
Abstract
The objective of the presented study was the recovery of Zn, Cr, Cu and Co in the form of powders and nanopowders from various types of industrial wastewaters. Powders and nanopowders as products of high added value find a wide applications in nanotechnology and material science and engineering. The metallic powders were obtained using potentiostatic electroreduction (potential-controlled electrolysis). The chosen method offers better control of the purity and structure of the products. The structure and size of crystallites depend on the value of electrolysis potentials and time, cathode material, concentrations of metal ions. In this investigation, the powders of different sizes ranging from 90 to 230 nm for Cr, 100–4000 nm for Zn, 25–100 nm for Co and 40–660 nm for Cu were deposited. The compositions, purity and size of the cathode deposits were confirmed by scanning electron microscopy and energy-dispersive X-ray spectroscopy. Presented metal recovery method is a promising technique for industrial application, given its simplicity, economic viability and environmental sustainability. It can be used on a wide range of solutions and help in reducing the problem of the growing amounts of industrial wastewater.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Metals and metallic raw materials have always been interrelated with growing industrialization, development of technologies as well as improvement of living standards (Blengini et al. 2019; Fu and Wang 2011; Graedel 2011). Thus, the constantly rising demand of these materials associated with decreasing availability and quality of primary resources caused a growing interest in metals recycling in recent years (Fu and Wang 2011; Jadhav and Hocheng 2012; Reck and Graedel 2012; Zhang and Xu 2016; Abdel Wahaab and Alseroury 2019). The economic viability and the protection of the environment by reducing toxic and non-toxic waste streams are the most important aspects of metals recycling technology. Growing amounts of waste and wastewater containing low content of metals, as well as the generation of potentially toxic wastes which need to be utilized, are the source of the economical and the environmental problems (Blengini et al. 2019). Therefore, it is justified to invent new recycling technologies and develop the known ones in order to reduce energy and material losses in waste processing and create new products with higher quality (Blengini et al. 2019; Fu and Wang 2011; Graedel 2011).
There are many methods of metals recovery from the industrial wastewaters and by-products, but they can be expensive and complex. The preference of the method depends on the particular element being recycled and also on the source of the wastewaters. Electrochemical methods are the group of techniques, which have been successfully used in the past for recovery of various metals (Armstrong et al. 1996; Mecucci and Scott 2001; Rögener et al. 2012; da Silva et al. 2020). Using electrochemical methods, the valuable products such as metals, metals oxides and hydroxides are electrodeposited either at the electrodes or in the solution (e.g., in the electrocoagulation process) (Jin and Zhang 2020). Metals electrodeposition methods are characterized by many advantages including their low environmental impact, especially when renewable (electrical) energy sources are used. Additionally, the application of the electrochemical methods to metals recovery can be realized with minimum or no chemical treatment of the substrate solutions, which minimize generation of pollutants (Jin and Zhang 2020). Electrochemical processes can be carried out at low temperatures and at atmospheric pressure with relatively high energy efficiencies (Zhang and Xu 2016). One of the emerging industrial electrolysis methods of metals recovery is the potential-controlled electrolysis (PCE), described in (Łoś et al. 2009a; Kowalska et al. 2015). In this method, potential control during the electrodeposition of metals is applied instead of a current control commonly used on the industrial scale. Since the potential is the main factor which influences electrochemical process, fixing its value at the electrode enables better control of the purity and structure of the product. PCE method avoids a possible co-deposition of the cathodic by-products (even at the very low concentration of metal in electrolytes) in a much wider range of current densities than in the constant current industrial processes. Therefore, the main advantage of this method is its high selectivity, resulting in a possibility of metals recycling from complex matrix solutions. This method is also easy to implement as it does not require expensive apparatus or chemical treatment of the solutions (Łoś et al. 2014a). In general, the electrochemical methods allow to obtain products with a high level of purity, selectivity and quality (Jin and Zhang 2020).
The metallic materials are usually electrodeposited in the forms of solid-state cathodes, metallic foils, wires, powders but can also take forms of nanoflakes and nanopowders (Łoś et al. 2014b, c). Powders, especially with sizes below hundreds of nanometers, are more valuable than cast metals. For instance, silver nanoparticles cost around 1000–2500 $/kg, copper: 400–2000 $/kg, zinc: 1000–2000 $/kg (http://www.advancedmaterials.us, http://www.sigmaaldrich.com). Their greater market value compared to cast materials is caused by their wide application range. Metal nanoparticles owing to their high relative surface area and unique properties are used in many fields, like medicine, electronics or material engineering (Bystrzejewska-Piotrowska et al. 2009; Khan et al. 2017). Nanoparticles (and powders) can be characterized by improved, in comparison with solid metals, antimicrobial, mechanical and electromagnetic properties. This enables their application in high-tech industry, e.g., electronics, sensors and biosensors and 3D printing (Khan et al. 2017). The methods of metallic powders production can be divided into three main groups: electrolytic, chemical and biosynthesis (Avramovic et al. 2019). Some of the most popular ones include sol–gel process, chemical reduction, chemical vapor deposition or sputtering (Khan et al. 2017). Nanopowders can have various composition, e.g., consist of oxides and can be generated using different solutions, including wastewater (El-Sheikh and Rabah 2015; Abolghasemi et al. 2019). The electrochemical methods are also employed to produce metal powders or nanostructures. However, most of the published reports and papers work in this area focuses on manufacturing of powders of sizes over 100 nm from laboratory electrolytes, without using actual industrial wastewater (Popov et al. 1989; Murashova 2009; Djokić et al. 2011; Mohanty 2011; Espino-Lopez et al. 2019).
In our earlier studies, PCE method was applied successfully in the recovery of copper and silver nanoparticles in laboratory scale on ultramicroelectrodes (Łoś et al. 2009a; Łukomska et al. 2009a, b; Kowalska et al. 2015) or powders with larger size (Łoś et al. 2014a). The size and shape of the produced metals deposits can be controlled by changes in parameters of electrodeposition, for example time of deposition or the material of the cathode (Łoś et al. 2009a; Łukomska et al. 2009a, b; Kowalska et al. 2015). In present work, we demonstrate that PCE can be applied also when using standard electrodes and sources of metals like industrial wastewaters and by-product aqueous electrolytes. Different metallic products were obtained (Zn, Cr, Cu, Co) in the form of powders and nanopowders with structure depending on parameters of the process. Their morphology and composition were investigated using scanning electron microscope (SEM) equipped with an energy-dispersive X-ray spectrometer (EDS). The obtained results show that PCE is an easy to handle and cost-effective method of recovery of metals in a high-value form.
Materials and methods
Investigated wastewaters
Various types of industrial wastewaters containing Zn, Cr, Cu or Co ions were directly obtained in years 2014–2018 from an industrial wastewater treatment plant which collected them from industries in Lesser Poland. The research was carried out in Łukasiewicz Research Network – Industrial Chemistry Institute, Warsaw, Poland in mid-2014 and continued until the end of 2018. The samples of wastewater containing large amounts of zinc were collected from galvanic (volume of 5 dm3) and metallurgical (volume of 5 dm3) Zn processing plants. The obtained chromium wastewater sample was a mix of galvanic and tannery waste with a volume of 10 dm3. The copper wastewater was a sample of a spent alkaline galvanic bath with a volume of 5 dm3. The cobalt wastewater was a sample with a volume of 5 dm3 collected from a solution used for leaching of jet turbines.
Electrochemical cell setup
All experiments were conducted with a two-electrode electrochemical cell setup connected to a potentiostat/galvanostat. The electrodes were placed in a glass container, which was filled with an appropriate volume of the investigated electrolyte. One cathode and one anode were used in most experiments (except for the experiments on zinc wastewater, where one cathode was placed between two anodes). A schematic diagram of such cell used in electrodeposition is presented in Fig. 1. Depending on the type of wastewater and metals being recycled, different types (materials and dimensions) of cathodes and anodes were used. The specifications of the experimental setup and parameters of the conducted experiments are presented in Table 1.

Diagram of a cell used during in the electrodeposition process
The electroreduction of metals ions was studied by chronoamperometry and cyclic voltammetry (CV) using AUTOLAB GSTST30 system (with General Purpose Electrochemical System version 4.5 for data acquisition) and Voltalab PGZ 301. All experiments were performed at a room temperature. CV curves were registered using a 100 mV/s scan rate in the potential range dependent on the investigated sample. Metallic powder deposition was performed using a constant potential pulse for a fixed time period in the appropriate electrochemical cell setup. The exact electrochemical conditions are described in relevant sections in “Results and discussion.” After the experiments, each cathode plate with the deposit was rinsed with 100 ml of distilled water and left to dry in room temperature for 16 h before further analysis.
Laboratory analysis
The composition of wastewaters was investigated using inductively coupled plasma—optical emission spectrometer (Thermo-Elemental IRIS Advantage ICP-OES). In this report, the summary for 4–6 elements of the highest concentrations is presented due to negligible effect of trace amounts of other metal ions on the studied electrochemical processes. These analyses were carried out by laboratory accredited in accordance with PN-EN ISO/IEC 17025:2018–02. Samples with volume of 10 cm3 were collected after mechanical mixing from a selected wastewater and then delivered for analysis.
The morphology, structure and composition (qualitative and quantitative analyses) of the obtained deposits were investigated using a Jeol JSM-6490 LV SEM equipped with EDS. The deposits were investigated directly on the cathode. The specimens after drying were immobilized with a carbon tape on a holder and placed in the microscope chamber. In the case of the copper powder, the SEM/EDS analyses were carried out on a material mechanically removed from the cathode. The copper powders were produced in higher quantities and the adhesion between the copper deposit and the cathode substrate was lower, which allowed their separation.
Results and discussion
Zinc powders
In the available literature, there are not many studies concerning obtaining metallic zinc nanopowders by electrochemical method which can be compared. The research works focus mostly on zinc oxide (Jetly et al. 2009; Peulon and Lincot 1996) or other zinc compounds, often as composite materials or films (Kazimierczak et al. 2018; Li et al. 2010). Metallic zinc powders obtained electrochemically by Gao and Hao (2009) required highly specialized cathode materials, e.g., indium-doped tin oxide (ITO) and electrolytes such as C14DMAO/[CH3(CH2)10COO]2Zn aqueous solution. In the present paper, we show that PCE method can be successfully used to obtain metallic zinc nanopowders using typical materials and electrolytes.
The electrodeposition of zinc powders from wastewater as a source of zinc ions, using PCE process, is presented below. The experiments were conducted in two types of solutions: sulfuric acid based galvanic wastewater with concentration of zinc ions of 2.4 g/dm3 and sulfuric acid-based metallurgical wastewater with concentration of zinc ions of 55.0, 5.5 and 1.1 g/dm3. The pH of the tested solutions was below 1. Figure 2 presents the CV curve registered using an aluminum cathode in the range of potentials from 0.0 to − 3.0 V with respect to the lead-tin anode in metallurgical wastewater containing 55.0 g/dm3 of zinc ions. The cyclic voltammogram commenced at 0.0 V, was then reversed at − 3.0 V and terminated at 0.0 V.

The voltammetric curve recorded on the aluminum electrode in the metallurgical zinc solution
Figure 2 shows that cathodic current starts to increase at − 2.6 V and corresponds both to zinc ions reduction as well as the hydrogen ion reduction and hydrogen evolution reactions. Reverse sweep into the positive direction resulted in the anodic peak corresponding to the electrodissolution of deposited metal into the solution. The zero current density at the positive end of the polarization curve is the evidence of the completion of the dissolution of metallic zinc from the electrode surface. Based on the obtained curve, the potential required for fast reduction in zinc ions should be more negative than − 2.6 V.
A series of chronoamperometric measurements was performed in the room temperature at potentials ranging from − 3.0 to − 5.0 V with respect to lead anodes. Dependence of the dimensions and shapes of the obtained zinc powders on zinc ions concentration, the value of the applied potential and time of the electrolysis were investigated. The structure of zinc deposits obtained under different conditions was examined using SEM. The composition and purity of the obtained deposits were analyzed by energy-dispersive X-ray spectroscopy (EDS). An exemplary EDS spectrum of the zinc powder electrodeposited on the aluminum electrode from wastewater is presented in Fig. 3. In all obtained EDS spectra, only peaks corresponding to zinc, aluminum (originating from the base material of the cathode) and oxygen (which often coexists with metallic powders) were visible, which confirms lack of metallic impurities in the obtained product.

SEM image and EDS spectrum of the zinc powder electrodeposited from wastewater on the aluminum electrode
The zinc powders obtained from wastewater solutions of different zinc ions concentrations are shown in Fig. 4. It can be seen that for the same electrolysis parameters, the decrease in the concentration of zinc ions (from 55.0 to 1.1 g/dm3) leads to decrease in the particle sizes (average diameter from around 3 μm to around 0.5–1 μm). A change in the particle sizes was also observed for different electrolysis times. As it is shown in Fig. 5, for a particular type of wastewater and a fixed potential, the sizes of the zinc particles were directly dependent on the duration of the electrolysis. Smaller particles were obtained for shorter electrolysis durations. On the basis of the above results, it can be concluded that the size of the electrodeposited particles can be controlled in a wide range of sizes from below hundred nanometers to a few micrometers depending on the time of electrolysis and the concentration of zinc ions.

SEM images of zinc particles obtained on the aluminum electrode at a constant potential of − 4.0 V and deposition time of 10 s from a metallurgical wastewater with concentration of zinc ions of 55.0 g/dm3, b metallurgical wastewater with concentration of zinc ions of 1.1 g/dm3

SEM images of zinc particles obtained on the aluminum electrode at a constant potential of − 5.0 V for different deposition times: a 30 s , b 120 s. Electrolyte: galvanic wastewater with concentration of zinc ions 2.4 g/dm3
Another factor influencing the size and structure of the obtained particles is the applied potential of electrolysis. Zinc particles deposited from metallurgical wastewater at different potentials are shown in Fig. 6. Using a more negative potential during electrolysis resulted in larger and more numerous particles than when using a more positive one. This result is not unexpected, as in PCE, higher absolute value of the potential corresponds to a larger charge flowing through the solution, which allows more zinc ions to be reduced. Furthermore, at more negative potentials, the observed particle size variation was greater. Accordingly, at more positive potentials, obtained zinc particles were more homogeneous in size. These facts can be explained by a large number of zinc crystallites nucleation and growth sites appearing at more negative potentials. Additionally, at these potentials, the growth velocity is higher for the particles with preferred orientations.

SEM images of zinc particles obtained on the aluminum electrode at different potentials: a − 3.0 V , b − 4.0 V and c − 5.0 V and deposition time of 10 s. Electrolyte: metallurgical wastewater with concentration of zinc ions 5.5 g/dm.3
Chromium powders
Solutions containing chromium, especially in the sixth oxidation state, are toxic and hazardous for the environment. However, despite the harmful effect of electrolytes containing chromium, they are still used, e.g., in chromium plating, tanneries, decoration works, catalysts components, dyeing, pigmenting, photography (Esmaeili et al. 2005; Dehghani et al. 2015). According to the European Chemical Agency (ECHA) (https://echa.europa.eu), there are legal obligations for downstream users of the chromium (VI) compounds after the final date which was 21 September 2017. Based on the 14th annex of Regulation (EC) No 1907/2006 of the European Parliament and of the Council the chromium (VI) compounds will be absolutely withdrawn from circulation over the next few years. Up to this time, the usage of chromium compounds will still generate large amount of waste which needs to be utilized. Only rarely chromium nanopowders were electrodeposited from laboratory electrolytes, e.g., by Wardecki et al. (2011). At present, the literature mostly describes use of electrochemical methods to simply remove chromium from wastewater (Kongsricharoem and Polprasert 1995; Owlad et al. 2009), but we show that PCE can be used to obtain chromium from such solutions as a metallic product in the form of nanopowders.
The chromium recovery feasibility studies were conducted using spent electroplating and tannery wastewater with the chemical composition given in Table 2.
The solution contained around 94 g/dm3 of chromium and 2.6 g/dm3 of iron. The electroreduction of chromium ions in this solution was studied using the CV method (Fig. 7) in the potential range of 0.5 to − 3.5 V with respect to the stainless steel anode.

The voltammetric curve recorded on stainless steel electrode in the chromium solution
During the cathodic scan, a reduction peak of chromium ions appeared at a potential of ca. − 2.2 V. Further reduction in this element to its metallic form proceeded in overlap with hydrogen evolution reaction, visible as a broad peak at potential of ca. − 2.7 V. On the anodic scan, the cathodic peak reappeared near the potential of − 2.0 V. This reappearance of a cathodic peak during an anodic scan can be explained by the increase in pH of the solution near the cathode as a result of the hydrogen evolution. During the initial reduction in these conditions, chromium precipitates as insoluble hydroxides, which cover the cathode and block the access of chromium ions. During the anodic scan, as the potential rises, the pH near the cathode starts to equilibrate with the rest of the electrolyte and the passive layer dissolves in the acidic environment, allowing access to the electrode and the reduction in chromium can progress again. Similar mechanisms were described in (Giovanardi and Orlando 2011; Protsenko et al. 2014). The chromium reduction reaction was irreversible in the applied conditions, as there was no oxidation peak visible. Copper ions were also present in the tested solution, however, since their concentration was very low, the peak corresponding to their reduction was not visible in the CV curve. Based on the described analysis of voltammetry curve, potential applied at the cathode for PCE measurements in the same electrode configurations was chosen to be equal to − 2.7 V.
PCE experiments using different cathode materials and deposition times were conducted. The purity of the obtained chromium powders was confirmed by the SEM/EDS analysis. A typical EDS spectrum obtained for chromium powders is presented in Fig. 8. There were no impurities detected besides the peaks corresponding to the material of the cathode, and the EDS analyses gave similar results for all tested samples.

EDS spectrum of chromium powders deposited in following conditions: E = − 2.7 V, t = 15 s. Electrode configuration: nickel-cathode, steel-anode
SEM images of the chromium powders and nanopowders electrodeposited on different cathodes are presented below.
As shown on SEM images in Figs. 9, 10 and 11, PCE was successfully employed to produce chromium powders and nanopowders on different cathode materials. It has been found that depending on the time of potential pulse and cathode material, powders of various sizes and morphology can be obtained. Figure 9 shows examples of spherical powders with size ranging from ca. 90–150 nm to 120–230 nm for times of electrolysis equal to 10 and 15 s, respectively. It should be noted that such size homogeneity of the electrodeposited Cr crystallites suggests instantaneous model of Cr electrocrystallization in the conditions of experiments. For experiments conducted in the glassy carbon (cathode)—stainless steel (anode) configuration (Fig. 10), large aggregates (ca. 1.2 µm) consisting of small particles with size ranging from 80 to 90 nm are deposited. The sizes of spherical powders obtained on the steel cathode (Fig. 11) at − 2.7 V for 5–10 s ranged from 90 to 150 nm.

SEM images of chromium powders obtained after electrolysis in following conditions: a E = − 2.7 V, t = 10 s; b E = − 2.7 V, t = 15 s. Electrode configuration: nickel-cathode, steel-anode

SEM images of chromium powders obtained after electrolysis in following conditions: a E = − 2.7 V, t = 5 s; b E = − 2.7 V, t = 10 s. Electrode configuration: glassy carbon-cathode, steel-anode

SEM images of chromium powders obtained after electrolysis in following conditions: a E = − 2.7 V, t = 5 s; b E = − 2.7 V, t = 10 s. Electrode configuration: steel-cathode, steel-anode
Copper powders
The copper recovery in the form of powders and nanopowders from the spent alkaline copper electroplating bath was conducted. Alkaline copper solutions are widely used in the etching of printed circuits and technical or decorative plating. The wastewater generated in these processes still contain a high copper concentration, usually in the range of 130–160 g/dm3 (Giannopoulon et al. 2002). Alkaline solutions can also be used to recover copper from waste electrical and electronic equipment with high selectivity (Sun et al. 2017). Thus, studies conducted for purification of spent alkaline baths and recovery of metals with high added value are economically justified and environment-friendly.
Based upon previously described studies (Łoś et al. 2009b, 2014a), copper powders and nanopowders can be obtained easily when the concentration of metal ions in the solution is relatively low. For that reason, a decopperised spent bath was used in the currently presented experiments. This solution was obtained after subjecting a spent alkaline copper bath (acidified with 64 g/dm3 H2SO4 in 1:1 ratio) to decopperisation process. The composition of the initial spent alkaline bath is presented in Table 3.
One can see that the initial spent bath with a copper content of 165 g/dm3 was significantly contaminated by chromium (around 4.4 g/dm3). Decopperisation process consisted of a series of 67 potential-electrolysis pulses with 30 min duration each at potentials ranging from − 2.8 V (for initial high concentration of copper) to − 1.8 V (for low concentration of copper). The final decopperised spent alkaline copper bath had a copper content of 0.56 g/dm3. During the decopperisation, a deposit in the form of solid copper foils was obtained from solutions of high copper ions content. Reduction in copper concentration (to 0.56 g/dm3) and application of the short pulses allowed production of copper powders.
The electroreduction of copper ions was first studied by CV method (Fig. 12) in the potential range from 0.0 to − 2.5 V with respect to the graphite anode.

The voltammetric curve recorded on the steel electrode in the copper solution
The cyclic voltammetry curve recorded in the copper solution consisted of two anodic and two cathodic peaks, as well as the hydrogen evolution signal. During the cathodic scan, two reduction peaks of copper ions were observed at potentials of around − 1.5 and − 1.8 V, corresponding to reduction in copper(II) and copper(I) ions, respectively. These peaks were followed by the onset of the hydrogen evolution reaction at ca. − 2.1 V. On the anodic scan, two oxidation peaks were observed, the first corresponding to the oxidation of metallic copper and the second to the oxidation of copper(I) to copper(II) ions. Based on the analysis of voltammetric curves and previously tested decopperisation process, the further chronoamperometric experiments leading to copper powders generation were conducted at potential equal to − 1.8 V.
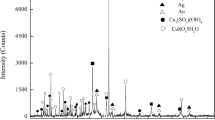
The influence of the time of electrolysis on the quantity and size of the deposited copper powders was studied. The purity of the copper powders was confirmed by SEM/EDS analysis. A typical EDS spectrum obtained for copper powders is presented in Fig. 13. For all copper powders obtained during the series of experiments, the EDS spectra were similar showing only copper, carbon (originating from the carbon tape) and small amounts of oxygen.

The EDS spectra of copper powders deposited from the decopperised electrolyte in following conditions: E = − 1.8 V, t = 5 s. Cathode: steel plate, anode: graphite rod
Using potential controlled electrolysis large, spherical aggregates consisting of small particles can be obtained (Fig. 14) from spent copper alkaline baths. The obtained product is evenly distributed over the surface of the cathode and its size depends on the time of the electrolysis. The prolongation of the cathodic pulse increases the quantity and average size of the copper powders. The smallest copper nanopowders were obtained for 5 s and measured about 40 nm in diameter. For longer time of the electrolysis pulse (100 s), bigger aggregates were obtained (660 nm). A relatively large size distribution of the obtained copper powders (for the tested electrolysis) conditions was observed, owing to the tendency of the small particles to form aggregates.

The SEM images of copper powders deposited from the decopperised electrolyte at E = − 1.8 V with different times of the cathodic pulse: a t = 5 s, b t = 20 s, c t = 60 s, d t = 100 s. Cathode: steel plate, anode: graphite rod
Copper nanopowders with sizes ranging from ca. 20 nm were obtained by other researchers using laboratory-prepared electrolytes (Popov and Pavlovic 1993; Tamilvanan 2021, Zhou 2004). Similar results regarding the dependency of the size of the nanoparticles on time of deposition and the concentrations of copper ions can be found in these works. Experiments conducted on electrolyte produced by leaching of PC board scrap enabled to generate copper powders with sizes estimated to be below 100 nm (Naseri Joda and Rashchi 2012). Other authors also obtained Cu powders from PC board scrap, but the particle size was much higher than 1 µm (Chu 2015, Masevatas 2009).
Cobalt powders
The deposition of cobalt powders was conducted using an industrial wastewater from leaching of jet turbines as the electrolyte. Table 4 shows the complex composition of this highly acidic pH electrolyte which contained cobalt but also significant concentrations of chromium and nickel.
In the first step, cyclic voltammetry at the platinum cathode with respect to the platinized titanium anode was registered (Fig. 15).

The voltammetric curve recorded on the platinum electrode in the cobalt wastewater solution
As it is shown in Fig. 15, cathodic current started to increase at the potential of − 2.8 V. Due to the complex matrix of the bath, this broad cathodic peak could represent the reduction in cobalt ions as well as other metallic ions (most likely nickel), additionally overlapping with the beginning of hydrogen evolution reaction. Reverse sweep into the positive direction results in the anodic peak corresponding to the electrodissolution of the deposited metals into the solution. The zero current density at the positive end of the polarization curve corresponds to the completion of dissolution of the metallic products from the electrode surface. During the anodic scan, an additional cathodic peak at around − 1.8 V was visible. A similar situation was observed in case of chromium wastewater CV studies, where local changes of pH near the surface of the electrode caused the precipitation of chromium as insoluble hydroxides. The studied cobalt solution also contained chromium, therefore, the observed peak probably corresponds to presence of chromium. The obtained CV curve shows that below the potential of − 2.8 V, reduction in cobalt should proceed. Thus, the potential range from − 3.0 to − 4.5 V was chosen to investigate optimal conditions of cobalt powders deposition.
Chronoamperometric measurements conducted in the potential range between − 3.5 and − 4.0 V using even short times (5 s) led to generation of cobalt aggregates contaminated with rhenium, nickel, chromium. According to these observations, in the next steps, the studied wastewater was diluted 10 to 20 times with water to avoid the contamination of the cobalt deposits by metals being reduced at more positive potentials (which were present in electrolyte but had low concentrations). The decrease in Co ions concentration also resulted in the possibility of obtaining metal deposits in the form of separated crystallites distributed on the surface of the electrode rather than in the form of a metallic layer.
The optimal electrolysis conditions for pure cobalt powders electrodeposition were determined by iterative experiments conducted in time ranges of 1–5 s with the shift 0.5 s. It was found that preferably separated cobalt particles can be obtained using a very short time (1.5 s) of pulse electrolysis for potential of − 4.5 V and from 20 times diluted wastewater.
Figure 16 presents the SEM image and EDS spectrum for cobalt powders deposited on platinum wire at − 4.5 V for 1.5 s. In the EDS spectra, only lines corresponding to Co and Pt (cathode material) are visible.

The EDS spectra of cobalt powders deposited on the platinum electrode from the 10-times diluted cobalt wastewater in following conditions: E = − 4.5 V t = 1.5 s
Figure 17 The dependence of cobalt ion concentration on the structure of obtained deposit at the same electrolysis conditions.

The SEM images of cobalt deposit obtained from concentrated and diluted baths on platinum electrodes at E = − 4.5 V for 1.5 s: a undiluted bath b 10 times diluted bath c 20 times diluted bath
As it can be seen (Fig. 17), the higher the concentration of active species in the electrolyte, the higher the tendency of cobalt particles to form a layer rather than separated particles. The sizes of obtained cobalt powders on platinum electrode ranged from 25 to 70 nm and 30 to 100 nm for 10 times and 20 times diluted electrolyte, respectively. Similar tendency of size decrease in cobalt nanoparticles in more dilute solutions was observed by Pagnanelli et al. (2015). Other research also shows the electrodeposition of cobalt nanoparticles of size from ca 50 nm when using laboratory electrolytes (Mendoza-Huizar 2010). Another electrochemical research presents cobalt nanoparticles produced from aqueous sulfuric cobalt salts with addition of boric acid (Schiavi et al. 2015). In this investigation, the number density, morphology and size of the synthesized nanoparticles were analyzed. However, all of the methods described above used strictly defined electrolyte parameters without any other additives.
Conclusion
A relatively simple to handle and control method of generating metallic nanopowders from wastewater was described in the presented article. Powders made of different metals were produced using an emerging method of industrial electrolysis, called PCE. According to the obtained results, the method was successfully applied to produce metallic powders and/or nanopowders (i.e., metallic products of high added value) from aqueous industrial wastewater solutions with complex composition, containing Zn, Cr, Cu or Co. Using short potential pulses, it is possible to generate metallic particles/powders of the structures and sizes of depending on the cathode material, concentrations of electroactive species, applied potentials and time of electrolysis. This paper presents the electrochemical results obtained using a wide range of industrial wastewaters, from which the powders of sizes ranging from 100 to 4000 nm for Zn, 90–230 nm for Cr, a 40–660 nm for Cu, 25–100 nm for Co can be received. The cathode deposits compositions have been analyzed using SEM/EDS, which confirmed their purity. There is not much available research results for Zn and Cr nanopowders, but Cu and Co nanopowders produced by other researches showed similarities to our results, although they were mostly obtained from laboratory-prepared electrolytes.
The described methods and apparatus used to obtain pure metallic products resemble existing electrowinning industrial installations, which makes this method economically viable. The two-electrode configuration of electrochemical cell is easy to upscale and it is already usually used in an industrial setting. The possibility of the electrodeposition of the metal without chemical preparation of the complex wastewater matrix depends on its exact composition and presence of easily electrochemically reduced impurities. On the other hand, there are many types of industrial electrolytes, where PCE method can be successfully used without initial chemical treatment of the solutions.
The average sizes of the produced particles can be easily controlled by changes in the deposition time—the longer the potential time pulse, the higher is the size of the obtained powder. Changing the applied potential values, ion concentrations or cathode material can also influence the morphology of the cathode deposit. It is interesting to note that the dilution of wastewater solutions can be sometimes beneficial for the quality of the deposited metal particles. More precise control of the particle size distribution using PCE method can be further developed in the future.
PCE method is an easy to handle and economically viable technique of the recovery of metals from industrial wastewater electrolytes. It can be applied to a wide range of solutions, and it can help to reduce the problem of the growing amounts of generated wastewater. The production of the metal powders in the form of the nanopowders provides an additional source of high-value products used in other fields and leads to the reduction in utilization costs or could generate additional profits.
Part of the results presented here were used in the filed patent application describing the process of electrodepositon of zinc powders (Łukomska et al. 2018) and granted patent on chromium electrodeposition from acidic wastewater (Nycz 2019).
Data availability
All data and materials support published claims and comply with field standards.
Code availability
Not applicable.
References
Abdel Wahaab R, Alseroury FA (2019) Wastewater treatment: a case study of electronics manufacturing industry. Int J Environ Sci Technol 16:47–58. https://doi.org/10.1007/s13762-017-1529-2
Abolghasemi R, Haghighi M, Solgi M, Mobinikhaledi A (2019) Rapid synthesis of ZnO nanoparticles by waste thyme (Thymus vulgaris L.). Int J Environ Sci Technol 16:6985–6990. https://doi.org/10.1007/s13762-018-2112-1
Armstrong RD, Todd M, Atkinson JW, Scott K (1996) Selective electrodeposition of metals from simulated waste solutions. J Appl Electrochem 26:379–384. https://doi.org/10.1007/BF00251322
Avramovic L, Maksimovic VM, Bascarevic Z, Ignjatovic N, Bugarin M, Markovic R, Nikolic ND (2019) Influence of the shape of copper powder particles on the crystal structure and some decisive characteristics of the metal powders. Metals 9:56. https://doi.org/10.3390/met9010056
Blengini GA, Mathieux F, Mancini L, Nyberg M, Cavaco Viegas H, Salminen J, Garbarino E, Orveillon G, Saveyn H, Mateos Aquilino V, Llorens González T, García Polonio F, Horckmans L, D'Hugues P, Balomenos E, Dino G, de la Feld M, Mádai F, Földessy J, Mucsi G, Gombkötő I, Calleja I (2019) Recovery of critical and other raw materials from mining waste and landfills. EUR 29744 EN, Publications Office of the European Union, Luxembourg. https://doi.org/10.2760/600775
Bystrzejewska-Piotrowska G, Golimowski J, Urban PL (2009) Nanoparticles: their potential toxicity, waste and environmental management. Waste Manag 29:2587–2595. https://doi.org/10.1016/j.wasman.2009.04.001
Chu Y, Chen M, Chen S, Wang B, Fu K, Chen H (2015) Micro-copper powders recovered from waste printed circuit boards by electrolysis. Hydrometallurgy 156:152–157. https://doi.org/10.1016/j.hydromet.2015.06.006
da Silva GS, dos Santos FA, Roth G, Frankenberg CLC (2020) Electroplating for chromium removal from tannery wastewater. Int J Environ Sci Technol 17:607–614. https://doi.org/10.1007/s13762-019-02494-1
Dehghani MH, Sanaei D, Ali I, Bhatnagar A (2015) Removal of chromium(VI) from aqueous solution using treated waste newspaper as a low-cost adsorbent: kinetic modeling and isotherm studies. J Mol Liq 215:671–679. https://doi.org/10.1016/j.molliq.2015.12.057
Djokić SS, Nikolić ND, Živković PM, Popov KI, Djokić NS (2011) Electrodeposition and electroless deposition of metallic powders: a comparison. ECS Trans 33:7–31. https://doi.org/10.1149/1.3551487
El-Sheikh SM, Rabah MA (2015) Selective recovery of chromium ions from waste tannery solution for preparation of chromium oxide nanoparticles. Int J Environ Sci Technol 12:3685–3694. https://doi.org/10.1007/s13762-015-0810-5
Esmaeili A, Mesdaghi Nia A, Vazirinejad R (2005) Chromium (III) removal and recovery from tannery wastewater by precipitation process. Am J Appl Sci 2:1471–1473
Espino-Lopez IE, Romero-Romo M, Montes de Oca-Yemha MG, Morales-Gil P, Ramirez-Silva MT, Mostany J, Palomar-Pardave M (2019) Palladium nanoparticles electrodeposition onto glassy carbon from a deep eutectic solvent at 298 K and their catalytic performance toward formic acid oxidation. J Electrochem Soc 166:D3205–D3211. https://doi.org/10.1149/2.0251901jes
Fu F, Wang Q (2011) Removal of heavy metal ions from wastewaters: a review. J Environ Manag 92:407–418. https://doi.org/10.1016/j.jenvman.2010.11.011
Gao Y, Hao J (2009) Electrochemical synthesis of zinc nanoparticles via a metal−ligand-coordinated vesicle phase. J Phys Chem B 113:9461–9471. https://doi.org/10.1021/jp9017037
Giannopoulon I, Panias D, Paspaliaris I (2002) Electrochemical recovery of copper from spent alkaline etching solutions. TMS Fall Extr Process Div Meet 1:631–641
Giovanardi R, Orlando G (2011) Chromium electrodeposition from Cr(III) aqueous solutions. Surf Coat Tech 205:3947–3955. https://doi.org/10.1016/j.surfcoat.2011.02.027
Graedel TE (2011) On the future availability of the energy metals. Annu Rev Mater Sci 41:323–335. https://doi.org/10.1146/annurev-matsci-062910-095759
Jadhav UU, Hocheng H (2012) A review of recovery of metals from industrial waste. J Achiev Mater Manuf Eng 54:159–167
Jetly G, Khandelwal R, Swaminathan S, Md IA, Bhattacharya SS (2009) Oxidative electrodeposition of nanocrystalline zinc oxide powders. J Phys D Appl Phys 42:115305. https://doi.org/10.1088/0022-3727/42/11/115305
Jin W, Zhang Y (2020) Sustainable electrochemical extraction of metal resources from waste streams: from removal to recovery. ACS Sustain Chem Eng 8:4693–4707. https://doi.org/10.1021/acssuschemeng.9b07007
Kazimierczak H, Szymkiewicz K, Bobrowski P, Świątek Z, Rogal Ł, Gileadi E, Eliaz N (2018) The effect of SiC nanoparticle size on the electrodeposition of Zn–SiC nanocomposite coatings from citrate bath. J Electrochem Soc 165:D774–D782. https://doi.org/10.1149/2.1271814jes
Khan I, Saeed K, Khan I (2017) Nanoparticles: Properties, applications and toxicities. Arab J Chem 12:908–931. https://doi.org/10.1016/j.arabjc.2017.05.011
Kongsricharoem N, Polprasert C (1995) Electrochemical precipitation of chromium (Cr6+) from an electroplating wastewater. Wat Sci Tech 9:109–117. https://doi.org/10.1016/0273-1223(95)00412-G
Kowalska S, Łukomska A, Łoś P, Chmielewski T, Woźniak B (2015) Potential-controlled electrolysis as an effective method of selective silver electrowinning from complex matrix leaching solutions of copper concentrate. Int J Electrochem Sci 10:1186–1198
Li Y, Wu K, Zhitomirsky I (2010) Electrodeposition of composite zinc oxide–chitosan films. Colloids Surf A Physicochem Eng Asp 346:63–70. https://doi.org/10.1016/j.colsurfa.2009.12.037
Łoś P, Łukomska A, Plewka A (2009a) Sposób otrzymywania proszków i nanoproszków miedzi z elektrolitów przemysłowych, także odpadowych. Patent PL 212865:B1
Łoś P, Łukomska A, Kowalska S, Kwartnik M (2014a) Laboratory and pilot scale tests of a new potential-controlled method of copper industrial electrolysis. J Electrochem Soc 161:D593–D599. https://doi.org/10.1149/2.1171410jes
Łoś P, Łukomska A, Wilson-Polit D, Plewka A (2009b) Technologia odzyskiwania srebra, miedzi i innych metali w postaci nanoproszków z odpadów flotacyjnych i elektrolitów odpadowych przemysłu miedziowego. Cuprum: Czasopismo Naukowo-Techniczne Górnictwa Rud (1–2):60–74
Łoś P, Łukomska A, Plewka A (2014b) Method for obtaining copper powders and nanopowders from industrial electrolytes including waste industrial electrolytes. Patent WO2010107328A1
Łoś P, Łukomska A, Jeziórska R, Kowalska S (2014c) Metamaterials and a method of obtaining them. Patent WO2012030242A8
Łukomska A, Plewka A, Łoś P (2009a) Electroreduction of cupric(II) ions at the ultramicroelectrodes from concentrated electrolytes – comparison of industrial and laboratory prepared aqueous solutions of copper(II) ions in sulfuric acid electrolytes. J Electroanal Chem 633:92–98. https://doi.org/10.1016/j.jelechem.2009.04.027
Łukomska A, Plewka A, Łoś P (2009b) Shape and size controlled fabrication of copper nanopowders from industrial electrolytes by pulse electrodeposition. J Electroanal Chem 637:50–54. https://doi.org/10.1016/j.jelechem.2009.09.029
Łukomska A, Wróbel K, Lach J, Sosnowski P (2018) Sposób otrzymywania proszków i nanoproszków cynku z elektrolitów zawierających jony cynku, w tym elektrolitów przemysłowych, także odpadowych pogalwanicznych. Patent application PL 427456
Masavetas I, Moutsatsou A, Nikolaou E, Spanou S, Zoikis-Karathanasis A, Pavlatou EA, Spyrellis N (2009) Production of copper powder form printed circuit boards by electrodeposition. Glob NEST J 11:241–247
Mecucci A, Scott K (2001) Leaching and electrochemical recovery of copper, lead and tin from scrap printed circuit boards. J Chem Technol Biotechnol 77:449–457. https://doi.org/10.1002/jctb.575
Mendoza-Huizar LH, Rios-Reyes CH, Rivera M (2010) Cobalt electrodeposition onto highly oriented pyrolytic graphite (HOPG) electrode from ammonium sulfate solutions. Quím Nova 33:1109–1113. https://doi.org/10.1590/S0100-40422010000500019
Mohanty US (2011) Electrodeposition: a versatile and inexpensive tool for the synthesis of nanoparticles, nanorods, nanowires, and nanoclusters of metals. J Appl Electrochem 41:257–270. https://doi.org/10.1007/s10800-010-0234-3
Murashova IB (2009) Electrochemical methods of metal powder production. Handb Non-Ferr Metal Powders. https://doi.org/10.1016/B978-1-85617-422-0.00009-4
Naseri Joda N, Rashchi F (2012) Recovery of ultra fine grained silver and copper from PC board scraps. Sep Purif Technol 92:36–42. https://doi.org/10.1016/j.seppur.2012.03.022
Nycz R (2019) Sposób elektrolitycznego otrzymywania chromu metalicznego z kwaśnych elektrolitów odpadowych. Patent PL 231223 B1
Owlad M, Aroua MK, Daud WAW, Baroutian S (2009) Removal of hexavalent chromium-contaminated water and wastewater: a review. Water Air Soil Pollut 200:59–77. https://doi.org/10.1007/s11270-008-9893-7
Pagnanelli F, Altimari P, Bellagamba M, Granata G, Moscardini E, Schiavi PG, Toro L (2015) Pulsed electrodeposition of cobalt nanoparticles on copper: influence of the operating parameters on size distribution and morphology. Electrochim Acta 155:228–235. https://doi.org/10.1016/j.electacta.2014.12.112
Peulon S, Lincot D (1996) Cathodic Electrodeposition from aqueous solution of dense or open-structured zinc oxide films. Adv Mater 8:166–169. https://doi.org/10.1002/adma.19960080216
Popov KI, Pavlovic MG, Jovicevic JN (1989) Morphology of tin powder particles obtained in electrodeposition on copper cathode by constant and square-wave pulsating overpotential from Sn(II) alkaline solution. Hydrometallurgy 23:127–137. https://doi.org/10.1016/0304-386X(89)90023-6
Popov KI, Pavlovic MG (1993) Electrodeposition of Metal Powders with Controlled Particle Grain Size and Morphology. In: White RE et al (eds) Modem aspects of electrochemistry, no 24. Plenum Press, New York
Protsenko VS, Kityk AA, Danilov FI (2014) Kinetics and mechanism of chromium electrodeposition from methanesulfonate solutions of Cr(III) salts. Элeктpoннaя Oбpaбoткa Мaтepиaлoв 50:13–18
Reck BK, Graedel TE (2012) Challenges in metal recycling. Science 337:690–695. https://doi.org/10.1126/science.1217501
Rögener F, Sartor M, Bán A, Buchloh D, Reichardt T (2012) Metal recovery from spent stainless steel pickling solutions. Resour Conserv Recy 60:72–77. https://doi.org/10.1016/j.resconrec.2011.11.010
Schiavi P, Altimari P, Pagnanelli F, Moscardini E, Toro L (2015) Synthesis of cobalt nanoparticles by electrodeposition onto aluminium foils. Chem Eng Trans 43:673–678. https://doi.org/10.3303/CET1543113
Sun Z, Cao H, Venkatesan P, Jin W, Xiao Y, Sietsma Y, Yang Y (2017) Electrochemistry during efficient copper recovery from complex electronic waste using ammonia based solutions. Front Chem Sci Eng 11(3):308–316. https://doi.org/10.1007/s11705-016-1587-x
Tamilvanan A, Balamurugan K, Mohanraj T, Selvakumar P, Madhankumar B (2021) Parameter optimization of copper nanoparticle synthesis by electrodeposition process using RSM and CS. Mater Today Proc 45:751–756. https://doi.org/10.1016/j.matpr.2020.02.801
Wardecki D, Przeniosło R, Fitch AN, Bukowski M, Hempelmann R (2011) Crystal microstructure of annealed nanocrystalline Chromium studied by synchrotron radiation diffraction. Nanopart Res 13:1151–1161. https://doi.org/10.1007/s11051-010-0107-z
Zhang L, Xu Z (2016) A review of current progress of recycling technologies for metals from waste electrical and electronic equipment. J Clean Prod 127:19–36. https://doi.org/10.1016/j.jclepro.2016.04.004
Zhou XJ, Harmer AJ, Heinig NF, Leung KT (2004) Parametric study on electrochemical deposition of copper nanoparticles on an ultrathin polypyrrole film deposited on a gold film electrode. Langmuir 20:5109–5113. https://doi.org/10.1021/la0497301
Acknowledgements
This study was supported by the Łukasiewicz Research Network – Industrial Chemistry Institute.
Funding
Not applicable.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethical approval
The authors declare that the studies described in this paper did not involve humans and/or animals.
Additional information
Editorial responsibility: Samareh Mirkia.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Luchcińska, S., Lach, J., Wróbel, K. et al. The recovery of metals as high value powders and nanopowders from industrial wastewaters using potential-controlled electrolysis. Int. J. Environ. Sci. Technol. 20, 7117–7132 (2023). https://doi.org/10.1007/s13762-022-04401-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13762-022-04401-7