
Abstract
Within this contribution, the transfer of knowledge from conventional fusion and deposition welding using electric arc processes to advanced directed energy deposition (DED) of multi-material structures in additive manufacturing are presented. Gas metal arc and plasma welding have been used for decades to produce either joints or metallic deposits with desired properties. Also creating certain shapes by depositing weld metal in a layer-wise manner has been known for approximately 100 years. With the rise of additive manufacturing, conventional arc welding processes have been extensively used to “print” 3‑dimensional parts. The possibility of additively manufacturing multi-material parts or transition parts is of particular interest as this has the potential to create load-efficient structures or even create new alloys within the AM process. Within this contribution, Wire Arc Additive Manufacturing (WAAM) and 3D Plasma Metal Deposition (3DPMD) for the manufacturing of multi-material and transition parts are discussed. The experience with various alloys from carbon steels, high-alloyed steels, and titanium- and nickel-based alloys are presented.
Zusammenfassung
In diesem Beitrag wird die Entwicklung und der Transfer von Kenntnissen aus dem konventionellen Schmelz- und Auftragschweißen zum fortschrittlichen Materialauftrag mit gerichteter Energieeinbringung (DED) von Multimaterialstrukturen in der additiven Fertigung vorgestellt. Lichtbogen- und Plasmaschweißen werden seit Jahrzehnten eingesetzt, um entweder Verbindungs- oder metallische Auftragschweißungen mit gewünschten Eigenschaften zu erzeugen. Auch die Fertigung bestimmter Formen durch das schichtweise Auftragen von Schweißgut ist seit etwa 100 Jahren bekannt. Mit dem Aufkommen der additiven Fertigung wurden herkömmliche Lichtbogenschweißverfahren in großem Umfang zum „Drucken“ dreidimensionaler Teile eingesetzt. Die Möglichkeit der additiven Fertigung von Multimaterial- oder gradierten Bauteilen ist von besonderem Interesse, da dies das Potenzial hat, belastungseffiziente Strukturen zu schaffen oder sogar neue Legierungen innerhalb des AM-Prozesses zu erzeugen. In diesem Beitrag werden Wire Arc Additive Manufacturing (WAAM) und 3D Plasma Metal Deposition (3DPMD) für die Herstellung von Multimaterial- und gradierten Strukturen diskutiert. Die Erfahrungen mit verschiedenen Legierungen insbesondere aus den Bereichen der Kohlenstoffstähle, hochlegierten Stähle sowie Titan- und Nickelbasislegierungen werden vorgestellt.
Similar content being viewed by others


Additive manufacturing (AM)—commonly known under the generic term 3D printing—is becoming increasingly important as an addition or alternative to conventionally used manufacturing technologies. The fundamental difference to established processes, such as cutting, turning, or milling, is the way in which the manufactured object is created. In traditional subtractive processes, material is removed, whereas, in additive processes, material is added. Today’s industrial AM started as rapid prototyping and is defined as the process of fabricating components in a layer-by-layer fashion from a three-dimensional CAD model. The process was first proposed by Charles W. Hull [1] in the late 1980s for prototype manufacturing. It typically employs powder, wire, or sheet as feedstock in a protected atmosphere [2, 3]. The generative layer-by-layer fabrication of real physical objects based on digital, three-dimensional models thereby represents the fundamental functional principle and common feature that all AM processes have in common [4]. Additive manufacturing technologies generally offer specific advantages over the conventional manufacturing of components. For example, the possibility of manufacturing spare parts on demand, which significantly reduces inventory costs and lead times [2]. In addition, the many degrees of freedom offered by AM result in a high degree of design freedom. This enables the production of components that cannot be manufactured using conventional processes, whereby material costs can be saved due to near-net-shape fabrication [2, 5]. This results in lower costs, since the use of subtractive processes can be reduced, resulting in savings of raw materials, time, and energy [6]. In addition, AM enables the integration of additional functional features into structural components, which greatly reduces the number of individual components in complex assemblies [7].
Today, the most widely spread metal AM technologies use powders as feedstock material, whereby different energy sources are applied for fusion and consolidation. Particularly, selective laser melting (SLM) belonging to the group of powder bed processes has become the AM technology with the highest market penetration. In the next decade, however, directed energy deposition (DED) processes are projected to have a growing market share [8]. These processes make use of a focused energy source melting the feedstock material, which is provided by a nozzle in the form of a powder or a wire, consolidating it upon solidification. DED processes typically provide increased deposition rates in comparison to powder bed processes but allow only a lower spatial resolution. Highest deposition rates and, thus, achievable maximum component dimensions are possible, bringing these processes more and more into the focus of the industry.
1 The Way from Welding to AM
Along with the widespread industrial use of arc welding processes for joining, there were early efforts to use these processes for additive manufacturing as well. The first patent applications were filed as early as 1920 by Westinghouse Electric & Mfg Co, although these were initially limited to decorative applications [9]. Baker proposed to use an electric arc as the heat source and wires as feedstock material to deposit metal ornaments, as shown in Fig. 1.

A typical decorative article as described by Baker’s 1920 patent [9]
At first, AM was known as rapid prototyping since it was mainly used to manufacture prototypes. With further improvements in technology, the name additive manufacturing developed, now including not just prototypes but also functional parts. The first commercial 3D printing technology developed was stereolithography (SLA), in this process thin layers of liquid polymeric resin are solidified using a UV laser. It was patented as “Apparatus for production of three-dimensional objects by stereolithography” in 1984 by Charles Hull, who also founded the company 3D Systems [1]. It was only through the further development of welding processes and improvements in automation technology that arc welding processes became interesting for functional applications. In the 1980s, Blohm+Voss and Thyssen Krupp collaborated on the investigation of submerged arc welding as an additive manufacturing process for the production of heavy components for power plant construction [10]. An alternative manufacturing process to large forgings was to be developed through near-net-shape welding and subsequent machining. The Thyssen company was able to manufacture different prototypes weighing up to 500 tons by using submerged arc welding with up to sixteen welding torches. They called the process “Shape welding” respectively “Shape melting” (German: formgebendes Schweißen/Formschmelzen) [10].
In the 1990s, in-depth investigations began into the robot-guided gas metal arc welding (GMAW) welding process for the manufacturing of more complex small components [11]. Only with the development of the modified short arc processes and the simultaneous simplified use of industrial robots to guide the welding torch, arc welding processes have become more interesting for AM for a broader mass of companies and research institutions. In addition to the GMAW process, more recent developments are focusing on gas tungsten arc welding (GTAW) and the related plasma welding (PAW) process with wire as feedstock for the resource-saving processing of high-performance materials.
Plasma transferred arc (PTA) with powder as feedstock is also used for additive manufacturing and has been the subject of research work for some time [12].
Only in recent years, the interest of industry regarding DED-processes has sparked, which is also evident in the area of standardization. There are currently only a few guidelines giving instructions on how to qualify DED-processes, to be mentioned here is the DIN/TS 17026 [13].
At first glance, conventional fusion welding and the advanced DED processes seem to have a lot in common. They share the same off-the-shelf welding equipment (welding power source, torches, and feeding systems), while CNC gantries or robotic systems provide the motion. This makes these processes particularly interesting even for smaller businesses, since no specialized equipment is needed. The only difference is the repetitive layer-wise build-up of the structure, which adds complexity. The repetitive reheating of the material when subsequent layers are deposited as well as the exposure times at elevated temperatures results in various kinds of microstructural coarsening and aging reactions depending on the alloy system. This often requires heat treatments for the finished manufactured parts to achieve homogeneous properties. Due to this repeated heat treatment, established concepts in fusion welding, such as the t8/5-time (cooling time between 800 °C and 500 °C) to estimate the resulting properties of the joint or the calculation of the maximum permissible heat-input accounting the t8/5-time and the formula for two-dimensional or three-dimensional heat dissipation cannot be transferred to additive manufacturing. These easy ways to predict the later properties of an assembly still have to be developed especially for DED processes and are currently in the focus of the research at the Chair of Materials Engineering of Additive Manufacturing at the Technical University of Munich.
2 Economic Relevance
The market strives for advanced and versatile processing techniques for the manufacturing of high-performance but economic components and structures. AM processes have proven to be capable of meeting this demand.
The AMPower Market Report 2021 estimates the average annual growth rate of the additive manufacturing market worldwide to be 26.7% by 2024 (across all participating sectors including systems, materials, and services) [8]. The Wohlers Report 2020 forecasts $17.9 billion in revenue for all AM products and services globally in 2021 and further expects revenue to increase to approximately $30.1 billion in 2023 and $47.7 billion in 2025 (> +100% over the next 5 years) [14].
Among the different AM techniques used, metal powder bed fusion (PBF) based AM processes show the deepest market penetration in metal AM, being capable of fabricating metallic parts using a variety of engineering alloy powders. Selective laser melting (LB-PBF aka SLM) and electron beam melting (EB-PBF, aka EBM) are the most commonly used PBF based AM processes. This is also reflected in the AM Maturity Index, shown in Fig. 2, given by AMPower [8].

AMPower’s assessment of the maturity and implementation of various AM processes in industrial manufacturing [8]
However, it is expected that the market share of DED technologies will grow from 8 to 11% until 2024, whereas powder bed-based AM processes will lose market share (85 to 63%) [14].
The great imbalance between the two manufacturing concepts of DED and PBF mainly originates from the different times they were made commercially available, the research interest, and out of the past demand for certain structures. One of the first machines for PBF of metal was made available by EOS in 1994 as Direct Metal Laser Sintering (DMLS), which is the precursor of the selective laser sintering (SLS) process. Further concepts were brought into the market by Trumpf in 2003 as direct laser forming (DLF). Most of the commercial machines were withdrawn from the market after a short time due to the immaturity of the market and therefore limited sales potential.
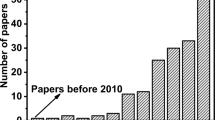
Until 2010, the main development focus of researchers and machine suppliers was on stabilizing the melting process, predominantly for PBF processes. This earned the PBF processes an advantage of several years over other metal AM processes. With the AM hype starting in 2013, the technology earned a lot of attention and machine sales increased significantly, making PBF processes the process of choice for the industry due to the higher maturity level of the process [8].
DED processes, especially arc-based, however, are just now generating more and more momentum. What makes these processes particularly interesting is the ability to build large-scale structures with high deposition rates. Just in the past five years, the first generation of industrial WAAM systems have been launched by various companies (Norsk-Titanium, WAAM3D, Gefertec, RAMLAB, etc.), since then they have been attracting more and more interest.
3 Processes and Potentials
The classification of AM methods can essentially be done according to the nature and aggregate state of the feedstock or respectively by the binding mechanism between the layers [4, 15]. Despite many different names, metal AM processes basically all share the same approach: The starting point is a three-dimensional CAD model, which can be created on a computer, obtained by reverse engineering, or generated by an imaging method. This object is then virtually sliced into thin layers [4]. Based on this data the physical part is then built by depositing single layers or by locally melting the material.
The DED processes in particular are divided into two categories. Processes that use an arc as heat source or processes that employ an electron beam or a laser beam. The beam processes are especially useful for precise parts or small-sized components with the advantage of fine structural features and better surface quality compared to the arc processes. However, lower production quantities, higher energy consumption, lower deposition rates and higher investment costs are the major issues for these beam processes [15]. The main focus of this contribution is on arc-based processes, which are described in more detail in the following.
4 Wire Arc Additive Manufacturing
Wire Arc Additive Manufacturing (WAAM) systems typically consist of a power source, an automatic wire-feed system, a computer numerically controlled work table or a robotic system, and some further accessories like shielding gas, preheating, or cooling systems.
Depending on what kind of heat source is used, WAAM processes can be commonly divided into three types: Gas Metal Arc Welding (GMAW)-based [16], Gas Tungsten Arc Welding (GTAW)-based [17], and Plasma Arc Welding (PAW)-based [18]. These processes are now described in brief.
Gas Metal Arc Welding: In the GMAW process, the electric arc forms between a continuously fed consumable electrode and the workpiece. The supplied electrode is melted under the applied heat of the arc and droplets are transferred into the melt pool. Compared to the GTAW process, the GMAW process has significantly higher flexibility due to the centrally fed filler metal resulting in no limitation regarding the movement during the deposition because it is not necessary to rotate the torch. The welding of self-contained curves with a constant seam shape is possible. In addition, the deposition rate of up to 5 kg is significantly higher than that of the GTAW process [19]. The material transfer strongly depends on how the arc is shaped in relation to the welding current and welding voltage. A distinction is made between the transfer modes with short arc, long arc, and spray arc. Digitally controlled modified short arc processes are a special form and are of particular interest for additive manufacturing. Here, a low-energy material transition with relatively high deposition rates is achieved by imposing certain current and voltage characteristics, sometimes in combination with defined wire movements. The Cold Metal Transfer (CMT) process, which is patented by Fronius, currently represents the most commonly used variant for WAAM in GMAW.
Gas Tungsten Arc Welding: In the GTAW process, the electric arc forms between a non-consumable tungsten electrode and the workpiece. The filler material is separately fed to the melt pool eccentrically. Back feeding, side feeding, and front feeding can be used whereby front feeding is usually implemented for Ti- and Fe-based AM. A shielding gas cover shields the melt pool from atmospheric influences. The resulting decoupling of heat input and material input allows a wide parameter window, making the process particularly suitable for the processing of high-performance materials such as titanium or nickel-based alloys. The deposition rate without special process modifications is approx. 0.8 kg/h, which is in the lower range compared to other arc welding processes [7].
Plasma Arc Welding: The related plasma welding process differs from the GTAW process as the arc is constricted by an additional copper nozzle and thus experiencing a stronger focus. This increases the energy density of the process. The energy density of the arc in plasma welding can reach three times that of GTAW, causing less weld distortion and smaller welds enabling higher welding speeds [20]. In both processes, the eccentric feeding of the welding wire is a severe limitation in terms of flexibility. For a consistent seam formation, the welding wire must have the same orientation as the welding track. As a continuous rotation of the wire around the welding torch is difficult to realize, the welding of closed trajectories can only be realized to a limited extent. [21].
5 Plasma Transferred Arc Welding
The PTA process is well-established in the area of hardfacing, cladding, and coating. The process is primarily used to produce wear-, corrosion-, and temperature-resistant coatings on a base material. It shares the same functional principle as the PAW respectively the GTAW process but uses powder as feedstock instead of wire. In this process, the mechanically constricted arc not only melts the base material but also the added powder filler material. The metallic powders are conveyed to the nozzle utilizing powder feeders and carrier gas and can be controlled independently from the welding process. This makes it possible to feed any amount of powder into the process enabling in situ powder mixing and thus the generation of graded structures and multi-material parts.
6 Potenzial for Manufacturing of Multi-material Parts
Multi-Material Additive Manufacturing (MMAM) or Functionally Graded Additive Manufacturing (FGAM) describes the process in which three-dimensional objects can be produced from several materials [22, 23]. The material composition hereby can vary between different layers. The great potential of this process characteristic is the implementation of graded component properties and the functional expansion of components. Since individual materials may not meet the requirements of specific applications, such as adapted thermal conductivities for thermal transitions, integrated 3D circuits, or load-appropriate component stiffness, the MMAM makes it possible to tailor the mechanical, thermal, and electrical properties within the same part. The term “functionally graded material” was first introduced in Japan in 1984, in the context of thermal barrier coatings [24]. The need for graded materials arises to replace the sharp transition between two layers of different materials are deposited, with a gradient that produces smooth transition from one material to the other [25].
Research done by Shen et al. used a GTAW torch in combination with two wire feeders to produce a functionally gradient iron-aluminum wall structure. It could be shown that the WAAM setup could be used to manufacture iron aluminide functionally graded materials with full density, desired composition, and reasonable mechanical properties [26].
Gudeljevic et al. tackled the problem of creating the alloy AlSI10Mg, which is widely used as powder feedstock in AM but is not available as wire. By using the commercially available ML-AISi7Mg and ML-AISil2 wires, they were able to manufacture parts with the desired chemical composition. This was done using a CMT Twin process and in situ alloying by applying different feeding speeds for both wires [27]. However, the use of WAAM systems for MMAM has its limitations. While one can reach high deposition rates of up to 10 kg/h depending on the alloy used, the heat input is also significantly increased compared to single-wire CMT. This results in a larger melt pool and longer cooling times, hence minimizing the benefit of the higher deposition rates due to longer lead times [28]. Another and perhaps the biggest issue of wire-based AM for MMAM is the limited amount of available feedstock alloys. Not every material can be produced as a coiled wire. The only arc-based DED process that does not have these limitations is the PTA process with powder as feedstock material, which is known as 3D-Plasma-Metal-Deposition (3DPMD) [29]. Powder as a feedstock material offers some advantages compared to wire, e.g. a higher material variety and free blending of the materials. The disadvantages are the lower powder utilization rates, the higher costs of the powder, as well as the more complex powder storage and handling.
However, nearly any material can be produced as powder, and, since 3DPMD can process even non-standardized powders with irregular powder fractions, it is a very versatile process. Höfer et al. showed that, by using non-standardized titanium powder with a purity of 99.8%, nearly the same properties of titanium grade 2 could be reached but with less investment in feedstock material [30].
A large benefit is the decoupling between energy input and the feeding of the filler material, making it possible to feed even small amounts of alloying elements into the melt pool with up to four or even more powder feeders. With this, it is possible to manufacture smooth gradients. Höfer et al. demonstrated this by building a demonstrator piece with a continuous transition from the super duplex steel 1.4410 to the austenitic steel 1.4404. They showed that a homogeneous microstructure with an even transition between the different materials could be achieved by using 3DPMD. The process characteristics led to a process-specific dilution resulting in no hard boundaries between the materials [31].
The same process was used by Rodriguez et al. to manufacture functionally graded structures of SS316L to Ni-based alloys. Two Ni-based alloys were investigated, a heat resistant alloy Ni80-20 and a solid-solution strengthened Ni625. Different transition types and heat inputs were analyzed: for the Ni80-20, a hard transition and a smooth transition with a region of 50% SS316L/50% Ni80-20, and for Ni625, a smooth transition configuration and variations in the heat input were applied. It could be shown that the 3DPMD process was suitable to fabricate graded structures of S316L to Ni80-20 and SS316L to Ni625. A homogeneous layer structure without any delamination or cracks could be achieved. Regarding the SS316L to Ni80-20 structures, a hard and smooth transition configuration was investigated. The smooth transition showed a better performance due to a continuous change in the chemical composition of the structures. The investigations regarding a variation of the heat input on the SS316L to Ni625 configuration did not show significant variations on the microstructure with a change of the heat input [32].
In summary, arc-based DED processes using powder as feedstock are a potent variant in multi-material additive manufacturing of transition structures. Defect-free structures with a smooth transition with complete mixing in the transition zone can be produced, offering great potential for functionally graded metal structures.
However, this technology is still at a very early stage of development and needs further improvement. Many of the commercially available arc-based AM systems are not capable of producing multi-material components in the sense of MMAM as only one material can be processed at a time during the manufacturing process. Future MMAM systems should offer increased functionality and a greater variety of materials at a lower price [33, 34].
7 Future Trends
A great potential of additive manufacturing processes, which has not been fully exploited to date, lies in the possibility of additively manufacturing functionally graded materials. As mentioned in the previous chapter, functionally graded components make it possible to customize material properties locally in the component. A full understanding of the inherent interaction of process, structure and properties of additively manufactured components however is a requirement for this [35].
Arc-based AM processes are complex and variable, with many influencing factors like droplet transfer, temperature field distribution, melt pool shape, and heat dissipation conditions in the arc which are all in dynamic change. The stability of the deposition process, the shape control, and the surface quality are poorer compared to other AM processes. Regulations for allowed residues and welding defects, such as cracks, pores, and slag inclusions, are difficult to meet, therefore limiting the application of arc-based processes in the area of high-end manufacturing of large components such as nuclear power or aerospace applications. In-depth research is still needed in process control and optimization of residual stress and distortion [36].
To understand the process interactions and make DED usable for production, the concept of the digital twin will play a larger role in the future. Digital twins represent a product in detail over its entire life cycle by intelligently combining, analyzing and, if necessary, visualizing data from sensors, simulation and experiments [37].
Therefore, using sensor technology to improve arc-based AM systems will also be a very important development trend. Collecting sensor information from visual, temperature, arc, and spectral sensors offer information feedback to improve precision and process control. Making the role of data more and more important as it is used as an important “raw material” for deep learning and artificial intelligence [36].
The simulation of complex multi-physical processes as in AM is extremely demanding and time-consuming with conventional numerical methods. Therefore, often only simplified analytical or empirical models are used in the process development. Further advances in machine learning can lead to reliable empirical approaches which will increasingly be obtained from large volumes of data (Big Data). Machine learning methods have already demonstrated that they are and will further be a valid way to perform complex pattern recognition and regression analysis without an explicit need to construct and solve the underlying physical models. Especially neural networks are currently the most widely used method due to the large dataset that is available, strong computational power, and sophisticated algorithm architecture [38].
Further advances in artificial intelligence and machine learning will help to explore new design concepts that would have never been considered due to the limitations of traditional “subtractive” machining. Typical design elements and structural designs are still based on known manufacturing and shaping processes and their constraints. AM is now pushing the frontier of design approaches and tools, opening new areas for topology and geometry optimization like bionic structures for lightweight applications [36].
Hybrid manufacturing centers combining AM and subtractive manufacturing and integrating interlayer cooling, visual monitoring, and simulation systems as well as optimized slicing and path planning algorithms to further speed up manufacturing times will be the trend for industrial use.
However due to the rapid proliferation of a wide variety of technologies associated with AM perhaps the most important challenge in the future is to tackle the lack of a comprehensive set of design principles, manufacturing guidelines, and standardization of best practices.
References
Hull, C.W.: Apparatus for Production of Three-Dimensional Objects By Stereo Lithography. Patent 16 (1984)
Debroy, T., et al.: Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 92, 112–224 (2018)
Ge, J., Lin, J., Lei, Y., Fu, H.: Location-related thermal history, microstructure, and mechanical properties of arc additively manufactured 2Cr13 steel using cold metal transfer welding. Mater. Sci. Eng. A 715, 144–153 (2018)
Gebhardt, A.: Generative Fertigungsverfahren: Rapid Prototyping—RapidTooling—Rapid Manufacturing, 3rd edn. Hanser, München (2007)
Mehnen, J., Ding, J., Lockett, H., Kazanas, P.: Design study for wire and arc additive manufacture. Int. J. Prod. Dev. 19, 2–20 (2014)
Olakanmi, E.O., Cochrane, R.F., Dalgarno, K.W.: A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 47, 401–477 (2015)
Ding, D., Pan, Z., Cuiuri, D., Li, H.: Wire-feed additive manufacturing of metal components: technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 81, 465–481 (2015)
Ampower: Report 2021: Metal Additive Manufacturing (2021)
Baker, R.: Method of Making Decorative Articles (1925). Google Patents
Piehl, K.H.: Formgebendes Schweissen von Schwerkomponenten. Thyssen, Technische Berichte, vol. 21., pp. 53–71 (1989)
Dickens, P.M., Pridham, M.S., Cob, R.C., Gibson, I.: Rapid prototyping using 3‑D welding. In: Proceedings of the 3rd Symposium on Solid Freeform Fabrication, pp. 977–991. (1992)
Zhang, H., Xu, J., Wang, G.: Fundamental study on plasma deposition manufacturing. Surf. Coat. Technol. 171, 112–118 (2003)
DIN/TS 17026, Unbefeuerte Druckbehälter – Zusätzliche Anforderungen an additiv gefertigte Druckgeräte und deren Bauteile
Wohlers Associates: Wohlers Report 2020 (2020)
Kruth, J.-P., Mercelis, P., Van Vaerenbergh, J., Froyen, L., Rombouts, M.: Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp. J. 11, 26–36 (2005)
Ding, D., et al.: Fabricating superior NiAl bronze components through wire ac additive manufacturing. Materials 9, 652 (2016)
Wang, F., Williams, S., Rush, M.: Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6Al4V alloy. Int. J. Adv. Manuf. Technol. 57, 597–603 (2011)
Aiyiti, W., et al.: Investigation of the overlapping parameters of MPAW-based rapid prototyping. Rapid Prototyp. J. 12, 165–172 (2006)
Hartke, M., Günther, K., Bergmann, J.P.: Untersuchung zur geregelten, energiereduzierten Kurzlichtbogentechnik als generatives Fertigungsverfahren. DVS-Berichte, vol. 306. (2014)
Mannion, B., Heinzman, J.: Plasma arc welding brings better control. Tool. Prod. 5, 29–30 (1999)
Reisgen, U., Stein, L.: Grundlagen der Fügetechnik. Schweißen, Löten und Kleben. Fachbuchreihe Schweißtechnik, vol. 161. DVS Media, Düsseldorf (2016)
Gibson, I., Rosen, D., Stucker, B.: Additive Manufacturing Technologies. Springer, New York (2014)
Loh, G.H., Pei, E., Harrison, D., Monzón, M.D.: An overview of functionally graded additive manufacturing. Addit. Manuf. 23, 34–44 (2018)
Koizumi, M.: FGM activities in Japan. Compos. Part B Eng. 28, 1–4 (1997)
Niino, M., Hirai, T., Watanabe, R.: The functionally gradient materials. J. Jpn Soc. Compos. Mater. 13, 257–264 (1987)
Shen, C., Pan, Z., Cuiuri, D., Roberts, J., Li, H.: Fabrication of Fe-FeAl functionally graded material using the wire-arc additive manufacturing process. Metall. Mater. Trans. B 47, 763–772 (2016)
Gudeljevic, M., Gradinger, R., Klein, T., Schnall, M.: Wire Are Additive Manufacturing-Herstellung neuer Legierungszusammensetzungen mittels Mehrdrahtsystem im Wire-Arc Additive Manufacturing Prozess, Schweiss- & Prüftechnik, pp. 5–8 (2020)
Queguineur, A., Marolleau, J., Lavergne, A., Rückert, G.: Evaluation of tandem controlled short-circuit GMAW for improved deposition in additive manufacture of large Nickel Aluminium Bronze naval components. Weld. World 64, 1389–1395 (2020)
Höfer, K., Teichgräber, C., Mayr, P., Berger, M.: Arc-based Additive Manufacturing—3D-Plasma-Metal-Deposition, FüMoTeC 2017. Universitätsverlag, Chemnitz, pp. 1–14 (2017)
Höfer And, K., Mayr, P.: Additive manufacturing of titanium parts using 3D plasma metal deposition. MSF 941, 2137–2141 (2018)
Hoefer, K., et al.: Multi-material additive manufacturing by 3D plasma metal deposition for graded structures of super duplex alloy 1.4410 and the austenitic corrosion resistant alloy 1.4404. JOM 71, 1554–1559 (2019)
Rodrigue, J., Hoefer, K., Haelsig, A., Mayr, P.: Functionally graded SS 316L to Ni-based structures produced by 3D plasma metal deposition. Metals 9, 620 (2019)
Hopkinson, N., Hague, R., Dickens, P.: Rapid Manufacturing: An Industrial Revolution for the Digital Age. John Wiley & Sons Inc., Hoboken (2006)
Chianrabutra, S., Mellor, B.G., Yang, S.: A Dry Powder Material Delivery Device for Multiple Material Additive Manufacturing, University of Southampton (2014)
Gao, W., et al.: The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des 69, 65–89 (2015)
Liu, J., Xu, Y., Ge, Y., Hou, Z., Chen, S.: Wire and arc additive manufacturing of metal components: a review of recent research developments. Int. J. Adv. Manuf. Syst. 111, 149–198 (2020)
Wessels And, H., Wriggers, P.: Vision: Digitale Zwillinge für die Additive Fertigung, Konstruktion für die Additive Fertigung (2020)
Qi, X., Chen, G., Li, Y., Cheng, X., Li, C.: Applying neural-network-based machine learning to additive manufacturing: current applications, challenges, and future perspectives. Engineering 5, 721–729 (2019)
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Adams, TE., Mayr, P. The Path from Arc Welding to Additive Manufacturing of Multi-material Parts Using Directed Energy Deposition. Berg Huettenmaenn Monatsh 167, 318–324 (2022). https://doi.org/10.1007/s00501-022-01241-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-022-01241-3
Keywords
- Directed energy deposition
- Wire Arc Additive Manufacturing
- 3D Plasma Metal Deposition
- Multi-Material-Structures
- Additive manufacturing
- Fusion welding