
Abstract
This paper summarizes recent methods of improving critical current density of in situ Cu-sheathed MgB2 wires. These methods include using optimum heat treatment schedule, adding copper powder to the wire core and electromagnetic densification of wire core. The large part of work reported here focuses on the latter method applied to the relatively low-density MgB2/Cu wire core. The packing density of unreacted, monofilament wire core was increased by 8 % with oscillating magnetic pressure, reaching a peak value above 700 MPa as calculated by finite element modelling of the forming process. The higher density of the MgB2 core combined with copper powder addition resulted in a critical current density increase of more than fivefold in comparison to purely stoichiometric and cold-drawn-only wire.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The copper-sheathed MgB2 wires were the first in the world powder-in-tube (PIT) wires successfully manufactured as ex situ and in situ wires [1]. Such wires are very attractive in terms of cost and simplicity of the manufacture as well as very good cryostability, but they underperform than Monel and Fe-based PIT conductors due to the softening of the copper matrix at processing temperatures and relatively low volume of MgB2 in the core as a result of reaction between Mg and Cu of the sheath.
The three main methods of critical current improvement of in situ MgB2/Cu wires can be distinguished. These are represented by the three wire samples reported in this contribution. Such wires are in particular sensitive to heat treatment conditions, and the first method involves simply using the optimum schedule for heat treatment. In general, heat treatment for 5 min at 700 ∘ C leads to the highest critical current [2, 4]. This first method has already a potential to decrease high volume fraction of Mg-Cu phases mixed with MgB2 in the core after reaction [4, 6]. Further and more substantial decrease in Mg-Cu phases and therefore increase in MgB2 phase fraction in the wire core can be obtained by combining the first method with copper powder addition to the wire core as reported in [5, 7]. A wire sample representing this second J c improvement method with an addition of 3 at.% of Cu powder is reported here, although very recent work on optimization of amount of Cu addition suggests 9 at.% [8]. The third method, which is the main focus of this contribution, is combating a relatively low MgB2 core density resulting from the low mechanical hardness of copper. This method involves electromagnetic densification of wire core by directly applying magnetic pressure to (well electrically conductive) copper wire sheath [9, 13]. In electromagnetic compaction, energy travels through the powder in pressure waves, which locally create very high pressure, strain and strain rates [14]. This predominantly results in very effective increase in powder packing density and also particle movement, which can expose fresh surface areas and cause higher reactivity between boron and magnesium [8]. This method is demonstrated by the third wire sample that combines all three mentioned above J c improvement methods for in situ MgB2/Cu wires.
2 Experimental
2.1 Samples
Wire samples with two compositions have been prepared on an in situ route in copper sheath. The first wire O has a stoichiometric MgB2 composition. The second wire OC is identical to wire O but additionally has 3 at.% addition of copper powder.
Powders of amorphous boron (99.99 %, −325 mesh), magnesium (99.8 %, −325 mesh) and copper (99 %, −625 mesh) all from Alfa Aesar and an oxygen-free copper tube (ASTM B49, KGHM Polska Miedź) were used. Billet diameter reduction from 13.5 to 1.75 mm was achieved in 35 steps by cold drawing with an average cross-sectional area reduction of 10.4 % per pass. At the final diameter, the MgB2 core volume fraction, f v, in the wire was 43 %.
A short piece of wire OC (with copper powder addition) was annealed in 95 % Ar + 5 % H2 protective atmosphere with the schedule shown in Fig. 1a in order to soften the cold-drawn copper. This sample (labelled OCD in Table 1) was electromagnetically densified with 200 J of energy and with forming coil as described in [16]. All three samples (Table 1) were finally heat-treated at 700 ∘ C for 5 min with 20 ∘ C min −1 heating rate and left in the furnace to naturally cool down to room temperature (Fig. 1b).

Heat treatment profile used for (a) annealing and (b) heat treatment of the wire samples
2.2 Electromagnetic Compaction
An electromagnetic densification device for MgB2 wires consists of a capacitive discharge pulse current source and forming coil inside which MgB2 wires are placed (Fig. 2).

Schematic representation of electromagnetic MgB2 wire densification device
With the forming coil used, the discharge current frequency was 189 kHz and the amplitude was 45 kA in the coil and 4.7 MA in the wire sheath (see inset of Fig. 3). Most of these currents flow in the skin depth region (Fig. 4 left) and result in a very high magnetic field in the gap between the coil and the wire sheath (Fig. 4 right).
The resulting magnetic pressure acting uniformly on the surface of the wire sheath achieves its peak value of 712 MPa at 1.2 μs (Fig. 3) as calculated using finite element modelling [9, 15, 16].

Calculated magnetic pressure vs. time acting on the external surface of the MgB2 wire sheath. Inset shows coil current I 1(t) and wire sheath current I 2(t)

Distribution of current density, J φ(t) (left), and magnetic flux density, B z(t) (right), in the coil, MgB2 wire sheath and their surroundings at t = 1.2 μs
2.3 Characterization
Mechanically polished cross sections perpendicular to the wire axis were examined by CamScan MX2600 FEG scanning electron microscope (SEM) with energy dispersive X-ray spectroscopy (EDS) detector and also by Panasonic GH-1 digital camera with Leica DG Macro-Elmarit 45 mm F2.8 ASPH OIS macro lens.
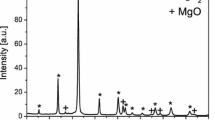
Powder X-ray Diffraction (XRD) was performed using a Bruker D8 Advance diffractometer in the Bragg-Brentano configuration with CuKα1 (40 mA, 40 kV) irradiation at a 2 𝜃 scan rate of 2 ∘ min −1 in the range 18 ∘–85 ∘. Rietveld refinement was performed with HighScore Plus software (PANalytical B.V.) on data in a 2 𝜃 range from 34.5 ∘ to 85 ∘ and using structural models of MgB2, Mg2Cu, MgCu2, MgO and Cu.
Transport critical current, I c(B), measurements were performed in a liquid helium bath at atmospheric pressure on straight samples placed perpendicular to the magnetic field. The J c was obtained by four-point method and by applying 1 μV cm −1 electric field criterion.
3 Results
3.1 Cu Addition Effect
To assess the effect of copper additions to the core, back-scattered electron (BSE) SEM images were taken of the cross sections of samples O and OC. The microstructure of the core of the wires is distinctly different. Wire O has a long-range inhomogeneity, with several distinct regions of dark contrast found by EDS to have high boron content. The remainder of the cross section had a relatively coarse microstructure, with a mixture of bright and grey regions in BSE imaging (Fig. 5a) corresponding to MgB2 and MgCu2 phases, respectively. Wire OC had a considerably finer and more uniform microstructure (Fig. 5b) without distinct large regions of dark contrast. This effect can be attributed to Cu addition [5] and was found to be noticeable even for 1 at.% copper addition [8].
The lattice parameters of MgB2 obtained by XRD measurement and Rietveld refinement vary only slightly between samples, and any significant Cu atomic substitution in MgB2 can be excluded. It has been previously reported that copper has no solubility in MgB2 [17] and of course it is present in all the samples tested here (with or without added copper in the core).

SEM BSE micrographs of the transverse cross sections of the wires: (a) wire O and (b) wire OC
Unreacted amorphous boron remaining in the samples could not be detected by our XRD measurements, but the mass fractions of the detected phases obtained from Rietveld refinement were corrected based on the known ratio between Mg and B in the starting powders. These values were then converted to volume percent and are presented in Table 2. The total volume (100 %) in this case refers to the total volume of material in the cores, excluding any porosity, and therefore does not correspond to the total geometrical volumes of the cores.
Obtained from Rietveld refinement, the volume fraction of MgB2 increased from 59.4 to 66.8 vol.% with the addition of copper to a wire core (Table 2). The fractions of MgCu2 in the cores have a similar, but inverted, trend to the MgB2 fractions. The less Cu-rich intermetallic Mg2Cu was undetected in the cores. This XRD results show that after a deliberate addition to the core of 3 at.% of Cu powder, the resulting amount of copper reacted to the Mg-Cu phases is lower than that in the case with no added Cu. This does not stop the reactive diffusion of Cu from the wire sheath to the wire core, but it seems to decrease the final amount of Mg-Cu phases (basically MgCu2) in the core, which results from both added copper and that diffused from the sheath [5].
The fractions of MgO and unreacted B in the wire cores are not greatly affected by the copper addition, although some decrease in both phases can be noticed for sample with Cu powder addition. These small variations are on the level of experimental error.
3.2 Electromagnetic Densification Effect
After J c(B) measurement (see next section), samples OC and OCD (Table 1) were polished longitudinally and examined using optical and scanning electron microscopy. Figure 6 shows optical micrographs labelled with the length of the coil and the external and internal diameters before and after compaction.

Longitudinal cross-sectional micrographs of wire: (a) OC, (b) OCD. The uncompressed wire diameter of 1.75 mm, the diameter of the wire and core after compression, and the length of the workcoil are marked on micrograph (b) with arrows. Colour variations are caused by slightly different lighting conditions
The external diameter of wire AC decreased by 80 μm (averaged over a 12-mm length in the middle of the compacted region, (Fig. 6b) as a result of electromagnetic compaction. The core diameter decreased by 50 μm and this is associated with an increase in total wire length of 100 μm and the resulting decrease in thickness of the copper sheath. This 50- μm decrease in core diameter, with the assumption that the wire length increased only over the region within the coil, corresponds to a core density increase of 8 %, i.e., a change in the core mass density from 1.75 to 2.00 g cm −3.
The BSE SEM images in Fig. 7 show a comparison of the cores of wires OC (Fig. 7a) and OCD (Fig. 7b): the latter has a smaller diameter and an overall higher density resulting from the smaller volume of voids and pores.

BSE SEM images of longitudinal cross sections of the cores of the wires: (a) OC and (b) OCD. Both wires were drawn in the horizontal direction and wire (b) was compressed in vertical direction. The images were taken with the same SEM settings and contrast adjustment, so the visible differences are due to differences in the microstructure
3.3 Transport Critical Current
The critical current density at 4.2 K of all three wire samples (Table 1) is presented vs. magnetic field in Fig. 8. Wire O which was heat-treated with optimum heat treatment schedule is a reference point for the improvements resulting from copper powder addition and electromagnetic densification. To better aid this comparison, the inset of Fig. 8 shows normalized J c(6 T) of all wires in relation to J c(6 T) of wire O. As can be noticed on Fig. 8, the optimum heat treatment and copper powder addition of wire OC more than doubled its critical current density in relation to optimally heat-treated wire O. Wire OCD which combines all improvement methods reported here achieved 5.1 times improvement of critical current in relation to wire O. This shows how effective both copper addition and electromagnetic densification are when combined with optimum heat treatment conditions for in situ MgB2/Cu wires.

Comparison of transport critical current density for all three wire samples vs. magnetic field at 4.2 K (a). Inset (b) shows J c(6 T) for all wires normalized to J c(6 T) of wire O
Due to the current limit of power supply used for critical current measurement, it was only possible to measure J c for the electromagnetic compacted wire in the 6–8 T region (Fig. 8). At 6 T and 4.2 K, the J c of sample OCD achieved a J c of 6.83 × 10 3 A cm −2, which is to our best knowledge the highest ever reported J c for this type of wire.
4 Conclusions
The three main methods of critical current improvement of in situ MgB2/Cu wires have been presented. A wire with a stoichiometric for MgB2 composition and heat-treated with optimum heat treatment conditions has been used as a reference point to demonstrate improvements in J c due to copper powder addition and combined copper powder addition with electromagnetic densification. Copper powder addition caused increase in the volume fraction of MgB2 in the core from 59.4 to 66.8 vol.%, and as a result, J c of this wire more than doubled. Electromagnetic densification of unreacted wire core increased its density from 1.75 to 2.00 g cm −3 and when combined with copper powder addition resulted in more than fivefold increase in J c in comparison to wire only reacted with optimum heat treatment conditions. A combination of all three critical current improvement methods leads to J c (4.2 K, 6 T) of 6.83 × 10 3 A cm −2 which is a very good value for wire with 39.5 % MgB2 volume fraction (filling factor) and 60.5 % of the cross section consisting of high thermal and electric conductivity copper.
Improvement of J c over a longer length of wire by electromagnetic densification of adjacent regions of the same wire is yet to be demonstrated, but the results from the wire cross section analysis are encouraging, and the precision in controlling the place and the energy of densification for the process will be advantageous here.
References
Glowacki, B.A., Majoros, M. , Vickers, M., Evetts, J.E., Shi, Y., McDougall, I.: Superconductivity of powder-in-tube MgB2 wires. Supercond. Sci. Technol. 14, 193–9 (2001)
Wozniak, M, Hopkins, S.C., Glowacki, B.A. : Study of short duration heat treatments of an in situ copper-sheathed MgB2 wire. Supercond. Sci. Technol. 23, 105009 (2010)
Strickland, N.M., Buckley, R.G., Otto, A.: High critical current densities in Cu-sheathed MgB2 formed from a mechanically-alloyed precursor. Appl. Phys. Lett. 83, 326–8 (2003)
Liang, G., Fang, H., Katz, D., Tang, Z., Salama, K.: Phase formation in Cu-sheathed MgB2 wires. Physica C 442, 113–23 (2006)
Wozniak, M., Hopkins, S.C., Gajda, D., Glowacki, B.A.: The effect of copper additions in the synthesis of in situ MgB2 Cu-sheathed wires. Physica C 477, 66–73 (2012)
Jung, A., Schlachter, S.I., Runtsch, B., Ringsdorf, B. , Fillinger, H., Orschulko, H. , Drechsler, A., Goldacker, W.: Influence of Ni and Cu contamination on the superconducting properties of MgB2 filaments. Supercond. Sci. Technol. 23, 095006 (2010)
Wozniak, M., Hopkins, S.C., Gajda, D., Glowacki, B.A.: Improvement of the critical current of in situ Cu-sheathed MgB2 wires by copper additions and toluene doping. Phys. Procedia. 36, 1594–8 (2012)
Wozniak, M., Juda, K. L., Hopkinsm, S.C., Gajda, D., Glowacki, B.A.: Optimisation of the copper addition to the core of in situ Cu-sheathed MgB2 wires. Supercond. Sci. Technol. 26 (105008) (2013)
Wozniak, M.: High engineering critical current density MgB2 wires and joints for MRI applications, Ph.D. dissertation. University of Cambridge, Cambridge (2012)
Wozniak, M., Glowacki, B.A.: Electromagnetic densification of MgB2/Cu wires. Supercond. Sci. Technol. 27 (035008) (2013)
Anan’ev, S.P., Grinenko, V.A., Keilin, V.E., Krasnoperov, E.P., Kovalev, I.A., Kruglov, S.L., Levit, P.A., Stoliarovet, V.A.: Critical currents in magnetically pressed MgB2 rods. Supercond. Sci. Technol. 17, S274–5 (2004)
Psyk, V., Risch, D., Kinsey, B.L., Tekkaya, A.E., Kleiner, M.: Electromagnetic forming—a review. J. Mater. Process. Technol. 211, 787–829 (2011)
Mamalis, A. G., Manolakos, D. E., Kladas, A. G. , Koumoutsos, A. K.: Electromagnetic forming and powder processing: trends and developments. Appl. Mech. Rev. 57, 299–324 (2004)
Clyens, S., Johnson, W.: The dynamic compaction of powdered materials. Mater. Sci. Eng. 30, 121–39 (1977)
Alapati, S. S. P., Kulkarni, S. V.: Coupled magnetic-structural finite element Analysis Proc. COMSOL Conf. Bangalore (2009)
Wozniak, M., Glowacki, B.A., Setiadinata, S. B., Thomas, A.M.: Pulsed magnetic field assisted technique for joining MgB2 conductors for persistent mode MRI magnets. IEEE Trans. Appl. Supercond 23 (6200104) (2013)
Kazakov, S.M., Angst, M., Karpinski, J., Fitab, I.M., Puzniak, R.: Substitution effect of Zn and Cu in MgB2 on T c and structure. Solid State Communications 119, 1–5 (2001)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article

Cite this article
Wozniak, M., Glowacki, B.A. Electromagnetically Assisted Densification of Copper-Sheeted in Situ MgB 2 /Cu Wires. J Supercond Nov Magn 28, 419–423 (2015). https://doi.org/10.1007/s10948-014-2659-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10948-014-2659-0