
Abstract
A virtual process chain for diffusion brazing of Ni-based superalloys is presented for the example of Alloy 247. Besides phase-field simulation of different brazing processes, the chain includes solidification with equiaxed and columnar microstructures, heat treatment processes, and annealing and rafting of γ’-precipitates in 3D, as well as conversion of the resulting microstructures into finite element meshes for further evaluation of their properties by FE approaches. The challenges of setting-up a seamless simulation chain are discussed, and the importance of a correct and comprehensive handling of the relevant microstructural quantities is highlighted. Special focus is given to the initial specification and the further evolution of segregation patterns of the different alloying elements in this complex alloy system. The data describing these patterns may originate from experiments or may be generated by prior simulation runs. The description of phase transformations like melting, solidification, or precipitation further requires the simulation of diffusion of numerous chemical elements and their redistribution between existing and newly forming phases. Such multicomponent systems thus require thermodynamic and mobility data which typically are provided by Calphad-type computational tools and databases.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The seamless simulation of entire process chains, starting from the almost homogeneous and isotropic melt and covering different production steps like casting, solidification, solutioning, brazing, annealing, and eventually rafting under mechanical load, is one of the great visions for Integrated Computational Materials Engineering (ICME) which aims at providing a holistic view on materials, their processing, and their properties. Respective simulation scenarios require linking of different process steps and also need to interconnect different length scales being relevant for different physical phenomena (Fig. 1).

Schematic representation of the interconnection between different process steps and length scales in an ICME scenario with the models used in this article (adapted from [1])
At the same length scale, the output of a given process step often can directly be used as input for a subsequent step. Data from smaller length scales, in contrast, typically needs aggregation and is used as effective values, while data from larger scales often serves as boundary conditions (Fig. 2). Each process step defines the boundary conditions for phenomena occurring at the smaller scale and may provide effective values for analysis at the larger scale. For the process chain depicted in the present article, it is suitable to distinguish between a macro-, a micro-, and a submicron scale.

Basic platform module with input and output communication channels between different platform elements (adapted from [1])
The basic platform modules (Fig. 2) do not necessarily have to be complex simulation tools; they may be replaced by simple boundary conditions based on effective experimental conditions, by literature values, or by empirical relations. Thermodynamic data and the tools delivering thermodynamic descriptions cover all length scales and therefore form a common base for effective thermodynamic quantities.
While the depicted scenario (Figs. 1 and 2) at a first glance appears simple and stringent, its practical realization spanning different kinds of processes and length scales is not trivial. The most obvious obstacle is the difficulty to transfer data in a format which is readable by the target module. In practice, most simulation software tools have developed their own data formats and often do not provide suitable import/export filters for all types of external data. Thus, there is a strong need for interoperability, which may pragmatically be realized by common data structures like HDF5 [2, 3] or VTK [4]. Furthermore, effective filters and wrappers are required for conversion between different data representations (e.g., cell data and point data in vtk files) and discretization approaches (e.g., finite element (FE) and finite difference (FD) meshes [5, 6]). In the long term, generic metadata schema [7] and eventually ontologies will provide interoperability even across different domains [8]. Software providers in future the should develop and provide import/export filters and/or wrappers meeting such a standard.
A further serious obstacle relates to input data being required by a module but often not being delivered by the preceding modules in a simulation chain. For example, an inhomogeneous concentration distribution (“segregation pattern”) resulting from casting/solidification often is important for processes downstream the chain like, e.g., welding or corrosion. However, not all software tools within the chain may be able to treat concentration distributions at the resolution level required by the downstream simulation steps. Specifically, multicomponent diffusion software modules for solution heat treatment cannot build on results originating from a mere binary solidification model or from a deformation simulation not considering chemical compositions at all. This restriction which is not due to incompatible data formats but to lack of data integrity and data completeness strongly limits the number of possible and suitable combinations of software tools within a process chain.
Finally, coupling between different length scales in general is more than simply handing over effective data or boundary conditions. In many cases and for certain quantities, there exists a strong coupling between the scales making independent (i.e., decoupled) simulations impossible. Specific physics-based coupling models are required in such cases. An example for such a coupling model is the homoenthalpic approach [9] which allows for the iterative and self-consistent coupling of latent heat release between macroscopic process simulations and microstructure models. This approach has been applied to the modeling of equiaxed casting in the present article. Most simulations depicted in the present article are based on the phase-field methodology, which is shortly reviewed before describing its application to the simulation chain for brazing of Alloy 247.
Phase-Field Modeling
The prediction of microstructure formation is an important requirement for any physics-based modeling of mechanical properties. In materials science, phase-field models have increasingly gained importance. A number of different models have been proposed, including simple two-phase models and more advanced multiphase-field approaches being required to treat multiple grains and multiple phases. Applications to typical process chains for technical alloys comprising numerous chemical elements furthermore require the handling of concentration fields for all alloy elements and the use of thermodynamic data, e.g., provided in the Calphad format [10], to describe phase equilibria and phase transitions.
Phase-field models in the last decades have emerged as a powerful approach to describe and to understand microstructure formation in complex alloy systems. One class of phase-field models for alloys is based on the classical approach for binary alloys of Wheeler et al. [11] defining one single continuous composition field through the two-phase regions. While providing simplicity, this approach is not well suited for coupling to arbitrary thermodynamic databases. Another class of models is based on the multiphase-field approach by Tiaden et al. [12]. This approach is implemented in the MICRostructue Evolution Simulation Software MICRESS® [13] and includes direct coupling to Calphad databases using efficient extrapolation algorithms [14, 15] as well as other additional features which are detailed in [16, 17]. This tool has been successfully used for simulations of phase transformations in a number of technical alloy systems [18,19,20,21]. The important and central role of applied microstructure simulations and their potential in ICME settings has already been demonstrated using this software tool [22].
Multiphase-Field Model
The multiphase-field theory describes the evolution of multiple phase-field parameters \( {\varphi}_{\alpha}\left(\overrightarrow{x},t\right) \) in time and space. These parameters essentially describe the spatial distribution of multiple grains of multiple phases with different thermodynamic properties. At the interfaces between the phases/grains, the phase-field variables change continuously over an interface width η. Their evolution is calculated by a set of phase-field equations which can be deduced by minimizing a free energy functional [14]:
In Eq. 1, Mαβ is the mobility of the interface as a function of the interface orientation, described by the normal vector \( \overrightarrow{n} \). σ*αβ is the anisotropic surface stiffness, and Kαβ is related to the local curvature of the interface. The motion of the interface is driven (i) by the curvature contribution σ*αβ Kαβ and (ii) by the thermodynamic driving force ΔGαβ. This driving force is a function of temperature T and local composition \( \overrightarrow{c} \) and couples the phase-field equations to the multi-phase diffusion equations [14]:
\( {\overrightarrow{D}}_{\alpha } \) is the multicomponent diffusion coefficient matrix for phase α. \( {\overrightarrow{D}}_{\alpha } \) and ΔGαβ are calculated online from mobility databases [23] for the given concentration and temperature.
The above system of equations is implemented in the software package MICRESS® [13] which has been used for the simulations throughout this article.
Role of Thermodynamic Data
While thermodynamic properties of binary or dilute multicomponent systems can be described by linear phase diagrams or tabulated tie line data with sufficient accuracy, high-alloyed materials with strong interactions between the alloying elements require more comprehensive thermodynamics. Nowadays, databases assessed by the Calphad approach [10] are available for most technical alloys systems. Consequently, direct coupling to thermodynamic and mobility databases has been accomplished via the TQ-interface of Thermo-Calc [24].
At each point of the interfaces between different phases, the thermodynamic driving force ΔG and the solute partitioning are calculated online using the quasi-equilibrium approach [14], which is based on the assumption of fast diffusional exchange between the phases as compared to the phase transformation itself. For high computational performance, different updating schemes and extrapolation methods of quasi-equilibrium data [15] are available.
During a simulation, thermodynamic and mobility data can be retrieved from respective databases via the TQ-Interface [24]. Besides driving force and solute redistribution, Calphad data are also used for calculation of latent heat, molar volumes, diffusion coefficients, and nucleation (Fig. 3).

Schematic representation of coupling to Calphad databases via the Thermo-Calc TQ-Interface [24]
Microstructure Modeling in ICME: Data Exchange Between Tools and Scales
Each module in a virtual process chain may be interconnected at the same scale to a predecessor and/or a successor module and also to modules operating at the larger and the smaller length scale of the same process step (Fig. 2). For microstructure models, a central interest is in the definition of the initial microstructure being generated by the predecessor and in the definition of the boundary conditions for linking to the process scale. Eventually, the output for a successor process module must be provided. Further, a link to modules operating at the sub-μ scale may be necessary in special cases.
Initial Microstructure
Solidification processes and respective models typically represent the first step in ICME chains. They usually assume a homogenous and isotropic melt as initial state. Only the melt composition and sometimes the location of small initial seeds thus need to be defined. Solid state or advanced solidification processes like brazing or welding, in contrast, start from an existing initial microstructure requiring its comprehensive specification at the required data level. There are at least four basic strategies for creating suitable initial microstructures, which also can be used for interconnecting different models at the micro-scale and which are described and discussed in the following sections: Synthetic Microstructures, Experimental Microstructures, Simulation of the Microstructure History, and Microstructure Databases.
Synthetic Microstructures
Many microstructure simulation tools (e.g., [6, 25]) provide intrinsic methods for defining simple initial microstructures. MICRESS®, e.g., allows defining arbitrary numbers of initial grains of different phases and orientations with specific geometries (spherical, ellipsoidal, and rectangular) with either random or deterministic positioning. By Voronoi construction realistic polycrystalline microstructures can be generated. A special interface allows for input of more complex synthetic microstructures, created by external tools like, e.g., Dream.3D [26, 27] and made available in ASCII, VTK [4], and HDF5 [2, 3] file formats.
Although quite complex grain structures can already be synthesized (Fig. 4), there are still obstacles to be overcome. These especially refer to the synthesis of realistic segregation patterns being consistent with respect to nominal composition, to phase compositions and to phase fractions in multicomponent multi-phase microstructures. The phase-field model raises further data consistency issues to account for the peculiarities of the diffuse interface profiles.

Experimental Microstructures
High-quality metallographic images revealing a sufficient contrast can be used as alternative to synthetic initial microstructures. Standard image processing techniques allow for extracting grain structures or phase distributions from the experimental data. Identification of grain boundaries may require manual corrections within the image processing step (Fig. 5).

SEM image of a carbon steel with multiple grains and different carbides (left), phase map with grain boundaries generated by image processing (center). Final phase distribution after conversion via the integer gray scale into PGM format (right)
Assigning compositions for all phases in consistency with the overall nominal composition of the alloy, with the thermodynamic equilibrium conditions, and with the phase fractions which are found in the image is a very difficult task. Correction of the phase fractions by shifting the threshold for phase identification or the selection of suitable zones of the experimental microstructures may help in simple cases.
Alternatively, reading the concentration distribution for each element may proceed from high quality EDX mappings. However, even if existing noise and measurement artifacts can be removed, the abovementioned consistency issues become even worse. Furthermore, the boundaries in the concentration mappings have to be exactly matched to the phase boundaries in the phase mapping. Otherwise, especially in case of phases with limited solubility, strong numerical problems are to be expected.
Nevertheless, modeling of segregation and its evolution through the process is highly important for both the properties of the materials and also for their further processing. Different segregation patterns lead to qualitatively different melting behavior during thermal joining processes [28]. Oversimplified assumptions for the initial microstructure—like a Voronoi-type grain structure with homogenous concentrations of the alloying elements—lead to unrealistic results and incorrect conclusions.
However, by now, neither synthetic microstructures nor experimental microstructures being enhanced by additional EDX information provide a viable path to generate an initial microstructure with segregation patterns in multicomponent alloys.
Simulation of the Microstructure History
Complex segregation patterns or consistency with the nominal composition may require the creation of an initial microstructure by means of simulation of the entire microstructure history which typically starts from the liquid state.
The major disadvantage of such an approach is the huge effort for simulating all prior steps starting from casting/solidification via all the heat treatments and other processes to which the material has been exposed prior to the actual simulation task. Further, the method cannot be applied if the production history is unknown or deformation processes are involved. The influence of deformation processes on segregation patterns at present cannot be modeled at the required level of precision.
However, the approach entirely removes the consistency problem and the initial microstructures are much more realistic especially with respect to their segregation patterns. The approach leads to (and even requires) a comprehensive virtual production chain for the material. Setting-up such an “ICME” chain not only improves the understanding of the interdependencies between the different process steps but also—once being established—allows for systematic variations, e.g., of the alloy composition or of the process parameters during the production of the material.
Microstructure Databases
The simulation of microstructures along their entire production path as depicted in the previous section requires a significant effort. Building up microstructure databases allowing to store, to retrieve, and to reuse comprehensive digital microstructure datasets thus is an important task. Such a database requires a common data structure for microstructures [3, 7]. Even if a material of interest would not exactly be available, similar microstructures of similar materials could be adapted by adjusting to the correct composition or length scale.
Boundary Conditions and Effective Values
Temperature in many cases can be treated as an external boundary condition for simulations on the micro-scale, because the thermal diffusion length is at the macroscale. It is thus a widespread practice in microstructure modeling to use thermal boundary conditions from macroscopic process simulations. However, often a bidirectional coupling between the scales is necessary, e.g., because latent heat production or convection have a source at the micro-scale and change the macroscopic temperature field. Such a “strong coupling” would require running the micro-model at each grid node and exchanging data between the scales in each time step. This is too time-consuming in most cases.
For strong temperature gradients or vanishing latent heat (“Bridgman approximation”) and for very small sample sizes or vanishing temperature gradient (“DTA approximation”) the two scales are practically decoupled, and a simple boundary condition for temperature or heat flux can be used [9]. For intermediate regimes including the majority of technical casting processes, an iterative homoenthalpic approach was proposed [9] to enforce self-consistency of the temperature solutions between macroscopic and microscopic simulations.
Coupling between the micro and submicron scale proceeds in a similar way, as long as the physical phenomena on both scales are described in complementary ways (e.g., by discrete dislocation models on the sub-μ scale and by effective dislocation densities on the micro-scale). However, tertiary γ’-particles, even if simulated on the sub-μ scale as discrete spatially extended phase regions like in the “Annealing” and “Rafting” sections, cannot be included on the micro-scale as effective values or phases. This is because from a theoretical point of view, phase mixtures cannot be treated in a similar way as real phases. Therefore, in the presented micro-scale simulations, γ’-particles instead were included as very small but discrete particles, although their size had to be overestimated by a factor of 5–10. This makes sure that thermodynamics and diffusivities are locally correct and the melting behavior is not systematically affected. However, because of their small size, growth kinetics and curvature of the γ’-particles cannot be correctly predicted at this scale.
Estimation of Errors and Uncertainty Propagation
Characteristic for the process chains considered here is that complex microstructures containing a high level of detail are handed over between the individual steps. This makes an analytical description or estimation of error propagation difficult if not even impossible. However, a stochastic approach to the problem could be achieved by introduction of small stochastic perturbations of the initial microstructure of the first process step (bootstrapping). At the cost of a multiplication of the total calculation effort, such a procedure in principle allows separating significant results from stochastic noise and quantifying stochastic uncertainties of the final results of the process chain.
In a similar way, the similarity of the results with respect to the initial microstructure can be tested by systematic variation of the initial microstructure within its general specification, like, e.g., the alloy composition or the grain size (distribution), or by selecting different smaller subdomains of a larger representative initial microstructure. Such a bootstrapping in principal is also possible for uncertain model parameters like interface energies or diffusivities. However, in view of the high number and potential interdependencies of such parameters, a complete analysis will not be feasible in most cases.
The Case Study: Simulation of the Process Chain for Diffusion Brazing of Alloy 247
The main objective of this article is to provide a case study for ICME focusing on microstructure simulation of brazing. This task requires modeling the entire chain from production to brazing and eventually is completed to include also service conditions (Fig. 6). Following a description of the experimental setup, the different materials, and the phases constituting these materials, the process chain is detailed step by step: Simulation of casting/solidification is followed by a solution heat treatment process and by the simulation of brazing, which in turn provides the phase distributions and segregation patterns for a sub-μ scale modeling of the microstructure development during annealing and service. Finally, the rafting process occurring under mechanical load during service is quantified as a change in the effective properties of the material using the HOMAT software tool [29].

Graphical overview of the entire simulation chain for brazing of Alloy 247 and its subsequent operation
Compositions of all materials (different base materials and different solder foils) are summarized in Table 1. The liquid phase/melt, the primary γ phase (named as FCC_A1#1 in the database TTTi7 [30]), γ’ (FCC_L12), carbides (FCC_A1#2, M23C6), and different types of borides (MB2_C32, M3B2_TETR, M2B_ORTH, MB_ORTH, CR5B3, M2B_TETR, M3B) have been considered in the microstructure simulations. Further phase-related data like nucleation conditions, interfacial mobility μ and interfacial energy σ have been reported in [31].
Thermodynamic data for superalloys in general can be obtained by online coupling to the thermodynamic databases TTNi7 [30] or TCNi8 [32], both covering all chemical elements depicted in Table 1. In the same way, diffusion data for the γ phase including cross-terms can be taken from the mobNi1 or mobNi4 mobility databases [23]. As the chosen combination TTNi7/mobNi1 does not provide diffusion data for the γ’ phase, the diffusion matrix of γ’ was offline tabulated as function of temperature along equilibrium for the base metal using TCNI8/mobNi4.
A peculiarity of the presented process chain is the exclusive use of the software tool MICRESS®, a choice which essentially was driven by the requirement that all steps must be simulated at the same data level and must provide—or at least convey—the segregation information of all elements and phases considered for brazing. This condition by now is most easily met by using one single tool.
Microstructures of two different samples of Alloy 247 were brazed using either an amorphous foil (MBF-80) or a pre-sintered preform (PSP) (Fig. 7). The virtual process chain presented in this article generally can be applied to brazing of any heat treated Ni-based superalloy. Two cases have been chosen exemplarily for illustration. In the first case, the two components to be joined both consisted of equiaxed alloy A247CC(1). The second case represents brazing of dissimilar material pairs: equiaxed A247CC(2) being joined to directionally solidified A247DS (Table 1).

SEM image of a small plate sample of solution heat treated A247CC(1) base material brazed with a melt-spun amorphous foil (MBF80) (left). Dissimilar brazing between A247CC(2) (upper part) and A247DS (lower part) using a PSP braze alloy (central region) (right)
Casting
Two processes with different solidification characteristics can be distinguished for the simulation setup: Single crystal (SX) or directionally solidified (DS) alloys are produced using special furnaces providing a high temperature gradient. During simulation, the effect of latent heat can be neglected, and the temperature field can be considered as a boundary condition, being specified by a gradient and a cooling rate (“Bridgman approximation” [9]). Equiaxed continuous cast (CC) alloys result from most industrial casting processes. Cooling is not very efficient, and a strong thermal gradient cannot be established and maintained. In these cases, the release of latent heat cannot be neglected in the simulations, and an iterative scheme consistently coupling the process and the microstructure scales is required (see below).
For 2D-simulation of SX or DS castings, either a longitudinal section (parallel) or a cross-section perpendicular to the temperature gradient can be chosen. In case of a cross-section, the temperature boundary condition is reduced to the specification of a cooling rate. To explicitly distinguish between SX and DS, at least one grain boundary must be included into the simulation domain for the polycrystalline DS case. In view of the relatively small size of the considered domain, this scenario has not been realized in the current simulations.
In case of a 2D-longitudinal simulation, the proper evolution of the primary dendrite structure requires the use of a co-moving frame. This allows following the dendrite tips until stationarity is reached (Fig. 8).

Simulation of a stationary dendrite array using a co-moving frame. The marked lower part of the domain is extracted for the second part of the solidification simulation (Fig. 9)
Suitable methods for passing microstructures between process steps and between different simulation tools have been presented in the “Initial Microstructure” section. When coupling process steps using the same simulation tool, native formats or methods may, however, offer a simpler and a more comprehensive data transfer ensuring data consistency. For this reason, a “restart” functionality was used here to hand over the microstructure of the lower part of the domain as indicated in Fig. 8 to the subsequent simulation of the final solidification (without co-moving frame). The temperature gradient and cooling rate have been calibrated to obtain a secondary dendrite arm spacing (SDAS) matching the experimental images.
The final fully solidified microstructure is shown in Fig. 9. To bridge the gap between the micro and the sub-μ scale, small tertiary γ’ particles, which precipitate after solidification from the γ phase, were assumed to be bigger than in reality (see the “Boundary Conditions and Effective Values” section).

As-cast microstructure of A247DS (shown is the Al distribution). Secondary γ’-precipitates and MC carbides are indicated, tertiary γ’-particles furthermore decorate most of the fcc phase
For equiaxed microstructures, it is mandatory to take the release of latent heat into account which strongly depends on microstructure formation, i.e., on the micro-scale. In case of technical castings, the solidifying sample is not sufficiently small to allow for assuming uniform heating (“DTA approximation,” [9]), and temperature gradients evolving at the macro-scale have to be calculated simultaneously. As microstructure simulations are computationally intense and thus cannot be performed on the entire casting, an iterative procedure has been developed [9]. This “self-consistent homoenthalpic approach” approximates the strong coupling between the scales by assuming a single unique enthalpy-temperature—H(T)—relationship (homoenthalpic approximation) which hold for both scales. This relation is iteratively calculated on the micro-scale and used for updating the macroscopic temperature field solution.
For applications where no explicit macroscopic process conditions and geometries are known, a “simplified” homoenthalpic approach using a macroscopic 1D-temperature solver was used, which allows a consistent micro-macro coupling assuming an idealized plate, cylinder or sphere geometry of the casting. This approach can be considered as an extended temperature boundary condition allowing for realistic approximation of the temperature field around the micro-RVE and hence for a realistic prediction of microstructure [9]. The user essentially defines the size (e.g., half diameter of a plate) and the boundary conditions (e.g., heat extraction rate at the surface of the 1D-temperature field as well as the relative position of the micro-RVE within this field. Furthermore, an initial H(T) function must be supplied to generate the first macroscopic temperature solution. This H(T) can be estimated, e.g., by a Scheil calculation using Thermo-Calc software [33]. The initial H(T) will be changed according to the actual microstructure formation, and after few iterations a self-consistent situation will be reached, Fig. 10.

H(T) curves at start (Scheil approximation) and after first and second iteration of the homoenthalpic approach [9]. Self-consistent coupling is almost reached after two iterations
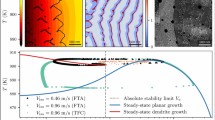
An equiaxed solidification microstructure obtained after the second iteration is shown in Fig. 11. The parameters of the 1D-temperature model have been selected in accordance with typical investment casting scenarios and have been adjusted to match the typical secondary dendrite arm spacing observed in the experimental data.

Microstructure of A247CC(2) after simulation of equiaxed casting using the homoenthalpic approach. Shown is the aluminum distribution. Two small initial grains with different orientations have been set at the bottom in order to obtain a realistic part of an equiaxed microstructure including a grain boundary
Solution Heat Treatment
Simulation of heat treatment is a relatively simple step because the time-scale is long, so that latent heat release can be neglected. Thus, a temperature vs. time profile as specified by industry standards was directly used as boundary condition. Similar to solidification, the restart functionality has been used to transfer the final microstructure of the solidification step as initial structure for the heat treatment simulation without loss of any microstructure information.
The resulting microstructure is shown in Fig. 12 for the case of A247DS. The secondary γ’-phase is completely dissolved and segregation patterns have mostly disappeared. This is relevant for the subsequent brazing step, which includes melting of the base metal and thus requires information on the distribution of the phases and of all chemical elements.

Solution heat treated microstructure of Fig. 9 (shown is the distribution of aluminum)
Brazing
Diffusion brazing—the focus of the present article—is a process of industrial interest and used for build-up or repair brazing of gas and aircraft turbine components made of Ni-/Co-based high temperature materials [34]. To achieve an isothermal solidification process and thus to avoid formation of brittle eutectic phases, a filler material similar to the base metal is used containing additions like boron which is a fast diffuser and acts as effective melting point depressant. For filling larger gaps, braze alloys also may be mixed with base metal powder and applied as pre-sintered preform (PSP) [35].
The common understanding of the brazing mechanism is schematically shown in Fig. 13 [36]. At the brazing temperature, the filler melts due to its high content of boron (①). Subsequently, the base metal rapidly dissolves until the liquid phase reaches the equilibrium composition (②). Then, with boron diffusing into the base metal, isothermal solidification starts (③), and, with sufficiently long holding times, complete solidification is possible (④). This way, formation of brittle eutectic phases can be avoided, and the mechanical properties of the joined material can reach similar values as the base material (⑤).

Principle of diffusion brazing [adapted from 36]
Identification of suitable filler materials and process parameters requires a deeper understanding of the microstructural changes during the brazing process including melting. Computer simulations can help reaching the task of minimizing the brazing time while avoiding undesired brittle phases and controlling nucleation of new grains in the gap region.
The initial microstructure is generated by using the restart function explained in the “Casting” section. Different regions of the RVE attributed to the braze alloy and the materials on both sides of the gap can be filled with different microstructures which have been simulated based on the same set of chemical elements. In case of symmetric brazing of A247CC(1) (Fig. 7 left), only one half of the RVE needs to be simulated (Figs. 14 and 15). Further details are given in [31].

Detached melting inside the base material during brazing of A247CC(1). Mirror symmetry was assumed in this case so that only half of the displayed region has actually been simulated. Shown is the distribution of aluminum

Spatial distribution of Ti-rich borides (mainly (Ti,Hf)B2) after brazing of A247CC(1). Shown is the distribution of titanium
While the base material regions can be easily filled with microstructures resulting from the preceding heat treatment step, different strategies are possible to describe the filler and the braze gap. The simplest approach is to assume instant melting of the braze alloy when a specified temperature is reached. Technically, a pure homogeneous “place holder” phase is defined as initial structure which turns into liquid phase once the melting temperature is reached. This approach has been used in the case of the amorphous MBF-80 foil, which is in a metastable phase state and therefore cannot be described by thermodynamic databases, and also for the BRB component of the PSP preform (Figs. 17 and 18). It is also well-suited for cases where a molten braze alloy infiltrates the gap by capillary forces during heating. To explicitly model melting of the braze alloy, also an initial microstructure would be required.
Low accuracy of thermodynamic data for high contents of boron turned out to be a problem. In case of the PSP braze and the TTNI7 database [30], a strong deviation between the experimental and predicted melting temperatures required a correction of the relative phase stability of the melt phase by applying a driving force offset of 50 J/cm3 relative to all other phases to allow for realistic melting. For MBF-80, no correction was needed.
The high number of phases potentially forming during brazing represents a further challenge. The large variations of the liquid compositions during brazing make a prediction about the phases to be considered difficult. For each phase eventually considered in the simulation, nucleation conditions have to be assumed or calibrated. Furthermore, recent simulations of A247CC(1) using a Ni-15% Cr-4% B braze alloy [31] have revealed the melting process to be more complex as suggested by Fig. 13, with detached melt nucleation occurring inside the solid base alloy region (Fig. 14). Consequences of this phenomenon are an enhanced melting and the formation of rows of new grains on both sides of the gap being often observed in experimental microstructures (Fig. 7 left). When accounting for this internal melting, a good agreement of the distribution profile of borides precipitating inside the diffusion zone was found (Fig. 15 and 16).

Spatial distribution of total borides after brazing of A247CC(1) using different holding times, and comparison to quantitative metallography [31]
For simulation of dissimilar brazing of A247DS and A247CC(2) using a PSP braze with a thickness of 0.7 mm, the initial microstructure inside the braze gap consists of base metal powder which has been sintered with a BRB braze alloy (Table 1). To obtain a realistic melting behavior of the PSP, this material needs to be equilibrated allowing for precipitation of γ’ and M23C6 inside base metal. A separate simulation of circular base metal particles embedded into a “place holder” phase with nominal composition of the BRB was performed for this purpose. During brazing, when reaching the melting temperature of the BRB, this phase is redefined as liquid, and the melting of the particles starts. The initial microstructure (Fig. 17) and the phase and concentration distribution after heating to brazing temperature (Figs. 17 and 18) show only partial melting of the base metal powder as well as precipitation of various borides and carbides mainly inside the PSP region. Further details of this process will be published elsewhere [37].

Phase distribution at the beginning (top) and after heating to brazing temperature (bottom). The “place holder” phase 12 is replaced by liquid (phase 0) when the melting temperature of BRB is reached

Distribution of all elements in the dissimilar PSP brazing after heating to the brazing temperature
Annealing
The life time behavior of brazed Ni-base components strongly depends on their sub-μ γ’-structure which is optimized by an annealing heat treatment after brazing. Similar to the solution heat treatment, the temperature-time cycle can be directly applied as boundary condition to the simulation process. In view of the much smaller length scale—as compared to the brazing process—a homogeneous RVE consisting of fcc, with an average composition derived from a small region of the micro-scale simulation result, can be assumed as initial microstructure for the annealing process.
The sub-microstructure from a 3D phase-field simulation of γ’-growth is shown as iso-surfaces of the phase fraction at ϕ = 0.5 in Fig. 19 left. Due to Ostwald ripening under competing curvature and misfit stresses, the γ’-particles evolve into essentially cuboidal particles. These structures compare well to experimental findings with typical γ’-sizes around 400 nm for standard annealing times. They are used as input for the final step in the process chain addressing rafting under uniaxial load.

Sub-microstructure of γ’-particles according to a 3D-phase-field simulation before (left) and after simulation of rafting (right)
Rafting
Rafting can be simulated in the same setup starting from the structure depicted in Fig. 19 (left) by applying a constant uniaxial elastic stress. During the rafting process, the originally cubic γ’-precipitates undergo further coarsening going along with a strong elongation in the direction of the applied external stress. The driving force for this process arises from the different molar volumes or lattice constants of the two phases γ and γ’ (misfit) and from differences in their elastic data. For quantitative predictions, the knowledge of elastic and volume data of both pure phases is thus essential. The elastic constants were approximated from experimental data [38] and the molar volumes were evaluated online using the TCNI8 [32] database. The rafted microstructure obtained after 240 h at 1000 °C and a compressive uniaxial load of 150 MPa is shown in Fig. 19 (right). To quantify the microstructural changes as well as for quantitative comparisons to experimental data, the simulated microstructures were conveyed to the homogenization tool HOMAT [29]. HOMAT calculates effective anisotropic properties of a material based on the properties of the pure phases and their arrangement in the microstructure.
For analysis, the phase distributions have to be converted from a regular quadratic grid to finite elements (FE). As numerous microstructures needed to be analyzed, data transfer was realized by an automated pipeline. Direct usage of cubic finite elements is straightforward, but there is a significant loss of accuracy when replacing the smooth phase-field interface profiles by a coarse sharp interface. Much more accurate is a remeshing based on the iso-surfaces of the γ’-phase fraction (Fig. 19).
This remeshing was achieved by an automated script for directly reading VTK outputs and creating a surface mesh by calling Paraview [39] via pvpython. Additionally, the microstructure was extended by about 10% in each direction using periodic boundary conditions, and subsequently exported as closed STL surface mesh (Fig. 20). In a further step, the mesh generator of STAR-CCM+ [40] was used for volume meshing. For this purpose, a cubic representation of the RVE surface was intersected with the imported γ’ surface mesh. The corresponding matrix surface mesh was obtained by subtraction. Volume meshes for both phase regions finally could be obtained after imprinting the two surface meshes to get a common node distribution at the interface. If volume remeshing failed, the process was automatically repeated with a slightly shifted intersecting cube (leading to an identical but periodically shifted microstructure). Overall, a yield of more than 80% error-free 3D-meshes could be produced this way, which was sufficient to neatly monitor the morphological changes of γ’ during rafting. In a last step, these meshes were exported as an Abaqus [41] input model (inp). Abaqus was finally needed to merge node sets and reorder element sets such as to comply with the HOMAT input data format.

Surface mesh exported from Paraview [39] after several refinement steps
HOMAT is typically used for calculation of effective mechanical properties by linear homogenization [29]. In the present application, the high sensitivity of this tool allowed for indirectly analyzing the progress of rafting by calculating the anisotropy of isothermal expansion based on the phase-field simulation results (Fig. 21).

Quantitative evaluation of rafting (as anisotropy of isothermal expansion) by HOMAT based on phase-field simulation results for 1000 °C and different uniaxial loads
Discussion
Although spatially resolved microstructure simulations often look impressive, it can be questioned whether the enormous efforts of performing a process chain simulation at this level of details are justified by the results. Typically, many parameters need to be estimated and numerous assumptions have to be made in order to set up and perform such a simulation chain, so that uncertainty and error estimation is difficult. Introducing a comprehensive bootstrapping procedure would require an enormous number of individual simulations and thus, in view of the high computational demands even of each single step, cannot be achieved for the chain in practice.
However, it is exactly this complexity of microstructure simulation arising from the interplay of many elements and many phases with their possible spatial arrangement which helps to understand the complexity of experimental findings and which is typically not provided by simpler models. Furthermore, a broad though qualitative confidence in the results can be achieved—even without rigorous bootstrapping methods—already during building up the chain and its individual simulation steps, which often requires numerous variations of parameters and setups until a physically consistent and numerically stable parameter set has been found. If this has been done in sound and reasonable way, reliable conclusions can be drawn from the results which are not available by other methods.
It must be noted, however, that a native data format for passing microstructures between process steps has still been used in the current study, and—even if other phase-field tools become available for individual steps—there is still no accepted standardized data format existing which would account for an efficient data exchange between phase-field models without considerable loss due to the diffuse interface regions. Although first steps have been taken in promoting HDF5 as a data standard [3] and in specifying metadata for the description of microstructures [7], much more work has to be done to make the proposed standardization approaches be accepted by the wider community.
Conclusions and Outlook
A process chain for diffusion brazing of Alloy 247 with similar or dissimilar material combinations was presented which can be generally applied to build-up or repair brazing of gas and aircraft turbine components. This successful ICME scenario spans the fields between the sub-μ and the macro-scale, between thermodynamic data and properties, and between casting and product life time. In view of its capability of handling complex segregation patters, the chain was essentially simulated using a single microstructure simulation tool. Nevertheless, basic principles for defining initial microstructures, for coupling of latent heat with the macro-scale, for passing information between process steps, as well as for conveying result data to finite element codes for evaluation of mechanical properties were presented and discussed for a number of other tools.
The current capabilities of the phase-field method when being efficiently coupled to Calphad databases have been demonstrated. As the process chain has now been properly configured and validated, further research focusing on different braze alloys, on alternate brazing processes, and new material combinations can and will be conducted in the near future.
References
Schmitz GJ, Prahl U (eds) (2012) Integrative computational materials engineering—concepts and applications of a modular simulation platform. Wiley VCH Weinheim, ISBN 978-3-527-33081-2
The HDF group http://www.hdfgroup.org/products/java/hdfview/ and www.hdfgroup.org/HDF5. Accessed Mar. 2018
Schmitz GJ (2016) Microstructure modeling in integrated computational materials engineering (ICME) settings: can HDF5 provide the basis for an emerging standard for describing microstructures? JOM 68(1):77–83. https://doi.org/10.1007/s11837-015-1748-2
VTK - The visualisation toolkit: www.vtk.org. Accessed March 2018
Madej L, Fular A, Banas K, Kruzel F, Cybulka P, Perzynski K (2016) Finite element discretization of digital material representation models. Presented at 2nd International Workshop on Software Solutions for ICME. http://congress.cimne.com/icme2016/frontal/default.asp. Accessed March 2018
Reid A, Langer S, Keshavarz S (2016) OOF: flexible finite element modeling for materials science. Presented at 2nd International Workshop on Software Solutions for ICME. http://congress.cimne.com/icme2016/frontal/default.asp. Accessed March 2018
Schmitz GJ, Böttger B, Apel M, Eiken J, Laschet G, Altenfeld R, Berger R, Boussinot G, Viardin A (2016) Towards a metadata scheme for the description of materials—the description of microstructures. Sci Technol Adv Mater 17(1):410–430. https://doi.org/10.1080/14686996.2016.1194166
Ghedini E, Hashibon A, Friis J, Goldbeck G, Schmitz GJ (2017) EMMO—the European Materials Modelling Ontology. Preseantation at the EMMC Workshop on Interoperability in Materials Modelling, 7–8 November 2017, Cambridge (UK) (full paper under preparation)
Böttger B, Eiken J, Apel M (2009) Phase-field simulation of microstructure formation in technical castings—a self-consistent homoenthalpic approach to the micro–macro problem. J Comput Phys 228:6784–6795
Saunders N, Miodownik A (1998) CALPHAD calculation of phase diagrams: a comprehensive guide. Elsevier
Wheeler AA, Boettinger WJ, McFadden GB (1992) Phase-field model for isothermal phase transitions in binary alloys. Phys Rev A 45:7424–7439
Tiaden J, Nestler B, Diepers HJ, Steinbach I (1998) The multiphase-field model with an integrated concept for modelling solute diffusion. Physica D 115:73–86
The MICRostructure Evolution Simulation Software. http://www.micress.de. Accessed March 2018
Eiken J, Böttger B, Steinbach I (2006) Multiphase-field approach for multicomponent alloys with extrapolation scheme for numerical application. Phys Rev E 73:066122
Böttger B, Eiken J, Apel M (2015) Multi-ternary extrapolation scheme for efficient coupling of thermodynamic data to a multi-phase-field model. Comput Mater Sci 108:283–292
Eiken J (2009) A phase-field model for technical alloy solidification. PhD Thesis ISBN 978-3-8322-9010-8
Eiken J (2012) Numerical solution of the phase-field equation with minimized discretization error. IOP Conf Ser: Mater Sci Eng 33:012105. https://doi.org/10.1088/1757-899X/33/1/012105
Böttger B, Eiken J, Steinbach I (2006) Phase field simulation of equiaxed solidification in technical alloys. Acta Mater 54:2697–2704
Böttger B, Haberstroh C, Giesselmann N (2016) Cross-permeability of the semisolid region in directional solidification: a combined phase-field and Lattice-Boltzmann simulation approach. JOM 68(1):27–36. https://doi.org/10.1007/s11837-015-1690-3
Schmitz GJ, Böttger B, Eiken J, Apel M, Viardin A, Carré A, Laschet G (2010) Phase-field based simulation of microstructure evolution in technical alloy grades. Int J Adv Eng Sci Appl Math 2(4):126–139
Böttger B, Apel M, Santillana B, Eskin DG (2013) Relationship between solidification microstructure and hot cracking susceptibility for continuous casting of low-carbon and high-strength low-alloyed steels: a phase-field study. Metall Mater Trans A 44:3765–3777
Schmitz GJ, Böttger B and Apel M (2015) Microstructure modelling in ICME settings. Proceedings of the 3rd World Congress on ICME In: Poole W, Christensen S, Kalidindi S, Luo A, Madison J, Raabe D, Sun X (eds) Wiley/TMS:165–172. ISBN 978–1–119-13949-2
Thermo-Calc software and databases. https://www.thermocalc.se. Accessed March 2018
Thermo-Calc TQ-Fortran Interface version 2017b, https://www.thermocalc.se. Accessed March 2018
Neper: Polycrystal generation and meshing http://neper.sourceforge.net. Accessed March. 2018
Groeber MA, Jackson MA (2014) DREAM.3D: a digital representation environment for the analysis of microstructure in 3D. Integr Mater Manuf Innov 3:1. http://www.immijournal.com/content/3/1/5
Dream-3D Manual: dream3d.bluequartz.net. Accessed March 2018
Schmitz GJ, Böttger B, Apel M (2016) On the role of solidification modelling in Integrated Computational Materials Engineering “ICME”. Mat Sci Eng 117:012041. https://doi.org/10.1088/1757-899X/117/1/012041
Laschet G, Apel M (2010) Thermo-elastic homogenization of 3-D steel microstructure simulated by phase-field method. Steel Res Int 81(8):637–643
TTNi database: Thermotech Ltd. http://www.thermotech.co.uk
Böttger B, Apel M, Laux B, Piegert S (2015) IOP Conf Ser: Mater Sci Eng 84:012031
Thermodynamic database TCNI7, www.thermocalc.com/media/23650/dbd_tcni7_extended_info.pdf. Accessed Mai 2018
Thermo-Calc Software, Version 2017b, https://www.thermocalc.se. Accessed March 2018
Demo WA, Ferrigno SJ (1992) Adv Mater Process 141:43–45
Huang X, Miglietti W (2012) Wide gap braze repair of GasTurbine blades and vanes—a review. J Eng Gas Turbines Power 134:010801
Hoppe B 2003 Dissertation Technische Universität Braunschweig/Germany
Böttger B, Stöhr B, to be published
University of Bayreuth, confidential
Paraview: free, powerful 3D visualization tool for vtk files: www.paraview.org. Accessed March 2018
https://mdx.plm.automation.siemens.com/star-ccm-plus.Accessed March 2018
https://www.simulia.com/simulia-abaqus. Accessed March 2018
Funding
This study was funded by the German Federal Ministry for Economic Affairs and Energy (BMWi) under grant 03ET7047 and by the European Commission within the European Materials Modeling Council (EMMC-CSA project) under grant agreement no. 723867.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Böttger, B., Altenfeld, R., Laschet, G. et al. An ICME Process Chain for Diffusion Brazing of Alloy 247. Integr Mater Manuf Innov 7, 70–85 (2018). https://doi.org/10.1007/s40192-018-0111-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40192-018-0111-1