
Abstract
Deep rolling is an industrially widely established mechanical surface treatment process for the modification of roughness and fatigue resistance. However, the process has not been considered as a potential method for the mechanical post welded treatment of welded joints yet. Even, the potential of deep rolling for increasing the fatigue strength is comparably well-known in the case of non-welded components. Therefore, the effect of deep rolling (hydrostatic mounted tool) and diamond burnishing (mechanical mounted tool) to increase the fatigue strength of butt joints was approved in this work for aluminium alloy AlMg4,5Mn0,7 (EN AW 5083). For this purpose, fatigue tests under full tensile loading were performed in as-welded and deep rolled, burnished and ultrasonic impact treated conditions. Different residual stress states as well as work hardening states are determined in deep rolled and burnished condition. However, similar and significant fatigue life improvement was determined for both processes.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In general, the fatigue resistance of steel and aluminium welded joints is lower compared to the base material. The reasons are the notch effect caused by the weld bead, the change of the microstructure (metallogical notch) and the possible presence of tensile residual stresses at the weld toe. For this, multiple methods for the post weld treatment have been developed and approved in the last decades with the aim of increasing the fatigue resistance of welded joints, for example, the high-frequency mechanical impact (HFMI) treatment [1].
However, the main focus in the previous works in this field was the application of post weld treatment for welded joints made of construction steel (typically steel grades range from S235 to S960 [1]). For welded joints made of aluminium alloys, the recommendation of Haagensen and Maddox [2] covers the effect of burr grinding, TIG-dressing and hammer- and needle-peening also for welded joints made of 5000 and 6000 aluminium alloys. Still, relatively less literature data is available for the mechanical posttreatment of these aluminium alloys. However, some previous investigations focus on the application of shot peening for the posttreatment of aluminium welds made of 5000 alloys [3–5].
Deep rolling and burnishing are a widely industrially applied mechanical surface treatment process with a high degree of automatisation for the modification of hardness, roughness and residual stress state as well as for the structuring of surfaces. Industrial applications are pivots, crankshafts, steering knuckles, engine valves, spindles, thread bolts, bearings and gear wheels in the automotive, airplane and rail vehicle industry [6]. Extensive investigations about the fatigue performance of deep rolled specimens made of 5000 and 6000 alloys were peformed by Juijerm and others [7–9]. These investigations show that the work hardening (increase of dislocation density) can inhibit or retard surface fatigue crack initiation as well as fatigue crack growth under condition that the near-surface work hardening state is stable during cyclic loading.
The process of deep rolling itself is definied as enforced plastic deformation of surface layers caused by single or multiple rolling by rolls with a determined geometry under constant contact pressure [10]. Several experimental studies are available with the aim of increasing the fatigue resistance of treated components, even if nearly all avaible studies deal with non-welded parts [8, 11–14].
Previous studies for the application of hydrostatic deep rolling of welded round bar specimen made of S355J2 + N, S690QL and EN AW 5083 showed a significant fatigue life improvement. However, the fatigue life improvement of conventional shot peening was even higher in this case. Furhtermore, higher hardness at the weld toe was determined after shot peening. That lead to the conclusion that the positive effect of deep rolling could be higher if the process parameters (contact force and tool diameter) are optimized to reach a maximum degree of work hardening at the fatigue critical location of the weld toe. Compared to high-frequency mechanical impact process with contact forces of > 3 kN [15], the contact forces at deep rolling are significanly lower. An application for low strength materials may be attractive as an alternative mechanical surface treatement method.
The aim of the present work was to investigate the possibility of fatigue strength improvement by deep rolling and burnishing process of welded aluminium alloys in larger scales compared to the low-scale specimens in the previous study [16]. Furthermore, recommendations of the process parameters for both processes for the posttreatment application of welded joints should be made.
2 Specimen manufacturing
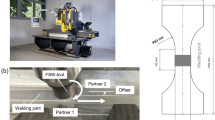
Previous studies [16] on the deep rolling process of comparably small round bar specimens made of EN AW 5083, S355J2 + N and S690QL showed that the weld toes were not completely treated at every position, especially for the investigated steels. Therefore, both surface treatment processes were applied at butt joints made of the AlMg alloy EN AW 5083 (AlMg4,5Mn0,7) with larger dimensions, given in Fig. 1a. The mechanical properties of these base materials are given in Table 1.

a Specimen geometry, b cross-sections of the weld
The EN AW 5083 specimens were manufactured by metal inert gas (MIG) welding (process 131 according to EN ISO 4063) with a universal power source type Fronius CMT Advanced 4000 Rand with an industrial robot. The welding parameters are summarized in Table 2. The cross-section of the welds are shown in Fig. 1b.
3 Post weld treatment
The post weld treatment was applied with a hydrostatic mounted Ecoroll tool (type HG4). The process parameters according to the previous investigations [16] were used. Additionally, a mechanical mounted burnishing tool (type DDW 0°) of the company Baublies with a diamond tip was used. For the application, both tools were mounted at a CNC milling machine. Thereby, the following process parameters could be varied: contact force \(F\) (or pressure \(p\) and spring stroke \(h\)), feed rate \(V\) and stepover distance \(a\). For a direct comparison of both tools and processes, the feed rate and stepover distance were fixed to \(V\) = 1000 mm/min and \(a\) = 0.1 mm. These values were recommended from both tool manufacturers. The pressure of the hydrostatic mounted tool (HG6) and the spring stroke (DDW 0°) was selected to reach a similar contact force for both tools. For this, the contact force according to previous investigations [16] at round bar specimen made of EN AW 5083 was used. However, it should be mentioned that the spring stroke during treatment is not constant especially when the tool is in contact with the weld bead. Thus, it is strongly assumed that the contact force of the mechanical mounted tool is higher at the treatment of the weld toe. Different contact forces were used to investigate the surface state (roughness, hardness, residual stress) after treatment (see following section). Additionally, another hydrostatic tool with a tool radius of 6.5 mm (HG6) was used. The higher diameter of the sphere leads with the same pressure of 150 bar to a significant higher contact force of 1990 N. The parameters are summarized in Table 3.
Previous investigations [16] showed also that a proper treatment notch ground at the weld toe is crucial to maximize the fatigue improvement by deep rolling of welds. To assure this issue, 3D surface scans with an optical 3D laser microscope (Keyence VK-9700) with a step size of 0.5 µm were performed from the treated weld toe in as-welded, deep rolled and burnished condition, illustrated in Fig. 2. As shown, the displayed area at the weld toe was not completely treated in deep rolled condition. In burnished condition in the displayed area, the notch at the weld toe was completely removed. However, this was not the case for every specimen. For both processes, there are still some locations were the original weld toe was not completely deformed after treatment.

Profile measurement of welded specimens made of EN AW 5083 in as-welded, deep rolled and burnished conditions
As comparison of the new post weld treatment by deep rolling and burnishing, ultrasonic impact treatment (UIT) was performed at the investigated but joints. The UIT was performed with the stress voyager tool of the company SONATS with a pin radius of 2 mm. The power of this device was set to the minimum of the device (10% of max.) to avoid extensive plastic indentation at the treated material. This corresponds to the amplitude of the sonotrode of 20 µm. As comparison for the treatment of butt joint made of S690QL [17], an amplitude of 60 µm was used (97% of max. power).
4 Surface state before and after treatment
Roughness, hardness and residual stress measurements were performed for the characterization of the surface state before and after treatment. Further investigations [16] also revealed that a high contact force in combination with a high coverage leads to process-induced surface defects and a high roughness in case of deep rolling of the base material EN AW 5083. It could not be excluded that this affects the fatigue performance in a negative way. For this issue, the surface roughness Rz and Rt according to DIN 4768:1990–05 was measured within a distance of 4.8 mm transverse to the treatment direction by a tactile roughness measurement device type Hommel T8000 according to DIN EN ISO 3274:1998–04, displayed in Fig. 3. Roughness and waviness were separated according to DIN EN ISO 4287:2010–07. As roughness values were evaluated as representative parameter for the surface topography because the evaluated waviness of the flat surface was low comparable to the evaluated roughness values. As shown, a low contact force leads to a low roughness for both tools (diameter 4 mm). However, with the hydrostatic HG13 tool, a significant lower roughness was determined compared to the hydrostatic HG4 tool even for a significant higher contact force. The initial roughness values of the surface in delivered condition were Rz = 15.3 µm and Rt = 18.3 µm. The determined roughness after the treatment with the mechanical tool (DDW 0°) was for every investigated set of process parameters higher than after the treatment with the hydrostatic tools (HG4 and HG13).

Surface layer of deep rolled and burnished specimens depending of the contact force \(F\)
To estimate the degree of work hardening, hardness measurements on the hardness scale HV0.05 (according to DIN EN ISO 6507–1) were performed at the weld toe at the cross-section of the specimen shown in Fig. 4. The measurements were performed with a microindenter device type Fisherscope ST200 according to DIN EN ISO 14,577–1. The depth profiles of the hardness measurements are shown in Fig. 4. As illustrated, higher microhardness at the notch root at the weld toe could be determined with the mechanical tool compared to the hydrostatic tool. The hardness increase is higher with higher applied contact force. However, no significant hardness increase was determined for the HG4 tool for every applied contact pressure.

Hardness depth profiles
The residual stress analysis were performed by X-ray diffraction analysis with Cu α-radiation at the aluminium (422) lattice plane. The measurements were performed with a diffractometer type Pulstec µ-360, based on the cos \(\alpha\) method [18, 19]. The reliability of this method in combination with the 2D detector compared to the commonly used sin \(\uppsi\) ψ2 method [20] was achieved by [21, 22]. The collimator diameter (measurement diameter) was 1 mm and the X-ray incident angle 20° for all measurements. The residual stress depth profiles were measured with the hole drilling method according to ASTM E837–20. Elastic constants for the evaluation \(E\)= 69.7 GPa and \(\nu\)= 0.348 were used. Due the application of the strain gages for the measurements, the residual stress depth profiles were measured in a distance of 5 mm from the weld toe but inside of the treated area.
The residual stress depth profiles (longitudinal and transverse direction) were shown in Fig. 5. As illustrated, the residual stress at the surface in the transverse direction is significanly higher than in the longitudinal direction for both processes. Also, the compressive residual stress at the surface increases with a higher contact force. Process-induced compressive residual stresses could be determined until a depth of 1 mm under the surface. The measurements show also the tendency that higher contact force lead shifts the compressive residual stress to higher depths. In direct comparison of both tools (hydrostatic HG4 tool and mechanical DDW0° tool), it was determined that the HG4 tool leads to higher compressive residual stresses for a similar contact force.

Residual stress depth profiles after deep rolling and burnishing
Further, residual stress measurements in two directions were performed at the treated butt joint on a line perpendicular to the weld. The results are illustrated in Fig. 6. In as-welded condition, no significant residual stresses could be determined in transverse and longitudinal direction. After mechanical surface treatment, high compressive residual stress were determined in the area of the weld toe for both processes. However, the determined residual stress after the treatment with the HG4 tool was with − 360 MPa in transverse direction explicit higher that with the DDW 0° tool with − 190 MPa.

Surface residual stress profiles after deep rolling and burnishing
5 Fatigue test
For the determination of the fatigue performance, fatigue tests were performed in as-welded, deep rolled and burnished conditions. In each condition, at least 13 specimens were tested. The fatigue tests were performed under pure tension loading (stress ratio R = 0.1). The tests were performed at an electro-magnetic resonance test machine RUMUL Testronic 150 K. The failure of the specimens was divided into failure from base material, failure from weld toe and no failure. Specimens with no failure have not been considered for the evaluation.
The results of the fatigue tests are shown in Fig. 7. The statistical analysis were performed according to DIN 50,100–2016-12 and in accordance to the IIW guideline [23]. Therefore, the nominal stress range at a survival probability of 95% at 2 × 106 load cycles was evaluated and is summarized in Table 4. The raw data for evaluation is summarized in Table 5.

Fatigue test results of specimens in as-welded, deep rolled and burnished condition
A significant fatigue strength and fatigue life improvement could be reached for both investigated posttreatment processes. The increase of fatigue strength in deep rolled condition was 81% and 86% in burnished condition compared to the as-welded condition. Furthermore, only slight differences were observed between both treatment conditions. The results at both conditions are inside of the same scatter range. The evaluated fatigue strength (variable slope) in as-welded condition was higher than the compared case (No. 211) of the IIW recommendation [23] of 32 MPa. Furthermore, a significant fatigue improvement by 72% was determined in UIT condition compared to as-welded condition. However, the achieved fatigue strength by UIT was slightly lower than the determined fatigue strength in deep rolled and burnished condition of more than 80% (for a variable slope \(k\)). In the IIW recommendation for hammer peening, an improvement factor of 1.5 is given for aluminium welded joints with a FAT class of 40 MPa or lower (slope \(k\) = 5). In this case, this corresponds to the FAT class of 36 MPa. The improvement factor for deep rolling and burnishing in that case is around 2 and therefore significantly higher under consideration of \(k\) = 5. However, it should be mentioned that for a positive mean stress (\(R>0\)), the FAT values for hammer peening of aluminium welded joints [2] correspond to the maximum applied nominal stress \({S}_{max}\). Considering this for a direct comparison of the evaluated maximum nominal stress \({S}_{max, 5\mathrm{\%}}\) of 58 MPa for deep rolling and 57 MPa for burnishing for a survival probability of 5% at 2 × 106 load cycles at slope of \(k=5\) with the recommend FAT(\({S}_{max}\)) classes, the values are in the range of the maximum recommended FAT class of 56 MPa, showed in Fig. 7. At least a similar fatigue life improvement like hammer peening in investigated case is assumed.
6 Conclusion
The focus of this work was the approval of deep rolling and burnishing for the mechanical post weld treatment of aluminium welded joints in larger scales after previous investigations at comparable small size round bar specimen made of EN AW 5083, S355J2 + N and S690QL [16]. As a reason of comparable low contact force, compared to high-frequency mechanical impact treatment, of less than 380 N, the investigations are limited to butt joints made of EN AW 5083 with a comparable low yield strength of 203 MPa. Different contact forces for both processes (deep rolling and burnishing) were applied. For the deep rolling process, two hydrostatic mounted tools with a diameter of 4 mm and 6.5 mm were investigated (HG4 and HG6 tool). For the burnishing process, a mechanical mounted tool with a diamond tip (diameter 4 mm) was used (DDW 0°). Furthermore, a set of specimens made of EN AW 5083 was treated by ultrasonic impact treatment.
Roughness, hardness and residual stress measurements were performed for the characterization of the surface layers after treatment. High compressive transverse residual stresses could be determined after deep rolling for every investigated material. The surface roughness was significantly decreased by this process compared to the original condition for all applied contact forces. The roughness after deep rolling was slightly lower than the roughness after burnishing. Microhardness measurements were performed to quantify the degree of work hardening in the fatigue critical area of the weld toe. However, for deep rolling, no significant hardness increase could be determined for some of the applied contact forces. Together with optical investigations, this leads to the conclusion that low contact forces (around 125 N) are not enough to cause plastic deformations at the notch root of the weld toe. With similar contact forces, the hardness increases (at the weld toe) more by burnishing than by deep rolling. However, significant higher compressive residual stresses (up to − 360 MPa) in transverse direction were induced by deep rolling compared to burnishing.
Fatigue tests were performed under full tensile loading (R = 0.1) for all investigated processes (deep rolling, burnishing, UIT). Significant fatigue life improvement was determined by all processes. Only slight differences were observed between the fatigue strength in deep rolled and burnished condition. The fatigue improvement by UIT was slightly lower compared to the other processes. It is assumed that comparably high indentation depths of > 0.3 mm compared with the specimen thickness of 6 mm lead to a higher local stress concentrations after UIT treatment and could affect the fatigue strength of the treated specimen. Compared to this, the low intensity processes of deep rolling and burnishing may be an alternative posttreatment of such low strength materials. However, it should be mentioned that further investigations need to be done to optimize the process parameters for this comparable new methods for the post weld treatment of welded joints. It is assumed that the optimum contact force in connection with the tool diameter was not reached in this investigation because the weld toe was not completely deformed during treatment.
References
Marquis GB, Barsoum Z (2016) IIW recommendation for the HFMI treatment for improving the fatigue strength of welded joints. Singapore: Springer
Haagensen PJ, Maddox SJ (2013) IIW recommendations on post weld improvement of steel and aluminium structures, no. 79. Cambridge: Woodhead Publishing Ltd
Wohlfahrt H, Nitschke-Pagel T, Zinn W (1996) “Improvement of the fatigue strength of welded joints by post-weld treatment methods - a comparison of the results of high strength structural steels and high strength aluminium alloys,” Weld. World, Le Soudage Dans Le Monde, vol. 38, pp. 307–316, Accessed: Jan. 08, 2020. [Online]. Available: https://www.infona.pl/resource/bwmeta1.element.elsevier-39e73c03-8777-324e-b8e0-eb66a75100b8
Wohlfahrt H, Nitschke-Pagel T, Zinn W (1996) “Optimization of the fatigue behaviour of welded joints by means of shot peening - a comparison of results on steel and aluminium joints,” in ICSP-6, pp. 243–250
Sidhom N, Laamouri A, Fathallah R, Braham C, Lieurade HP (2005) Fatigue strength improvement of 5083 H11 Al-alloy T-welded joints by shot peening: experimental characterization and predictive approach. Int J Fatigue 27(7):729–745. https://doi.org/10.1016/j.ijfatigue.2005.02.001
Schulze V, Bleicher F, Groche P, Guo YB, Pyun YS (2016) Surface modification by machine hammer peening and burnishing. CIRP Ann 65(2):809–832. https://doi.org/10.1016/J.CIRP.2016.05.005
Juijerm P, Noster U, Altenberger I, Scholtes B (2004) Fatigue of deep rolled AlMg4.5Mn (AA5083) in the temperature range 20–300 °C. Mater Sci Eng A 379(1–2):286–292. https://doi.org/10.1016/j.msea.2004.02.022
Juijerm P, Altenberger I, Scholtes B (2007) Influence of ageing on cyclic deformation behavior and residual stress relaxation of deep rolled as-quenched aluminium alloy AA6110. Int J Fatigue 29(7):1374–1382. https://doi.org/10.1016/j.ijfatigue.2006.10.008
Juijerm P, Altenberger I, Scholtes B (2006) Fatigue and residual stress relaxation of deep rolled differently aged aluminium alloy AA6110. Mater Sci Eng A 426(1–2):4–10. https://doi.org/10.1016/j.msea.2005.11.064
Kloos KH, Scholtes B (1991) Eigenspannungen in mechanisch randschichtverformten Werkstoffzuständen - Ursachen, Ermittlung und Bewertung (in German). Oberursel: DGM Informationsgesellschaft GmbH
Altenberger I (2005) “Deep rolling—the past, the present and the future,” in Proceedings of 9th International Conference on Shot Peening (6–9 Sep.), pp. 144–155
Altenberger I, Nalla RK, Sano Y, Wagner L, Ritchie RO (2012) On the effect of deep-rolling and laser-peening on the stress-controlled low- and high-cycle fatigue behavior of Ti-6Al-4V at elevated temperatures up to 550 °c. Int J Fatigue 44:292–302. https://doi.org/10.1016/j.ijfatigue.2012.03.008
Röttger K, Wilcke G, Mader S (2005) Festwalzen - eine Technologie für effizienten Leichtbau (in German). Materwiss Werksttech 36(6):270–274. https://doi.org/10.1002/mawe.200500876
Mader S (2006) “Festwalzen von Fan- und Verdichterschaufeln (in German),” Dissertation, RWTH Aachen
Schubnell J (2021) “Experimental and numercial investigation of the fatigue performance of notches and welded joints after high frequency mechanical impact treatment (text in German),” Dissertation, Karlsruhe Institute of Technology
Schubnell J, Mayer L, Carl E, Farajian M (2020) “Deep rolling as an effective tool for the fatigue improvement of tubular welded joints,” IIW-doc. XIII-2858–2020
Schubnell J, Farajian M, Däuwel T, Shin Y (2018) “Numerical fatigue life analysis of a high frequency mechanical impact treated industrial component based on damage mechanics models,” Materwiss. Werksttech., vol. 49, no. 1. https://doi.org/10.1002/mawe.201600704.
Tanaka K (2019) “The cosα method for X-ray residual stress measurement using two-dimensional detector,” Mech. Eng. Rev., vol. 6, no. 1, pp. 18–00378–18–00378. https://doi.org/10.1299/mer.18-00378
Taira S, Tanaka K, Yamasaki T (1978) A method of X-ray microbeam measurement of local stress an its application to fatigue crack growth problems. J Soc Mater Sci 27(294):251–256
Müller P, Macherauch E (1961) Das sin 2 ψ-Verfahren der röntgenographischen Spannungsmessung (in German). Z angew Phys 13:305–312
Matsuda M, Okita K, Nakagawa T, Sasaki T (2017) “Application of X-ray stress measurement for residual stress analysis by inherent strain method - Comparison of cos ; and sin method,” Mech. Eng. J., vol. 4, no. 5, pp. 17–00022–17–00022. https://doi.org/10.1299/mej.17-00022
Sasaki T, Sato H (2017) “X-ray stress measurement of austenitic stainless steel with cosα method and two-dimensional X-ray detector,” in Materials Science Forum, vol. 879, pp. 1679–1684, https://doi.org/10.4028/www.scientific.net/MSF.879.1679.
Hobbacher AF (2016) Recommendations for fatigue design of welded joints and components, 2th illust. Springer.
Acknowledgements
Financial support for this project was provided by IGF (German Federation of Industrial Research Associations) project number 19.537 N.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interest.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII — Fatigue of Welded Components and Structures
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schubnell, J., Farajian, M. Fatigue improvement of aluminium welds by means of deep rolling and diamond burnishing. Weld World 66, 699–708 (2022). https://doi.org/10.1007/s40194-021-01212-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-021-01212-1