
Abstract
Algeria is facing two serious constraints, energy shortage and environment pollution. To overcome these two problems, renewable energies are the best sustainable alternatives. In this context, Algeria Government has established in 2011 a program for the development of renewable energies. The prospective results show a substantial contribution to supplying national energy demand as well as some significant environmental benefits, namely through major greenhouse gas savings. In fact, lignocellulosic sources as Algerian Alfa, olive pomace and cereal straw could provide up to 0.67 Mtoe which represents 4.37% of the energy consumption of transport sector in Algeria. In the same vein, introducing energy crops and dedicated cereal crop technologies allows Algeria to progressively increase its renewable energy supply. Up to 73.5 Mtoe and 57.9 Mtoe can be produced from the two cited resources respectively. That is more than the national energy consumption which reached 60.96 MToe in 2018.
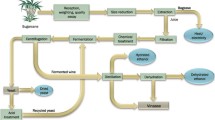
Graphic abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The depletion of fossil resources and the environmental pollution (global warming, acid rain, smog, etc.) caused by greenhouse gas (GHG) emissions, such as carbon dioxide CO2 from the exploitation of oil [1, 2], justify the search for alternative technologies capable of protecting the environment and reducing the dependence to these fossil fuels [3]. Currently 8–14% of global energy consumption is based on biomass which includes all the organic matters such as plants and forests residues, food and agricultural waste, as well as both solid and liquid domestic wastes [4]. Indeed, the biomass is recognized as a renewable resource that can reduce GHG emissions—of CO2 sequestered in biomass (the CO2 which was taken from the atmosphere during the growing stage of the biomass) [5, 6].
Furthermore, in order to reduce CO2 emissions, many jurisdictions have planned to deplete the emission levels by 2030 (40% levels for European Union; 26–41% for Canada; 38–48% for Japan; 25–30% for United States; 19–34% for China and 13–17% for India,) compared to 1990 emission levels [7]. Other countries like Denmark have very ambitious targets since their energy policy suggests that 100% of the energy consumption would come from renewable sources by 2050 [7,8,9].
Lignocellulosic biomass that includes agricultural and farming organic wastes, agro-food industries residues and crop residues, is the most abundant renewable organic resource to be considered as raw material for bioconversion to bioethanol in the planet. However, it is important to notice that this may differ from one region to another. Some dry regions of eastern and southern Africa, the Horn of Africa, western South America etc., are the most affected regions by severe droughts which leads to a wide range of health and economical problems especially for agricultural communities.
There are various technologies to convert biomass into a reusable energy form. These technologies change energy directly to usable forms such as heat and/or electricity [10], or to other forms like biogas and bioethanol. The latter is increasingly replacing products based on fossil fuels. In fact, bioethanol is considered as an oxygenated fuel, it contains 35% of oxygen which allows a particular reduction of GHG emission and Nitrogen oxides NOx emissions caused by combustion of the fuel. The bioethanol–gasoline mix can significantly reduce petroleum use and GHG emission [11]. Both the U.S and Brazil remain at the top list of ethanol producing countries (85% of world production). While the U. S bioethanol industry is breaking records in production, consumption, and exports, generating more than 59 billion liters mostly from corn. Brazil produces the biofuel from sugar cane, consolidating its second position reaching 32.63 billion liters in 2019 [12]. However, it varies according to the sugar market evolution. In contrast, the European countries, which are high consumers of bioethanol for cars, contribute very little to the global production. The current bioethanol production is approximately 5.5 billion liters [13].
A 100% renewable economy would give a sustainable solution to the concerns raised by energy security, climate change and pollution [14]. Transport sector emissions can be decreased through a variety of changes in the transport system, alternative transport fuels like gaseous fuels, biofuels, and electricity, can reduce emissions significantly. Other advantages of these fuels include the diversification of energy sources and the reductions of lifecycle greenhouse gas emissions [15]. During the economic crisis of 2008–2009, many countries implemented fleet renewal schemes claiming their economic importance and also their pollution reduction benefits [16]. On the other hand, biofuels represent a considerable reduction in the transportation sector dependence on oil. Their promotion is easier to implement than that of alternative gaseous fuels since their use in mixture with petroleum fuels requires neither the development of new distribution infrastructures nor the adaptation of vehicles [17].
Algeria is currently facing a plethora of serious problems regarding fuels and environment. Revenues from fuel market are estimated to decrease by almost 50% ($ 34 billion in 2015 compared to $ 68 billion in 2014) [18], and on the other hand, there is a trend for depletion of fossil energy resources as well as for pollution and proliferation of all kinds of waste such as forest residues, agricultural, industrial and urban wastes. Most of these wastes are often removed by burning [19], although they represent an abundant resource for bioconversion into energy. As a consequence, according to the latest report of the World Health Organization [20], the air quality in Algeria is characterized by a high pollution rate exceeding that of highly industrialized countries such as Germany, France and even the United States. Indeed, the two major sources causing air pollution in Algeria are vehicles traffic and waste combustion. Algiers, like many other metropolitans, is facing a serious atmospheric pollution from the extremely high levels of particle pollution, ozone, benzene and lead. Their pollution is very high compared to WHO standards and consequently, the urban population is mostly exposed to its negative effects [21].
Algeria’s energy needs are met almost exclusively by hydrocarbons. The economic growth since 2001 is based on the public demand driven mainly by hydrocarbon revenues. Nevertheless, oil and gas are two natural resources, non-renewable and they cannot be drawn endlessly. The unlimited growth of their demand is incompatible with their limited availability [22].
As reported by the Algerian Ministry of Energy, the national energy consumption reached 60.96 million tonne oil equivalent (Mtoe) in 2018 [23]. Studies conducted by CHERFI [22] about the future of energy in Algeria on the horizon 2020–2030 have presumed that the Algerian market would require 61.5 Mtoe of primary energy in 2020 and about 91 Mtoe in 2030; the increase of the energy demand would range between 2.8 and 4.3% per year (assuming an economic growth rate between 3 and 5% in parallel to a population growth of 1.6% per year for the period 2007–2030). According to the official figures and the predicted ones, we assume that these studies are quite logical. Therefore, all these considerations justify the need for a strong integration of renewable energies into the long-term energy supply strategy starting from today.
On the other hand, according to the national statistics office, the total agricultural area (TAA) is of about 42.4 million hectares. The TAA comprises 8.43 million hectares of useful agricultural area (UAA), 32.9 million hectares of pastures and rangelands that serve only for grazing animals, and one million hectare of unproductive farmland that includes farms, buildings, yards, threshing grounds, paths, canals, ravines, tracks…etc. In fact, The Algerian agriculture uses only 17% of the national territory i.e. 238 million hectares [24, 25]. Indeed, these grazing lands are a real neglected fortune that can be used for energy purposes.
This work focuses on the identification of lignocellulosic biomass sources in Algeria, and describes a real and referenced inventory of the bioenergy potential in this field based on bioethanol production. However, the estimation of the recoverable energy from this renewable biomass could be easily adapted for biogas containing methane or bio-hydrogen. The valorization potential of this biomass could also be further determined on a bio-refinery point-of-view leading to different bio-based compounds for a lot of innovative applications [19,20,21].
2 Lignocellulosic biomass
Lignocellulosic biomass is one of the most abundant renewable resources on earth. Mainly composed of cellulose, hemicelluloses and lignin. Unlike first generation biofuel which are usually produced from starch and sugars (sugar beet and sugarcane). Lignocellulosic biomass represents the potential fuel alternative resource to overcome the global energy crisis to produce second-generation biofuels and biosourced chemicals and materials without compromising global food security [27].
This biomass is derived from agricultural and forestry economic sectors such as residues or by-products of wood processing, dedicated crops from woody or herbaceous plants grown in energy crops fields. Among the agricultural residues, wheat straw is the main biomass feedstock in Europe and the second largest in the world after rice straw [28]. In this work, the energetic potential of Alfa “Stipa tenacissima” will be mainly discussed as well as olive pomace, wheat and cereal straw for their bioconversion to bio-ethanol. The potential will be based on the degraded cultivable land that can be used to culture bioenergy plants in Algeria and on the energy that could be recovered from the cited resources.
2.1 Energetic potential of Algerian Alfa fibers Stipa tenacissima for the second-generation bioethanol production (G2BP)
Alfa, also called halfah, or esparto grass, is typically a fast growing Mediterranean perennial plant [29]. This herb thrives spontaneously and especially in arid and semi-arid environments. Alfa is a common grass in North Africa, particularly in the highlands of Algeria. One hectare can produce more than one tonne of dry biomass per year, but the yield is far from such an adventurous rate [30]. This herb covers approximately a surface of 4 million ha [31]. It’s biological cycle comprises two growing seasons (fall and spring) and two latent seasons (winter and summer) [32]. Indeed, it is used in artisanal field, in agriculture and in paper industry [29, 33].
The interest for this crop as a potential source for G2BP lies in its adaptation to a semi-arid climate; Esparto grass grows in almost all the geomorphological units. However, the most dense populations are found in low-lying areas and on permeable glacis. The Alfa plant seems to prefer calcareous soils that are shallow and permeable with a very sandy texture. It does not adapt well to soils with gypsum, salt, clay, or loam content. Moreover, Alfa thrives in a wide range of bioclimates and it is resistant to large variations in temperature. However, it’s optimum growth is achieved in arid superior and semi-arid lower bioclimatic stages [32].
In fact, many authors suggested that the cultivation of drought-tolerant energy crops should be the most relevant choice in terms of both adaptation and environmental sustainability [34]. Recently, studies have been carried out to optimize the pretreatment of Alfa fibers for the G2BP [26, 27].
Alfa is composed of cellulose, hemicellulose, lignin and ash. Its biochemical composition may slightly differ depending on climatic and soil conditions i.e. in the ranges (w/w dry weight) 63–48%, 22–9% and 12–18%, respectively [26,27,28]. Its high concentration in polysaccharides gives Alfa a real potential for its integration as a raw material for bioethanol production [35].
The potential ethanol yield from Alfa was studied recently and for the first time by Zaafouri et al. [36]. The yield of 1 L biofuel from 10 kg Alfa dry fiber was achieved after sulfuric acid H2SO4 pretreatment at 3% (41.27% of reducing sugars). Another study conducted by Semhaoui et al. [35], aimed to optimize the thermomechanical pretreatment conditions for G2BP from Alfa; saturated steam pressure followed by a flash decompression to vacuum pressure and a concentration of 5% of H2SO4 was efficient to obtain a maximum reducing sugars yield of (95%), unfortunately this study stopped at this step. However, this Alfa-bioethanol process could be improved. Economic and technical feasibility studies are needed to assess the product’s suitability and the process’ reliability for sustainable commercial application.
The annual production of Alfa can reach up to 250,000 tonnes per year [33, 29]. The exploitation has reached only 3 million ha from the total of Alfa lands, whereas more than one million ha of Alfa territories have not been exploited and used effectively. As a result, more than 62,500 tonnes of unexploited Alfa could be recovered for bioethanol production. Theoretically, and based on the first reference, almost 6.25 million liters of ethanol could be produced from these areas with an energetic potential of 3150.13 Toe.
Algerian highlands, which occupy about 9% of the total area (21,435,660 ha), are characterized by a semi-arid climate (rainfall between 100 and 400 mm/year). Almost two thirds of the lands are cultivated [25]. Therefore, more than 7 million ha could be exploited for Alfa cultivation, since the bioclimatic conditions are suitable for its growth. Theoretically, more than 7 million tonnes of dry biomass could be generated from these areas. Thus, more than 700 million litres of ethanol with an energetic potential of 0.3 million Toe could be produced.
Besides to its energy importance, the environmental benefits from Alfa cultivation are phenomenal; the desertification process is so important in these areas due to drought, weakening of soils subject to wind erosion. Alfa cultivation forms a key component for arid and semi-arid ecosystem sustainability. Its resistance to long drought periods, the protection of soil against erosion, its resprouting ability, and its ecological amplitude make it a very valuable species with a view to using it in restoration programs.
2.2 Energetic potential of olive pomace for G2BP
Olive pomace is a by-product of olive oil extraction process. Depending on the technology used, about 2–3 tonnes of olive pomace (solid waste) and from 2000 to 6000 L of vegetable water (called Amurca) are released per tonne of olive oil extracted [39]. Both solid and liquid wastes from olive oil production cause serious environmental concerns. Their dangerous effects are derived mostly from their content in polyphenols which are very difficult to biodegrade. The vegetable water is much more harmful than urban wastewater, nevertheless it is frequently discharged into rivers or sewers [40]. On the other hand, oil pomace consists of a lignin-rich fraction (21.3% of total solids) and high contents of cellulose (55.4% of total solids) [41]. This gives a real potential for the integration of these wastes as a raw material for G2BP. Several studies have already been carried out to optimize their pretreatment thereto. They involve sugar extraction from olive pomace followed by enzymatic hydrolysis to extract simple fermentable sugars.
More precisely, the solid residues are first crushed into powder and dried before the extraction step with acid or base compounds. The powder is treated with dilute acid [42] or dissolved in a concentrated solution of hot sulfuric acid (100 °C) [43] or pretreated in an autoclave at different temperatures ranging from 150 to 250 °C) [44]. The basic pretreatment is carried usually with lime or hydroxide, sometimes intensified by ultrasounds, and followed by calcium carbonate addition to decrease the concentration of polyphenols that inhibit fermentation by yeasts [45]. After the pretreatment step, the extracted complex carbohydrates are treated with hydrolyzing enzymes (cellulase, glucosidase, etc.). The last step deals with the bioconversion of the released soluble sugars to produce ethanol in fermentor units in presence of microorganisms, such as Kluyveromyces marxianus a thermo-tolerant yeast [42, 44] or Saccharomyces cerevisiae [45]. In the same context, the yeast Issatchenkia orientalis was also used by Abu Tayeh et al. [43], and showed the best efficiency in the production of ethanol when supplemented with glucose, with an average yield of 3 g/100 g dried pomace.
In Algeria, the agricultural area dedicated to the olive sector is about 450,000 hectares covered by 56.3 million trees whereby 32.3 million are productive olive trees for food [46, 47]. Olive oil production has reached 80,000 tonnes in 2017 [48, 49]. And according to the ministry, the production should reach 120,000 tonnes in 2020 [50].
Therefore considering the amount of olive oil produced in 2017 in Algeria, we can estimate the annual quantity of solid residues at 165,600 tonnes that could be valorized in about 5000 tonnes of ethanol, with an estimated energy potential of 3500 toe.
2.3 Energetic potential of wheat straw and other cereals for G2BP
Wheat is the most widely grown cereal crop; it occupies 17% of all cropland on the planet. Wheat is a staple food for 35% of the world’s population, and its production reached 733.8 million tonnes per year (2015–2016) [51]. The volume of global wheat production needs to be increased to meet the growing consumer demand [52].
During the last decade, the national production of cereal grain has been higher than the 10 years average (2000/08) of 2.97 million tonnes Mt. The 2020 grain production is estimated at an above-average level of 4.9 Mt (about 20% below the record 2019 level), i.e.; 3.6 Mt of wheat Triticum aestivum, 1.2 Mt of barley Hordeum. vulgare and 0.7 Mt of oats Avena. Sativa [53] (Fig. 1). However, Algeria imports more and more cereals to fulfill its population’s needs, needs that rise on average 231 kg per inhabitant per year (8 Mt needed for domestic consumption) [54, 55]. To face this decline in cereal production, the government aims to gradually increase its production and to support more the development of agriculture. Therefore, cereal straw may hold a great raw material for the ethanol production in Algeria.

Cereal productions in Algeria between 2008 and 2020
Conducted chemical component analysis shows that wheat, barley and triticale straw contain a high amount of cellulose and has, at the same time, a low lignin and ash content [56]. Respectively the cellulose, the hemicellulose and the lignin content of wheat straw is between 33–40, 20–25, and 15–20 (% w/w) [57]. This makes straw an attractive raw material for its ethanol bioconversion [58].
The average straw yield can be calculated using the formula bellow, where the average wheat Harvest Index is around 0.45 [59]
Taking into consideration the 2020 grain production, the total straw production is estimated to be 4.395 Mt. The processes involved in bioethanol production from straw remain the same and include an appropriate pre-treatment to make cellulose and hemicellulose accessible, hydrolysis, fermentation and finally distillation as discussed below [49, 50]. In total, one tonne of biomass, based on dry matter, would currently produce between 200 and 230 L of ethanol. Optimization of both cellulose and hemicellulose conversion as well as fermentation processes could increase this yield to nearly 400 L [61]. Theoretically, about 879–1758 million liters of ethanol could be produced from straw per year, with an energetic potential of 443,016–886,032 Toes.
On the other hand, corn straw which consists mostly of leaves, stems and ears left on the field after corn harvesting [62]. This waste represents about half of the corn-crop yield (corn grain represents about 45% of the total dry matter yield of the cornfield) [53, 54], and it ranges from 3 to 4.5 tonnes dry straw per acre [64]. Corn straw consists of 36.8–37.4% cellulose, 22.2% xylan, 2.9–5.5% arabinan, 1.6% mannan, 2% galactan, 23.1% lignin and 5.2% ash (WT% dry) [56, 57]. The free access to corn cane and the high concentration of polysaccharides make it an ideal candidate for ethanol production [66]. In fact, corn production in Algeria has reached 25,720 tonnes in 2014 [67]. Assuming that corn grain yield is equal of straw yield, the amount of corn cane that can be sustainably harvested nationally is 25,720 tonnes [68]. On the other hand, the theoretical ethanol yield is about 250–350 L/tonnes of dry matter [69]. As a result, 6.43 up to 9 million liters of ethanol could be produced from this waste, with an energetic potential ranging from 3240 to 4536 Toe
The availability of cereal straw for bioenergy production is limited by the need to reserve an important part for traditional livestock markets, and the constraints of organic matter returning to the soil. However, a significant part of these wastes can be valued at least to meet the local energy needs of the producing farms.
As a matter of fact; when we take into account the potentialities of agricultural lands in Algeria, the surface water and the mobilizable aquifers, Algeria can become an important agricultural country providing that we operate an effective strategy to exploit abandoned farmland and subsequently aim for self-sufficiency in cereals, which will allow the field of renewable energy with a very important amount of raw material, such as cereal straw and other agricultural wastes. Indeed, one hectare of cereals produces 3500 L of bio-ethanol and 3.5 tonnes of grains [70]. Theoretically 115 billion liters of ethanol could be produced from dedicated crops, with an energetic potential of 57.9 Mtoe. Table 1 summarizes the studied lignocellulosic biomass resources and their potential for biofuel production.
2.4 Energy crops as alternative sources of energy in Algeria
Energy crops and raw grass biomass are both considered as industrial and energetic materials for future bio-refineries [71]. They can be used for methane production through anaerobic digestion and for the production of synthesis gas or bio-oil through pyrolysis or rapid pyrolysis, respectively. These biofuels are suitable for cogeneration plants or chemical industry [72]. Furthermore, they can be used for alternative fuels manufacture for idle diesel engines, ethanol and lactic acid production, saccharides, carotenoids and enzymes isolation [73].
One of the most used plants for energy purposes is triticale, which is a man-made species developed by crossing soft wheat (Triticum spp.) and rye (Secale cereale L.). Triticale triticosecale is an interesting crop for biofuel production, because it has huge potential for both grain and forage production [63,64,65]. The yield varies, between 8 and 16 tonnes dry matter/ha/year, according to the soil potential and the climate change, it is grown in regions with an annual average rainfall of 300–900 mm [75]. The starch content of triticale is about 60% and the ethanol yield is estimated to 380 L per tonne of dry matter [76].
As mentioned above, more than 32 million hectares of grazing lands are a real neglected fortune; these unused farmlands can be converted into fields to grow crops. These lands are very productive; located mainly in regions with a rainfall of 300–500 mm of water per year [77], they could provide between 256 and 512 Mt of dry matter, which represent 97,280 up to 194,560 million liter of ethanol, with an energetic potential of 49–98 Mtoe.
In addition to their energy importance, the environmental benefits from the use of energy crops include water and soil quality improvements, emission decreases at generation facilities, and wildlife habitat improvements (over traditional crops) [72], they even have a direct interest in soil remediation (phytoremediation) [78].
3 Bioconversion processes for bioethanol production
The feedstock composition and the structure influence the performance and the efficiency of both pretreatment and bioconversion steps. However, the general process remains the same; starting with a pretreatment operation to breakdown the polymeric units and increase the accessibility of monomeric sugar units constituting cellulose and hemicellulose, followed by the fermentation of the sugar solution to produce ethanol, and finally distillation to collect the pure alcohol.
3.1 The pre-treatment step
The pretreatment step for bio-ethanol production is estimated to account 33% of its total production cost [49,50,51,52,53,54,55,56,57]. The pretreatment aims at improving the production rate as well as the total yield of reducing sugars [68, 69]. But, it is important to notice that not all feed-stocks require the same pretreatment due to the variety of lignocellulosic composition [70, 71].
The overall effectiveness of the pretreatment process is correlated with a good balance between many conditions: The disruption level of the feedstock complex with the preservation of the hemicellulosic fraction, the production of microbial inhibitors, the high digestibility of substrates, the ability to recover high value-added molecules and also the amount of energy required for pretreatment [81]. Table 2 is a description of the most recommended pretreatment used for second generation bioethanol production.
3.2 Detoxification of inhibitory compounds
Since biomass conversion inhibitors can be problematic for various fermentative microorganisms and they reduce the yield and productivity of ethanol [82], the removal of inhibitory compounds from hydrolysates is typically necessary to facilitate the efficient microbial growth and fermentation [83]. However, the amount and the type of these inhibitory compounds depend upon the method of pretreatment and biomass materials utilized in the process [84, 85].
There are three main groups of inhibitors: organic acids, furan derivatives (furfural and 5-hydroxymethylfurfural (5-HMF)) and phenolic compounds [86]. Their effects vary widely among different strains of yeast and bacteria, furfural and HMF inhibit cell growth and ethanol production rates at lower concentrations [85]. For example, less than 10 mM of aldehyde inhibitors such as 4-hydroxybenzaldehyde, coniferyl aldehyde, syringaldehyde and vanillins is sufficient to inhibit the growth of the most yeast and bacterial strains [87,88,89,90]. On other hand, S. cerevisiae demonstrate dose-dependent cell growth and metabolic conversion activities in response to varied doses of HMF and/or furfural [91], 30 mM of these inhibitors is not enough to inhibit the yeast. However, 120 mM of only HMF is sufficient to inhibit the yeast and no cell growth is observed even after 128 h incubation [85]. The most commonly employed methods are physical, chemical, and biological in nature, although, the biological process is not recommended on a large scale. Among many techniques, the over-liming process is the most used; this technique reduces the levels of furans and phenolic compounds. It can be carried out with ammonia (NH4OH), magnesium hydroxide (Mg (OH)2), barium hydroxide (Ba (OH)2), or sodium hydroxide (NaOH) [92,93,94]. It consists in increasing the pH of the hydrolyzate to 9–10 until obtaining a precipitate which will be subsequently eliminated; the pH can be adjusted again for the fermentation step [95].
Another technique to purify the hydrolyzates of their inhibitors is using anion exchange resins; this process may eliminate till 63% furans, 75% phenolic compounds and 85% acetic acid [96, 97]. Activated carbon is also effective for reducing furan and acetic acid concentrations [98]. Vacuum evaporation is another physical method that is used to reduce the amounts of volatile compounds present in different hydrolysates. Notably, the concentrations of furfural, vanillin, and acetic acid were reported to be significantly reduced from 29 to 100% following such evaporation treatment [97, 99, 100].
3.3 Hydrolysis and fermentation
The most widely used processes in bioethanol production are hydrolysis and separate fermentation (SHF), saccharification and simultaneous fermentation (SSF), saccharification and simultaneous co-fermentation (SSCF) as well as consolidated bioprocesses (CBP).
3.4 Hydrolysis and separate fermentation SHF
The cellulosic feedstock pretreatment is directly followed by the cellulose hydrolysis, contained in a solid phase of pretreated material. In this step, the polymers are transformed into fermentable sugars used subsequently by microorganisms in the fermentation process, using either acids or enzymes [101, 102]. Acid hydrolysis is considered the oldest and the most widely used method [103]. This method involves the use of dilute or concentrated acids. On the other hand, the enzymatic hydrolysis consists in using enzymes derived from microorganisms, more specifically fungi, such as Trichoderma reesei [104] and Aspergillus niger and/or bacteria such as Clostridium cellulovorans [105]. Overall, enzymatic hydrolysis is the most effective method for the release of simple sugars [60]. But the large amount of required enzymes for hydrolysis is one of the main challenges in the industrial production of bioethanol from lignocellulosic biomass [106, 107].
The liberated glucose (which is usually mixed with other hexose and/or pentose, according to the pretreatment method and the medium preparation) is then converted to ethanol by a selected microbial strain. The most widely used industrial microbial strains for a large-scale ethanol production are the yeast Saccharomyces cerevisiae and the bacterium Zymomonas mobilis [108, 109]. Although, this yeast is not able to consume pentoses naturally [110], metabolic engineering has been used to develop xylose-utilizing S. cerevisiae strains with the promise of an environmentally sustainable solution for the conversion of the biomass to ethanol [111,112,113,114].
In fact, these two consecutive operations are called separated hydrolysis and fermentation (SHF), and they are carried out in separate tanks, which is the main advantage of this method. Indeed, these two processes can be performed under optimum conditions (temperature, pH, nutrient composition, and solid load), since the optimum temperature of each process differs considerably [109, 115,116,117]. However, the contamination problem is prone to this process.
3.5 Simultaneous saccharification and fermentation (SSF)
Saccharification and simultaneous fermentation (SSF) is a process that combines the two major steps of bioethanol production; sugar hydrolysis and fermentation in a single bioreactor, where two organisms are co-cultured together in the same vessel [118]. It has been found that the yield of bioethanol produced is higher than that obtained with the previous process SHF [119, 120]. The monomers of sugars released in the hydrolysis step are directly fermented into ethanol, except that in the SSF process only hexoses are converted into ethanol, as for pentoses, they can be fermented separately in another vessel with a different microorganism [82]. Indeed, the principal benefits of SSF are the reduced enzyme inhibition, the smaller amounts of enzymes, the investment costs, sugar accumulation and contamination problems can be avoided in this process [116, 120,121,122]. Indeed, the optimization of substrate and enzyme concentration, pH and temperature are important to optimize the ethanol yield [123].
On the other hand, most yeasts have an optimal temperature around 30–35 °C, while the optimal activities of hydrolyzing enzymes is around 50 °C [136]. Whereas, a compromise must be found to develop the best strategy that ensure optimal conditions for both enzymatic hydrolysis and fermentation. For this reason, several thermo-tolerant bacteria and yeasts, e.g. Candida acidothermophilum and Kluyveromyces marxianus have been proposed for their use in the SSF [124,125,126,127].
3.6 Simultaneous co-fermentation and saccharification (SSCF)
Unlike SSF, the enzymatic hydrolysis can be performed simultaneously with the co-fermentation of hexose and pentose in the simultaneous co-fermentation and saccharification (SSCF) process [128, 129]. Therefore, a single fermentation step is required to treat the hydrolysed sugar mixed fractions of the pretreated biomass in a single vessel [130, 131].
The major advantages of this process include, the continued removal of cellulases or β-glucosidases inhibitors [132] the reduced capital cost [133] and a higher productivity of ethanol yield than that obtained with SHF [57, 88]. However, a limited number of bacteria, yeasts and fungi that can convert derived sugars from hemicellulose into ethanol with satisfactory yield and productivity is recognized [60]. The concept of metabolic engineering has been used recently for an efficient fermentation of mixed sugars. Certain recombinant bacteria and yeasts, such as Z. mobilis [129, 131, 135], E. coli [136], and S. cerevisiae [110, 128, 137, 138] etc., have shown promising results and they are being considered for commercial scaling up.
3.7 Consolidated bioprocess (CBP)
Consolidated bioprocessing (CBP) of cellulosic feedstock for G2BP using a single organism combines saccharolytic enzyme production, polyaccharides hydrolysis to simple sugars and both hexose and pentose monomers fermentation into a one-step process in the same vessel [139, 140]. However, this process has not yet been used on a commercial scale for G2BP [141], an ideal cellulase production host system and the co-use of xylose–glucose is not yet well established [137].
Two potential pathways have been identified for obtaining an effective engineered microorganism that can be used in CBP technology. The first process involves the production of ethanol by naturally cellulolytic producers such as Trichodermareesei, Clostridium sp., and Bacillus subtilis. The second pathway is the production of cellulase by naturally fermentative organisms such as S. cerevisiae, Pichia stipitis and Kluyveromyces marxianus [142, 143].
Den Haan et al. [144] developed a recombinant strain of S. cerevisiae that can be used for CBP. Two genes encoding cellulose, an endoglucanase from T. reesei, and β-glucosidase from Saccharomycopsisfibuligera, in combination, were expressed in S. cerevisiae. The resulting strain was able to grow on cellulose by a simultaneous production of extracellular endoglucanase and a sufficient β-glucosidase. Briefly, they demonstrated the construction of a yeast strain capable of growing and converting cellulose into ethanol in a single step. Another recent study by Lee et al. [137] of the production of bioethanol from rice straw by one-pot fermentation of recombinant S. cerevisiae strain secreting different cellulases, using a cells mixture that secrete cellulases and produce ethanol. These studies represent a significant progress towards achieving a one-step treatment of lignocellulose in a CBP configuration.
3.8 Distillation
Although this downstream process is energy-intensive [145, 146] and requires very high amounts of steam [81], the recovery of ethanol from fermented broth is necessary. The costs of distillation depend on the efficiency of enzymatic hydrolysis and the fermentation, and they increase with low produced concentrations of ethanol [147,148,149]. The recovery of ethanol starts with an ordinary distillation (OD); about 92.4–95% of ethanol is firstly obtained from the dilute aqueous solution, and to reach 99.9% anhydrous ethanol which can be added to gasoline [150], additional dehydration is required by employing several methods which are capable to separate close boiling mixtures from the OD [98, 151]. On the other hand, many researchers proposed several new economical processes to overcome this problem, including heat integrated, membrane-based, feed-splitting, and ohmic-assisted distillation methods. However, further in-depth studies of the sustainability and the exact energy demands of these techniques are required [152]. A succinct summary of the mentioned ethanol recovery methods is described [98, 152, 153] in Table 3.
4 Conclusion
A maximized use of natural resources is the advisable strategy that makes economic, ecological and logistical sense for Algeria. This allows agrarian populations to meet their energy needs more autonomously. Indeed, agricultural straw is not very available as an energy resource for bioethanol production in Algeria because of other uses. But untapped Alfa populations and olive pomace are a very important source of renewable bioenergy to be considered as raw material.
The conversion of lignocellulosic biomass to bioethanol depends on their nature and abundance in the environment and also on the choice of their pretreatment process. The successful choice of methods for biomass bioconversion into ethanol could be a leap forward in low-cost conversion of renewable biomass to fuels, as well as a variety of industrial chemicals, realizing huge societal benefits as well. The strong acid pretreatment is the most effective and used process to hydrolyze lignocellulosic straw including wheat, corn, and triticale straw, even Alfa fibers and olive pomace to fermentable sugars. Therefore, subsequent enzymatic hydrolysis step is sometimes not required which reduces the overall process cost. However, a detoxification step is sometimes required to remove the inhibitors that reduce the effectiveness of fermentation step.
If the only studied resources in this report are considered, a potential of 0.67 Mtoe can be reached from lignocellulosic materials which represents almost 4.37% of energy consumption of transport sector in Algeria, which reached 15.3 Mtoe in 2018 [23]. On the other hand, dedicated cereal could generate up to 90 million tonnes of ethanol with an energetic potential of 57.9 Mtoe. Energy crops are another very eminent theoretical point; 118.51 million tonnes that could be produced from these crops, with an energetic potential of 73.5 Mtoe which represents more than the national energy consumption which reached 60.96 million toe in 2018 [23].
References
Boman C (2005) Particulate and gaseous emissions from residential biomass combustion. Energy Technology and Thermal Process Chemistry Umeå University
Jones JM, Lea-Langton AR, Ma L, Pourkashanian M, Williams A (2012) Pollutants generated by the combustion of solid biomass fuels. Springer, Berlin
Richel A, Laurent P, Roïz J, Wertz J-L, Paquot M (2011) Le bioraffinage, une alternative prometteuse à la pétrochimie. Biotechnol Agron Soc Environ 15:597–610
Dhillon RS, von Wühlisch G (2013) Mitigation of global warming through renewable biomass. Biomass Bioenergy 48:75–90. https://doi.org/10.1016/j.biombioe.2012.11.005
Cherubini F, Peters GP, Berntsen T, Stroman AH, Herwich E (2011) CO2 emissions from biomass combustion for bioenergy: atmospheric decay and contribution to global warming. GCB Bioenerg. https://doi.org/10.1111/j.1757-1707.2011.01102.x/full. Accessed 12 Nov 2017
Saidur R, Abdelaziz EA, Demirbas A, Hossain MS, Mekhilef S (2011) A review on biomass as a fuel for boilers. Renew Sustain Energy Rev 15:2262–2289. https://doi.org/10.1016/j.rser.2011.02.015
PBL Netherlands Environmental Assessment Agency (2012) Greenhouse gas emission reduction targets for 2030 [Text]. PBL Planbureau Voor de Leefomgeving. https://www.pbl.nl/en/publications/greenhouse-gas-emission-reduction-targets-for-2030. Accessed 2 Sept 2020
Anonyme. 12 countries leading the way in renewable energy. https://www.clickenergy.com.au/news-blog/12-countries-leading-the-way-in-renewable-energy. Accessed 5 Apr 2019
Fraende M, Jason N. Denmark aims for 100 percent renewable energy in 2050—Reuters. https://www.reuters.com/article/us-denmark-energy/denmark-aims-for-100-percent-renewable-energy-in-2050-idUSTRE7AO15120111125. Accessed 5 Apr 2019
IRENA (2015) Renewable power generation costs in 2014. The International Renewable Energy Agency, Abu Dhabi
Sebayang AH, Masjuki HH, Ong HC, Dharma S, Silitonga AS, Mahlia TMI, Aditiya HB (2016) A perspective on bioethanol production from biomass as alternative fuel for spark ignition engine. RSC Adv 6:14964–14992. https://doi.org/10.1039/C5RA24983J
Fuel ethanol production in major countries 2019. https://www.statista.com/statistics/281606/ethanol-production-in-selected-countries/. Accessed 5 June 2020
Flach, bob, Lieberz, sabine, Bolla S (2019) EU biofuels annual 2019
García-Olivares A, Solé J, Osychenko O (2018) Transportation in a 100% renewable energy system. Energy Convers Manag 158:266–285. https://doi.org/10.1016/j.enconman.2017.12.053
Gwilliam K, Kojima M, Johnson T (2004) Reducing air pollution from urban transport. http://documents.worldbank.org/curated/en/989711468328204490/pdf/304250PAPER0Reducing0air0pollution.pdf. Accessed 11 June 2020
Fraga F (2011) Car fleet renewal schemes: environmental and safety impacts France, Germany and the United States. https://www.globalfueleconomy.org/media/44073/wp4-car-fleet-renewal-schemes.pdf. Accessed 11 June 2020
Prieur-vernat A, His S. Les biocarburants dans le monde. http://www.groupes.polymtl.ca/crip/doc/outils/IFP_Panorama07_05_Biocarburants_Monde.pdf. Accessed 24 Dec 2017
Lugan B. Les conséquences de la baisse du prix du pétrole sur l’Algérie. https://www.egaliteetreconciliation.fr/Les-consequences-de-la-baisse-du-prix-du-petrole-sur-l-Algerie-34562.html. Accessed 5 Apr 2019
Houfani AA, Větrovský T, Baldrian P, Benallaoua S (2017) Efficient screening of potential cellulases and hemicellulases produced by Bosea sp. FBZP-16 using the combination of enzyme assays and genome analysis. World J Microbiol Biotechnol. https://doi.org/10.1007/s11274-016-2198-x
WHO (2016) CLIMATE AND HEALTH COUNTRY PROFILE – 2015 ALGERIA. Switzerland: World Health Organization. https://apps.who.int/iris/bitstream/handle/10665/246137/WHO-FWC-PHE-EPE-15.32-eng.pdf;jsessionid=995BF4FE702CE54591C6198D398B9570?sequence=1. Accessed 5 Apr 2019
Kerbachi R, Oucher N, Bitouche A, Berkouki N, Demri. Pollution par les particules fines dans l’agglomération d’Alger. http://webcache.googleusercontent.com/search?q=cache, http://www.univ-tebessa.dz/fichiers/ENP/Rabah%2520Kerbachi.pdf. Accessed 5 Oct 2017
Cherfi S (2011) L’avenir énergétique de l’Algérie: quelles seront les perspectives de consommation, de production et d’exportation du pétrole et du gaz à l’horizon 2020–2030
Ministry of Energy (2019) Bilan énergetique national année 2018 edition 2019. https://www.energy.gov.dz/Media/galerie/depliant_be_2019_5dad746b7adcd.pdf. Accessed 4 June 2020
Berrah MK (2015) Statistiques sur l’environnement. Série C: Statistiques Régionales et Cartographie 177/2013. Algerie: Office National des Statistiques - ALGER
FAO-Aquastat (2015) Profil de Pays – Algérie. Organisation des Nations Unies pour l’alimentation et l’agriculture. Rome, Italie. http://www.fao.org/3/i9861fr/I9861FR.pdf. Accessed 7 June 2020
Sun X-F, Wang H, Jing Z, Mohanathas R (2013) Hemicellulose-based pH-sensitive and biodegradable hydrogel for controlled drug delivery. Carbohydr Polym 92:1357–1366. https://doi.org/10.1016/j.carbpol.2012.10.032
Zoghlami A, Paës G (2019) Lignocellulosic biomass: understanding recalcitrance and predicting hydrolysis. Front Chem. https://doi.org/10.3389/fchem.2019.00874
Kim S, Dale BE (2004) Global potential bioethanol production from wasted crops and crop residues. Biomass Bioenergy 26:361–375. https://doi.org/10.1016/j.biombioe.2003.08.002
Dallel M (2012) Evaluation du potentiel textile des fibres d’Alfa (Stipa tenacissima L.): caractérisation physico-chimique de la fibre au fil. https://hal.archives-ouvertes.fr/tel-00844129/
Célérier J, Cholley A (1931) La production de l’alfa en Afrique du Nord. Ann Géogr 40:323–325
El-abbassi F, Assarar M, Ayad R, Lamdouar N (2015) ANALYSE EXPERIMENTALE ET MODELISATION COMPORTEMENTALE D’AGRO-COMPOSITES A BASE DE FIBRES D’ALFA. http://smsm.fsac.ac.ma/congres/12congres/VI/t3/0347.pdf. Accessed 6 Oct 2017
Belkhir S, Koubaa A, Khadhri A, Ksontini M, Aschi-Smiti S (2012) Variations in the morphological characteristics of Stipa tenacissima fiber: the case of Tunisia. Ind Crops Prod 37:200–206. https://doi.org/10.1016/j.indcrop.2011.11.021
Marrakchi Z, Khiari R, Oueslati H, Mauret E, Mhenni F (2011) Pulping and papermaking properties of Tunisian Alfa stems (Stipa tenacissima)—effects of refining process. Ind Crops Prod 34:1572–1582. https://doi.org/10.1016/j.indcrop.2011.05.022
Dalla Marta A, Mancini M, Orlando F, Natali F, Capecchi L, Orlandini S (2014) Sweet sorghum for bioethanol production: crop responses to different water stress levels. Biomass Bioenergy 64:211–219. https://doi.org/10.1016/j.biombioe.2014.03.033
Semhaoui I, Zarguili I, Rezzoug SA, Maugard T, Zhao JMQ, Toyir J, Nawdali M, Maache-Rezzoug Z (2017) Bioconversion of moroccan alfa (Stipa tenacissima) by thermomechanical pretreatment combined to acid or alkali spraying for ethanol production. J Mater 8:2619–2631
Zaafouri K, Ziadi M, Ben Farah R, Farid M, Hamdi M, Regaya I (2016) Potential of Tunisian Alfa (Stipa tenassicima) fibers for energy recovery to 2G bioethanol: study of pretreatment, enzymatic saccharification and fermentation. Biomass Bioenergy 94:66–77. https://doi.org/10.1016/j.biombioe.2016.08.008
Anonyme (1922) L’ALFA, LE PONTET (SOCIÉTÉ POUR LA FABRICATION DES PÂTES DE CELLULOSE) (1922–1961) France
Brunet P, Berjaud L (1951) L’ALFA. L’Imprimerie à l'école Cannes (A.-M.). cannes, france. (Collection de brochures hebdomadaires pour le travail libre des enfants)
Boisvert S (2000) «Prévention de la pollution dans la production d’huile d’olive. Centre d’activités régionales pour la production propre (CAR/PP)». Centre d’activités régionales pour la production propre (CAR/PP). http://www.sba-int.ch/spec/sba/download/Publications%20principales/Production%20huile%20dOlive.pdf. Accessed 28 Nov 2017
Ajmia (2010) Ajmia Chouchene. Etude expérimentale et théorique de procédés de valorisation de sous-produtis oléicoles par voies thermique et physico-chimique. Alimentation et Nutrition. Université de Haute Alsace - Mulhouse
El Achkar J, Rohayem C, Salameh D, Louka N, Maroun R, Hobaika Z (2018) Olive pomace, a source of green energy using anaerobic digestion. Accessed 7 June 2020
Fernandes MC, Torrado I, Carvalheiro F, Dores V, Guerra V, Lourenço PML, Duarte LC (2016) Bioethanol production from extracted olive pomace: dilute acid hydrolysis. Bioethanol. https://doi.org/10.1515/bioeth-2016-0007
Abu Tayeh H, Najami N, Dosoretz C, Tafesh A, Azaizeh H (2014) Potential of bioethanol production from olive mill solid wastes. Bioresour Technol 152:24–30. https://doi.org/10.1016/j.biortech.2013.10.102
Ballesteros I, Oliva JM, Negro MJ, Manzanares P, Ballesteros M (2002) Ethanol production from olive oil extraction residue pretreated with hot water. Appl Biochem Biotechnol 98:717
Battista F, Mancini G, Ruggeri B, Fino D (2016) Selection of the best pretreatment for hydrogen and bioethanol production from olive oil waste products. Renew Energy 88:401–407. https://doi.org/10.1016/j.renene.2015.11.055
Algerie Eco (2017) Huile d’olive: les ambitions d’exportation entravées par l’insuffisance de la production - Algerie Eco. http://www.algerie-eco.com/2017/03/21/huile-dolive-ambitions-dexportation-entravees-linsuffisance-de-production/. Accessed 24 Nov 2017
MADRP (2016) Plan d’action felaha 2019. Ministère de l’Agriculture, du Développement Rural et de la Pêche, Algérie. http://www.minagri.dz/Reunions_des_Cadres/Reunion_des_cadres_02_06_2016/PLAN_D_ACTION_FELAHA_2019.pdf. Accessed 28 Nov 2017
ONFAA (2016) Bilan de la campagne oléicole 2015/2016 «Segment huile d’olive». Observatoire National des Filières Agricoles et Agroalimentaires, Algérie
USDA. Algeria olive oil production by year (1000 MT). https://www.indexmundi.com/agriculture/?country=dz&commodity=olive-oil&graph=production. Accessed 28 Nov 2017
AE, R. (2020) ‘Huile d’olive : Ferhat Ait Ali plaide pour la création d’un consortium d’exportation’, Algerie Eco, 2 March. https://www.algerie-eco.com/2020/03/02/huile-olive-ferhat-ait-ali-creation-consortium-exportation/. Accessed 7 June 2020
CRDI. CRDI - Centre de recherches pour le développement international. https://www.idrc.ca/fr CRDI (no date) CRDI - Centre de recherches pour le développement international, CRDI - Centre de recherches pour le développement international. https://www.idrc.ca/fr. Accessed 9 Dec 2017
FAO (2017) Bulletin de la FAO sur l’offre et la demande de céréales | Situation alimentaire mondiale | Organisation des Nations Unies pour l’alimentation et l’agriculture. http://www.fao.org/worldfoodsituation/csdb/fr/. Accessed 9 Dec 2017
FAO GIEWS Country Brief on Algeria. http://www.fao.org/giews/countrybrief/country.jsp?code=DZA. Accessed 7 June 2020
Torry J, Hales N (2019) Algeria grain and feed annual 2019, p 15
Sebai K. Djazairess : L’Algérien consomme annuellement plus de 230 kg de blé. https://www.djazairess.com/fr/letemps/37277. Accessed 15 Nov 2017
Plazonić I, Barbarić-Mikočević Ž, Antonović A (2016) Chemical composition of straw as an alternative material to wood raw material in fibre isolation. Drvna industrija 67(2):119–125. https://doi.org/10.5552/drind.2016.1446
Prasad S, Singh A, Joshi HC (2007) Ethanol as an alternative fuel from agricultural, industrial and urban residues. Resour Conserv Recycl 50(1):1–39. https://doi.org/10.1016/j.resconrec.2006.05.007
Saha B, Nichols NN, Qureshi N, Kennedy G, Iten L, Cotta MA (2015) Pilot scale conversion of wheat straw to ethanol via simultaneous saccharification and fermentation. Bioresour Technol. https://doi.org/10.1016/j.biortech.2014.10.060
Dai J, Bean B, Brown B, Bruening W, Edwards J, Flowers M, Karow R, Lee C, Morgan G, Ottman M, Ransom J, Wiersma J (2016) Harvest index and straw yield of five classes of wheat. Biomass Bioenergy 85:223–227. https://doi.org/10.1016/j.biombioe.2015.12.023
Talebnia F, Karakashev DB, Angelidaki I (2010) Production of bioethanol from wheat straw: an overview on pretreatment, hydrolysis and fermentation. Bioresour Technol 101:4744–4753. https://doi.org/10.1016/j.biortech.2009.11.080
Green N (2004) How biofuels can help end America’s oil dependence. Grow Energy. https://engineering.dartmouth.edu/rbaef/reports/NRDC.Growing.Energy.Final.3.pdf. Accessed 28 Sept 2017
Office of the gene technology regulator (2008) The biology of Zea mays L ssp. Mays (maize or corn). Australian Government, Departement of Health and ageing. http://www.ogtr.gov.au/internet/ogtr/publishing.nsf/content/maize-3/$FILE/biologymaize08_2.pdf
Vikram K. Corn stover|Agricultural Marketing Resource Center. https://www.agmrc.org/renewable-energy/corn-stover/. Accessed 26 Dec 2017
Gould K (2007) Corn Stover Harvesting. Michigan state university Extension Livestock Educator. USA. https://www.canr.msu.edu/uploads/236/58572/CornStoverHarvesting.pdf
Paul Mitchell C, Ralph PO (2009) Biomass & bioenergy
Brown H (2001) Corn stover for bioethanol-your new cash crop?. National Renewable Energy Lab, Golden, CO
Algérie-Production alimentaire : Maïs (tonnes) | Statistiques (2020) [Ecole de politique appliquée, faculté des lettres et sciences humaines, Université de Sherbrooke, Québec, Canada]. Perspective monde. http://perspective.usherbrooke.ca/bilan/servlet/BMTendanceStatPays?langue=fr&codePays=DZA&codeStat=RSA.FAO.Maize&codeStat2=x. Accessed 8 June 2020
MADR (2009) Statistiques-agricoles-Serie-B-2009. Ministère de l’Agriculture et du Développement Rural, Algérie. http://www.minagri.dz/pdf/ONTA/Statistiques-agricoles-Serie-B-2009.pdf. Accessed 28 Nov 2017
Kadam KL, McMillan JD (2003) Availability of corn stover as a sustainable feedstock for bioethanol production. Bioresour Technol 88:17–25
SNPAA. Syndicat National des Producteurs d’Alcool Agricole. http://www.alcool-bioethanol.net/mission/. Accessed 13 Nov 2017
Yang ST (2007) ‘Bioprocessing—from Biotechnology to Biorefinery’. In: Bioprocessing for value-added products from renewable source, pp 1–24. https://doi.org/10.1016/B978-044452114-9/50002-5
Launder K (2002) Energy crops and their potential development in Michigan. Michigan Department of Consumer and Industry Services Energy Office
Mamot (2009). Cultures energetiques. https://www.mamot.gouv.qc.ca/fileadmin/publications/developpement_territorial/ruralite/groupes_travail/Cultures_energetiques.pdf. Accessed 15 Nov 2017
Dennett AL, Cooper KV, Trethowan RM (2013) The genotypic and phenotypic interaction of wheat and rye storage proteins in primary triticale. Euphytica 194:235–242. https://doi.org/10.1007/s10681-013-0950-y
Grains Research and Development Corporation (2018) GRDC-GrowNotes-Triticale-SOUTHERN.pdf. https://grdc.com.au/__data/assets/pdf_file/0039/299388/GRDC-GrowNotes-Triticale-SOUTHERN.pdf. Accessed 10 June 2020
Roehr M, Senn T, Pieper HJ, Kozarik F, Vardar-Sukan (eds) (2001) The biotechnology of ethanol: classical and future applications. Wiley-VCH, Weinheim
El hamrouni A. Les systèmes pastoraux maghrebins et leur rôle dans la lutte contre la desertification. http://www.fao.org/3/T0115E0f.htm. Accessed 10 June 2020
Berthelot A, Le net E, Labalette F, Marsac S (2007) Les cultures «dédiées» notamment aux bioénergies. Institut technologique FCBA (Forêt Cellulose Bois-construction Ameublement), France
Hendriks ATWM, Zeeman G (2009) Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour Technol 100:10–18. https://doi.org/10.1016/j.biortech.2008.05.027
Mosier N, Wyman C, Dale B, Elander R, Lee YY, Holtzapple M, Ladisch M (2005) Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour Technol 96:673–686. https://doi.org/10.1016/j.biortech.2004.06.025
Banerjee S, Mudliar S, Sen R, Giri B, Satpute D, Chakrabarti T, Pandey RA (2010) Commercializing lignocellulosic bioethanol: technology bottlenecks and possible remedies. Biofuels Bioprod Biorefin 4:77–93. https://doi.org/10.1002/bbb.188
Taherzadeh MJ, Karimi K (2007) Enzymatic-based hydrolysis processes for ethanol from lignocellulosic materials: a review. BioResources 2:707–738
Mussatto SI, Roberto IC (2004) Alternatives for detoxification of diluted-acid lignocellulosic hydrolyzates for use in fermentative processes: a review. Bioresour Technol 93:1–10. https://doi.org/10.1016/j.biortech.2003.10.005
Boucher J (2014) Etude des possibilités de production d’éthanol hémicellulosique dans le cadre d’une bioraffinerie papetière. Université Grenoble Alpes
Liu ZL, Blaschek HP (2010) Biomass conversion inhibitors and in situ detoxification. In: Verts AA, Qureshi N, Blaschek HP, Yukawa H (eds) Biomass to biofuels. Blackwell Publishing Ltd., Oxford, pp 233–259
Chandel AK, Singh OV, Venkateswar Rao L (2009) Biotechnological applications of hemicellulosic derived sugars: state-of-the-art. In: Sustainable biotechnology: renewable resources and new perspectives. https://doi.org/10.1007/978-90-481-3295-9_4
Ezeji T, Qureshi N, Blaschek HP (2007) Butanol production from agricultural residues: Impact of degradation products on Clostridium beijerinckii growth and butanol fermentation. Biotechnol Bioeng 97:1460–1469. https://doi.org/10.1002/bit.21373
Klinke HB, Olsson L, Thomsen AB, Ahring BK (2003) Potential inhibitors from wet oxidation of wheat straw and their effect on ethanol production of Saccharomyces cerevisiae: wet oxidation and fermentation by yeast. Biotechnol Bioeng 81:738–747. https://doi.org/10.1002/bit.10523
Larsson S, Quintana-Sáinz A, Reimann A, Nilvebrant NO, Jönsson LJ (2000) Influence of lignocellulose-derived aromatic compounds on oxygen-limited growth and ethanolic fermentation by Saccharomyces cerevisiae. Appl Biochem Biotechnol 84–86:617–632
Sakai S, Tsuchida Y, Nakamoto H, Okino S, Ichihashi O, Kawaguchi H, Watanabe T, Inui M, Yukawa H (2007) Effect of lignocellulose-derived inhibitors on growth of and ethanol production by growth-arrested Corynebacterium glutamicum R. Appl Environ Microbiol 73:2349–2353. https://doi.org/10.1128/AEM.02880-06
Liu ZL, Slininger PJ, Dien BS, Berhow MA, Kurtzman CP, Gorsich SW (2004) Adaptive response of yeasts to furfural and 5-hydroxymethylfurfural and new chemical evidence for HMF conversion to 2,5-bis-hydroxymethylfuran. J Ind Microbiol Biotechnol 31:345–352. https://doi.org/10.1007/s10295-004-0148-3
Alriksson B, Sjöde A, Nilvebrant N-O, Jönsson LJ (2006) Optimal conditions for alkaline detoxification of dilute-acid lignocellulose hydrolysates. Appl Biochem Biotechnol 129–132:599–611
Horváth IS, Sjöde A, Alriksson B, Jönsson LJ, Nilvebrant N-O (2005) Critical conditions for improved fermentability during overliming of acid hydrolysates from spruce. Appl Biochem Biotechnol 124:1031–1044. https://doi.org/10.1385/ABAB:124:1-3:1031
Jönsson LJ, Alriksson B, Nilvebrant N-O (2013) Bioconversion of lignocellulose: inhibitors and detoxification. Biotechnol Biofuels 6:16. https://doi.org/10.1186/1754-6834-6-16
Palmqvist E, Hahn-Hägerdal B. Fermentation of lignocellulosic hydrolysates. I: inhibition and detoxification. http://www.sciencedirect.com/science/article/pii/S0960852499001601. Accessed 29 Dec 2017
Chandel AK, Kapoor RK, Singh A, Kuhad RC (2007) Detoxification of sugarcane bagasse hydrolysate improves ethanol production by Candida shehatae NCIM 3501. Bioresour Technol 98:1947–1950. https://doi.org/10.1016/j.biortech.2006.07.047
Larsson S, Reimann A, Nilvebrant N-O, Jönsson LJ (1999) Comparison of different methods for the detoxification of lignocellulose hydrolyzates of spruce. Appl Biochem Biotechnol 77:91–103. https://doi.org/10.1385/ABAB:77:1-3:91
Huang HJ, Ramaswamy S, Tschirner UW, Ramarao BV (2008) A review of separation technologies in current and future biorefineries. Sep Purif Technol 62:1–21. https://doi.org/10.1016/j.seppur.2007.12.011
Converti A, Domínguez JM, Perego P, da Silva SS, Zilli M (2000) Wood hydrolysis and hydrolyzate detoxification for subsequent xylitol production. Chem Eng Technol 23:1013–1020. https://doi.org/10.1002/1521-4125(200011)23:11%3c1013:AID-CEAT1013%3e3.0.CO;2-C
Rodrigues RCLB, Felipe MGA, e Silva JBA, Vitolo M, Gómez PV (2001) The influence of pH, temperature and hydrolyzate concentration on the removal of volatile and nonvolatile compounds from sugarcane bagasse hemicellulosic hydrolyzate treated with activated charcoal before or after vacuum evaporation. Braz J Chem Eng 18:299–311. https://doi.org/10.1590/s0104-66322001000300009
Cardona CA, Quintero JA, Paz IC (2010) Production of bioethanol from sugarcane bagasse: status and perspectives. Bioresour Technol 101:4754–4766. https://doi.org/10.1016/j.biortech.2009.10.097
Raud M, Tutt M, Olt J, Kikas T (2015) Effect of lignin content of lignocellulosic material on hydrolysis efficiency. Agron Res 13:405–412
Jeffries TW, Jin Y-S (2000) Ethanol and thermotolerance in the bioconversion of xylose by yeasts. In: Advances in applied microbiology. Academic Press, pp 221–268
Menind A, Oper L, Hovi M, Kers J, Tutt M, Kikas T (2012) Pretreatment and usage of pulp and paper industry residues for fuels production and their energetic potential. Est Res Inst Agric 10:149–155
Arai T, Kosugi A, Chan H, Koukiekolo R, Yukawa H, Inui M, Doi RH (2006) Properties of cellulosomal family 9 cellulases from Clostridium cellulovorans. Appl Microbiol Biotechnol 71:654–660. https://doi.org/10.1007/s00253-005-0249-6
Tang H, Hou J, Shen Y, Xu L, Yang H, Fang X, Bao X (2013) High β-glucosidase secretion in Saccharomyces cerevisiae improves the efficiency of cellulase hydrolysis and ethanol production in simultaneous saccharification and fermentation. J Microbiol Biotechnol 23:1577–1585
Weiss N, Börjesson J, Pedersen LS, Meyer AS (2013) Enzymatic lignocellulose hydrolysis: improved cellulase productivity by insoluble solids recycling. Biotechnol Biofuels 6:5. https://doi.org/10.1186/1754-6834-6-5
Mohd Azhar SH, Abdulla R, Jambo SA, Marbawi H, Gansau JA, Mohd Faik AA, Rodrigues KF (2017) Yeasts in sustainable bioethanol production: a review. Biochem Biophys Rep 10:52–61. https://doi.org/10.1016/j.bbrep.2017.03.003
Paulova L, Patakova P, Branska B, Rychtera M, Melzoch K (2015) Lignocellulosic ethanol: technology design and its impact on process efficiency. Biotechnol Adv 33:1091–1107. https://doi.org/10.1016/j.biotechadv.2014.12.002
Hector RE, Mertens JA, Bowman MJ, Nichols NN, Cotta MA, Hughes SR (2011) Saccharomyces cerevisiae engineered for xylose metabolism requires gluconeogenesis and the oxidative branch of the pentose phosphate pathway for aerobic xylose assimilation. Yeast 28:645–660. https://doi.org/10.1002/yea.1893
Jansen MLA, Bracher JM, Papapetridis I, Verhoeven MD, de Bruijn H, de Waal PP, van Maris AJA, Klaassen P, Pronk JT (2017) Saccharomyces cerevisiae strains for second-generation ethanol production: from academic exploration to industrial implementation. FEMS Yeast Res. https://doi.org/10.1093/femsyr/fox044
Jeffries TW, Jin Y-S (2004) Metabolic engineering for improved fermentation of pentoses by yeasts. Appl Microbiol Biotechnol 63:495–509. https://doi.org/10.1007/s00253-003-1450-0
Moysés DN, Reis VCB, de Almeida JRM, de Moraes LMP, Torres FAG (2016) Xylose fermentation by Saccharomyces cerevisiae: challenges and prospects. Int J Mol Sci. https://doi.org/10.3390/ijms17030207
Wei N, Quarterman J, Kim SR, Cate JHD, Jin Y-S (2013) Enhanced biofuel production through coupled acetic acid and xylose consumption by engineered yeast. Nat Commun 4:2580. https://doi.org/10.1038/ncomms3580
Liu Z, Ho S-H, Sasaki K, den Haan R, Inokuma K, Ogino C, van Zyl WH, Hasunuma T, Kondo A (2016) Engineering of a novel cellulose-adherent cellulolytic Saccharomyces cerevisiae for cellulosic biofuel production. Sci Rep 6:24550. https://doi.org/10.1038/srep24550
Olsson L, Soerensen HR, Dam BP, Christensen H, Krogh KM, Meyer AS (2006) Separate and simultaneous enzymatic hydrolysis and fermentation of wheat hemicellulose with recombinant xylose utilizing Saccharomyces cerevisiae. Appl Biochem Biotechnol 129–132:117–129
Saha BC, Iten LB, Cotta MA, Wu YV (2005) Dilute acid pretreatment, enzymatic saccharification, and fermentation of rice hulls to ethanol. Biotechnol Prog 21:816–822. https://doi.org/10.1021/bp049564n
Pinaki D, Lhakpa W, Joginder S (2015) Simultaneous saccharification and fermentation (SSF), an efficient process for bio-ethanol production: an overview. Biosci Biotechnol Res Asia 12:87–100. https://doi.org/10.13005/bbra/1639
Eklund R, Zacchi G (1995) Simultaneous saccharification and fermentation of steam-pretreated willow. Enzyme Microb Technol 17:255–259. https://doi.org/10.1016/0141-0229(94)00014-I
Sun Y, Cheng J (2002) Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresour Technol 83:1–11
Öhgren K, Bura R, Lesnicki G, Saddler J, Zacchi G (2007) A comparison between simultaneous saccharification and fermentation and separate hydrolysis and fermentation using steam-pretreated corn stover. Process Biochem 42:834–839. https://doi.org/10.1016/j.procbio.2007.02.003
Galbe M, Zacchi G (2002) A review of the production of ethanol from softwood. Appl Microbiol Biotechnol 59:618–628. https://doi.org/10.1007/s00253-002-1058-9
Kanagasabai M, Maruthai K, Thangavelu V (2019) Simultaneous saccharification and fermentation and factors influencing ethanol production in SSF process. In: Alcohol fuels—current technologies and future prospect [working title]. IntechOpen
Ballesteros M, Oliva JM, Negro MJ, Manzanares P, Ballesteros I (2004) Ethanol from lignocellulosic materials by a simultaneous saccharification and fermentation process (SFS) with Kluyveromyces marxianus CECT 10875. Process Biochem 39:1843–1848
Golias H, Dumsday GJ, Stanley GA, Pamment NB (2002) Evaluation of a recombinant Klebsiella oxytoca strain for ethanol production from cellulose by simultaneous saccharification and fermentation: comparison with native cellobiose-utilising yeast strains and performance in co-culture with thermotolerant yeast and Zymomonas mobilis. J Biotechnol 96:155–168
Hari Krishna S, Janardhan Reddy T, Chowdary GV (2001) Simultaneous saccharification and fermentation of lignocellulosic wastes to ethanol using a thermotolerant yeast. Bioresour Technol 77:193–196
Hong J, Wang Y, Kumagai H, Tamaki H (2007) Construction of thermotolerant yeast expressing thermostable cellulase genes. J Biotechnol 130:114–123. https://doi.org/10.1016/j.jbiotec.2007.03.008
Koppram R, Nielsen F, Albers E, Lambert A, Wännström S, Welin L, Zacchi G, Olsson L (2013) Simultaneous saccharification and co-fermentation for bioethanol production using corncobs at lab, PDU and demo scales. Biotechnol Biofuels 6:2. https://doi.org/10.1186/1754-6834-6-2
Teixeira LC, Linden JC, Schroeder HA (2000) Simultaneous saccharification and cofermentation of peracetic acid-pretreated biomass. Appl Biochem Biotechnol 84–86:111–127
Canilha L, Kumar Chandel A, dos Santos Milessi TS, Fernandes Antunes FA, da Costa Freitas WL, das Graças Almeida Felipe M, da Silva SS (2012) Bioconversion of sugarcane biomass into ethanol: an overview about composition, pretreatment methods, detoxification of hydrolysates, enzymatic saccharification, and ethanol fermentation. J Biomed Biotechnol 2012:989572. https://doi.org/10.1155/2012/989572
McMillan JD (1997) Bioethanol production: status and prospects. Renew Energy 10:295–302. https://doi.org/10.1016/0960-1481(96)00081-X
Olofsson K, Bertilsson M, Lidén G (2008) A short review on SSF—an interesting process option for ethanol production from lignocellulosic feedstocks. Biotechnol Biofuels 1:7. https://doi.org/10.1186/1754-6834-1-7
Wingren A, Galbe M, Zacchi G (2003) Techno-economic evaluation of producing ethanol from softwood: comparison of SSF and SHF and identification of bottlenecks. Biotechnol Prog 19:1109–1117. https://doi.org/10.1021/bp0340180
Alfani F, Gallifuoco A, Saporosi A, Spera A, Cantarella M (2000) Comparison of SHF and SSF processes for the bioconversion of steam-exploded wheat straw. J Ind Microbiol Biotechnol 25:184–192. https://doi.org/10.1038/sj.jim.7000054
Lawford H, Rousseau J (1998) Improving fermentation performance of recombinant Zymomonas in acetic acid-containing media. - PubMed - NCBI. https://www.ncbi.nlm.nih.gov/pubmed/9627380. Accessed 7 July 2018
Kim S, Holtzapple MT (2006) Delignification kinetics of corn stover in lime pretreatment. Bioresour Technol 97:778–785. https://doi.org/10.1016/j.biortech.2005.04.002
Lee C-R, Sung BH, Lim K-M, Kim M-J, Sohn MJ, Bae J-H, Sohn J-H (2017) Co-fermentation using recombinant Saccharomyces cerevisiae yeast strains hyper-secreting different cellulases for the production of cellulosic bioethanol. Sci Rep. https://doi.org/10.1038/s41598-017-04815-1
Novy V, Krahulec S, Wegleiter M, Müller G, Longus K, Klimacek M, Nidetzky B (2014) Process intensification through microbial strain evolution: mixed glucose-xylose fermentation in wheat straw hydrolyzates by three generations of recombinant Saccharomyces cerevisiae. Biotechnol Biofuels 7:49. https://doi.org/10.1186/1754-6834-7-49
van Zyl WH, Lynd LR, den Haan R, McBride JE (2007) Consolidated bioprocessing for bioethanol production using Saccharomyces cerevisiae. Adv Biochem Eng Biotechnol 108:205–235. https://doi.org/10.1007/10_2007_061
van Zyl WH, Bloom M, Viktor MJ (2012) Engineering yeasts for raw starch conversion. Appl Microbiol Biotechnol 95:1377–1388. https://doi.org/10.1007/s00253-012-4248-0
den Haan R, van Rensburg E, Rose SH, Görgens JF, van Zyl WH (2015) Progress and challenges in the engineering of non-cellulolytic microorganisms for consolidated bioprocessing. Curr Opin Biotechnol 33:32–38. https://doi.org/10.1016/j.copbio.2014.10.003
Lynd LR, van Zyl WH, McBride JE, Laser M (2005) Consolidated bioprocessing of cellulosic biomass: an update. Curr Opin Biotechnol 16:577–583. https://doi.org/10.1016/j.copbio.2005.08.009
Salehi Jouzani G, Taherzadeh MJ (2015) Advances in consolidated bioprocessing systems for bioethanol and butanol production from biomass: a comprehensive review. Biofuel Res J. https://doi.org/10.18331/brj2015.2.1.4
Den Haan R, Rose SH, Lynd LR, van Zyl WH (2007) Hydrolysis and fermentation of amorphous cellulose by recombinant Saccharomyces cerevisiae. Metab Eng 9:87–94. https://doi.org/10.1016/j.ymben.2006.08.005
Leal MRLV (2013) Ethanol production from cane resources. Bioenerg Sustain Dev Int Compet. https://doi.org/10.4324/9781849776806-16
Rocha Meneses L, Raud M, Orupõld K, Kikas T (2017) Second-generation bioethanol production: a review of strategies for waste valorisation. Agron Res 15:830–847
Farias D, Atala DIP, Maugeri F (2017) Improving bioethanol production by Scheffersomyces stipitis using retentostat extractive fermentation at high xylose concentration. Biochem Eng J 121:171–180
Onuki S, Koziel JA, van Leeuwen J, Jenks WS, Grewell D, Cai L (2008) Ethanol production, purification, and analysis techniques: a review. Amer Soc Agric Biol Eng. https://doi.org/10.13031/2013.25186
Saini JK, Saini R, Tewari L (2015) Lignocellulosic agriculture wastes as biomass feedstocks for second-generation bioethanol production: concepts and recent developments. 3 Biotech 5:337–353. https://doi.org/10.1007/s13205-014-0246-5
Junqueira TL, Filho RM, Maciel MRW (2015) Simulation of distillation process for bioethanol production considering fermentation by-products, p 7
Zabed H, Sahu JN, Boyce AN, Faruq G (2016) Fuel ethanol production from lignocellulosic biomass: an overview on feedstocks and technological approaches. Renew Sustain Energy Rev 66:751–774. https://doi.org/10.1016/j.rser.2016.08.038
Gavahian M, Munekata PES, Eş I, Lorenzo JM, Khaneghah AM, Barba FJ (2019) Emerging techniques in bioethanol production: from distillation to waste valorization. Green Chem 21:1171–1185. https://doi.org/10.1039/C8GC02698J
Adekunle A, Orsat V, Raghavan V (2016) Lignocellulosic bioethanol: a review and design conceptualization study of production from cassava peels. Renew Sustain Energy Rev 64:518–530
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gares, M., Hiligsmann, S. & Kacem Chaouche, N. Lignocellulosic biomass and industrial bioprocesses for the production of second generation bio-ethanol, does it have a future in Algeria?. SN Appl. Sci. 2, 1680 (2020). https://doi.org/10.1007/s42452-020-03442-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-03442-2