
Abstract
In this study, in order to obtain the maximum possible formability in tailor-welded blank AA6061 sheets connected by the friction stir welding (FSW) procedure, the incremental sheet forming process has been utilized. The results are presented both numerically and experimentally. To obtain the forming limit angle, the base and FSWed sheets were formed in different angles with conical geometry, and ultimately, the forming limit angle for the base metal and FSWed sheet is estimated to be 60° and 57.5°, respectively. To explore the effects of welding and forming procedures on AA6061 sheets, experimental studies such as mechanical properties, microstructure and fracture analysis are carried out on the samples. Also, the thickness distribution of the samples is studied to investigate the effect of the welding process on the thickness distribution. Then, the numerical process was simulated by the ABAQUS commercial software to study the causes of the FSWed samples failure through analyzing the thickness distribution parameter, and major and minor strains and the strain distribution. Causes of failure in FSWed samples include increased minor strain, strain distribution and thickness distribution in welded areas, especially in the proximity of the base metal area.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
With the development of manufacturing technologies, flexibility and cost efficiency are highly demanded in forming methods. The incremental sheet forming process (ISF) is a flexible and low-cost method for producing low-volume samples without the need for sophisticated equipment. The most common applications of the ISF process are in the automotive, aerospace and shipbuilding industries. Recently, this process has also been used in medical equipment manufacturing [1]. In the ISF process, the sheet formability is defined by the forming limit angle (maximum wall angle). The forming limit angle in the ISF process is called the maximum forming angle before failure [2]. In this process, the hemispheric tool moves along a predefined path to incrementally obtain the desired shape. Bhattacharya et al. [3] studied the influence of the ISF process variables on the maximum wall angle of an Al5052 blank. Their results show that with the increase in the tool diameter and step down, and decrease in the sheet thickness, the forming limit angle decreases. Kumar et al. [4] investigated the formability of AA2024-O aluminum alloy with the SPIF process and demonstrated that an increase in the wall angle and step down leads to formability reduction. Shamik Basak et al.[5] studied the effective parameters in the SPIF of the AA6061 with response surface methodology through a Box–Behnken design. They concluded that the lower tool diameter is desirable for higher formability of the SPIF product. Also, the formability was found to be reduced with the increase in the step size. The most influential parameter in the ISF process for the wall angle is feed, followed by step size, lubrication, speed and tool type [6].
Nowadays, due to the increasing usage of multiple aluminum alloys in several industries, numerous experimental studies have been carried out to obtain a suitable method for aluminum welding. The FSW process is a method for joining the sheets in a solid state which applies the heat generated by a rotating solid tool and a severe plastic deformation. Temperature in FSW can reach up to 80–90% of the material melting temperature. The applications of the FSW include all the industries that need a reduced weight in the structure and as a result cost efficiency, such as marine and aerospace. Because of the low density, excellent corrosion resistance, machinability, and outstanding strength and stiffness of heat-treatable 6xxx series alloys [7], including AA6061, they are considered as the most appropriate alloys for marine structure, automotive body and aircraft [8].
M. mile et al. [9] investigated the formability of FSWed 5182, 5754 and 6022 sheets. They found out that FLD for the 5182 and 5754 FSW sheets are similar to those of the base metal near plane-strain. On the other hand, the FSW sample has lower forming limit angle than the BM as biaxial strain conditions are reached. Also, the FSW 6022 alloy has similar formability as the BM in plane-strain, but as the biaxial strain conditions are reached, the formability faces a rapid decrease and straining occurs across the weld.
Li et al. [10] in their studies examined the effects of the FSW process on the mechanical and metallurgical properties of AA7A04-T6 sheet. They showed that the fine grains produced in the stir zone (SZ) due to the dynamic recrystallization significantly enhance the mechanical properties of the welded area.
Ahmed et al. [11] examined the effect of the tool feed rate on mechanical properties, microstructures and crystallographic textures of dissimilar and similar samples of 7075 and 5083 alloys in the FSW process. They reported that increasing the feed rate results in a steep reduction in the average grain size. Habibi et al. [12] studied the mechanical properties and forming limit diagrams of the FSWed low-carbon steel (St14) sheets using Nakazima method and found that the FSW process reduces the formability of the sheets.
Hussain et al. [2] evaluated the effect of the ISF process on the mechanical and microstructural properties of AA6061 and AA5754 sheets. The results showed that the grains and second phase particles both elongate after the ISF, thereby enhance the strength and reduce the ductility of materials. Maji et al. [13] studied the effects of FSW and IF on the formability of the AA5083 sheet compared to the conventional forming through experimental studies. They found out that the formability in the SPIF is more than conventional forming methods. Formability in the IF increased due to the occurrence of progressive positional plastic deformations at the smaller tool contact area. They also examined the formability of the FSWed sheets and a comparison of FLCs showed that formability of a welded sheet is reduced compared to that of the parent sheet. Aktarer et al. [14] investigated the microstructure, mechanical properties and stretch formability of FSWed IF-steel along with 6061Al alloy. They concluded that the formability of the IF-steel decreases, while it increases in the case of the AA 6061 alloy. Further, they found out that FSW decreases the ductility of the joint under uniaxial loading both in the AA 6061 and IF-steel. Abdullah et al. [15] studied the formability of the FSWed AA1050 sheet with different thicknesses. They used a deep drawing method to evaluate the formability of the sheets and found that the greater the thickness of the sheet, the higher the formability of the FSWed sample.
Arfa et al. [16] predicted the failure in the SPIF process through examining the results obtained from the thickness distribution and the equivalent plastic strain. Radhika et al. [6] used the multipoint incremental forming tool (MPIF) on an AA5052 aluminum alloy sheet and compared it with the single point ISF process. They reported that the maximum sum of strain is obtained when using the MPIFT, which yields a more favorable formability compared to that of the SPIFT. Li et al. [17] studied the deformation mechanism in the ISF process. They noticed that shear strain in the forming direction prevails much among the three shear components, and the maximum value occurred in the middle of the sheet and in-plane shear strain is not negligible especially in the upper surface. Ai et al. [18] studied the deformation stability and the fracture mechanism in the ISF process. They discovered that the sheet fracture in the incremental forming process could either be caused by the deformation instability or limited material ductility. Sheet fracture occurs when either of the failure limits is reached.
Only a few studies were designated to the formation of FSW sheets, which will be discussed in the following. Ambrogio et al. [19] investigated the effect of the FSW process on the formability of AA6181-T4 sheet with the ISF process. Studies have shown that the FSW process reduces the forming limit angle of the welded sheet about 8 degrees compared to the base material in the SPIF process. Silva et al. [20] performed their studies on AA1050-H111 to evaluate the formability of FSWed sample by the SPIF process. They found out that the seamless sheets yield a greater formability than the FSWed sheets. Alinaghian et al. [21] explored the effect of welding line direction (in 3 directions: rolling direction, transverse direction and diagonal direction) of the FSW process on the formability of AA6061 sheet by the ISF process. It was found that in the diagonal direction, the formed samples have a higher FLD. They also concluded that as the step down increases the thickness distribution also increases. This study does not report the FEM process. Ebrahimzadeh et al. [22] analyze the formability of AA5083 FSWed blank through an incremental forming process (SPIF and two-point incremental forming (TPIF)) under different wall angles. By examining the formed samples and also analyzing the failure surface for two TPIF and SPIF methods, it was found that the samples formed by TPIF method have a higher value of formability. Tayebi et al. [23] investigated the formability of dissimilar FSW AA 6061 and AA 5083 sheets by the SPIF process. They found out the FSW process has no negative effects on the formability of the dissimilar weld. Marathe et al. [24] simulated the SPIF process of TWB sheets and reported that several parameters of the FSW material in the initial position of the SPIF tool affect the weld line shift.
In this study, the effect of welding process on the forming limit angle of 6061 sheet is scrutinized by obtaining the forming limit angle for the FSWed sheets and comparing it with the BM. For a much thorough examination of the effect of the FSW process on sheet formability, mechanical properties, microstructure and failure surface analysis of the samples were evaluated in all stages of the experimental work. A new approach in this paper is to examine the causes of failure for the FSWed samples formed through the results obtained from the simulation of thickness distribution, PEEQ and main and major strains with the ABAQUS/Explicit software. In this paper, the reasons for the reduction of the forming limit angle in welded samples are investigated.
2 Materials and methods
This article contains several sections. First, the samples are connected by the FSW process and then the maximum forming limit angle is obtained by the SPIF process for welded samples and the BM. Then, numerical analysis is performed on the thickness distribution, strain distribution and equivalent plastic strain. Also, the tensile test, microhardness analysis, and fractography analysis, microstructural analysis are carried out.
2.1 Welding process
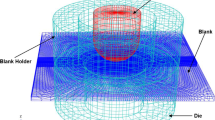
The BMs used for the FSW are two AA 6061 sheets with in 80 mm × 190 mm × 2 mm size, which are finally fabricated into a sheet with the size of 160 mm × 190 mm × 2 mm after the FSW process. Figure 1a demonstrates the schematic experimental setup. FSW work tools, welded sheet and position of tool are shown in Fig. 1b–d, respectively. During the FSW process, the samples were clamped by a fixture. The tools are made of AISIH13 steel with 50–52 HRC with a shoulder diameter of 14 mm and a square pin with dimensions of 3.5 × 3.5 mm with a length of 1.8 mm. Due to the better mixing of square pins than other geometries, square geometry was chosen for FSW process [25]. The FSW process parameters are shown in Table 1.

FSW, a setup schema, b tool, c welded sheets and d position of tool
2.2 Forming process
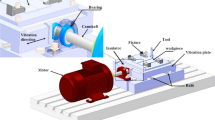
After the FSW process, samples were formed into a conical shape with different wall angles to obtain the forming limit angle by the SPIF process. To do so, the angle of the conical samples is increased up to failure. The experiments are performed on a 3-axis FP4MD TABRIZ CNC milling machine with a D810 SIEMENS controller which is shown in Fig. 2a, along with the fixture and tool used for the forming process shown in Fig. 2b. In this experiment, a VCN150 steel tool with a diameter of 14 mm is used.

The SPIF process, a milling machine and b special fixture
The G-Code used for milling machine is generated with the Power Mill software. In the SPIF process, a spiral path is considered for the movement of the tool [26], the spindle speed is 500 rpm, the horizontal feed rate is 1200 mm/min, and the vertical pitch of the tool is 0.5 mm for each sample. Oil is used as lubricant (Table 2).
2.3 Microstructural and microhardness observations
In order to analyze the microstructure and microhardness, samples were prepared from the cross section of the welded and formed parts. Next, polishing is done with emery papers (varying from 200 to 2,000) and then the samples are exposed to Keller etching solution (190 ml (H2O) + 5 ml (HNO3) + 3 ml (HCl) + 2 ml (HF)) in order the samples to be prepared for metallography. To produce images of the microstructure, optical microscopy (OM) and scanning electron microscopy (SEM) were used. Also, The Vickers microhardness is used to measure the hardness of the samples in the cross section. Force and time used in the hardness test process were 100 gr and 15 s, respectively.
2.4 Tensile tests
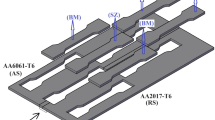
To investigate the effect of the FSW process on the fracture surface analysis and mechanical properties relative to the base sheet and also to obtain the stress and strain diagrams for simulation process, tensile test was done according to the ASTM-E8M standard (sub-sized samples). According to Fig. 3, tensile test samples were cut along the weld line (containing the FSWed area only) [27].

Tensile test samples from the FSWed and BM region
2.5 Finite element model
The commercial ABAQUS/Explicit 6.14 was used to perform the simulation analysis for the SPIF process. For the tool and die, a rigid material behavior has been defined. In order for the sheet to be better analyzed, it was modeled as a deformable component. Regarding that the anisotropy of the AA6061 was about 0.94, the effect of anisotropy was not included in the simulation. The sheet is based on von-Mises criteria and under elastic and plastic conditions. Based on Fig. 4a, the welding area was separated from the base sheet area by partitioning with a diameter size of the tool shoulder (14 mm). The shell elements with 2 mm size and S4R square mode for the sheet mesh were used. The friction behavior of sheet/tool was modeled using the Coulomb friction law (friction coefficient is 0.1). According to the experimental conditions, the tool of the SPIF was simulated with spiral motion (Fig. 4b) and step down, feed rate and rotational speed of 0.5, 1200 and 500, respectively. Using Dynamic/Explicit process for solver and to decrease the run-time, used the 10,000 mass scaling to the sheet model. For the simulation accuracy and to reduce the effect of mass scaling, kinetic energy must be small compared to the internal energy; and ratio of kinetic energy to internal energy must not get too large, typically less than 10%.

a FEM setup of the SPIF process in ABAQUS software and b spiral tool path
3 Results and discussion
In this work, the effect of the FSW process on the formability of AA6061 sheet is investigated and compared with the base metal in the SPIF process. Also, in the following, the experiments and simulation model for strain distribution results, equivalent plastic strain and thickness distribution are discussed. The microstructural properties and microhardness of the weld zone and the BMs along with the fracture type for the tensile test sample and the SPIF sample are also investigated.
3.1 Experimental test of SPIF process
In SPIF, the formability is defined by the maximum forming limit angle. The maximum accessible wall angle is measured at the failure depth [4]. After the FSW process, it is necessary to investigate the effect of the process on the formability. Therefore, in this part, by performing a SPIF process on the FSWed samples as well as the BM, the formability of the sample before and after welding is compared. Figure 5 shows the forming angles of 60°, 62.5° and 65° for of the BM and Fig. 6 shows the forming angles of 30° to 60° for the FSWed samples. For more accurate results, each test is performed 3 times. In the SPIF process, by increasing the forming depth and forming angle, due to the increase in the amount of strain (minor and major), the strain point enters the fracture area in the fracture limit diagram (FLD) and the fracture in the sample is predictable. The results of this section will be discussed in detail in the numerical simulation section.

SPIF of BM, a wall angle 60°, b wall angle 62.5° and c wall angle 65˚

FSWed sheet with different wall angles after SPIF process
Figure 7 shows the formed FSWed AA6061 sheet after the SPIF process with wall angle of 60°. Examination of the samples formed at an angle of 60° reveals that the samples are fractured with an increase in the strain value at the end of the segment. The fracture of the SPIF sample due to the increased strain will be further discussed in the strain distribution section.

SPIF of FSWed sheets with the wall angle of 60°
The result of the SPIF for the AA6061 base sheet and FSW is shown in Table 1. For the BM, the forming limit angle was 60° with a drawing depth of 89.75 mm, while the forming limit angle is reduced for the FSWed sheets. Experiments were performed 3 times for the 60° forming limit angle and in all repetitions of the experiment the sheet failed from the weld. Subsequently, by reducing the angle to 57.5°, SPIF samples were formed without cracks and tears. Therefore, the forming limit angle for the FSWed AA6061 sheet was 57.5° with a drawing depth of 80.75 mm which is decreased by 2.5° compared to the BM. The reason for this decrease in the forming limit angle of the FSWed sheet is examined in the distribution of thickness and strain section.
Previous studies, Rattanachan et al. [28] and Ambrogio et al. [19], found that the maximum forming angle of the FSWed samples reduces compared to the BM, and Tayebi et al. [23] reported the FSW process has no considerable negative effects on the wall angle of 5083 and 6061 alloys. Ambrogio et al. [19] reported that the maximum forming angle in the FSW sample is reduced compared to BM AA6181 sheet. Tayebi et al. [29] found that the formability of the FSWed sample is equal to the BM of the AA5083 sheet.
3.2 Tensile test result
Tensile test is carried out to obtain the AA6061 sheet properties for the finite element (FE) simulation and fracture surface analysis. In order for the tensile test results to be applicable, it is necessary to convert the engineering strain and stress curves to true stress and strain values. So, according to the relevant equations, the true stress and strain curves were extracted for the AA6061 BM and their FSWed sheets are shown in Fig. 8.

The result of the tensile test for the BM and FSWed zone
The Hollomon equation (Eq. 1) is used to obtain the suitable plastic coefficient (k) and work-hardening exponent (n).
The values of k and n can be obtained by drawing the true stress–strain curve on logarithmic axes. Logarithm equation is shown in Eq. 2:
where n is the slope of the graph and k is the intersection point of the curve where ε = 1. Due to the high strain of the ISF process, it is necessary to extrapolate the true stress and strain diagram farther from the necking area. Using Eqs. 1 and 2 and as shown in Fig. 9, the true stress and strain diagrams are extrapolated until strain 1 [30], 31]. Table 3 summarizes the material properties listed for the BM and FSWed zone.

True stress–strain curve extrapolation for BM and their FSWed zone

Thickness distribution measurement along the FSW line with the ABAQUS software
3.3 Thickness measurement
In this section to verify the FE simulation results, thickness distribution for AA6061 sheet was simulated after SPIF process in 2 directions of welding area and BM, then, their result are compared with the experimental results and sine law [32, 33] (\(t_{f} = { }\sin \theta { }t_{i}\)). In the sine law, \(t_{f}\) is the wall thickness after forming, \(t_{i}\) is the original thickness, and \(\theta\) is the wall angle. Experimental results are measured using dial gauge along a radial line for BM and in both the radial direction on the welding line and the radial direction perpendicular to the welding line for FSWed sample (Fig. 10). In the ISF process, the final thickness in the flange zone and down zone of the sample is the same to the primary thickness. Simulation of the thickness distribution of the FSWed and BM sample is presented in Fig. 11. As shown in Fig. 11-b, the distance between the weld region and the BM region has the least amount of thickness distribution. The decrease in thickness in the mentioned area is due to the change in material properties in the boundary of the two areas. In the FSWed sample, the thickness distribution is measured in two directions—the weld line and vertical to weld line. The result of the thickness distributions is shown in Fig. 12-a and b. Comparing the results, it is clear that is a good correlation exists between the results obtained from the thickness distribution in the experimental test, simulation result and sine law. The results show only a 5% difference in the thickness distribution of the FSWed area and the BM. Consequently, it is known that the FSW method has no negative effect on the thickness distribution after the SPIF process. Figure 13 shows the results of the equivalent plastic strain (PEEQ) simulation in the two forming angles, 1—forming angles with 60° for the BM (12-a) 2—forming angles with 57.5° (12-b) for the FSWed sheet. Investigation about of the PEEQ in the SPIF process is one way to estimate and predict the thickness distribution and fracture [16]. Comparing Figs. 11a, b and 13a, b, it can be seen that the maximum thickness distribution and the maximum PEEQ have occurred in the same zone. The maximum thickness distribution for the FSWed sample (with 57.5°) is 8.03 mm in the weld zone and for the BM sample (with 60°) is 7.97 mm at the top of the cone body. This indicates that a large thickness distribution has occurred in the welding area of the FSWed sample, which can lead to the failure of the welded zone. It is noteworthy that this has also happened to the strain distribution model. Comparing Fig. 13-a and -b, it can be seen that the maximum PEEQ for the FSWed sample (with 57.5°) is 2.543 in the weld zone and for the BM sample (with 60°) is 2.369 at the top of the cone body. The causes of witnessing a more PEEQ in the FSWed sample at a lower forming limit angle than the BM sample can be as follows (Fig. 12):
-
1.
Difference between the properties of the weld zone and the BM zone due to some factors such as: grain growth, reduction of weld zone hardness compared to the BM zone and other metallurgical factors that will be examined in the continuation of this article.
-
2.
Decrease in the strength of the weld zone compared to the BM zone, which depends on the aforementioned parameters (Fig. 8).

Thickness distribution for a AA6061 BM (60°) and b AA6061 FSWed sheet ( 57.5°)

Numerical investigation of equivalent plastic strain (PEEQ), a BM sheet formed with 60° forming angle and b FSWed sheet formed with 57.5° forming angle

Numerical, experimental and sine law results for thickness distribution with the 57.5° forming angle: a BM sheet formed and b FSWed sheet formed
Furthermore, the effect of step down on the thickness distribution is investigated. The results were compared for 3 steps down of 0.2 mm, 0.5 mm and 1 mm obtained from simulation results for FSWed region and BM region (Fig. 14). As the results indicate, increasing the step down leads into an increase in thickness distribution and reduction of the formability of the sheet for both the FSWed region and BM region [34].

The numerical results for thickness distribution with 1, 0.5 and 0.2 step down (mm): a in the FSWed region and b in the BM region
3.4 Strain distribution
In this section, the major and minor strains (ε1 and ε2) in the SPIF process for BM with 60° wall angle and the FSWed sample with 57.5° and 60° wall angle are simulated and shown in several plots (Figs. 15, 16 and 17). Given that in the ISF process a compound of stamping and bending loads occurs simultaneously, the major and minor strains (FLD) increase compared to common forming methods [35]. It is widely accepted that in the ISF process higher strain values can be achieved, as for aluminum alloys in which the value is approximately 200–300% times more than other common methods like deep drawing [36, 37] This issue is rooted in the local deformation mechanism of the ISF deformation which itself is due to the low rate of strain in each pass and causes the material to not to be pulled into the processing region. The major and minor strains for the cone sample are measured in longitudinal and tangential (hoop) directions, respectively. Analyzing the results of the strain simulation, it was found that the major strain for the BM (Fig. 15a) is about 1, for FSWed blank with 57.5° is 0.87 (Fig. 16a) and for FSWed blank with 60° is 0.97 (Fig. 17a). By comparing the major strain for BM and FSWed blank, it is clear that there is not much variation in the original strain results, and it can be said that the major strain is not the cause of the 2.5° decrease in the wall angle of FSWed sheet. Comparing the results of the minor strains for the BM (Fig. 15b) and FSWed blank (Figs. 16b and 17b) indicate that most of the minor strains occurred in the end region of the formed cone and the FSWed samples; and the maximum minor strain is produced in the weld region. The amount of minor strain for BM, FSWed with 57.5° and FSWed with 60° are 0.125, 0.24 and 0.252, respectively. In the BM sheet sample and outside the welding area of the FSWed samples (BM region) due to the higher major strain as compared to the minor strain, the strain state is close to the plate strain. However, in the FSWed region strain states become more biaxial. The reason for this increase in minor strain value could be a decrease in the strength (Fig. 8) of the weld region compared to other regions. The cause of the 2.5° decrease in the wall angle of the FSWed blank as compared to the BM can be explained by the doubled amount of minor strain in the welded region compared to the BM. In the metal forming processes, deformation will occur in the weakest area. Therefore, the area in which the most deformation occurred is the weakest area in terms of strength. Hence, the deformation will be concentrated in the same area and will cause the failure of the sample [38]. Comparing the results of major and minor strain shows a larger strain in the radial direction.

Strain distribution of BM with 60° wall angle: a major strain distribution, b minor strain distribution and c main and major distribution plot

Strain distribution of FSWed sample with 57.5°Wall angle: a major strain distribution, b minor strain distribution and c main and major distribution plot

Strain distribution of FSWed sample with 60° Wall angle: a major strain distribution, b minor strain distribution and c main and major distribution plot
3.5 Microstructural observations
After the FSW and SPIF process, it is necessary to investigate the effect of welding and forming processes on the microstructure of the samples and compare them with the BM. Figure 18 shows SZ, thermo-mechanically affected zone (TMAZ), and haze affected zone (HAZ) sides for the AA 6061 sheet.

SZ, TMAZ and HAZ for microstructure of FSW sample
The FSW process for simultaneous rotational and traverse movement of tool causes severe plastic deformation and generates frictional heat and as a result dynamic recrystallization (DRX) is conceivable [39]
DRX leads to the generation of new sub-grains or grains and finally leads to fine grains in the SZ. This process is progressive, with no clear division between the nucleation and growth stages. In areas farther from SZ, less or no plastic deformation occurs. In TMAZ and HAZ due to the lower temperatures and usually the low deformation, dynamic recovery (DRV) will happen along with dislocation climb, cross-slip and glide mechanisms. DRX requires a lot of stored energy in the material which is obtained in various ways including severe plastic deformation [39]. Therefore, the average grain size in TMAZ and HAZ zones is greater than that of the SZ [14].
The SEM images from the microstructure of AA6061 alloys before and after the SPIF process are shown in Fig. 19. In this article, in order to measure the grain of SEM images Fiji–ImageJ software is utilized. The grain size of the BM before and after the SPIF was about 30 μm and 21.6 μm, respectively. This 30% grain size reduction is due to the cold work after the forming process. During deformation, the orientations of the individual grains of a polycrystalline metal change as opposed to the direction of the applied stress. During the forming process, the grains of a polycrystalline metal change their shape such that it corresponds to the macroscopic shape change. As a result, there is an increase in the grain boundary area.

SEM micrograph of a BM and b BM after SPIF
Cold-working occurs in the SPIF process and causes an increase in the density of dislocations; and growth of new grains with low angle (sub-grains), and high-angle grain boundaries [40].
The SEM images from the microstructure of FSWed sample before and after the SPIF process are depicted in Fig. 20.

SEM microstructure of FSWed sample. a HAZ, b SZ, c HAZ after forming and d SZ after forming
Microstructure for the FSWed sample before forming for the HAZ and SZ joint zones is shown in Fig. 20a and b, respectively. The grain size for HAZ and SZ zones is 15 μm and 10 μm, respectively. Furthermore, Fig. 20c and d demonstrates the HAZ, SZ zones after the SPIF process with 11 μm and 8.5 μm grain size, respectively. Despite the SPIF process which yields at most 30% reduction the in grain size of the BM, the results obtained from the grain size for the BM (30 μm) sample and HAZ (15 μm) and SZ (10 μm) zones of the FSWed samples show a 50% (HAZ zone) and 67% (SZ zone) reduction in the grain size after the FSW process [41, 42].
Hence, it can be concluded that due to the greater effect of the severe plastic deformation occurred in the FSW process compared to the cold-working in the SPIF process, the grain size reduction is relatively more.
Due to the differences in the microstructural change mechanisms in the FSW and SPIF processes, namely the hot deformation mechanism in the FSW process, depending on the temperature and applied stress several deformation mechanisms can occur. In the FSW process, the DRX mechanism occurs at a critical stage of deformation where enough energy is stored for creation of new grains at the old grain boundaries. The DRX is the eminent phenomenon of the decrease in the grain size. On the other hand, in the SPIF process with the increase in forming and also when the grains are originated, the grain boundaries increase and as a result, the boundaries are a good place to restrain dislocation accumulation. As a result, it increases the density of the dislocation and eventually increases the strength [43]. In the SPIF process, DRX does not take place and only the cold-working occurs. Therefore, compared to the FSW process, less strain occurs.
During the FSW process, DRX occurs and leads to the formation of fine and equiaxed grains in the nugget zone [44]. Also, more heat is generated than the SPIF process. At first, it seems that due to the high temperature in the FSW process, the grain size must be greater. However, due to the strain rate reported in FSW which is much higher than the SPIF process, the decrease in grain size in the weld area is due to the high strain created in the welding process. The amount of strain created in the FSW process is about 50 to 200, while for the SPIF process it is about 1 to 2 [28], 45]. In this study, the effective strain value in simulation of the SPIF process was about 1.15. In the formed sample, the grain size in the HAZ decreases from 15 µm to 11 µm (35%), and in SZ from 10 to 8.5 µm (20%) after the forming process.
3.6 Microhardness
The hardness profiles of the FSWed and BM samples before and after the SPIF process from the cross section are shown in Fig. 21. As can be seen in Fig. 21a, in the FSWed sample, despite the fine grain size of region SZ, its hardness is less than that of the BM region. In general, the hardness profiles of the welded areas are less than those of the BM areas. The average hardness obtained for the base sheet and FSWed areas (including HAZ and SZ region) is82 and 61 HV, respectively. This shows a 34% reduction in the FSW microhardness compared to the BM microhardness. Figure 21b shows the hardness profiles for the BM before and after the SPIF process. According to the studies on the microstructure, after the SPIF process the grain size becomes finer and the density of dislocation increases, which leads into an increase in the hardness of the formed sample compared to the BM.

Hardness profile for a FSWed sample before and after the SPIF and b BM sample before and after the SPIF
In addition to the grain size of the FSW process at high temperatures, the metallurgical properties of aluminum may change with the creation of different phases, which affects the amount of hardness [38]. The reasons can be listed as follows:
-
1.
During the FSW process, the temperature of the sample in the welding area will increase to about 350 degrees, which is the annealing temperature of the aluminum sheet. Therefore, in the welding area, the process of annealing and recovery reduces the density of dislocation, but due to the short time, the process of dislocation cannot be completely eliminated.
-
2.
AA 6061 sheet is a kind of heat-treatable type of Al alloy. Phases \(\mathop \beta \limits^{\prime\prime }\) and \(\beta^{\prime }\) are among the phases that are created during aluminum aging to increase the hardness of the sample. In the FSW process, the heat generated in the welding area causes the phases \(\mathop \beta \limits^{\prime\prime }\) and \(\beta^{\prime }\) to dissolve and coarsens the precipitate phase, and due to the low cooling rate during the process, these phases cannot regain their density. As a result, as these phases dissolve and coagulate in the welded zone, the hardness of this region decreases compared to the base plate area [46].
Nourani et al. [47] in their experiments show that the hardness increase in the FSWed AA6061 SZ to BM is due to a decrease in the operating temperature. Verma et al. [48] found out that in the FSW of AA6061 series the microhardness of the parent metal 115 HV while microhardness in the SZ zone is about 60 HV. The reason for this decrease in the microhardness of the NZ zone during the FSW process is plastic deformation and DRX.
The average microhardness of FSWed AA6061 sheets after the SPIF process increases from 65 to 90 HV indicating a 39% increase compared to those before the SPIF process. The average hardness in the SZ increased to 95 after the forming process, indicating nearly 47% increase. In the SPIF process, the work hardening on a sheet causes an increase in the dislocation density, strength and hardness.
3.7 Fracture surface analysis
Analyzing fracture surface along with the microstructure and hardness testing helps to better understand the behavior of samples produced under the FSW and SPIF processes. For this purpose, from the fracture surface of the tensile tests (necking region) samples and the SPIF sample, the SEM images are prepared. Figures 22 and 23 present the SEM images of the fracture surfaces for the BM and the FSWed sample. Analyzing the failure levels for the BM and the FSWed samples indicates that the behavior of the material during the fracture process is quite ductile. Figures 22 and 23 show the dimples and many voids created on the failure surfaces, which is the evidence of soft failure. In the SEM image, the dimple size for the BM fracture surface is about 7.5 µm. Fracture surface analysis of the FSWed sample shows a higher percentage of dimples sized about 12 µm compared to the BM. According to the results from the microhardness section, the FSW process reduces the hardness of the sample which can be caused by the increase in the size of the dimples compared to the BM caused by the temperature and strain during the FSW process [49].

Fracture morphology of the BM sample

Fracture morphology of the FSWed sample
After the SPIF process with 60 ˚and 65˚ forming angles, the samples failed and for the fracture surface analysis some samples were cut out from the fractured area. The SEM for fracture surface is shown in Fig. 24.

Fracture morphology after the SPIF process. a FSWed sample with the wall angle of 60° and b FSWed sample with the wall angle of 65°
Fracture surface analysis of the BM and the FSWed sheet samples after the SPIF process determines that in the formed samples the fracture mechanism changes from completely ductile to a combination of ductile/brittle [50, 51]. Generally, the reasons for the change in the mechanism of fracture mode can be listed as follows:
-
1.
Applying extreme deformations and also increase in the wall angle causes the increase in dislocations density behind the grain boundaries, and as a result, leads to an increase in the strength and brittleness in the fractured area.
-
2.
Higher amounts of stress in the SPIF than the tensile test cause the reduction in the formability of the material [52]
-
3.
Sheet thickness is among the factors affecting the amount of formability and fracture type. Thus, decrease in the sheet thickness due to the work hardening causes a reduction in the fracture toughness.
4 Conclusions
In this paper, the effect of the FSW process on the formability of AA6061 sheet by the SPIF process was investigated and the results were compared to those of the BM. Also, the SPIF process was simulated by the FEM, and the thickness distributions and strains are investigated. In order to investigate the effect of welding and forming process on the produced samples, microstructure, microhardness, fracture surface and thickness distribution were evaluated. The following results were obtained:
-
In the FSW process, the strain rate is about 50 to 200 and in the SPIF process it is about 1.1, which led to the observation of a greater decrease in the grain size during the welding process in comparison to the SPIF process.
-
Comparing the diagrams obtained from the microhardness for the BM and the welded sample, it was found that the hardness of the welded sample has decreased by about 28% compared to the BM. But after the SPIF process due to the cold-working and also the increase in the dislocation density, the hardness values for the welded sample and the BM increase about 27% and 31%, respectively.
-
Fracture analysis of the formed sample after fracture indicated the fracture mode was purely ductile in the tensile test, while it is a combination of ductile/brittle after the SPIF process.
-
Numerical and experimental results demonstrate that the FSW has no significant effect (less than 5%) on the thickness distribution in the SPIF of the welded samples.
-
Since the major and minor strains have the highest values at the end of the conical zone, and on the other hand, in the FSWed samples the minor strain is approximately 2 times greater than the BM, this increase in the minor strain can be attributed to a 2.5° decrease in the FSWed sheet forming limit angle compared to the BM.
-
Due to the negligible effect of the FSW process on the amount of sheet formability, FSWed sheets can be used in various industries.
References
Karbowski K (2015) Application of incremental sheet forming. Manag Prod Eng Rev 6:55–59. https://doi.org/10.1515/mper-2015-0036
Hussain G, Ilyas M, Lemopi Isidore BB, Khan WA (2020) Mechanical properties and microstructure evolution in incremental forming of AA5754 and AA6061 aluminum alloys. Trans Nonferrous Met Soc China (English Ed) 30:51–64. https://doi.org/10.1016/S1003-6326(19)65179-4
Bhattacharya A, Maneesh K, Venkata Reddy N (2011) Formability and surface finish studies in single point incremental forming. J Manuf Sci Eng 133:583–590. https://doi.org/10.1115/1.4005458
Kumar A, Gulati V, Kumar P, Singh V, Kumar BSH (2019) Parametric effects on formability of AA2024-O aluminum alloy sheets in single point incremental forming. J Mater Res Technol 8:1461–1469. https://doi.org/10.1016/j.jmrt.2018.11.001
Basak S, Prasad KS, Mehto A, Bagchi J, Ganesh YS, Mohanty S, Sidpara AMPS (2020) Parameter optimization and texture evolution in single point incremental sheet forming process. Proc Inst Mech Eng Part B J Eng Manuf 234:126–139. https://doi.org/10.1177/0954405419846001
Radhika T, Venkatesan R, Sathiyanarayanan C, Kumar MP (2019) Investigations and optimization of wall angle and surface roughness in incremental forming of Aa5052 aluminum alloy. Carib J Sci 53:707–720
Liu FJ, Sun ZY, Tuo YF, Ji Y, Bai YX (2020) Effect of shoulder geometry and clamping on microstructure evolution and mechanical properties of ultra-thin friction stir-welded Al6061-T6 plates. Int J Adv Manuf Technol 106:1465–1476. https://doi.org/10.1007/s00170-019-04795-8
Singh T, Tiwari SK, Shukla DK (2020) Mechanical and microstructural characterization of friction stir welded AA6061-T6 joints reinforced with nano-sized particles. Mater Charact 159:110047. https://doi.org/10.1016/j.matchar.2019.110047
Miles MP, Decker BJ, Nelson TW (2004) Formability and strength of friction-stir-welded aluminum sheets. Metall Mater Trans A 35:3461–3468
Li J, Su M, Qi W, Wang C, Zhao P, Ni FLK (2020) Mechanical property and characterization of 7A04-T6 aluminum alloys bonded by friction stir welding. J Manuf Process 52:263–269. https://doi.org/10.1016/j.jmapro.2020.02.018
Ahmed MMZ, Ataya S, Seleman MES, Ammar HR, Ahmed E (2017) Friction stir welding of similar and dissimilar AA7075 and AA5083, vol 242. Elsevier B.V., Amsterdam. https://doi.org/10.1016/j.jmatprotec.2016.11.024024
Habibi M, Hashemi R, Fallah Tafti M, Assempour A (2018) Experimental investigation of mechanical properties, formability and forming limit diagrams for tailor-welded blanks produced by friction stir welding. J Manuf Process 31:310–323. https://doi.org/10.1016/j.jmapro.2017.11.009
Maji K, Kumar S, Kumar G (2019) Experimental study on the effects of incremental forming and friction stir welding on formability of AA5083 sheet. J Phys Conf Ser. https://doi.org/10.1088/1742-6596/1240/1/012090
Aktarer SM, Sekban DM, Kucukomeroglu T, Purcek G (2019) Microstructure, mechanical properties and formability of friction stir welded dissimilar materials of IF-steel and 6061 Al alloy. Int J Miner Metall Mater 26:722–731. https://doi.org/10.1007/s12613-019-1783-z
Abdullah ME, Abdel-Magied RK, Elsheikh MN (2017) Experimental investigation of formability of Al-1050 tailor-welded blanks. Int J Adv Manuf Technol 89:791–801. https://doi.org/10.1007/s00170-016-9147-6
Arfa H, Bahloul R, BelHadjSalah H (2013) Finite element modelling and experimental investigation of single point incremental forming process of aluminum sheets: Influence of process parameters on punch force monitoring and on mechanical and geometrical quality of parts. Int J Mater Form 6:483–510. https://doi.org/10.1007/s12289-012-1101-z
Li Y, Daniel WJT, Meehan PA (2017) Deformation analysis in single-point incremental forming through finite element simulation. Int J Adv Manuf Technol 88:255–267. https://doi.org/10.1007/s00170-016-8727-9
Ai S, Lu B, Chen J, Long H, Ou H (2017) Evaluation of deformation stability and fracture mechanism in incremental sheet forming. Int J Mech Sci. https://doi.org/10.1016/j.ijmecsci.2017.03.012
Ambrogio G, Micari F, Fratini L (2006) Incremental Forming of Friction Stir Welded Taylored Sheets. ASME 8th Bienn Conf Eng Syst Des Anal 4:757–762. https://doi.org/10.1115/ESDA2006-95375
Silva MB, Skjodt M, Vilaca P, Bay N, Martins PAF (2009) Single point incremental forming of tailored blanks produced by friction stir welding. J Mater Process Technol 209:811–820. https://doi.org/10.1016/j.jmatprotec.2008.02.057
Alinaghian I, Ranjbar HB, MA, (2017) Forming Limit Investigation of AA6061 friction stir welded blank in a single point incremental forming process: RSM approach. Trans Indian Inst Met 70:2303–2318. https://doi.org/10.1007/s12666-017-1093-y
Ebrahimzadeh P, Baseri H, Mirnia MJ (2017) Formability of aluminum 5083 friction stir welded blank in two-point incremental forming process. J Process Mech Eng 232:267–280. https://doi.org/10.1177/0954408917692370
Tayebi P, Fazli A, Asadi P, Soltanpour M (2019) Formability analysis of dissimilar friction stir welded AA 6061 and AA 5083 blanks by SPIF process. CIRP J Manuf Sci Technol 25:50–68. https://doi.org/10.1016/j.cirpj.2019.02.002
Marathe SP, Raval HK (2019) Numerical investigation on forming behavior of friction stir tailor welded blanks (FSTWBs) during single-point incremental forming (SPIF) process. J Brazilian Soc Mech Sci Eng. https://doi.org/10.1007/s40430-019-1929-y
Marzbanrad J, Akbari M, Asadi P, Safaee S (2014) Characterization of the Influence of tool pin profile on microstructural and mechanical properties of friction stir welding. Metall Mater Trans 45:1887–1894. https://doi.org/10.1007/s11663-014-0089-9
Liu Z, Li Y, Meehan PA (2013) Experimental investigation of mechanical properties, formability and force measurement for AA7075-O aluminum alloy sheets formed by incremental forming. Int J Precis Eng Manuf 14:1891–1899. https://doi.org/10.1007/s12541-013-0255-z
Ramulu PJ, Narayanan RG, Kailas SV (2013) Forming limit investigation of friction stir welded sheets: Influence of shoulder diameter and plunge depth. Int J Adv Manuf Technol 69:2757–2772. https://doi.org/10.1007/s00170-013-5245-x
Rattanachan K, Sirivedin K, Chungchoo C (2014) Formability of tailored welded blanks in single point incremental forming process. Adv Mater Res 979:339–342. https://doi.org/10.4028/www.scientific.net/AMR.979.339
Tayebi P, Fazli A, Asadi P, Soltanpour M (2018) Experimental and numerical investigation of the formability of friction stir welded 5083 aluminum alloy sheets in single point incremental forming process. Modares Mech Eng 18:45–55
Raju C, Haloi N, Narayanan CS (2017) Strain distribution and failure mode in single point incremental forming (SPIF) of multiple commercially pure aluminum sheets. J Manuf Process 30:328–335. https://doi.org/10.1016/j.jmapro.2017.09.033
Basak S, Prasad KS, Sidpara AM, Panda SK (2019) Single point incremental forming of AA6061 thin sheet: calibration of ductile fracture models incorporating anisotropy and post forming analyses. Int J Mater Form 12:623–642. https://doi.org/10.1007/s12289-018-1439-y
Avitzur B, Yang CT (1960) Analysis of power spinning of cones. J Manuf Sci Eng Trans ASME 82:231–244. https://doi.org/10.1115/1.3663052
Young D, Jeswiet J (2004) Wall thickness variations in single-point incremental forming. Proc Inst Mech Eng Part B J Eng Manuf 218:1453–1459. https://doi.org/10.1243/0954405042418400
Centeno G, Bagudanch I, Martínez-donaire AJ, García-romeu ML, Vallellano C (2014) Critical analysis of necking and fracture limit strains and forming forces in single-point incremental forming. J Mater 63:20–29. https://doi.org/10.1016/j.matdes.2014.05.066
Nguyen DT, Kim YS (2013) A numerical study on establishing the forming limit curve and indicating the formability of complex shape in incremental sheet forming process. Int J Precis Eng Manuf 14:2087–2093. https://doi.org/10.1007/s12541-013-0283-8
Pohlak M, Majak J, Küttner R (2007) Manufacturability and limitations in incremental sheet forming. Proc Est Acad Sci 13:129–138
Jeswiet J, Young D (2005) Forming limit diagrams for single-point incremental forming of aluminium sheet. Proc Inst Mech Eng Part B J Eng Manuf 219:359–364. https://doi.org/10.1243/095440505X32210
William F, Hosford RMC (1985) Metal forming: Mechanics and metallurgy, vol 11. Cambridge University Press, Cambridge
Rollett A, Humphreys F, Rohrer GS, Hatherly M (2004) Recrystallization and Related Annealing Phenomena, 2nd edn. Elsevier, Amsterdam
Verlinden B, Driver J (2007) Indradev Samajdar RDD. Elsevier, Thermo-mechanical processing of metallic materials
Karami S, Jafarian H, Eivani AR, Kheirandish S (2016) Engineering tensile properties by controlling welding parameters and microstructure in a mild steel processed by friction stir welding. Mater Sci Eng A 670:68–74. https://doi.org/10.1016/j.msea.2016.06.008
Das J, Robi PS, Sankar MR (2020) Assessment of parameters windows and tool pin profile on mechanical property and microstructural morphology of FSWed AA2014 joints. SN Appl Sci 2:1–15. https://doi.org/10.1007/s42452-019-1895-0
George E, Dieter JP (1986) Mechanical metallurgy, 3rd edn. McGraw-Hill Education, New York
Zoeram AS, Anijdan SHM, Jafarian HR, Bhattacharjee T (2017) Welding parameters analysis and microstructural evolution of dissimilar joints in Al/Bronze processed by friction stir welding and their effect on engineering tensile behavior. Mater Sci Eng A 687:288–297. https://doi.org/10.1016/j.msea.2017.01.071
Neto DM, Martins JMP, Oliveira MC, Menezes LF, Alves JL (2016) Evaluation of strain and stress states in the single point incremental forming process. Int J Adv Manuf Technol 85:521–534. https://doi.org/10.1007/s00170-015-7954-9
Simar A, Bréchet Y, De Meester B, Denquin A, Gallais C, Pardoen T (2012) Integrated modeling of friction stir welding of 6xxx series Al alloys: process, microstructure and properties. Prog Mater Sci 57:95–183. https://doi.org/10.1016/j.pmatsci.2011.05.003
Nourani M, Milani AS, Yannacopoulos S (2015) On experimental optimization of friction stir welding of aluminum 6061: understanding processing-microstructure-property relations. Int J Adv Manuf Technol 79:1425–1441. https://doi.org/10.1007/s00170-015-6932-6
Verma S, Misra JP, Gupta M (2019) Study of temperature distribution during FSW of aviation grade AA6082. Springer, Singapore
Du C, Wang X, Pan Q, Xue K, Ni MLJ (2019) Correlation between microstructure and mechanical properties of 6061–T6 double-side FSW joint. J Manuf Process 38:122–134. https://doi.org/10.1016/j.jmapro.2019.01.010
Gatea S, Chen F, Long H, Ou H (2017) ScienceDirect Deformation and fracture of AMC under different heat treatment conditions and its suitability for incremental sheet forming. Procedia Eng 00:17–22. https://doi.org/10.1016/j.proeng.2017.10.840
Kumar N, Singh A, Agrawal A (2020) Formability analysis of AA1200 H14 aluminum alloy using single point incremental forming process. Trans Indian Inst Met 73:1975–1984. https://doi.org/10.1007/s12666-020-02014-7
Ramkumar K, Baskar N, Elangovan K, Narayanan CS, Selvarajan KAJC (2020) Comparison of multi point incremental forming tool with single point incremental forming tool using FLD, fractography and 3D-surface roughness analysis on Cr/Mn/Ni/Si based stainless steel. Silicon. https://doi.org/10.1007/s12633-020-00468-4
Funding
The authors did not receive support from any organization for the submitted work and preparation of this manuscript.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
All authors certify that they have no affiliations with or involvement in any organization or entity with any financial interest or non-financial interest in the subject matter or materials discussed in this manuscript
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tayebi, P., Fazli, A., Asadi, P. et al. Formability study and metallurgical properties analysis of FSWed AA 6061 blank by the SPIF process. SN Appl. Sci. 3, 367 (2021). https://doi.org/10.1007/s42452-021-04378-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-021-04378-x