
Abstract
At the moment, high production costs prevent the friction stir welding (FSW) process from further industrial applications even if comparable high fatigue strength of the joints can be reached. Higher welding speed may reduce the production costs but decrease the fatigue strength of the manufactured FSW joints. A potential solution is a mechanical post weld treatment directly after welding to increase the fatigue strength of the FSW joint again. In this study, hydrostatic deep rolling was applied for fatigue strength improvement of similar and dissimilar FSW joints made of EN AW 5083 and EN AW 6082 alloys manufactured with different welding speed. Additionally, the fatigue strength was directly compared to conventional joints manufactured by metal inert gas (MIG) welding and to base material specimen made of EN AW 5083. The surface state in as-welded condition was characterized by surface roughness and residual stress measurements. Fatigue tests were performed to quantify the fatigue strength of the FSW joints. Similar compressive residual stresses were determined after deep rolling for similar and dissimilar joints. No fatigue life improvement was determined for deep-rolled similar joints made of EN AW 5083. However, in this condition, the fatigue life of the specimen was within the range of the base material. Thus, significant lower fatigue life and a high fatigue life improvement by deep rolling were reached for dissimilar joints. An increase of the welding speed from 300 to 800 mm/min strongly decreased the fatigue strength of dissimilar welded joints in the investigated case.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Generally, the fatigue strength of welded joints is significantly lower compared to the unaffected base material [1,2,3]. Reasons are the change to a comparable coarse grain microstructure in the heat-affected zone (HAZ), the possible presence of harmful tensile residual stresses as a result of cooling and shrinkage processes, the geometrical notch of the weld bead, and the imperfections. High stress concentration factors (SCFs) as reason of this geometrical notch at the weld toe are typical for arc welding processes with filler material and lead always to potential weak points for fatigue crack initiation if the weld bead is not removed. In contrast, welded joints that are manufactured by friction stir welding (FSW) have no weld bead, significant lower SCFs, and potentially higher fatigue strength. Since the development in 1991 [4], friction stir welding shows a high potential to replace other welding methods especially for joining aluminum alloys [5].
Due the high strength compared to conventional welded joints and the potential joining of different materials by FSW, multiple studies have been performed in the last three decades to optimize this thermo-mechanical joining process especially for the joining of Al-alloys [5,6,7] and exotic material combinations [8,9,10]. According to DIN EN ISO 25239–1, friction stir welding is a solid-state material joining method for aluminum alloys that shows a great potential for non-ferrous materials [11]. Early studies have shown a high influence of the welding speed or feed rate on the fatigue strength of FSW joints made of EN AW 5083 [12, 13]. However, further studies have also shown an influence of rotation speed and welding force [14] as well as tool diameter [11, 14]. Numerous studies have been performed to optimize the joining by FSW of 5000-Al-alloys with 6000-Al-alloys [11, 15,16,17,18,19]. However, there are still current studies focusing on the effect of tool parameters on the mechanical properties of the FSW joints [11, 20]. Sufficient tensile strength and hardness were determined for dissimilar FSW joints made of EN AW 5083 and EN AW 6082 [15, 16]. Also, multiple studies were performed regarding the fatigue performance of similar and dissimilar FSW joints made of 5000-Al-alloys and 6000-Al-alloys [21]. However, only a few studies, for example, Ericsson and Sandström [13], have investigated the fatigue strength of FSW joints compared to conventional welded joints (manufactured by metal inert gas (MIG) or tungsten inert gas (TIG) welding).
Deep rolling is a non-cutting production process which is classified as a fine surface rolling method according to VDI 3177 [22]. According to Haibach [8], deep rolling is defined as continuous, plastic deformation at surface and subsurface layers by single or multiple rolling of a contact body with defined geometry under constant contact force. Deep rolling is a burnishing method with guided tools that leads to high surface qualities [9]. For the contact body, mostly carbide or ceramic materials are used. During indentation of the contact body, elastoplastic deformations occur. Plastic strains in radial direction are compensated by elastic compression of the surrounding material in order to maintain volume constancy of the workpiece. Results are compressive residual stresses and work hardening of the surface and subsurface. The successful application of deep rolling for fatigue life improvement of Al-alloys was documented for 5000-, 6000-, and 7000-aluminum alloys [13,14,15,16]. First studies show also a high potential for the post weld treatment of welded joints for fatigue life improvement [23,24,25,26]. However, it seems that the contact force needs to be adapted to the local weld toe geometry to reach optimum results [25]. For this reason, FSW joints with no weld bead seem to have a high potential for the application of the deep rolling process.
At the moment, high production effort and costs prevent the FSW process from further industrial applications even if high fatigue strength of the joints can be reached. Higher welding speed may reduce the costs but negatively influence the fatigue strength of the FSW joints. A solution is the mechanical post weld treatment increasing the fatigue strength, especially if the treatment is applied in the same process step directly after the welding without additional manufacturing time. For this reason, several studies focused on mechanical post treatment of FSW joints by rolling methods [27,28,29]. This study was performed to quantify the potential of hydrostatic deep rolling as post weld treatment method of FSW joints due the mentioned potential of this surface treatment process. Further attention is paid to quantify the fatigue performance of FSW joints manufactured with different welding speed compared to conventional welded joints.
2 Material and specimen manufacturing
Two commonly used Al-alloys were used in this study. The strain-hardened Al–Mg-alloy EN AW 5083 (AlMg4.5Mn0.7) in H111 condition and the heat-treated Al–Si–Mg-alloy EN AW 6082 (AlSi1MgMn) in T651 condition with a plate thickness of 6 mm. These two materials have similar hardness and strength and a high corrosion resistance. Furthermore, EN AW 5083 shows a high weldability. Due their properties, these material combinations are widely used as joining partners in the ship-building industries (single and multiple hulls) [16]. The chemical composition is given in Table 1, and the mechanical properties are summarized in Table 2.
Friction stir welding of similar joining partners (SJ) (5083 to 5083) and dissimilar joining partners (DJ) 5083 to 6082 was carried out in the Research and Development Laboratory of Gesellschaft für Schweißtechnik International mbH (GSI) in Berlin. For joining, the base plates were prepared according to DIN EN ISO 25239–2. For joining with an I-joint weld, a special friction stir welding machine of type ESAB LEGIO 3UT was used (see Fig. 1a). A conical friction stir welding tool was used for joining. The welding parameters are summarized in Table 3 and illustrated in Fig. 1b. The joined plates have dimensions of 500 × 210 × 6 mm, and after welding (as welded, AW) and deep rolling (deep rolled, DP), they were cut into individual specimens with dimensions shown in Fig. 1c.

a Friction stir welding process of Al-based plates and b specimen dimensions
3 Post weld treatment
The post weld treatment was applied with a hydrostatic mounted Ecoroll tool (type HG6). Before deep rolling, the specimen was prepared by burr grinding. The process parameters pressure \(p\) and contact force \(F\) according to the previous investigations [23, 24] of EN AW 5083 were used. The process was applied at a conventional CNC milling machine with the rolling direction parallel to the welding direction. The stepover distance was increased from \(a\) = 0.1 to \(a\) = 0.5 mm in contrast to the previous investigations regarding the post treatment of welded joints by deep rolling [24, 25]. This was motivated by the relatively large area which was to be treated compared to the previous studies. Due to comparably higher roughness values that are reached with a stepover distance of \(a\) = 0.5 mm, some DJ specimens were treated with the stepover distance of \(a\) = 0.1 (test series DJ-800-DP-a = 0.1). The deep rolling parameters are summarized in Table 4. The welded joints in untreated or as-welded (AW) condition and in deep-rolled (DP) condition are shown in Fig. 2. The red arrows mark the upper and lower side of the specimen in the figure. Specimens made of EN AW 5083 base material (BM) (see Fig. 2g) and conventional welded butt joints (CBJ) from former studies [24] in DR condition are used as reference in the current study.

FSW welded joints in as-welded (AW) condition for similar FSW joints (SJ) from the upper side (a) and from the lower side (b) and for dissimilar FSW joints (DJ) from the upper side (d) and from the lower side (e); similar FSW joints (c) and dissimilar FSW joints (f) in deep-rolled (DP) condition, base material specimen made of EN AW 5083 (g), conventional butt joints in deep-rolled condition (h), and dissimilar joints deep rolled with an stepover distance of 0.1 mm (i)
4 Surface state after treatment
Roughness, hardness, and residual stress measurements were performed for the characterization of the surface state before and after treatment. For this issue, the surface roughness Rz according to DIN 4768:1990–05 was measured within a distance of 4.8 mm transverse to the welding direction (\(\perp )\) and parallel to welding direction (\(\parallel\)) by a tactile roughness measurement device type Hommel T8000 according to DIN EN ISO 3274:1998–04. Roughness and waviness were separated according to DIN EN ISO 4287:2010–07. Roughness values were evaluated as representative parameter for the surface topografie because the evaluated waviness of the flat surface was low comparably to the evaluated roughness values.
The initial roughness values of the surface in delivered condition were Rz = 2.6 µm. The average roughness values in each direction from at least three measurements are summarized in Fig. 3. As shown, similar and dissimilar joints that are welded with a welding speed of 100 to 300 mm/min have similar surface roughness of around 33 to 35 µm (\(\perp\)). However, the roughness increases significantly to 55 µm with a higher welded speed of 800 mm/min. Deep rolling leads for all conditions to similar roughness values of 14 µm, except the joints that are manufactured with a high welding speed of 800 mm/min.

Surface roughness of the FSW joint transverse (a) and parallel (b) to the welding direction
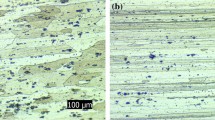
The microstructural behavior of FSW joints was studied by employing light optical microscopy (LOM). Images of a conventional butt joint made of EN AW 5083 [24] and of similar and dissimilar FSW welded joints are shown in Fig. 4. The cross section of a conventional butt joint (CBJ) made by metal inert gas (MIG) welding is given in Fig. 4a and was used as a reference for the fatigue tests in this study (see Sect. 5). The images (Fig. 4b and c) show the typical formation of weld metal (WM) in the fusion zone for FSW joints. In the WM, grains have been refined as a results of dynamic recrystallization [30, 31]. However, the WM differs from the typical form of a so-called nugget [16, 31] especially for FSW joints that are manufactured with a high welded speed of 800 mm/min (see Fig. 4c). Typical pancake-like grains are deformed and elongated for the so-called thermo-mechanical affected zone (TMAZ) [16] (see Fig. 4 (1) and (2)). Furthermore, a heterogeneous mixture of the microstructure of EN AW 5083 and EN AW 6082 is clearly seen in the macro-graphs (see Fig. 4c). The dimension of the TMAZ as well as the WM zone decreases significantly with an increase of welding speed (100 to 800 mm/min) and a decrease of the heat input. For dissimilar FSW joints, lack of fusion defects is detected at the weld root (see Fig. 4 (1)). The effect of this defects and the potential of deep rolling for removal of such surface-near defects will be further investigated in this study.

a Cross section of conventional butt joints, b cross section of similar joints (welding speed 100 mm/min), and c cross section of dissimilar welded joint (welding speed 800 mm/min)
The residual stress analysis was performed by X-ray diffraction (XRD) analysis with Cu-α-radiation at the aluminum {422}-lattice plane. The measurements were performed with a diffractometer type Pulstec µ-360, based on the cos \(\alpha\)-method [32, 33]. The reliability of this method in combination with the 2D-detector compared to the commonly used sin \(\uppsi\) ψ2-method [34] was achieved by [35, 36]. The collimator diameter (measurement diameter) was 1 mm and the X-ray tilt angle was constantly \(\psi\) = 20° for all measurements. The elastic constants for the evaluation \(E\)= 69.7 GPa and \(\nu\)= 0.348 were used. The residual stress measurements were performed at the upper side of the joints (the side where the FSW was applied). Some single measurement was performed at the lower side that shows nearly the same values than from the upper side.
The results of the XRD analysis are displayed in Fig. 5. No significant difference of transverse residual stresses was shown between similar and dissimilar joints that are joined with different welding speed. No significant difference regarding the residual stresses could be determined between joining partner 1 and 2. Also, the residual stress level in transverse direction in as-welded condition was comparably low. In deep-rolled condition however, comparably high compressive residual stresses were measured, roughly between − 200 and − 300 MPa. The amount of compressive residual stresses after deep rolling exceeds even the yield of the unaffected base material. However, similar residual stress values are determined by Schubnell and Farajian [24] after deep rolling of conventional butt joints made of EN AW 5083. The high compressive residual stress level may be explained by the work hardening effect in the surface layer by deep rolling and therefore with the local increase of the yield strength. Lower residual stresses after deep rolling were determined for dissimilar joints compared to similar joints. Up to this point, no conclusion can be made regarding this issue.

Transverse residual stress (perpendicular to the welding direction) in as-welded condition (a) and deep-rolled condition (b)
5 Fatigue tests
For the determination of the fatigue performance, fatigue tests were performed in as-welded (AW) and deep-rolled (DR) conditions for similar joints (SJ) and dissimilar joints (DJ). Additionally, fatigue tests were performed on specimens made of base material (BM) EN AW 5083 in delivered condition without further treatment. In each condition, at least 8 specimens were tested; excluding the test series DJ-300-DR, only three specimen were tested. The fatigue tests were performed under pure tension loading (stress ratio R = 0.1). The tests were performed at an electro-magnetic resonance test machine RUMUL Testronic 150 K. Specimens with no failure have not been considered for the evaluation. The specimens were tested until final fracture.
The results of the fatigue tests are shown in Fig. 6. The statistical analysis was performed according to DIN 50,100–2016-12 and in accordance to the IIW guideline [1]. Therefore, the nominal stress range at a failure probability of \({P}_{f}\) = 5% at 2 × 106 load cycles was evaluated and is summarized in Table 5. The evaluation was performed with fixed and variable slope \(k\). For a fixed slope, the value of \(k\) = 3 in AW condition and of \(k\) = 5 were used in deep-rolled condition according to the current IIW recommendation and guidelines [1, 37, 38]. For the two test series (DJ-300-Dr and DJ-800-DR-a = 0.1), less than 8 specimens were tested. For this cases, statistical evaluation was not performed. The raw data for evaluation is summarized in Table 6.

Fatigue test results
Compared to conventional welded butt joints (CBJ) made of EN AW 5083 [24], a significant higher fatigue life was determined (up to + 250% for \(k\) = var.) for FSW-SJ (see Fig. 6a). The fatigue strength of the test series SJ-100-AW and SJ-300-AW exceeds even the fatigue strength of the deep-rolled CBJs. The fatigue life of the FSW-SJ is in the range of the base material specimen. No clear influence of the welding speed on the fatigue strength of the FSW similar joints was determined. However, for dissimilar FSW joints, the determined fatigue life decreases strongly from the test series DJ-300-AW to DJ-800-AW. By comparing the evaluated values of fatigue strength for FSW joints with the IIW FAT class [1] (No. 211 Al. ground flush butt joint), higher fatigue strength is reached for SJ and lower values are reached for DJ (\(k\) = 3). However, it should be mentioned that nearly every SJ specimen failed from the upper side of the welded joint while nearly every DJ specimen failed from the weld root (in AW and DR condition). Of course, it should be discussed if this FAT class really represents the material state after FSW. Currently, FAT classes for FSW joints are not included in the current version of the IIW recommendation [1].
Regarding the fatigue life improvement by deep rolling, distinguished results were reached depending on the type of treated welded joint. On one side, for similar joints (see Fig. 6b), no fatigue life improvement by deep rolling was determined (\(k\) = var.). However, the reached fatigue lives of the SJ-specimen in AW and DR condition are already close to the tested base material specimens. On the other side, better fatigue life improvement by deep rolling could be determined for dissimilar joints (see Fig. 6c), especially for the test series DJ-800-DR.
For all 4 test series in DR condition, similar fatigue strength \(\Delta {S}_{5\mathrm{\%}}\) was observed. As mentioned, the residual stress measurements show lower compressive residual stresses for DJ specimens in DR condition compared to SJ specimen in DR condition. However, the surface roughness (transverse to the welding direction) shows similar values for all specimen in DR condition. This leads to the conclusion that compressive residual stresses may have a secondary effect on the fatigue life of the investigated specimen. The relatively high load levels in the fatigue tests may lead to significant residual stress relaxation. This may explain also the small difference of fatigue life between the welded specimen in DR condition and the base material specimen. Further residual stress measurements after fatigue loading are needed to clarify this issue.
Scanning electron microscope (SEM) analysis was performed at single specimen to detect the location of crack initiation (crack starter). The specimens are gray marked in Table 6 and representative for all other investigated specimens. The results are displayed in Fig. 7. As mentioned, nearly all SJ specimens failed from the weld top side, while nearly all DJ specimens failed from the weld root side. The majority of the SJ specimen in AW condition failed in the middle of the TMAZ zone from the top surface (see Fig. 7a). In the displayed case, only one single crack starter was detected. The majority of the SJ specimen in DR condition however failed from the transition of the WM to the TMAZ from the top surface, where multiple crack starters are detected (see Fig. 7b). SEM investigations of DJ specimen lead to the conclusion that the lack of fusion is responsible for the weld root failure (see Fig. 7c and d). It is strongly assumed that inappropriate rate of heating caused by the high welding speed is the reason for this lack of fusion at the weld root of the dissimilar FSW joints. The slower rotational speed and tool force for the welding of the dissimilar FSW joints compared to the similar FSW joints could be the reason why no lack of fusion defects are determined for the similar FSW joints manufactured with the same welding speed of 300 mm/min. For this dissimilar FSW joints, the lack of fusion is higher for the welding speed of 800 mm/min compared to 300 mm/min. It is strongly assumed that this issue is responsible for the comparable low fatigue life of the DJ-800-AW test series. In AW condition of the DJ specimen, crack starters were detected from the weld root surface as well as from the inner defects (see Fig. 7c). In this case of DJ specimen, deep rolling seems to have a beneficial effect.

SEM analysis of fracture surfaces at \(\Delta S\) = 170 MPa for SJ-100-AW \({N}_{F}\)= 275,100 (a), SJ-100-DR \({N}_{F}\) = 81,000 (b), DJ-800-AW \({N}_{F}\)= 41,300 (c), and DJ-800-AW \({N}_{F}\)=30,500 (d)
6 Conclusion
Hydrostatic deep rolling was applied as potential method for the fatigue life improvement of similar joints (SJ) and dissimilar joints (DJ) manufactured by friction stir welding (FSW) made of EN AW 5083 and EN AW 6082 Al-alloys. Furthermore, the effect of the welding speed during FSW on the fatigue life of the joints was investigated. For this, SJ were welded with a welding speed of 100 mm/min and 300 mm/min and DJ were welded with welding speeds of 300 mm/min and 800 mm/min. The specimens investigated in as-welded (AW) and deep-rolled (DR) conditions. Specimens made of base material (BM) EN AW 5083 and conventional welded butt joints manufactured by metal inert gas (WIG) welding from a former study [24] were used in this current investigation for comparison reasons. Microstructural characterization was performed by light optical microscope (LOM). Also, the surface roughness and residual stress state were determined by tactile roughness measurement and X-ray diffraction (XRD) measurement. Fatigue tests were performed under pure tensile loading (\(R=0.1\)) to determine the fatigue strength of SJ and DJ specimen in AW and DR condition. The following conclusions could be made:
-
Lack of fusion was determined at the weld root of DJ specimens, especially if they were manufactured with a high welding speed (800 mm/min). A lower welding speed is definitely beneficial.
-
Roughness were significantly reduced and high compressive residual stresses up to − 300 MPa were induced by deep rolling. The same roughness but lower compressive residual stresses was determined for DJ specimens compared to SJ specimens.
-
No fatigue life improvement was observed by deep rolling of SJ specimens (failure at the weld top side). However, significant fatigue life improvement by deep rolling was identified for DJ specimen (failure from the weld root), especially for the specimens that were welded with a high welding speed of 800 mm/min. In general, similar fatigue life was determined for all specimens in deep-rolled condition.
-
The FSW similar joints exceeded significantly the fatigue life and fatigue strength of conventional butt joints made of EN AW 5083, even if they were post weld treated by deep rolling. The fatigue strength of this SJ reaches nearly the fatigue strength of the base material specimen.
Based on the current study, it could be concluded that further post weld treatment of joints manufactured by FSW made of EN AW 5083 may not be needed because of their very high fatigue strength compared to other welded joints. This requires however that defects, especially lack of fusion, are avoided during FSW. Further investigations regarding deep rolling with higher overlap especially at the transition of the joints to the base material (see Fig. 7b) are recommended. Fatigue failure at this location may avoided by this treatment. It is also shown that deep rolling has a significant influence on fatigue strength if lack of fusion occurs during FSW.
Data Availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Hobbacher AF (2016) Recommendations for Fatigue Design of Welded Joints and Components, 2th edition. Springer
Eurocode 3(2009) Design of steel structures -Part 1–9: Fatigue, 1993–1–9:2005. Brussels: European Commitee of Standardization
Eurocode 9 (2009) Design of aluminium structures -Part 1–1: structural rules, 1999–1–1:2007+A1. Brussels: European Commitee of Standardization
Thomas WM, Nicholas ED, Needham JC, Murch MG, Temple-Smith O, Dawes CJ (1991) Improvements relating to friction welding Patent EP0653265A2
Threadgilll PL, Leonard AJ, Shercliff HR, Withers PJ (2013) Friction stir welding of aluminium alloys. Int Mater Rev 54(2):49–93. https://doi.org/10.1179/174328009X411136
Wayne Thomas BM, Johnson KI, Wiesner CS, Thomas WM, Johnson KI, Wiesner CS (2003) Friction stir welding – recent developments in tool and process technologies. Adv Eng Mater 5(7):485–490. https://doi.org/10.1002/ADEM.200300355
Thomas WM, Staines DG, Norris IM, De Frias R (2013) Friction stir welding tools and developments. Weld World 2003 47(11):10–17. https://doi.org/10.1007/BF03266403
Yilbaş BS, Şahin AZ, Kahraman N, Al-Garni AZ (1995) Friction welding of St-Al and Al-Cu materials. J Met Process Technol 49(3):431–443. https://doi.org/10.1016/0924-0136(94)01349-6
Pinto MA, Cheung N, Ierardi MCF, Garcia A (2003) Microstructural and hardness investigation of an aluminum-copper alloy processed by laser surface melting. Mater Charact 50(2):249–253. https://doi.org/10.1016/s1044-5803(03)00091-3
Elrefaey A, Takahashi M, Ikeuchi K (2013) Preliminary investigation of friction stir welding aluminium/copper lap joints. Weld World 2005 49(3):93–101. https://doi.org/10.1007/BF03266481
Kumar HMA, Ramana VV (2020) Influence of tool parameters on the tensile properties of friction stir welded aluminium 5083 and 6082 alloys. Mater Today Proc 27:951–957. https://doi.org/10.1016/J.MATPR.2020.01.270
James MN, Hattingh DG, Bradley GR (2003) Weld tool travel speed effects on fatigue life of friction stir welds in 5083 aluminium. Int J Fatigue 25(12):1389–1398. https://doi.org/10.1016/S0142-1123(03)00061-6
Ericsson M, Sandström R (2003) Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG. Int J Fatigue 25(12):1379–1387. https://doi.org/10.1016/S0142-1123(03)00059-8
Cavaliere P (2013) Friction stir welding of al alloys: analysis of processing parameters affecting mechanical behavior. Procedia CIRP 11:139–144. https://doi.org/10.1016/J.PROCIR.2013.07.039
Svensson LE, Karlsson L, Larsson H, Karlsson B, Fazzini M, Karlsson J (2013) Microstructure and mechanical properties of friction stir welded aluminium alloys with special reference to AA 5083 and AA 6082. Sci Technol Weld Joining 5(5):285–296. https://doi.org/10.1179/136217100101538335
Gungor B, Kaluc E, Taban E, Sik A (2014) Mechanical, fatigue and microstructural properties of friction stir welded 5083–H111 and 6082–T651 aluminum alloys. Mater Des 56:84–90. https://doi.org/10.1016/J.MATDES.2013.10.090
Karlsson L, Berqvist EL, Larsson H (2013) Application of friction stir welding to dissimilar welding. Weld World 2002 46(1):10–14. https://doi.org/10.1007/BF03266360
Kasman S, Kahraman F, Emiralioğlu A, Kahraman H (2016) A case study for the welding of dissimilar EN AW 6082 and EN AW 5083 aluminum alloys by friction stir welding. Met 2017 7(1):6. https://doi.org/10.3390/MET7010006
Scialpi A, De Filippis LAC, Cavaliere P (2007) Influence of shoulder geometry on microstructure and mechanical properties of friction stir welded 6082 aluminium alloy. Mater Des 28(4):1124–1129. https://doi.org/10.1016/J.MATDES.2006.01.031
Patel V, Li W, Wang G, Wang F, Vairis A, Niu P (2019) Friction stir welding of dissimilar aluminum alloy combinations: state-of-the-art. Met 9(3):270. https://doi.org/10.3390/MET9030270
de Oliveira Miranda AC, Gerlich A, Walbridge S (2015) Aluminum friction stir welds: review of fatigue parameter data and probabilistic fracture mechanics analysis. Eng Fract Mech 147:243–260. https://doi.org/10.1016/J.ENGFRACMECH.2015.09.007
Technical rule VDI 3177:1963–03 Surface finish-rolling (withdrawn)
Schubnell J, Mayer L, Carl E, Farajian M (2020) Deep rolling as an effective tool for the fatigue improvement of tubular welded joints. IIW-doc. XIII-2858–2020
Schubnell J, Farajian M (2021) Fatigue improvement of aluminium welds by means of deep rolling and diamond burnishing. Weld World 1:1–10. https://doi.org/10.1007/S40194-021-01212-1/TABLES/5
Dänekas C, Heikebrügge S, Schubnell J, Schaumann P, Breidenstein B, Bergmann B (2022) Influence of deep rolling on surface layer condition and fatigue life of steel welded joints. Int J Fatigue 162:106994. https://doi.org/10.1016/J.IJFATIGUE.2022.106994
Schubnell J, Dahmen M, Luke M (2022) Strength improvement of laser beam welded joints in cold worked high-manganese-steel by means of deep rolling. Procedia CIRP 111:457-461. https://doi.org/10.1016/j.procir.2022.08.065
Huang Y, Wan L, Lv S, Zhang J, Fu G (2013) In situ rolling friction stir welding for joining AA2219. Mater Des 50:810–816. https://doi.org/10.1016/J.MATDES.2013.03.088
Baisukhan A, Nakkiew W (2019) Sequential effects of deep rolling and post-weld heat treatment on surface integrity of AA7075-T651 aluminum alloy friction stir welding. Materials 12(21):3510. https://doi.org/10.3390/MA12213510
Prevéy P, Mahoney MW (2003) Improved fatigue performance of friction stir welds with low plasticity burnishing: residual stress design and fatigue performance assessment. Mater Sci Forum 426:2933–2940
Mishra RS, Ma ZY (2005) Friction stir welding and processing. Mater Sci Eng R Reports 50(1–2):1–78. https://doi.org/10.1016/J.MSER.2005.07.001
Lang X, Wagner G, Eifler D (2011) Microstructure and mechanical properties of friction stir welded AA5454—joints. Frict Stir Weld Process VI:123–130
Taira S, Tanaka K, Yamasaki T (1978) A method of X-ray microbeam measurement of local stress an its application to fatigue crack growth problems. J Soc Mater Sci 27(294):251–256
Tanaka K (2019) The cosα method for X-ray residual stress measurement using two-dimensional detector. Mech Eng Rev 6(1):18–00378–18–00378. https://doi.org/10.1299/mer.18-00378
Müller P, Macherauch E (1961) Das sin 2 ψ-Verfahren der röntgenographischen Spannungsmessung. Z Angew Phys 13:305–312
Matsuda M, Okita K, Nakagawa T, Sasaki T (2017) Application of X-ray stress measurement for residual stress analysis by inherent strain method - comparison of cosα and sin2Ψ method. Mech Eng J 4(5):17–00022–17–00022. https://doi.org/10.1299/mej.17-00022
Sasaki T, Sato H (2017) X-ray stress measurement of austenitic stainless steel with cosα method and two-dimensional X-ray detector. Mater Sci Forum 879:1679–1684. https://doi.org/10.4028/www.scientific.net/MSF.879.1679
Marquis GB, Barsoum Z (2016) IIW Recommendation for the HFMI treatment for improving the fatigue strength of welded joints. Springer, Singapore
Haagensen PJ, Maddox SJ (2009) IIW recommendations on post weld improvement of steel and aluminium structures, International Institut of Welding XIII-2200r-07
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schubnell, J., Müller, A., Boywitt, R. et al. Fatigue life improvement of similar and dissimilar aluminum friction stir welds by deep rolling. Weld World 67, 721–732 (2023). https://doi.org/10.1007/s40194-022-01455-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01455-6