:
where the liquid volume fraction fl between solidus and liquidus points is assumed to be the linear function of temperature. Amushy and ε0 are the constants of the mushy zone and a small number to prevent division by zero, respectively.
Boundary conditions in AM modeling can be divided into momentum and energy, which serve as the constraints while computing the momentum and energy conservation equations. Given that electricity is converted into the kinetic and internal energies of the molten pool under the heating effect of the plasma jet, making an accurate and proper boundary condition setup around the molten pool is necessary. The momentum boundary conditions of the free surface of the molten pool are plasma shear stress, arc pressure, surface tension, and Marangoni shear stress, wherein plasma shear stress and arc pressure are obtained from the transport modeling results. Heat transfer from the molten pool to the workpiece and ambient environment, encompassing heat conduction, convection, and radiation, also needs to be modeled. In AM simulation modeling, thermal radiation losses and thermal convection losses are inevitable. Both serve as the important energy boundary conditions for the energy conservation equation at the region of the molten pool because thermal radiation losses play a significant role in the heat dissipation of the molten pool, whereas thermal convection losses dominate the region adjacent to the substrate and deposited parts. The aforementioned boundary conditions are not independent but rather highly correspond to the plasma generation models presented in Sect. 2.4, whose arc plasma generation simulation defines the net heat flux on the molten pool free surface.
Utilizing the simulation model previously outlined, capturing the characteristics of the molten pool and solidified bead in plasma AM processes becomes possible. These insights can be applied to morphology prediction and stress analysis of both single and multiple deposition layers. Consequently, the accumulated topographic errors and potential defects (such as cracks, porosity, residual stress, and lack of fusion) of the entire additive product can be modeled and predicted. This approach provides a valuable numerical tool for optimizing AM processes while circumventing the high expenditure associated with experiments. Moreover, in the printing of geometrically sophisticated parts, supports are essential for holding the additive layers and ensuring the final topographic quality. With the capability to conduct processing evaluation and prediction through simulation modeling, support configurations can be reliably designed, and printing quality can be directly estimated before embarking on expensive experiments. These features afford higher flexibility in AM practice and contribute to the enhanced controllability of the process.
Simulation modeling of plasma AM also faces some challenges. Given the complexity of the physical phenomena in the molten pool, many numerical studies resort to an adaptive double-ellipsoidal heat source model to simplify the volumetric shape of the molten pool, resulting in potential deviations. Meanwhile, some of the constants in the submodels are based on empirical functions and trial and error [202], making it inconvenient to extend and apply in new processing situations through the simulation model. Another challenge is that the computation domain of atmospheric plasma AM increases continuously along the accumulated printing layers, resulting in an inevitable conflict between modeling accuracy and computation resources while modeling large-scale parts. Although this conflict can be mitigated by reducing the computational cost in modeling each printing layer, the simulation accuracy decreases and even fails to meet the precision requirement for processing evaluation and prediction.
3.2.3 Surface fabrication modeling
The functions of plasma processing in surface fabrication can be categorized into two branches, i.e., plasma etching and surface modification. One of the typical configurations is shown in Fig. 19. Both plasma etching and surface modification can be stimulated by thermal and nonthermal plasmas based on specific targets and materials in practice. For plasma etching, which is widely used for silicon-based materials, the etching performance is strongly related to the chemically reactive material removal mechanism of volatile product formation [203, 204]. By contrast, surface modification relies on the surface chemical bond recombination with reactive radicals under sufficient activation energy supplied by plasmas [34] and produces a modification layer with different physical properties.

Illustration of the plasma surface fabrication system
Commencing with the definition and description of plasma generation models outlined in Sect. 2.4, a sequence of essential plasma property parameters is computed and prepared for plasma surface fabrication modeling. These parameters include electron energy and density, distribution of electrons and other species, and induced electromagnetic field, among others. Gas-phase chemistry modeling based on the previously presented data and parameters is first established for reactive radical generation and transfer prediction. However, the primary process gases that provide fluorine (F) or chlorine (Cl) to generate volatile products easily introduce numerous intermediate reactions and result in large computational costs. For instance, utilizing CF4 and O2 and a single SF6 as the process gases for generating radicals, approximately 50 reactions [31] and 91 reactions [203], respectively, have been individually involved in these processes. To precisely model the reactions of electron-involved and normal chemistry, both the electron impact rate (kje) with Maxwellian distribution and the chemical rate (kjc) with Arrhenius form are used and defined as follows:
where me, Te, kB, and ε are the electron mass, electron temperature, Boltzmann constant, and dielectric constant, respectively. A, Ea, and T are the pre-exponential factor, activation energy, and absolute temperature, respectively.
Subsequently, surface chemistries on the substrate will be modeled, considering the coupling with the radicals and products from gas-phase chemistry. In the removal reaction system of the workpiece substrate of Si/SiO2 with fluorocarbon plasmas [205], two parallel processes dominate, i.e., chemical sputtering (or ion-enhanced etching reactions) and surface polymer deposition. Chemical sputtering is driven by surface bombardment by reactive neutral atoms and reactive ions with the energy of tens to hundreds of volts, resulting in the surface reaction layer formation and etching effect. Surface polymer deposition is also proceeded by ion bombardment with chemisorbed fluorocarbon radicals but with low ion energies, leading to polymerization and the inhibition of the etching progress. To precisely estimate the fundamental surface reactions in simulation modeling, the following processes [205] should be considered: adsorption of neutral atoms, chemical sputtering (mainly SiFx species creation and product desorption), thermal etching, physical sputtering, direct ion deposition, and ion-enhanced deposition (or neutral stitching by ions). As a result, the control equations of surface site balance [31] can be expressed as follows:
where θF, θCFx, θp, θF/P, and θCFx/P are the surface coverages of fluorine atoms, fluorocarbon radicals, polymers, fluorine atoms, and fluorocarbon radicals on the polymer; their sums are θtot = θF + θCFx + θp and θtot/P = θF/P + θCFx/P. σs is the surface site area density on the workpiece surface. SF, SCFn, SSiFn (n = 1–3), SF/P, and SCFn/P (n = 1–3) are the adsorption probabilities of fluorine atoms, fluorocarbon radicals on the substrate, fluorosilicone radicals on all of the surface sites, fluorine atoms, and fluorocarbon radicals on the polymer, respectively. b is the branching ratio of the fraction of SiF2 radicals produced in the workpiece and that of SiF4. K(Ts) is the thermal etching coefficient under the surface temperature Ts. Γion, ΓF, ΓCFn, and ΓSiFn (n = 1–3) are the incident fluxes of ions, fluorine atoms, fluorocarbon radicals, and fluorosilicone radicals on the workpiece surface, respectively. Moreover, the coefficients βF, βCFx, βP/F, βCFx/P, and βS are the ion-enhanced workpiece etching yields by fluorine atoms and fluorocarbon radicals, the ion-enhanced polymer etching yield by fluorine atoms and fluorocarbon radicals, and the ion-enhanced deposition yield of adsorbed fluorocarbon radicals, respectively. The remaining parameters yC, krec, xi, and yd,i are the carbon sputtering field, recombination coefficient of adsorbed fluorocarbon radicals and fluorine atoms, ratio of the ith ion to the total ion flux, and direct ion deposition yield for the ith ion, respectively.
Eventually, after obtaining the surface site coverage parameters by solving Eqs. 3.17–3.21, the net reactants and products inside and outside of the workpiece surface can be determined. As a result, the etching field and deposition yield [205] under atmospheric plasma can be expressed as follows:
Si as the workpiece:
SiO2 as the workpiece:
where RF = ΓF/Γion and ySP,i is the sum of total flux carried by the ith ion.
The incorporation of the surface chemistry model into existing plasma generation modeling completes the framework for plasma surface fabrication modeling. This integration empowers the processing model to evaluate and predict the characteristics of etching and modification reactions occurring on the surface. For instance, in semiconductor etching, the density and distribution of reactive radicals are critical factors that directly influence the removal profile and etching rate. Simulation modeling offers insights into the specific factors driving such etching phenomena, enabling the investigation of radical particle behavior under various working conditions (such as power properties, working gas components, and gas feed rate). Furthermore, simulation modeling enables flexible control over radical characteristics and behavior to achieve the processing objectives, including controllable etching rates and uniform surface removal volumes, through adjustments to the working parameters. In addition, the mitigation of deposition reaction impacts on etching performance can be achieved through modeling investigations into ideal processing conditions. For example, optimizing workbench temperature to reduce deposition yield, adjusting the working gas mixture to decrease deposition reaction rates, and configuring generator settings for flow control. Similarly, surface modification practices can also undergo evaluation and optimization using processing modeling methods, albeit with different details, but following the same strategic approach outlined previously.
However, the entire surface fabrication mechanism is complicated because of its coupling with plasma generation, gas-phase chemistry, and surface chemistry. In practice, some of the assumptions for coefficient estimation are introduced to simplify the modeling complexity, and model computation is at the steady state to reduce calculation costs, leading to prediction accuracy loss. In addition, nanomanufacturing through surface fabrication in the semiconductor and optics industries has strict requirements of precisely controlled roughness, microscopic uniformity, and etching rate. However, the aforementioned simulation models (macroscopic) are based on the continuum assumption, which is difficult to use for profile anomaly prediction on the microscopic scale in discontinuities. Therefore, in recent decades, molecular dynamics (MD) simulations for the plasma–surface interactions at the nano-level [206,207,208] have been rapidly stimulated. Apart from nanoscale removal studies, MD simulations are also suitable for predicting atomic chemical reaction properties [209] between reactive radicals and a workpiece surface, especially in surface modification. However, with the computation domain of MD simulations being small, it mainly focuses on the detailed motion of sets of interacting radicals and surface atoms in terms of bond breaking and formation, making it difficult to accurately predict the etching rate and surface roughness.
3.2.4 Synthesis modeling
As current studies of nonthermal plasma used in nanoparticle synthesis are predominantly focused on experimental exploration, the review of simulation modeling of plasma synthesis in this section will be centered on thermal-plasma-assisted nanoparticle synthesis, as shown in Fig. 20. The supply of highly chemically reactive plasmas, coupled with a rapid temperature decrease, drives the formation of particles through several processes, such as homogeneous nucleation and heterogeneous condensation growth in thermal plasma [184]. Similar to the aforementioned parts of simulation modeling of plasma processing in this section, coupled with the plasma dynamic characteristics and electromagnetic field predictions of plasma generation simulation modeling, the precursor behavior and nanoparticle formation can be simulated in plasma synthesis. The precursors are the precondition for forming nanoparticles, and their behavior [210] in trajectories, thermal history, and evaporation are highly important in simulation modeling. For most modeling of precursor behavior, the particles are assumed to be spherical and negligible in internal resistance to heat transfer; thus, the physical governing equations of precursor trajectory, thermal history, and evaporation are defined as follows:

Illustration of the plasma nanoparticle synthesis system
-
Precursor trajectory:
$$\frac{{\text{d}u_{\Pr } }}{\text{d}t} = \left( {\frac{{3\rho C_{\text{D}} }}{{4d_{\Pr } \rho_{\Pr } }}} \right)\left( {u - u_{\Pr } } \right)\left| {u - u_{\Pr } } \right| + g$$(3.24) -
Thermal history:
$$\frac{{\text{d}T_{\Pr } }}{\text{d}t} = \frac{{qA_{\Pr } }}{{m_{\Pr } c_{\text{P}} }}$$(3.25) -
Evaporation:
$$\nabla \cdot \left[ {uN} \right] = \nabla \cdot \left[ {D_{\text{vap}}^{\text{tot}} \nabla N} \right] + \dot{N}_{\Pr } - \dot{N}_{\text{S}}$$(3.26)where ρPr, uPr, dPr, TPr, mPr, and APr are the density, velocity, diameter, temperature, mass, and surface area of the precursor particles, respectively. CD, \({\varvec{D}}_{{{\text{vap}}}}^{{{\text{tot}}}}\), N, \(\dot{\varvec{N}}_{{{\text{Pr}}}}\), \(\dot{\varvec{N}}_{{\text{S}}}\), q, and g are the drag coefficient, total vapor diffusion coefficient, vapor concentration, evaporation source term, and nucleation and condensation resulting in the consumption source term, heat flux, and gravity, respectively.
Notably, evaporation modeling is based on the assumption that precursor particles have reached the boiling temperature and, thus, a balance between mass transfer and heat. Subsequently, the aerosol general dynamic equation [211] has been introduced to model nanoparticle formation, including nucleation, growth, and transport, as follows:
where the interaction of particles with the surrounding fluid via convection, diffusion, and thermophoresis is considered and included. υP and n(υP) are the particle volume and its PSD function, respectively. u and uth are the fluid velocity and thermophoretic velocity, respectively. The remaining parameters, namely, I, G, δD, β, and DP, correspond to the particle nucleation rate, heterogeneous condensation rate, Dirac delta function, interpolative collision frequency function, and particle diffusion coefficient, respectively. Consequently, the size, distribution, and mean diameter of nanoparticles can be mathematically solved using the moment method in practice. Apart from the aforementioned physical descriptions used in particle formation modeling, a simplified one-dimensional model [184] is used to clarify how the operating conditions and material types influence the nucleation process and the final particle diameter distribution.
The practical demand for high-quality nanoparticles primarily revolves around reducing the mean diameter and increasing the specific surface area of the particles. An integrated processing model that encompasses precursor and nanoparticle behavior modeling can effectively evaluate and predict nanoparticle formation under specified working conditions and generator designs. As a result, the processing model becomes instrumental in investigating factors influencing the structure of target nanoparticles during formation, including thermofluid fields, electromagnetic effects, and plasma characteristics, among others. In addition to active strategies for controlling nanoparticle profiles, simulation modeling also facilitates the formation of high-purity nanoparticles. The temperature gradient distribution in the nanoparticle formation region is affected by coupled physical fields, and simulation modeling provides insights into the interactions among these physical fields. By achieving the desired temperature gradient through careful parameter balancing of physical fields, simulation modeling guides the formation of high-purity nanoparticles.
Although the simulation modeling of thermal plasma nanoparticle synthesis has demonstrated good consistency with the experiments regarding nanoparticle size and spatial distributions [212], and the effects of thermophoresis and turbulence mixing of nanoparticles [210] have been gradually considered and evaluated, further studies of agglomeration and Brownian diffusion in thermal plasma nanoparticle synthesis are still required for model improvement. In addition, being an intricate physical process coupled with chemistry, fluid dynamics, electromagnetic, phase transition, and other physics, the current simulation modeling methods in plasma nanoparticle synthesis are mainly focused on steady-state computation and utilizing 1D/2D assumptions for simplification to reduce the computational cost. Consequently, deviations and accuracy loss can be inevitably introduced in practice, making process diagnosis and control challenging in the future.
3.2.5 Summary of Plasma Processing Modeling
As highlighted in the introduction and discussion of plasma processing simulation modeling, current atmospheric plasma processing modeling faces several challenges related to simplifying complex physical fields, designing reasonable computation domains, and balancing simulation accuracy and computational cost. These limitations hinder the practical applications of simulation modeling, particularly in plasma processing involving sophisticated physical phenomena, complicated configurations, and high precision requirements for evaluation and prediction.
Referring to the authors’ experience with plasma modeling and the widely considered physical characteristics in common atmospheric plasma processing practices, the simplification of the physical field should prioritize capturing dominant physical fields while simplifying or disregarding other impact-less fields. For instance, in nonthermal plasma processing for surface fabrication, the chemical reactions involving radicals within the gas phase and on the workpiece surface should not be oversimplified, and roughly all reactions or collisions that produce radicals should be considered. Meanwhile, careful attention should be paid to the boundary conditions of the heat transfer field on the surface, as interface chemical reactions are sensitive to temperature. Physical field simplification can be conducted by disregarding reactions with low-rate coefficients or negligible impact on the global processing property and ignoring minor disturbances in the flow field that typically do not affect overall processing. Moreover, the simplification approach for the specific demands of processing modeling ensures high flexibility for each particular case.
The design of a computation domain in simulation modeling is also essential and can sometimes impact the evaluation and prediction accuracy. Although most studies focus on reducing modeling dimensionality, attention to selecting the geometric scope in modeling is equally important but often receives less consideration in practice. Undoubtedly, modeling dimensionality reduction directly dominates the physical field simplification and the computation burden and plays an indispensable role in plasma processing with central symmetry or axisymmetry in spatial resolution. However, the partial omission of entities and the selection of processing domains are also important but receive less attention in modeling practice. Specifically, certain entities in the processing configuration can be disregarded if they have no impact on the dominant physical fields. For instance, in RF power and microwave power plasma generators, the metal structure inside does not significantly affect the electromagnetic field and typically exhibits a low-temperature gradient along its thickness. Alternatively, selecting a reasonable processing domain is relatively tricky, lacks clear criteria, and requires continuous adjustments to ensure that modeling results are unaffected by changes in the processing domain while minimizing computational costs within the selected domain.
The challenge of balancing simulation accuracy and computational cost is one of the most concerning points in simulation modeling. For now, the most acceptable and reliable solution revolves around customized mesh design. Two routines in mesh designing are predominantly used in modeling practice for intricate physics. In the first routine, a coarse mesh is initially applied to obtain preliminary results within a short time. Subsequently, a relatively finer mesh is attempted using the previous result as the initialization value for simulation modeling. This process continues iteratively until the desired precision in evaluation and prediction is achieved, at which point the procedure is halted. The second routine involves local mesh refinement. This approach relies on an in-depth understanding of the physical characteristics and phenomena occurring within the system. Regions of interest, which are intricately involved in physics and are of concern to users, are selectively refined locally. This targeted refinement ensures that the computational costs are controlled to a relatively low level. Typically, both routines are combined and cooperatively employed for enhanced performance. Another method to manage computational costs is to utilize steady-state computation, which avoids the calculation of temporal terms. However, this approach may not be suitable for time-sensitive processing modeling, particularly in scenarios involving nonthermal plasmas with complicated chemistry fields where temporal dynamics play a crucial role.
4 Conclusion
The rapid expansion of atmospheric plasma processing applications necessitates flexible and reliable diagnostic tools for state evaluations and process predictions. Simulation modeling, a compelling technology, has been widely employed in various plasma processing industries to enhance quality stabilization and performance improvement. Nevertheless, simulation modeling encounters intricate challenges in refining evaluation precision while minimizing computational costs.
This paper provides an extensive review of plasma generation and plasma processing modeling practices developed in recent decades. The primary content is summarized as follows: (1) Two plasma generation modeling frameworks, namely, the MHD equation for thermal plasmas and Boltzmann’s equation for nonthermal plasmas, are presented, elucidating their assumptions and available study areas. These frameworks serve as the foundation for plasma processing modeling, offering versatile functionalities in plasma property studies. (2) The accomplishments and challenges of current plasma processing modeling are discussed. These contributions empower plasma processing modeling to support processes, achieving stabilization, enhancement, and controllable performance. In addition, practical solutions, including simplification of the physical field, thoughtful computation domain design, and achievement of the optimal balance between accuracy and cost, are proposed to address current limitations in processing modeling.
Currently, simulation modeling of atmospheric plasma processing remains in its nascent stage, with numerous challenges and considerations persisting for the realization of precise and rapid diagnostics and intelligent processing control. To achieve these objectives, the following issues warrant attention:
-
Establishing a comprehensive understanding of the micro-behavior of plasmas under atmospheric pressure conditions;
-
Providing a cross-scale depiction, spanning from the microscopic level to the macroscopic level, of plasma processing performance;
-
Developing an efficient and low-computational-cost approach for capturing macroscopic plasma processing characteristics.
Availability of Data and Material
The authors declare that all data supporting the findings of this study are available within the article.
References
Bennett A, Yu N, Castelli M et al (2021) Characterisation of a microwave induced plasma torch for glass surface modification. Front Mech Eng 16:122–132
Bemis BL, Settles GS (1999) Ultraviolet imaging of the anode attachment in transferred-arc plasma cutting. IEEE Trans Plasma Sci 27(1):44–45
Dalir E, Dolatabadi A, Mostaghimi J (2019) Modeling of suspension plasma spraying process including arc movement inside the torch. J Therm Spray Technol 28:1105–1125
Roth JR, Ku Y (1995) Surface cleaning of metals in air with a one atmosphere uniform glow discharge plasma. IEEE Int Conf Plasma Sci 1995:251
Kogelschatz U, Eliasson B, Egli W (1997) Dielectric-barrier discharges. Principle and Applications. J phys IV 7(C4):47–66
Tendero C, Tixier C, Tristant P et al (2006) Atmospheric pressure plasmas: a review. Spectrochim Acta B: At 61(1):2–30
Kogelschatz U (2004) Atmospheric-pressure plasma technology. Plasma Phys Control Fusion 46(12B):B63
Conrads H, Schmidt M (2000) Plasma generation and plasma sources. Plasma Sources Sci Technol 9(4):441
Wutzke S (1967) Conditions governing the symptomatic behavior of an electric arc in a superimposed flow field. PhD Thesis, University of Minnesota.
Boulos MI (2013) Thermal plasmas: fundamentals and applications. Springer, Berlin
Tiwari N, Bhandari S, Ghorui S (2018) Stability and structures in atmospheric pressure dc non-transferred arc plasma jets of argon, nitrogen, and air. Phys Plasmas 25(7):1
Li HP, Pfender E, Chen X (2003) Application of steenbeck’s minimum principle for three-dimensional modelling of DC arc plasma torches. J Phys D 36(9):1084
Trelles JP (2013) Computational study of flow dynamics from a dc arc plasma jet. J Phys D 46(25):255201
Wei X, Xu F, Bennett A et al (2023) Numerical analysis of direct-current (DC) plasma processing for high-efficient steel surface modification. Int J Adv Manuf Technol 124(7–8):2215–2228
Jourdain R, Castelli M, Yu N et al (2016) Estimation of the power absorbed by the surface of optical components processed by an inductively coupled plasma torch. Appl Therm Eng 108:1372–1382
Kazemi F, Boehm G, Arnold T (2020) An investigation on effectiveness of temperature treatment for fluorine-based reactive plasma jet machining of N-BK7®. Plasma Process Polym 17(8):2000016
Nan YU, Jourdain R, Castelli M et al (2021) Investigation of a plasma delivery system for optical figuring process. Chinese J Aeronaut 34(4):518–525
Sun R, Yang X, Ohkubo Y et al (2018) Optimization of gas composition used in plasma chemical vaporization machining for figuring of reaction-sintered silicon carbide with low surface roughness. Sci Rep 8(1):2376
Yamamura K, Takeda Y, Sakaiya S et al (2016) High-spatial resolution figuring by pulse width modulation controlled plasma chemical vaporization machining. Proc CIRP 42:508–511
Shao T, Yan P (2015) Atmospheric pressure gas discharge and its plasma application. J Sci Phy 113:97
Griem HR (1962) High-density corrections in plasma spectroscopy. Phys Rev 128(3):997
Drawin HW (1969) Validity conditions for local thermodynamic equilibrium. Z fur Angew 228(2):99–119
Bates DR, Kingston AE, Mcwhirter RWP (1962) Recombination between electrons and atomic ions I. optically thin plasmas. Proc Math Phys Eng Sci 267(1330):297–312
Calzada MD, Moisan M, Gamero A et al (1996) Experimental investigation and characterization of the departure from local thermodynamic equilibrium along a surface-wave-sustained discharge at atmospheric pressure. J Appl Phys 80(1):46–55
Ricard A (1955) Plasmas re´actifs. Editions SFV, Paris
Ruys AJ, Sutton BA (2021) Metal-ceramic functionally graded materials (FGMs). Metal-Reinfor Ceram 22:170687
Fauchais P (2004) Understanding plasma spraying. J Phys D 37(9):R86
Vardelle M, Fauchais P, Vardelle A et al (2001) Controlling particle injection in plasma spraying. J Therm Spray Technol 10:267–284
Okada T, Hamatani H, Yoshida T (1989) Radio-frequency plasma spraying of ceramics. J Am Ceram Soc 72(11):2111–2116
Fauchais P, Vardelle A, Dussoubs B (2001) Quo Vadis thermal spraying? J Therm Spray Technol 10:44–66
Fukumoto H, Fujikake I, Takao Y et al (2009) Plasma chemical behaviour of reactants and reaction products during inductively coupled cf4 plasma etching of SiO2. Plasma Sourc Sci Technol 18(4):045027
Fang Z, Zhang Y, Li R et al (2020) An efficient approach for atomic-scale polishing of single-crystal silicon via plasma-based atom-selective etching. Int J Mach Tools Manuf 159:103649
Gomez E, Rani DA, Cheeseman CR et al (2009) Thermal plasma technology for the treatment of wastes: a critical review. J Hazard Mater 161(2–3):614–626
Luo H, Ajmal KM, Liu W et al (2021) Atomic-scale and damage-free polishing of single crystal diamond enhanced by atmospheric pressure inductively coupled plasma. Carbon 182:175–184
Sahoo A, Tripathy S (2021) Development in plasma arc welding process: a review. Mater Today: Proc 41:363–368
Liu ZM, Cui SL, Luo Z et al (2016) Plasma arc welding: process variants and its recent developments of sensing, controlling and modeling. J Manuf Process 23:315–327
Shibata Y, Sakairi Y, Shimada K et al (2020) Effects of topography and modified layer by plasma-shot treatment on high-speed steel. Nanomanuf Metrol 3:133–141
Lim YD, Lee DY, Shen TZ et al (2012) Si-compatible cleaning process for graphene using low-density inductively coupled plasma. ACS Nano 6(5):4410–4417
Foest R, Kindel E, Ohl A et al (2005) Non-thermal atmospheric pressure discharges for surface modification. Plasma Phys Control Fusion 47(12B):B525–B536
Neagu E (1994) The influence of annealing time on thermally stimulated discharge current of corona-charged polymers. Mater Lett 21(1):119–125
Gresser L, Peyrous R, Spyrou N et al (1998) Influence of a polymer sample on wire-to-plane corona discharge regimes. Title Sub 180:10
Nehra V, Kumar A, Dwivedi HK (2008) Atmospheric non-thermal plasma sources. Int J Eng 2(1):53–68
Belmonte T, Gries T, Cardoso RP et al (2011) Chemical vapour deposition enhanced by atmospheric microwave plasmas: a large-scale industrial process or the next nanomanufacturing tool? Plasma Sources Sci Technol 20(2):024004
Sun H, Lee J, Do H et al (2017) Experimental and numerical studies on carbon dioxide decomposition in atmospheric electrodeless microwave plasmas. J Appl Phys 122(3):033303
Bennett A, Yu N, Castelli M et al (2020) Etching characteristics of crystal quartz by surface wave microwave induced plasma. Opt Ultra Precis Manuf Test SPIE 11568:36–41
Jiao P, Xin Q, Wu X et al (2022) Research status of key technologies in plasma optics fabrication. J Appl Opt 43(3):359–374
Wang Q, Wu G, Liu S et al (2019) Simulation-based development of a new cylindrical-cavity microwave-plasma reactor for diamond-film synthesis. Crystals 9(6):320
Narimisa M, Krčma F, Onyshchenko Y et al (2020) Atmospheric pressure microwave plasma jet for organic thin film deposition. Polymers 12(2):354
Thyen R, Weber A, Klages CP (1997) Plasma-enhanced chemical-vapour-deposition of thin films by corona discharge at atmospheric pressure. Surf Coat Technol 97(1–3):426–434
Fridman A, Chirokov A, Gutsol A (2005) Non-thermal atmospheric pressure discharges. J Phys D 38(2):R1
Belov LA, Smolskiy SM, Kochemasov VN (2012) Handbook of RF, Microwave, and Millimeter-wave Components. Artech House
Zamri AA, Ong MY, Nomanbhay S et al (2021) Microwave plasma technology for sustainable energy production and the electromagnetic interaction within the plasma system: a review. Environ Res 197:111204
Hopwood J (1992) Review of inductively coupled plasmas for plasma processing. Plasma Sources Sci Technol 1(2):109
Schutze A, Jeong JY, Babayan SE et al (1998) The atmospheric-pressure plasma jet: a review and comparison to other plasma sources. IEEE Trans Plasma Sci 26(6):1685–1694
Francis G (1956) The glow discharge at low pressure. Springer, Berlin
Goldman M, Goldman A (1978) Corona discharges. Gas Elec 1:219–290
Madani MR, Ajmera PK (1993) Characterization of silicon oxide films grown at room temperature by point-to-plane corona discharge. J Electron Mater 22:1147–1152
Sayedi SM, Landsberger LM, Kahrizi M (1996) Electrical characterization of thin sio/sub 2/films created by negative-point oxygen corona discharge processing. Can Conf Electr Comput Eng 1:64–67
Mac Rae DR (1989) Plasma arc process systems, reactors, and applications. Plasma Chem Plasma Process 9:85S-118S
Sankaran RM, Holunga D, Flagan RC et al (2005) Synthesis of blue luminescent si nanoparticles using atmospheric-pressure microdischarges. Nano Lett 5(3):537–541
Puliyalil H, Jurković DL, Dasireddy VDBC et al (2018) A review of plasma-assisted catalytic conversion of gaseous carbon dioxide and methane into value-added platform chemicals and fuels. RSC Adv 8(48):27481–27508
Novák I, Pollak V, Chodak I (2006) Study of surface properties of polyolefins modified by corona discharge plasma. Plasma Process Polym 3(4–5):355–364
Murphy AB, Uhrlandt D (2018) Foundations of high-pressure thermal plasmas. Plasma Sources Sci Technol 27(6):063001
Becker KH, Schoenbach KH, Eden JG (2006) Microplasmas and applications. J Phys D 39(3):R55
Sankaran RM, Giapis KP (2002) Hollow cathode sustained plasma microjets: characterization and application to diamond deposition. J Appl Phys 92(5):2406–2411
Sankaran RM, Giapis KP (2003) High-pressure micro-discharges in etching and deposition applications. J Phys D 36(23):2914
Barwe B, Stein A, Cibulka OE et al (2015) Generation of silicon nanostructures by atmospheric microplasma jet: the role of hydrogen admixture. Plasma Process Polym 12(2):132–140
Mariotti D, Sankaran RM (2011) Perspectives on atmospheric-pressure plasmas for nanofabrication. J Phys D 44(17):174023
Mariotti D, Sankaran RM (2010) Microplasmas for nanomaterials synthesis. J Phys 43(32):323001
Kortshagen UR, Sankaran RM, Pereira RN et al (2016) Nonthermal plasma synthesis of nanocrystals: fundamental principles, materials, and applications. Chem Rev 116(18):11061–11127
Kabouzi Y, Calzada MD, Moisan M et al (2002) Radial contraction of microwave-sustained plasma columns at atmospheric pressure. J Appl Phys 91(3):1008–1019
Nijdam S, Teunissen J, Ebert U (2020) The physics of streamer discharge phenomena. Plasma Sources Sci Technol 29(10):103001
Alves LL, Marques L (2012) Fluid modelling of capacitively coupled radio-frequency discharges: a review. Plasma Phys Control Fusion 54(12):124012
Zhang J, Wang B, Dong S (2008) Application of atmospheric pressure plasma polishing method in machining of silicon ultra-smooth surfaces. FEEEC 3:480–487
Yu N, Jourdain R, Gourma M et al (2021) Power dissipation of an inductively coupled plasma torch under e mode dominated regime. Micromachines 12(7):834
De la Fuente JF, Kiss AA, Radoiu MT et al (2017) Microwave plasma emerging technologies for chemical processes. J Chem Technol Biotechnol 92(10):2495–2505
Papadakis A, Rossides S, Metaxas C (2011) Microplasmas: a review. Open Phys J 4(1):45
Fisher LH, Weissler GL (1944) The apparent breakdown of Meek’s streamer criterion in divergent gaps due to the failure of townsend’s ionization function. Phys Rev 66:5–6
Roth JR, Rahel J, Dai X et al (2005) The physics and phenomenology of one atmosphere uniform glow discharge plasma (OAUGDP™) reactors for surface treatment applications. J Phys D Appl Phys 38(4):555
Massines F, Rabehi A, Decomps P et al (1998) Experimental and theoretical study of a glow discharge at atmospheric pressure controlled by dielectric barrier. J Appl Phys 83(6):2950–2957
Salge J (1996) Plasma-assisted deposition at atmospheric pressure. Surf Coat Technol 80(1–2):1–7
Razzak MA, Kondo K, Uesugi Y et al (2004) Transition from electrostatic-to-electromagnetic mode in a radio-frequency AR inductively coupled plasma in atmospheric pressure. J appl phys 95(2):427–433
Lieberman MA, Lichtenberg AJ (1994) Principles of plasma discharges and materials processing. MRS Bull 30(12):899–901
Raizer YP, Shneider MN, Yatsenko NA (2017) Radio-frequency capacitive discharges. CRC Press
Liu DW, Iza F, Kong MG (2008) Electron heating in radio-frequency capacitively coupled atmospheric-pressure plasmas. Appl Phys Lett 93(26):685
Rahman MM, Blades MW (1997) Atmospheric pressure, radio frequency, parallel plate capacitively coupled plasma—excitation temperatures and analytical figures of merit. Spectrochim Acta B At Spectrosc 52(13):1983–1993
Laroussi M, Akan T (2007) Arc-free atmospheric pressure cold plasma jets: a review. Plasma Process Polym 4(9):777–788
Boyle PC, Ellingboe AR, Turner MM (2004) Independent control of ion current and ion impact energy onto electrodes in dual frequency plasma devices. J Phys D Appl Phys 37(5):697
Shi JJ, Kong MG (2007) Radio-frequency dielectric-barrier glow discharges in atmospheric argon. Appl Phys Lett 90(11):141
Moisan M, Barbeau C, Claude R et al (1991) Radio frequency or microwave plasma reactors? Factors determining the optimum frequency of operation. J Vac Sci 9(1):8–25
Sikarwar VS, Hrabovský M, Van Oost G et al (2020) Progress in waste utilization via thermal plasma. Prog Energy Combust Sci 81:100873
Timmermans EAH, Jonkers J, Thomas IAJ et al (1998) The behavior of molecules in microwave-induced plasmas studied by optical emission spectroscopy. 1. Plasmas at atmospheric pressure. Spectrochim Acta B Spectrosc 53(11):1553–1566
Sichler P, Büttgenbach S, Baars-Hibbe L et al (2004) A micro plasma reactor for fluorinated waste gas treatment. J Chem Eng 101(1–3):465–468
Iza F, Kim GJ, Lee SM et al (2008) Microplasmas: sources, particle kinetics, and biomedical applications. Plasma Process Polym 5(4):322–344
Liu DW, Iza F, Kong MG (2009) Electron avalanches and diffused γ-mode in radio-frequency capacitively coupled atmospheric-pressure microplasmas. Appl Phys Lett 95(3):183
Berkane A, Rebiai S (2015) Numerical Study of Electrical Characteristics in RF Micro Discharge. 2015 4th Int Conf Syst Control (ICSC) 378–383
Korzec D, Nettesheim S (2020) Application of a pulsed atmospheric arc plasma jet for low-density polyethylene coating. Plasma Process Polym 17(1):1900098
Swain B, Priyadarshini M, Mohapatra SS et al (2021) Parametric optimization of atmospheric plasma spray coating using fuzzy TOPSIS hybrid technique. J Alloys Compd 867:159074
Bao W, Li F, Cai G et al (2009) Thermodynamic study on the formation of acetylene during coal pyrolysis in the arc plasma jet. Energy Sources Part A 31(3):244–254
Bussiahn R, Brandenburg R, Gerling T et al (2010) The hairline plasma: an intermittent negative dc-corona discharge at atmospheric pressure for plasma medical applications. Appl Phys Lett 96(14):143701
Ko Y, Yang G, Chang DPY et al (2003) Microwave plasma conversion of volatile organic compounds. J Air Waste Manag Assoc 53(5):580–585
Huang R, Fukanuma H, Uesugi Y et al (2013) Comparisons of two models for the simulation of a DC Arc plasma torch. J Therm Spray Technol 22:183–191
Xue S, Proulx P, Boulos MI (2001) Extended-field electromagnetic model for inductively coupled plasma. J Phys D Appl Phys 34(12):1897–1906. https://doi.org/10.1088/0022-3727/34/12/321
Trelles JP, Pfender E, Heberlein J (2006) Multiscale finite element modeling of arc dynamics in a DC plasma torch. Plasma Chem Plasma Process 26:557–575
Venkatramani N (2002) Industrial plasma torches and applications. Curr Sci 10:254–262
Freton P, Gonzalez JJ, Gleizes A (2000) Comparison between a two-and a three-dimensional arc plasma configuration. J Phys D 33(19):2442
Schmidt HP, Speckhofer G (1996) Experimental and theoretical investigation of high-pressure arcs i the cylindrical arc column (two-dimensional modeling). IEEE Trans Plasma Sci 24(4):1229–1238
Speckhofer G, Schmidt HP (1996) Experimental and theoretical investigation of high-pressure arcs. II. The magnetically deflected arc (three-dimensional modeling). IEEE Trans Plasma Sci 24(4):1239–1248
Ansys Inc (2012) Ansys Fluent user' s Guide for 19 Version, Pittsburgh
Kajishima T, Taira K (2016) Computational Fluid Dynamics: Incompressible Turbulent Flows. Springer
Liang P, Groll R (2018) Numerical study of plasma–electrode interaction during arc discharge in a DC plasma torch. IEEE Trans Plasma Sci 46(2):363–372
Trelles JP (2017) Finite element methods for arc discharge simulation. Plasma Process Polym 14(1–2):1600092
Trelles JP, Heberlein JVR (2006) Simulation results of arc behavior in different plasma spray torches. J Therm Spray Technol 15:563–569
Selvan B, Ramachandran K (2009) Comparisons between two different three-dimensional arc plasma torch simulations. J Therm Spray Technol 18:846–857
Huang R, Fukanuma H, Uesugi Y et al (2011) An improved local thermal equilibrium model of DC arc plasma torch. IEEE Trans Plasma Sci 39(10):1974–1982
Guo Z, Yin S, Liao H et al (2015) Three-dimensional simulation of an argon–hydrogen DC non-transferred arc plasma torch. Int J Heat Mass Transf 80:644–652
Bhigamudre VG, Trelles JP (2020) Investigation of flow regimes in arc plasma-gas interactions using a two-temperature arc in crossflow model. Phys Plasmas 27(2):022305
Zhukovskii R, Chazelas C, Rat V et al (2021) Predicted anode arc attachment by LTE (local thermodynamic equilibrium) and 2-T (two-temperature) arc models in a cascaded-anode dc plasma spray torch. J Therm Spray Technol 21:1–18
Sáinz A, Margot J, García MC et al (2005) Role of dissociative recombination in the excitation kinetics of an argon microwave plasma at atmospheric pressure. J Appl Phys 97(11):10
Kabouzi Y, Graves DB, Castaños-Martínez E et al (2007) Modeling of atmospheric-pressure plasma columns sustained by surface waves. Phys Rev E 75(1):016402
Gordiets BF, Ferreira CM, Guerra VL et al (1995) Kinetic model of a low-pressure n/sub 2/-o/sub 2/flowing glow discharge. IEEE Trans Plasma Sci 23(4):750–768
Pancheshnyi SV, Starikovskii AY (2003) Two-dimensional numerical modelling of the cathode-directed streamer development in a long gap at high voltage. J Phys D Appl Phys 36(21):2683
Kim Y, Kang WS, Park JM et al (2004) Experimental and numerical analysis of streamers in pulsed corona and dielectric barrier discharges. IEEE Trans Plasma Sci 32(1):18–24
Georghiou GE, Papadakis AP, Morrow R et al (2005) Numerical modelling of atmospheric pressure gas discharges leading to plasma production. J Phys D Appl Phys 38(20):R303
Kumara S, Serdyuk YV, Gubanski SM (2009) Charging of polymeric surfaces by positive impulse corona. IEEE Trans Dielectr Electr Insul 16(3):726–733
Liu XH, HeW YF et al (2012) Numerical simulation and experimental validation of a direct current air corona discharge under atmospheric pressure. Chin Phys B 21(7):075201
Peng Y, Chen X, Wen X et al (2021) Burst pulses for positive corona discharge in an air atmosphere: a simulation study. IEEE Trans Plasma Sci 49(3):1079–1087
Braun D, Gibalov V, Pietsch G (1992) Two-dimensional modelling of the dielectric barrier discharge in air. Plasma Sources Sci Technol 1(3):166
Boeuf JP, Lagmich Y, Pitchford LC (2009) Contribution of positive and negative ions to the electrohydrodynamic force in a dielectric barrier discharge plasma actuator operating in air. J Appl Phys 106(2):960
Papadakis AP (2012) Numerical analysis of the heating effects of an atmospheric air-dielectric barrier discharge. IEEE Trans Plasma Sci 40(3):811–820
Shan H, Lee YT (2016) Numerical modeling of dielectric barrier discharge plasma actuation. J Fluids Eng 138(5):051104
Zhang S, Chen Z, Zhang B et al (2019) Numerical investigation on the effects of discharge conditions on a nanosecond pulsed surface dielectric barrier discharge. J Appl Phys 125(11):21
Jiang H, Li G, Liu H et al (2021) Numerical verification of the two-spike-current behavior in the initial stage of plasma formation in a pulsed surface dielectric barrier discharge. J Phys D Appl Phys 54(34):345201
Lazzaroni C, Chabert P, Lieberman MA et al (2012) Analytical–numerical global model of atmospheric-pressure radio-frequency capacitive discharges. Plasma Sources Sci Technol 21(3):035013
Shi JJ, Kong MG (2006) Evolution of discharge structure in capacitive radio-frequency atmospheric microplasmas. Phys rev lett 96(10):105009
Wang Q, Economou DJ, Donnelly VM (2006) Simulation of a direct current microplasma discharge in helium at atmospheric pressure. J Appl Phys 100(2):591
Balcon N, Hagelaar GJM, Boeuf JP (2008) Numerical model of an argon atmospheric pressure rf discharge. IEEE Trans Plasma Sci 36(5):2782–2787
Lazzaroni C, Chabert P, Lieberman MA et al (2012) Analytical–numerical global model of atmospheric-pressure radio-frequency capacitive discharges. Plasma Sour Sci Technol 21(3):035013
Shuto M, Tomino F, Ohmi H et al (2013) Voltage distribution over capacitively coupled plasma electrode for atmospheric-pressure plasma generation. Nanoscale Res Lett 8:1–7
Alhomsi S, Bauville G, Pasquiers S et al (2021) Experimental and numerical study of the plasma in coaxial capacitive coupled radio frequency discharge. J Appl Phys 130(12):25
Obraztsov NV, Subbotin DI, Popov VE et al (2018) Modelling of heating of plasma-chemical reactor in comsol multiphysics. J Phys Conf Ser 1038(1):012137
COMSOL Inc (2017) Plasma Module User’s Guide for Version 5.3, Stockholm.
Martinez EC, Kabouzi Y, Makasheva K et al (2004) Modeling of microwave-sustained plasmas at atmospheric pressure with application to discharge contraction. Phys Rev E 70(6):066405
Baeva M, Bösel A, Ehlbeck J et al (2012) Modeling of microwave-induced plasma in argon at atmospheric pressure. Phys Rev E 85(5):056404
Yu B, Jin W, Zhu D et al (2016) Electromagnetic properties of a new microwave plasma torch with double resonance configuration. Chem Res Chin Univ 32:549–555
Mohsenian S, Nagassou D, Bhatta S et al (2019) Design and characterization of a solar-enhanced microwave plasma reactor for atmospheric pressure carbon dioxide decomposition. Plasma Sources Sci Technol 28(6):065001
Ong MY, Chia SR, Milano J et al (2024) Simulation of argon-excited microwave plasma reactor for green energy and CO2 conversion application. Appl Energy 353:122160
Li HP, Pfender E (2007) Three dimensional modeling of the plasma spray process. J Therm Spray Technol 16:245–260
Shi B, Dai Y, Xie X et al (2016) Arc-enhanced plasma machining technology for high efficiency machining of silicon carbide. Plasma Chem Plasma Process 36:891–900
Sun R, Yang X, Watanabe K et al (2019) Etching characteristics of quartz crystal wafers using argon-based atmospheric pressure CF4 plasma stabilized by ethanol addition. Nanomanuf Metrol 2:168–176
Pawlowski L (2008) The science and engineering of thermal spray coatings. John Wiley & Sons
Boulos MI (1992) RF induction plasma spraying: state-of-the-art review. J Therm Spray Technol 1:33–40
Mailhot K, Gitzhofer F, Boulos MI (1997) Supersonic induction plasma spraying of dense YSZ electrolyte membranes. ITSC 1997 ASM Int 21–25
Heberlein J, Mentel J, Pfender E (2009) The anode region of electric arcs: a survey. J Phys D 43(2):023001
Tofail SAM, Koumoulos EP, Bandyopadhyay A et al (2018) Additive manufacturing: scientific and technological challenges. Market Iptake and Opportunities Mater Today 21(1):22–37
Truby RL, Lewis JA (2016) Printing soft matter in three dimensions. Nature 40(7633):371–378
Frazier WE (2014) Metal additive manufacturing: a review. J Mater Eng Perform 23:1917–1928
Kong CY, Soar RC, Dickens PM (2004) Optimum process parameters for ultrasonic consolidation of 3003 aluminium. J Mater Process Technol 146(2):181–187
Wei HL, Bhadeshia H, David SA et al (2019) Harnessing the scientific synergy of welding and additive manufacturing. Sci Technol Weld 24(5):361–366
Chen X, Kong F, Fu Y et al (2021) A review on wire-arc additive manufacturing: typical defects, detection approaches, and multisensor data fusion-based model. Int J Adv Manuf Technol 117:707–727
Sui Y, Zorman CA, Sankaran RM (2020) Plasmas for additive manufacturing. Plasma Process Polym 17(5):2000009
Abdulrahman KO, Akinlabi ET, Mahamood RM et al (2018) Laser metal deposition of titanium aluminide composites: a review. Mater Today: Proc 5(9):19738–19746
Treutler K, Wesling V (2021) The current state of research of wire arc additive manufacturing (WAAM): a review. Appl Sci 11(18):8619
Zhu D, Jin W, Yu B et al (2017) Investigation of self-ignition characteristics of the microwave plasma torch. J Anal At Spectrom 32(8):1595–1600
Groen PWC, Wolf AJ, Righart TWH et al (2019) Numerical model for the determination of the reduced electric field in a CO2 microwave plasma derived by the principle of impedance matching. Plasma Sources Sci Technol 28(7):075016
Kwon YT, Lee YI, Kim S et al (2017) Full densification of inkjet-printed copper conductive tracks on a flexible substrate utilizing a hydrogen plasma sintering. Appl Surf Sci 396:1239–1244
Yamamura K, Shimada S, Mori Y (2008) Damage-free improvement of thickness uniformity of quartz crystal wafer by plasma chemical vaporization machining. CIRP Ann 57(1):567–570
Arnold T, Boehm G, Eichentopf IM et al (2010) Plasma jet machining: a novel technology for precision machining of optical elements. Vak Forsch Prax 2(4):10–16
Arnold T, Böhm G, Paetzelt H (2016) Nonconventional ultra-precision manufacturing of ule mirror surfaces using atmospheric reactive plasma jets. Adv Opt Mech Technol Telesc Instrum II SPIE 9912:1143–1150
Castelli M, Jourdain R, Morantz P et al (2012) Rapid optical surface figuring using reactive atom plasma. Precis Eng 36(3):467–476
Jourdain R, Castelli M, Shore P et al (2013) Reactive atom plasma (RAP) figuring machine for meter class optical surfaces. Prod Eng 7:665–673
Su X, Zhang P, Liu K et al (2019) Fabrication of continuous phase plate using atmospheric pressure plasma processing. Int J Adv Manuf Technol 105:4559–4570
Kazemi F, Boehm G, Arnold T (2021) Recursive algorithm for modeling non-linear etching rates in reactive plasma jet based optical surface machining of borosilicate crown glass. Precis Eng 72:205–214
Sun R (2022) Development of Plasma-based Nano-precision Figuring and Finishing Techniques for Brittle Functional Materials. Dissertation, Osaka University.
Yamamura K, Takiguchi T, Ueda M et al (2011) Plasma assisted polishing of single crystal SiC for obtaining atomically flat strain-free surface. CIRP Ann 60(1):571–574
Deng H, Takiguchi T, Ueda M et al (2011) Damage-free dry polishing of 4H-SiC combined with atmospheric-pressure water vapor plasma oxidation. Jpn J Appl Phys 50(8S1):08JG05
Deng H, Endo K, Yamamura K (2017) Damage-free finishing of CVD-SiC by a combination of dry plasma etching and plasma-assisted polishing. Int J Mach Tools Manuf 115:38–46
Pratsinis SE (1998) Flame aerosol synthesis of ceramic powders. Prog Energy Combust Sci 24(3):197–219
Ehbrecht M, Huisken F (1999) Gas-phase characterization of silicon nanoclusters produced by laser pyrolysis of silane. Phys Rev B 59(4):2975
Littau KA, Szajowski PJ, Muller AJ et al (1993) A luminescent silicon nanocrystal colloid via a high-temperature aerosol reaction. J Phys Chem 97(6):1224–1230
Maurer HR, Kersten H (2011) On the heating of nano-and microparticles in process plasmas. J Phys 44(17):174029
Rao N, Girshick S, Heberlein J et al (1995) Nanoparticle formation using a plasma expansion process. Plasma Chem Plasma Process 15:581–606
Shigeta M, Watanabe T, Nishiyama H (2004) Numerical investigation for nano-particle synthesis in an RF inductively coupled plasma. Thin Solid Films 457(1):192–200
Lee MH, McClellan WJ, Candela J et al (2007) Reduction of nanoparticle exposure to welding aerosols by modification of the ventilation system in a workplace. J Nanopart Res 9:127–136
Bhandarkar U, Kortshagen U, Girshick SL (2003) Numerical study of the effect of gas temperature on the time for onset of particle nucleation in argon–silane low-pressure plasmas. J Phys D 36(12):1399
Askari S, Levchenko I, Ostrikov K et al (2014) Crystalline Si nanoparticles below crystallization threshold: effects of collisional heating in non-thermal atmospheric-pressure microplasmas. Appl Phys Lett 104(16):722
Jang HJ, Jung EY, Parsons T et al (2021) A review of plasma synthesis methods for polymer films and nanoparticles under atmospheric pressure conditions. Polymers 13(14):2267
An K, Yu SW, Li XJ et al (2015) Microwave plasma reactor with conical-reflector for diamond deposition. Vacuum 117:112–120
Shivkumar G, Tholeti SS, Alrefae MA et al (2016) Analysis of hydrogen plasma in a microwave plasma chemical vapor deposition reactor. J Appl Phys 119(11):113301
Yu N, Yang Y, Jourdain R et al (2020) Design and optimization of plasma jet nozzles based on computational fluid dynamics. Int J Adv Manuf Technol 108:2559–2568
Zhou H, Bennett A, Castelli M et al (2020) Design of a motorised plasma delivery system for ultra-precision large optical fabrication. Int J Extreme Manuf 2(4):045301
Sato T, Solonenko OP, Nishiyama H (2002) Optimization for plasma spraying processes by numerical simulation. Thin Solid Films 407(1–2):54–59
Farrokhpanah A, Coyle TW, Mostaghimi J (2017) Numerical study of suspension plasma spraying. J Therm Spray Technol 26:12–36
Wan YP, Sampath S, Prasad V et al (2003) An advanced model for plasma spraying of functionally graded materials. J Mater Process Technol 137(1–3):110–116
Bobzin K, Öte M, Knoch MA et al (2019) Macroscopic particle modeling in air plasma spraying. Surf Coat Technol 364:449–456
Vincent S, Balmigere G, Caruyer C et al (2009) Contribution to the modeling of the interaction between a plasma flow and a liquid jet. Surf Coat Technol 203(15):2162–2171
Seader JD, Henley EJ, Roper DK (2006) Separation process principles. John Wiley & Sons
Dyshlovenko S, Pawlowski L, Pateyron B et al (2006) Modelling of plasma particle interactions and coating growth for plasma spraying of hydroxyapatite. Surf Coat Technol 200(12–13):3757–3769
Zhou X, Zhang H, Wang G et al (2016) Three-dimensional numerical simulation of arc and metal transport in arc welding based additive manufacturing. Int J Heat Mass Transf 103:521–537
Zheng Y, Yu Z, Xie J et al (2022) A numerical model-based deposition strategy for heat input regulation during plasma arc-based additive manufacturing. Addit Manuf 58:102986
Voller VR, Brent AD, Prakash C (1989) The modelling of heat, mass and solute transport in solidification systems. Int J Heat Mass Transf 32(9):1719–1731
Bai X, Colegrove P, Ding J et al (2018) Numerical analysis of heat transfer and fluid flow in multilayer deposition of PAW-based wire and arc additive manufacturing. Int J Heat Mass Transf 124:504–516
Mao M, Wang YN, Bogaerts A (2011) Numerical study of the plasma chemistry in inductively coupled SF6 and SF6/Ar plasmas used for deep silicon etching applications. J Phys D 44(43):435202
Meister J, Arnold T (2011) New process simulation procedure for high-rate plasma jet machining. Plasma Chem Plasma Process 31:91–107
Gogolides E, Vauvert P, Kokkoris G et al (2000) Etching of SiO2 and Si in fluorocarbon plasmas: a detailed surface model accounting for etching and deposition. J Appl Phys 88(10):5570–5584
Ono K, Ohta H, Eriguchi K (2010) Plasma–surface interactions for advanced plasma etching processes in nanoscale ULSI device fabrication: a numerical and experimental study. Thin Solid Films 518(13):3461–3468
Graves DB, Brault P (2009) Molecular dynamics for low temperature plasma–surface interaction studies. J Phys D 42(19):194011
Bogaerts A, De Bie C, Eckert M et al (2010) Modeling of the plasma chemistry and plasma–surface interactions in reactive plasmas. Pure Appl Chem 82(6):1283–1299
Xiao C, Hsia FC, Sutton-Cook A et al (2022) Polishing of polycrystalline diamond using synergies between chemical and mechanical inputs: a review of mechanisms and processes. Carbon 196:29–48
Bianconi S, Boselli M, Gherardi M et al (2017) Numerical investigation of the joint impact of thermophoresis and radiative losses in induction plasma synthesis of copper nanoparticles. J Phys D 50(16):165204
Friedlander SK, Smoke D (2000) Haze: fundamentals of aerosol dynamics. Oxford University Press, New York
Shigeta M, Nishiyama H (2005) Numerical analysis of metallic nanoparticle synthesis using rf inductively coupled plasma flows. J Heat Transfer 127(11):1222–1230
Acknowledgements
This study was supported by the Japan Society for the Promotion of Science (JSPS) KAKENHI Grant Number 21H05005, a research grant from the Mazak Foundation, a Royal Society—International Exchanges Cost Share (JSPS) (IEC\R3\213107), and State key laboratory of precision measuring technology and instruments. Royal Academy of Engineering Industrial Fellowship (IF2223B-125).
Author information
Authors and Affiliations
Contributions
XW: Conceptualization, Writing-original Draft, Writing-Review & Editing. AM: Conceptualization, Writing-original Draft, Writing-Review & Editing. RS: Writing-Review & Editing, Supervision, Funding acquisition. NY: Writing-Review & Editing, Supervision, Funding acquisition. KY: Writing-Review & Editing, Supervision, Funding acquisition.
Corresponding authors
Ethics declarations
Competing interests
The authors declare that they have no competing interests. Kazuya Yamamura is an editorial board member for "Nanomanufacturing and Metrology" and was not involved in the editorial review, or the decision to publish this article.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wei, X., Mitchell, A., Sun, R. et al. A Review of Simulation Modeling of the State Evaluation and Process Prediction of Plasma Processing under Atmospheric Pressure. Nanomanuf Metrol 7, 16 (2024). https://doi.org/10.1007/s41871-024-00234-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41871-024-00234-9