
Abstract
In the present work, surface characteristics of powder mixed electro-discharge machining (PMEDM) process are investigated using alumina and carborundum abrasive powder added dielectric fluid for titanium alloy Ti6Al4V. Deionized water is utilized as dielectric to accomplish an environmentally safe machining climate, and limit the emanation of harmful substances. Pulse ON/OFF time (TON/TOFF), discharge current (IP), and powder concentration (PC) are selected as process variables to reconnoiter characteristics of performance like surface finish, rate of material removal, and tool wear. The multi-response optimization has been performed using grey relational analysis (GRA) to establish the optimal parametric combination of process variables that gives the finest surface quality and minutest tool wear. The investigation results divulge that discharge current (IP) and powder concentration (PC) have the most significant effect on material removal rate (MRR), tool wear rate (TWR), and surface finish. The surface characteristics were evaluated by scanning electron microscope for the optimal parameters combination. The minutest value of surface roughness and tool wear rate is achieved at IP: 06 amps, TON: 05 µS, TOFF: 96 µS, and PC: 0.50 g/L. The optimized set of parameters would help process engineers to attain improved machining performance of PMEDM, economically along with desired surface characteristics.
Article Highlights
-
Feasibility analysis of using abrasive powder mixed De-Ionized water as Dielectric for machining of hard-to-cut alloy.
-
Significance of powder material type/properties and their concentration on surface integrity have been established.
-
Grey Relational Analysis is practiced to investigate the optimum parameters that deliver the best surface finish with lower rate of a tool wear.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Titanium alloys possess outstanding properties alike first-rate corrosion resistance, virtuous weight ratio, and outstanding biocompatibility, but these alloys are observed as “Hard to Machine” as they have lesser thermal conductivity, chemical reactivity, and work hardening susceptibility during machining [1]. EDM is a thermoelectric process in which, the removal of material supervenes by the production of incessant spark in the middle gap of tool and workpiece submerged in a dielectric medium. The process is proficient to machine all the materials—electrically conductive, having any value of hardness and hence, appears to be an appropriate alternative for machining of titanium alloys [2]. Process variables that affect process performance are input current, pulse ON/OFF time, the dielectric capacity of the fluid, voltage gap, flushing pressure, and technique and duty cycle [3, 4] Prolonged time of machining, lofty tool-wear and improbability in the surface finish are the process characteristics of EDM process. PMEDM process is one way to improve process capabilities. Adding the powder in dielectric causes an increase in sparking frequency and thermal conductivity. This promotes faster erosion of material from electrodes and thereby increasing material removal rate (MRR). PMEDM is a potential technique that enhances the process competencies and generates a mirror-like surface with a reduction in cracks and harmonized the recast layer [5].
The researchers majorly focus on optimization of surface roughness, material removal rate, and tool wear rate for approximately 73%, 69%, and 23% respectively [6]. Erden and Bilgin [7] have investigated the effect of additive powders (carbon, iron, copper, and aluminum) mixed in the dielectric (kerosene) on EDM of copper-steel also brass-steel pair. Results indicated a rise in machining rate when powder concentration was increased. It was also reported that with excessive powder concentration the machining becomes unstable attributed to the occurrence of short circuits. Tzeng and Lee [8] investigated EDM using various powder [chromium (Cr), aluminum (Al), silicon carbide (SiC), and copper (Cu)] mixed dielectric to check the effect of thermos-physical powder characteristics on EDM process efficiency of SKD-11. Mechanism of machining, rate of removal of material, and tool wear were investigated. Kansal et al. [9] used the response surface method to investigate PMEDM. Pulse ON time, peak current, and Si powder concentration in dielectric were selected as process input variables for studying the effect on the material removal rate and surface roughness. Wu et al. [10] studied the distribution effects of electrical discharge by the aluminum (Al) powder added dielectric. They found that Al powder agglomeration was observed in the dielectric storage tank. To avoid the agglomeration of Al powders, a surfactant was added. Results showed that improved surface finishes were obtained. Lee et al. [11] experimented with tungsten carbide—WC powder mixed kerosene to carry out surface alteration with IP and TON for PMEDM of steel. The experiment resulted in an improvement of 129.17% and 57.98% respectively in microhardness and surface-finish compared to EDM.
Lin et al. [12] investigated an experiment on Al–ZN–MG alloy with the silicon carbide powder mixed dielectric fluid which had shown a reduction in the surface roughness and also enhanced wear-resistance. Jabbaripour [13] experimentally established the influence of the open-circuit voltage, TON, and input current on surface roughness for EDM of Ti6Al4V alloy. The results state that pulse of time and input current has more influence on produced surface roughness. Kolli and Kumar [14] experimented with PMEDM using boron carbide nanoparticles mixed dielectric fluid for Titanium. They concluded that varying powder concentrations into the dielectric fluid (15 g/L of boron carbide) results in an improvement of surface finish. Powder particles mixed into the dielectric result in material removal rate increase and lower surface roughness compared to normal EDM [15,16,17]. The concentration of powder is the most imperative parameter that affects the discharge process, discharging rate increases as the gap width between the tool and workpiece increases. They found that the best result was attained with a concentration of powder of 04 g/L within the range of 0.25 g/L to 06 g/L. Decreasing powder concentration leads to insufficient gap distance which does not support the discharge stability [18]. Experimental results of PMEDM of silicon powder-mixed dielectric showed a positive influence as the addition of powder improved the surface finish and reduced machining time [5]. Al2O3 powder-mixed deionized water increases the material removal rate, improves surface integrity, and surface finish for Inconel 825 alloy’s nano-powder mixed EDM [19]. Nguyen et al. [20] experimentally investigated EDM with titanium powder mixed dielectric fluid for enhancing the surface layer quality of mold steels SKD61, SKD11, and SKT4. The researchers reported significant improvement in surface topography and mechanical properties.
The dielectric fluid acts as a medium of insulation between the workpiece and electrode. Dielectric fluid selection and its delivery method significantly affect material removal rate, surface roughness, and environmental impacts of EDM. Jeswani [21] experimented with EDM using dielectric-distilled water for the first time. Erden and Temel [22] experimented with EDM using distilled water and also kerosene. Results state that while using distilled water, relative tool wear rate (TWR)—REWR and recast layer thickness reduces, and material removal rate increases. Lin et al. [23] experimented with EDM for Ti6Al4V using a copper tool in distill water and kerosene. Results showed that compared to kerosene, the material removal rate was more and tool wear rate, surface roughness was less for distilled water. Traces of carbon deposits were absent on the workpiece surface while performing EDM with distilled water. Deionized and Tap water was used as the dielectric. Experimental results concluded that a blend of tap water and DI water results in an improved rate of machining and tool wear. Experimental results of electro-discharge machining of Titanium alloy using tap-water showed that the use of tap-water helps in obtaining high material removal rate [24], reduces the cost of machining cost and is less detrimental to the environment and operators [25, 26]. High peak current along with littler discharge intervals increase the rate of material removal in water compared to oil [27, 28]. Deionized water facilitates Joule-heating in the electrode gap intern improves the material removal rate when used as dielectric fluid [29]. Single objective optimization may not be sufficient in many practical applications, especially when more than one response is significant. Hence multi-objective optimization is desirable where all responses are simultaneously optimized. GRA—Grey Relational Analysis is a potential method aimed at multi-response optimization [30, 31]. Rajiv and Jagdeep [32] investigated process parameters in PMEDM using carbon and Al2O3 powder using Taguchi—GRA. They concluded a 13.64% increase in S/N for the optimal result. Kansal et al. [33] suggested a simple model of the process variables for multi-characteristics optimization established on Taguchi utility approach to attain optimal parameters setting while using Si powder mixed EDM of H-11 die steel using Cu Tool. Nguyen et al. [34] experimented with titanium powder mixed dielectric oil HD-1 for optimizing EDM of mold steel. The researchers reported that the addition of powder helped in improving material removal rate, surface micro-hardness, and rate of tool wear. Chakraborty et al. [35] experimented superiority and inferiority ranking (SIR) method to identify the best parameters combination for a green EDM process. The set of parameters were confirmed using generated equations for response regression and the results specified that SIR method outstrips other techniques for optimization. Das and Chakraborty [36] implemented a hybrid grey correlation grounded EDAS method “GC-EDAS” for a decision-making problem. The method helps to ascertain optimal parametric set delivering better response value and offers an abridged amount of ludicrousness and subjectivity. Banh et al. [37] investigated performance optimization of titanium powder mixed EDM using Taguchi—grey relational analysis. The researchers have reported that the powder concentration has the most significant effect on the responses. The outcome of the review yields the following points;
-
Viability of using deionized water as a dielectric for EDM of Titanium alloy—Ti6Al4V.
-
A mixture of alumina and silicon carbide powder in deionized water dielectric is investigated.
-
Evaluation of surface integrity using multi-objective optimization for PMEDM of Ti6Al4V.
Conventional EDM process possesses an issue of colossal surface cracks whilst, PMEDM is effectual in minimizing the same. Surface integrity has a significant effect on machined component's functional performance. The addition of metallic powders to oil-based dielectric fluids is found to be advantageous and efficient over EDM, lesser work is done on powder mixed water-based dielectric fluids. It can be visualized from the literature review, kerosene or other hydrocarbon oils are typically used as dielectric fluid in EDM operations which are prone to release toxic fumes and decompose into CO and CH4 when used. Also, the deionized water does not produce toxic fume and it can be used frequently without any major precaution which otherwise would be needed with hydrocarbon-based EDM oils. It is also environment friendly and has easy availability. In the present research Al2O3 and SiC powders are added to the deionized water dielectric in various concentrations with an objective to improve the surface integrity. The significance of powder material type/properties and their concentration on surface integrity have been established. Single objective optimization is sometimes insufficient to achieve the best combination of machining parameters especially when the process is to be optimized for more than one objective. In the present research grey relational analysis, a multi-response optimization has been implemented to investigate the set of optimum parameters that deliver the best surface finish with the lowest tool wear. Surface characteristics for the optimized set of process variables were also analyzed using scanning electron microscopy (SEM).
2 Materials and methods
2.1 Material of tool and workpiece
The workpiece material selected for the present research is Titanium alloy Ti6Al4V—Grade 05. The alloy Ti6Al4V is mostly used for the application that demands highly reliable performance owing to the properties like very-high strength, low weight, water as well as salt resistance, and very good biocompatibility. The chemical composition and % weightage of elements are shown in Table 1. The size of the workpiece is 100 × 50 × 2.5 mm thick. The tool material selected for the experimentation is electrolyte copper of size 8 mm diameter and 50 mm length. The face of the tool electrode is finely finished by using die polishing emery paper 5/0 number manually. Table 2 displays the properties of the tool and workpiece materials.
2.2 Experimentation
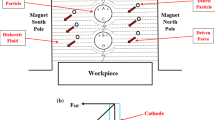
EDM Machine (Joemars AZ Series, Model: JM 320) (Die sinking type) with servo-controlled machining head was used for conducting the experiments with positive polarity tool. Deionized water was used as a dielectric with Breakdown strength 65 (kV/mm), Specific heat 4200 (J/kg-K), and thermal conductivity 0.62 (W/m-K). To adjudicate the process parameters’ range, pilot experiments were conducted erstwhile to main experiments. The capacity of the machining tank and dielectric storage tank is 100 L and 240 L. respectively. An attachment to the existing setup has been made taking into account the efficient and effective use of the dielectric fluid. The setup consists of a secondary machining tank, a secondary dielectric storage tank, and a dielectric pumping and circulating mechanism—Fig. 1. Fine powder of Al2O3 (Size—400 mesh, approximately 38 microns) and SiC (Size—500 mesh, approximately 25 microns) are mixed with deionized water in different proportions. The effective properties of the fine powder are shown in Table 2. Aluminum oxide (Al2O3) is ceramic having the properties like unreasonably high hardness and preeminent dielectric characteristics. A semiconductor of Silicon and Carbon–Silicon carbide (SiC), has the properties like great strength, good thermal conductivity, outstanding thermal shock resistance, and chemically inert. An ultrasonic device was used to homogenize the mixture of the powders (Al2O3 and SiC particles) and the dielectric. To elude accumulation and agglomeration of powder particles in the corners and tank base, a motorized stirrer mechanism has been installed in the secondary dielectric storage tank. Process parameters and their levels (respective) are presented in Table 3.

Experimentation setup
2.3 Design of experiments
To design the experiments, Response surface methodology–central composite design (RSM-CCD) is used. It is a statistical-mathematical technique practiced for modeling and analysis of the process in which process variables/parameters control the process response with an objective to establish an inter-relationship among them [38, 39]. For generating the empirical models and their optimization, RSM is considered a chronological experimentation approach. Response model of independent process variables can be generated through conducting several experiments followed by the regression analysis. Responses are used to find out a near-optimum point. The method is typically used for optimization and characterization problems.
In RSM process the process variables in the quantitative form are symbolized as:
where Y response (yield), response-function is \(f,X_{1} ,X_{2} ,X_{3} , \ldots ,X_{n}\) independent parameters and \(\xi\) experimental error.
A Response surface is generated by plotting Response of Y. Method aims at resembling the response function by an appropriate lower-order polynomial in an approximate region of process variables (independent) as a form of the response function f is complicated and unknown. The function equation can be rewritten if, responses can be finely modeled by variable’s (independent) linear function as;
A quadratic model (Higher-order polynomial) can be used if curvature appears in the system. Response equation may be used as;
The RSM-CCD helps to explore the response over the whole factor space and to trace the section of the attention wherever response ranges its optimal or else near-optimum value. Guardedly studying RSM model the combination of process parameters that contribute best response could be found out.
Table 4 displays experimental data for the current research. RSM-CCD experimental design contains a total of 30 combinations of process variables with six (06) central points and eight (08) star points. The corresponding value of the star points α is 1 and the design is referred to as face-centered CCD.
2.4 Responses
Following response variables are considered to characterize the performance of PMEDM process irrespective of the type of electrode material (Workpiece and Tool) and the used dielectric.
-
Material removal rate (MRR) (mm3/min)
-
Tool wear rate (TWR) (mm3/min)
-
Surface roughness (SR) (Ra)
Machining time (t) was recorded to make a cavity of 0.3 mm depth. To calculate material removal rate and tool wear rate, ratio of bulk volume of removed material (from electrodes) with respect to time of machining is considered.
Maximum Material removal rate is a noteworthy response that indicates process efficacy and cost-effectiveness. Higher material removal rate results into rough surface finish. To calculate material removal rate following formula is used;
wherein Wi workpiece weight (before machining), Wf workpiece weight (post machining), ρ workpiece material density (g/cm3).
For efficient machining, it is always desirable to have a minimum value of Tool wear rate. Lower the tool wear rate better will be the accuracy of the product as it specifies the minimum change in electrode size and contour. Tool wear rate is calculated using the following formula;
where Ti Tool weight (before machining), Tf Tool weight (after machining), ρ tool material density (g/cm3).
Surface roughness is the measure of smoothness or roughness of a particular surface. Roughness average—Ra measured in the present research is the arithmetic average of valleys and peaks of an object’s surface which is measured from the centerline of the length of evaluation. Average surface roughness for all the specimens was evaluated by surface roughness tester (Mitutoyo—Japan, Model—SJ-201). The surface roughness value is obtained by considering the average of three measurements where the sample measuring length considered is 2.5 mm.
2.5 Optimization using grey relational analysis (GRA)
In various cases, studied process variables can’t be optimized for only one response, as the objective would be to maximize few responses and to minimize some concurrently [40, 41]. The setting of the optimum set of parameters for one specific response might not complement other responses. Therefore, there’s a requirement for multi-objective optimization. A multi-objective optimization method—Grey relational analysis technique offers a sequenced approach for systems that are incomplete, indecisive, and not apparent [42]. Datta et al. [43] suggested the process of GRA, which starts with grey relational generation. In this step, the experimentally measured values of the responses are normalized within a range of 0 to 1. GRC—grey relational coefficient is computed thereafter. Characteristics of process performance are computed on the base of GRG—grey relational grade, thereby the multi-objective optimization problem is altered into a single-objective optimization problem. The set of parameters having the highest GRG value is treated as the optimal set of parameters. The extent of the utter data value of variance amongst the sequences and the association amongst sequences can be effectively done by GRA. The stepwise procedure for grey relational analysis (GRA) (Fig. 2) is as follows;

Stepwise procedure for grey relational analysis (GRA)
2.5.1 Grey relational generation
The influence of some of the responses might be neglected as for different responses the units of measurements are different. The problem is significant when few responses have a large range. There will be erroneousness in the results and their analysis if the optimization objectives of the responses are different (maximization for some responses and minimization for some) [44]. Therefore, it is mandatory to practice the performances for all single alternate into comparability-sequence, that is through a process comparable with normalization. The process is termed as the generation of grey relational generating. “Larger-the-better (LBT)” or “Smaller-the-better (SBT)” condition is to be chosen for all the responses based on the objective function. In the present research, LBT criteria is chosen for material removal rate and, SBT criteria is chosen for surface roughness and tool wear rate.
wherein Yi(k) ith response value (normalized) and Xi(k) observed value of ith run for kth response.
2.5.2 Grey relational coefficient calculation (GRC)
Followed by data preprocessing, GRC is calculated using the pre-processed sequence of response characteristics. GRC (ζi(k)) is calculated using the formula;
where ζ Distinguishing factor whose value lies amid 0–1, with a purpose to compress/expand GRC range. In the present research, ζ considered is 0.5. Δmax and Δmin are global maximum and minimum values of the normalized values respectively of kth response.
2.5.3 Grey relation grade calculation (GRG)
GRG indicates the correlational level of reference-sequence with comparability-sequence. GRG is the performance measure for multi-response optimization problems. It is a weighted summation of all GRC’s. For all the responses, the reference sequence indicates achievable best performance using anyone of the comparability sequences. So, if the comparability sequence for an alternative gets maximum GRG with the reference sequence, the comparability sequence is most analogous to the reference sequence and that option would be the finest choice.
GRG is calculated using the formula;
3 Results and discussions
Conventional EDM process possesses an issue of colossal surface cracks whilst, PMEDM is effectual in minimizing the same. Surface integrity has a significant effect on machined component’s functional performance. The addition of metallic powders to oil-based dielectric fluids is found to be advantageous and efficient over EDM, lesser work is done on powder mixed water-based dielectric fluids. It can be visualized from the literature review, kerosene or other hydrocarbon oils are typically used as dielectric fluid in EDM operations which are prone to release toxic fumes and decompose into CO and CH4 when used. Also, the deionized water does not produce toxic fume and it can be used frequently without any major precaution which otherwise would be needed with hydrocarbon-based EDM oils. It is also environment friendly and has easy availability. In the present research Al2O3 and SiC powders are added to the deionized water dielectric in various concentrations with an objective to improve the surface integrity. The significance of powder material type/properties and their concentration on surface integrity have been established. Single objective optimization is sometimes insufficient to achieve the best combination of machining parameters especially when the process is to be optimized for more than one objective. In the present research grey relational analysis, a multi-response optimization has been implemented to investigate the set of optimum parameters that deliver the best surface finish with the lowest tool wear.
This manuscript presents the feasibility assessment of using de-ionized water mixed with abrasive powder as the dielectric medium for machining of hard-to-cut titanium alloy—Ti6Al4V. The research results support that improved surface integrity can be obtained using deionized water as the dielectric. Complete 30 no. of experimentations have been performed in duplicate to evade any orderly error skulking into the system. Table 5 gives the details of the average values of the responses material removal rate, tool wear rate, and surface roughness.
The surface roughness, material removal rate, and tool wear rate characterize the efficiency of machining for the PMEDM process. The objective of the process to acquire maximum material removal rate with minimum tool wear rate and surface roughness. The experimental results specify that material removal rate and tool wear rate escalate by increasing input current and TON, as increasing the input current and ION the plasma channel intensity also increases. The higher energy discharge pulse will increase the intensity of the plasma channel resulting in bigger and deeper craters and thereby increases material removal rate. The erosion from the electrode becomes faster with powder-added dielectric fluid. Powder addition reduces the insulating strength of the dielectric and expands the inter-electrode gap. This causes a bridging effect resulting in swifter sparking and faster erosion from electrodes. Tool wear rate is administrated by the physio-thermal characteristics of the tool electrode. Tool wear rate is inversely proportional to electrode material’s temperature of melting. Tool material selected for the research purpose—electrolyte copper, has the properties of decent electrical conductivity and a high melting point. Experiment results show that the tool wear rate decreases with decreasing IP and TON. At a point when the input current builds, a higher heat vitality is exposed to both workpiece and tool. This phenomenon raises the heat energy developed within the workpiece and tool interface which results in enhanced melting and evaporation of the tool thereby higher tool wear rate. The surface roughness produced is related to the formed crated size in EDM operations. At higher IP and higher TON the discharged heat energy also upsurges and the larger pool of molten metal is formed and overheated. Higher heating of the molten material causes gas bubble formation and explosion. This causes larger and deeper craters. In PMEDM, the addition of powder particles reduces the dielectric fluid’s insulating strength and results in to increase of spark-gap distance between tool-workpiece. The increased sparkgap distance facilitates uniform debris flushing and results in a much steady process and improved surface finish.
Results of the experiments for various sets of process parameters (Table 5) have been normalized through Eqs. (6), (7). The grey relational coefficient was computed for the responses using Eq. (8). Grey relational grade (GRG), which characterizes the performance characteristics of the process was calculated using Eq. (9). Responses were ranked considering the obtained GRG from maximum to minimum value of GRG. The high value of GRG relates to a combination of process variables that are very close to optimum parameters. It has been observed from Table 6, process parameters for Experiment No. 02 are having the highest rank and GRG. Hence, the lowest level of IP and TON and highest levels of TOFF and powder concentration gives optimal results among the combinations of parameters.
Table 7 represents the response table for the mean of selected GRGs. These GRG helps to estimate the co-relationship between the sequence of reference and sequence of comparability. A strong relation is represented by high values of the GRG mean. Referring to the response table of GRG (Table 7) the optimal parameter combination can be judged upon that maximizes overall response. Maximum GRG exists at Ip1, TON1, TOFF3, and PC3.
Figure 3 shows the response plot for GRG to IP, TON, TOFF, and powder concentration. The steepest slope of the response variable and the maximum range of GRG indicate an influence of the operating level of the process parameter in the performance characteristics. The graph indicates that IP and powder concentration has a greater influence on surface roughness and material removal rate. It also indicates that an increase in powder concentration and TOFF improves surface roughness and an increase in IP increases material removal rate. Figure 4 represents the percentage contribution of each factor in GRA.

Response plot for machining parameters

% Contribution—process parameters—GRA
The final step in the experiment is to do a confirmation test. The purpose of the confirmation runs is to validate the conclusion drawn during the analysis phases. Also, the confirmation tests need to be carried out to ensure that the predicted parameter combination for optimum results using the software is acceptable or not. The confirmatory experiments were carried out at the optimal level predicted from the result—as suggested by grey relational analysis [At pulse current (IP)—06 amps, pulse ON time (TON)—05 µS, pulse OFF time (TOFF)—96 µS and powder concentration (PC)—0.5 g/L]. Table 8 presents an assessment between the input parameters with the estimated parameters under optimal conditions which indicate good agreement.
Baroi et al. [45] analyzed EDM of titanium grade 2 alloy using deionized water as the dielectric. Their experimental results revealed that material removal rate, tool wear rate, and surface roughness increase with an increase in pulse current (IP). ANOVA analysis was performed by researchers and it was concluded that the most influential factor that affects the responses is pulse current. The best surface finish was achieved, when EDM was operated for the smallest value of pulse current (IP)—6 amps and pulse ON time (TON)—25 µS. The research results presented in the present research by the author and the experimental results of the researcher [45] indicate good agreement.
The topography of the surface for machined Ti6Al4V alloy was observed through Scanning Electron Microscope XL 30 ESEM with a magnification of 1500X. SEM micrograph showed that the surface produced by EDM and PMEDM in the current research has craters, micro-cracks, and globules. Electro discharge machined surface is having an uneven quality of the surface. Crack is a noteworthy defect as it deteriorates the characteristics of resistance to corrosion and fatigue, principally under tensile conditions. The development of surface cracks can be accredited to powder addition effect into dielectric fluid and inconsistency of contraction stress within the recast layer thickness [46]. More expulsion energy is engendered and a higher amount of material is expelled causing cracks. This results in an increase in density of globules accrual nearer to the machined zone and thereby deteriorating the surface finish. Figure 5a, b embodies SEM micrographs of the machined surface at input current (IP) 06 amps, TON: 05 µS and TOFF: 96 µS, and PC: 0.00 g/L and 0.50 g/L respectively. It is apparent from micrographs, powder addition in dielectric improves the surface finish significantly, as the addition of powder increases the spark gap allowing the plasma channel to expand which in turn improves the discharge energy dispersion, reduces the insulation strength and improves the heat transferability of the dielectric [47]. The addition of powder not only reduces the cracks it also results in to fewer and shallower craters, hence improves surface finish.

a SEM micrograph of the ED machined surface at IP = 06 amps, TON = 05 µS, TOFF = 96 µS. b SEM micrograph of the powder mixed ED machined surface at IP = 06 amps, TON = 05 µS, TOFF = 96 µS and PC = 0.5 g/L
4 Conclusions
In the present research work, Grey relational analysis—a multi-objective optimization method is applied to investigate the influence of various responses and their levels to achieve an optimal parametric combination that enhances the surface characteristics and productivity of PMEDM of Ti–6Al–4 V using Al2O3 and SiC abrasive powder-mixed deionized water as a dielectric. Al2O3 and SiC fine abrasive powder, mixed with deionized water is found efficient and exhibits enhanced surface integrity. It is witnessed that amid the considered process parameters, discharge current (IP) and powder concentration (PC) parades the strongest correlation with rate of material removal, tool wear, and surface finish. At higher values of IP and TON, the discharged heat energy also increases and the larger pool of molten metal is formed and overheated resulting in higher heating of the molten material causes gas bubble formation and explosion. This causes larger and deeper craters. The addition of powder reduces the insulating strength of the dielectric. This results in increase in spark gap distance between the electrode and workpiece. This enlarged spark gap, promotes flushing of debris uniformly and results in much stable process thereby enhancing surface finish. The optimum parameters setting for the desired output is IP: 06 amps, TON: 05 µS and TOFF: 96 µS and powder concentration 0.50 g/L. The SEM photomicrographs analysis revealed that the addition of the conductive powder (0.50 g/L) into dielectric enhances surface integrity as it produces a surface having lesser cracks and irregularities compared to that of other process parameters and EDM process.
References
Myers JR, Bomberger HB, Froes FH, Mater J (1984) Titanium alloys and their machinability a review 36(10):50–60
Tai TY, Lu SJ (2009) Improving the fatigue life of electro-discharge machined SKD-11 tool steel via the suppression of surface cracks. Int J Fatigue 31(3):433–438
Singh S, Maheshwari S, Pandey PC (2004) Some investigations into the electric discharge machining of hardened tool steel using different electrode materials. J Mater Process Technol 149:272–277
Luis CJ, Puertas I, Villa G (2005) Material removal rate and electrode wear study on the EDM of silicon carbide. J Mater Process Technol 164–165:889–896
Pecas P, Henriques E (2003) Influence of silicon powder mixed dielectric on conventional electrical discharge machining. Int J Mach Tool Manuf 43:1465–1471
Das PP, Chakraborty S (2019) Parametric analysis of a green electrical discharge machining process using DEMATEL and SIR methods. OPSEARCH 1–28
Erden A, Bilgin S (1980) Role of impurities in electrical discharge machining. In: 21th international machine tool design and research conference. Macmillan, London, pp 345–350
Tzeng Y-F, Lee CY (2001) Effects of powder characteristics on electro discharge machining efficiency. Int J Adv Manuf Technol 17:586–592
Kansal HK, Singh S, Kumar P (2005) Parametric optimization of powder mixed electrical discharge machining by response surface methodology. J Mater Process Technol 169:427–436
Wu KL, Biing HY, Huang FY, Chen SC (2005) Improvement of surface finish on SKD steel using electro-discharge machining with aluminum and surfactant added dielectric. Int J Mach Tools Manuf 45:1195–1201
Lee VT, Banh TL, Tran XT, Thi Hong Minh N (2019) Surface modification process by electrical discharge machining with tungsten carbide powder mixing in kerosene fluid. In: Applied mechanics and materials, vol 889. Trans Tech Publications, Stafa-Zurich, pp 115–122
Lin YC, Yan BH, Huang FY (2001) Surface modification of Al–Zn–Mg aluminum alloy using the combined process of EDM with USM. J Mater Process Technol 115(3):359–366
Jabbaripour B (2012) Investigating the effects of EDM parameters on surface integrity, MRR and TWR in machining of Ti–6Al–4V. Mach Sci Technol 16(3):419–444
Kolli M, Kumar A (2014) Effect of boron carbide powder mixed into dielectric fluid on electrical discharge machining of titanium alloy. Procedia Mater Sci 5:1957–1965
Yeo SH, Tan PC, Kurnia W (2007) Effects of powder additives suspended in dielectric on crater characteristics for micro electrical discharge machining. J Micromechanics Micro Eng 17(11):91–98
Chow H-M, Yang L-D, Lin C-T, Chen Y-F (2008) The use of SiC powder in water as dielectric for micro-slit EDM machining. J Mater Process Technol 195(1–3):160–170
Prihandana GS, Mahardika M, Hamdi M, Wong YS, Mitsui K (2009) Effect of micro-powder suspension and ultrasonic vibration of dielectric fluid in micro-EDM processes—Taguchi approach. Int J Mach Tools Manuf 49(12–13):1035–1104
Jeswani ML (1981) Effect of the addition of graphite powder to kerosene used as the dielectric fluid in electrical discharge machining. Wear 70(2):133–139
Kumar A, Mandal A, Dixit AR, Das AK, Kumar S, Ranjan R (2018) Comparison in the performance of EDM and NPMEDM using Al2O3 nanopowder as an impurity in DI water dielectric. Int J Adv Manuf Technol 100:1327–1339
Nguyen TD, Nguyen PH, Banh LT (2019) Die steel surface layer quality improvement in titanium μ-powder mixed die sinking electrical discharge machining. Int J Adv Manuf Technol 100(9):2637–2651
Jeswani ML (1981) Electrical discharge machining in distilled water. Wear 72:81–88
Erden A, Temel D (1982) Investigation on the use of water as a dielectric liquid in EDM. In: Proceedings of the twenty-second international machine tool design and research conference. Macmillan Education, London, pp 437–440
Lin CT, Chow HM, Yang LD, Chen YF (2007) Feasibility study of micro-slit EDM machining using pure water. Int J Adv Manuf Technol 34:104–110
Zhanbo Y, Kunieda M (1999) Study on material removal rate of EDM in deionized water. J JSEME 33(72):28–36
Leao FN, Pashby IR (2004) A review on the use of environmentally-friendly dielectric fluids in electrical discharge machining. J Mater Process Technol 149(1–3):341–346
Singh NK, Pandey PM, Singh KK, Sharma MK (2016) Steps towards green manufacturing through EDM process: a review. Cogent Eng 3(1):1–13
Kuniedaa M, Kitamura T (2018) Observation of difference of EDM gap phenomena in water and oil using transparent electrode. Procedia CIRP 68:342–346
Nguyen MD, Rahman M, Wong YS (2012) An experimental study on micro-EDM in low-resistivity deionized water using short voltage pulses. Int J Adv Manuf Technol 58(5–8):533–544
Tang L, Du YT (2014) Experimental study on green electrical discharge machining in tap water of Ti–6Al–4V and parameters optimization. Int J Adv Manuf Technol 70:469–475
Vinayagamoorthy R, Xavior MA (2014) Parametric optimization on multi-objective precision turning using grey relational analysis. Procedia Eng 97:299–307. https://doi.org/10.1016/j.proeng.2014.12.253
Maiyar LM, Ramanujam R, Venkatesan K, Jerald J (2013) Optimization of machining parameters for end milling of Inconel 718 super alloy using Taguchi based grey relational analysis. Procedia Eng 64:1276–1282. https://doi.org/10.1016/j.proeng.2013.09.208
Rajiv KS, Jagdeep S (2014) Determination of multi–performance characteristics for powder mixed electric discharge machining of tungsten carbide alloy. ProcIME Part B: J Eng Manuf 230:303–312
Kansal HK, Singh S, Kumar P (2006) Performance parameters optimization (multi-characteristics) of powder mixed electric discharge machining (PMEDM) through Taguchi’s method and utility concept. Ind J Eng Mater Sci 13:209–216
Nguyen HP, Pham VD, Ngo NV (2018) Application of TOPSIS to Taguchi method for multi-characteristic optimization of electrical discharge machining with titanium powder mixed into dielectric fluid. Int J Adv Manuf Technol 98(5):1179–1198
Chakraborty S, Bhattacharyya B, Diyaley S (2019) Applications of optimization techniques for parametric analysis of non-traditional machining processes: a review. Manag Sci Lett 9(3):467–494
Das PP, Chakraborty S (2020) Application of grey correlation-based EDAS method for parametric optimization of non-traditional machining processes. Scientia Iranica. https://doi.org/10.24200/sci.2020.53943.3499
Banh T-L, Nguyen H-P, Ngo C, Nguyen D-T (2018) Characteristics optimization of powder mixed electric discharge machining using titanium powder for die steel materials. Proc Inst Mech Eng Part E: J Process Mech Eng 232(3):281–298
Montgomery DC (2001) Design and analysis of experiments, 5th edn. John Wiley and Sons Inc, NY
Cochran G, Cox GM (1962) Experimental design. Asia Publishing House, New Delhi
Fisher RA (1925) Statistical methods for research worker. Oliver and Boyd, London
Tripathy S, Tripathy DK (2017) Multi-response optimization of machining process parameters for powder mixed electro-discharge machining of H-11 die steel using grey relational analysis and topsis. Mach Sci Technol 21(3):362–384
Singh S, Yeh MF (2012) Optimization of abrasive powder mixed EDM of aluminum matrix composites with multiple responses using gray relational analysis. J Mater Eng Perform 21(4):481–491
Datta S, Bandyopadhyay A, Pal PK (2008) Solving multi-criteria optimization problem in submerged arc welding consuming a mixture of fresh flux and fused slag. Int J Adv Manuf Technol 35:935–942
Huang JT, Liao YS (2003) Optimization of machining parameters of wire-EDM based on grey relational and statistical analyses. Int J Prod Res 41(8):1707–1720
Baroi BK, Debnath T, Patowari PK (2020) Machinability assessment of titanium grade 2 alloy using deionized water in EDM. Mater Today Proc 26:2221–2225
Lee LC, Lim LC, Narayanan V, Venkatesh VC (1988) Quantification of surface damage of tool steels after EDM. Int J Mach Tools Manuf 28(4):359–372
Le VT (2021) Influence of processing parameters on surface properties of SKD61 steel processed by powder mixed electrical discharge machining. J Mater Eng Perform 30:3003–3023
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Joshi, A.Y., Joshi, A.Y. Multi response optimization of PMEDM of Ti6Al4V using Al2O3 and SiC powder added de-ionized water as dielectric medium using grey relational analysis. SN Appl. Sci. 3, 718 (2021). https://doi.org/10.1007/s42452-021-04712-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-021-04712-3