
Abstract
Iron-chromium-aluminum (FeCrAl) alloys are being investigated as cladding material for urania nuclear fuel in light water power reactors. One extraordinary attribute of the FeCrAl alloys is their resistance to attack by air and steam up to their melting point. It was of interest to study the kinetics of oxidation of FeCrAl from 800°C to 1300°C in air and in steam to determine how the oxides evolve to provide protection to the alloys. The two investigated alloys were APMT (Fe-21Cr-5Al-3Mo) and C26M (Fe-12Cr-6Al-2Mo). Results show that both alloys had similar oxidation kinetics despite their different chemical compositions. For the testing times, the oxidation rate was higher in air than in steam at the higher temperatures (1100–1300°C) and higher in steam than in air at the lower temperatures (800–1100°C). In the lower temperature range, the surface oxide consisted of two layers, an internal layer rich in aluminum and an external layer containing Al, Cr, and Fe. In the higher temperature range, the oxide was a single layer of alumina (no Cr, no Fe, no Mo).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Iron-chromium-aluminum (FeCrAl) alloys have been in existence for nearly 90 years. They are Fe-based ferritic materials (bcc structure) containing 12% to 21% Cr and 4% to 6% Al. Some FeCrAl may also contain 2% to 3% molybdenum (Mo) and smaller amounts of other elements such as yttrium (Y), zirconium (Zr), hafnium (Hf), and titanium (Ti). Their most outstanding feature is that FeCrAl alloys can be used for extended periods at 1200°C or higher temperatures (both under isothermal and cyclic temperature conditions) because they develop on their surface a tenacious and adherent film of alumina (Al2O3), which protects the alloys from further degradation.1 Current applications of FeCrAl include heating elements in furnaces, thermocouples, and even home toasters. The oxidation resistance of FeCrAl alloys (either traditionally melted or powder metallurgy processed) have been extensively studied for several high-temperature applications.2,3,4,5,6,7 Table I shows typical compositions of FeCrAl alloys. APMT and FeCrAl ODS are powder metallurgy products,5,8 and C26M and Aluchrom YHf are traditionally melted alloys.6,9
Accident Tolerant Fuels (ATFs)
There is a current international effort to find an alternative to the fuel system of zircaloy cladding with urania pellets.10,11 The alternative ATF configuration should be more resistant to severe loss of coolant situations like the Fukushima events of March 2011. Several concepts have been proposed around the globe. One of the most popular concepts involves the replacement of the current zirconium alloy based cladding by a FeCrAl alloy. As mentioned, FeCrAl have extraordinary resistance to degradation at high temperatures (> 1000°C) due to the formation of an external protective layer of alumina.2,3,4,5,6,7 Therefore, in the case of a loss of coolant accident, the FeCrAl would be several orders of magnitude more resistant to oxidation than the current zirconium-based materials.10,11 Since FeCrAl materials have never been used before in a light water power reactor, the characterization of their performance for nuclear applications is of high importance.
FeCrAl alloys, like many engineering alloys, were designed to resist attack by the environment via the development of an oxide film on the surface that slows down further degradation of the material to imperceptible values for the intended industrial application. The oxide films that FeCrAl form under normal operation condition of the reactors (e.g., hydrogenated water near 300°C) and under severe conditions were characterized before.12,13
Light water reactor fuel rods are generally in contact with near pure water in the temperature range of 300°C. Occasionally, the cladding may reach higher temperatures during excursions called anticipated operational occurrences and design-basis accident conditions. The aim of the current research was to investigate the oxidation behavior of APMT and C26M alloys (Table I) in air and steam from 800°C to 1300°C for 2-h and 4-h intervals to determine what type of oxides these two alloys develop on the surface under the tested conditions. The effect of alloys composition, type of environment, and testing time on oxidation behavior are reported.
Experimental Technique
Flat coupons of APMT and C26M alloys were sliced from a 100-mm square billet (SB) and a 13-mm round bar or rod, respectively. The coupons had a total area of approximately 4 cm2 and were ground to a surface finish of 320 grit, rinsed, dried, and weighed. The coupons of the two alloys were exposed side by side in a specially built vertical furnace. The entire test system was initially purged with argon for 30 min. The power was switched on, and once the testing chamber reached the temperature of testing, the argon was shut off and air or steam was introduced. Air flow was 4 cubic feet per hour and steam flow was 2.5 g/min. The air was plain laboratory air. The coupons were exposed for 2 h and 4 h at temperature. After the exposure time of 2 h and 4 h, the flow of air or steam was shut off and argon was introduced again to cool the system under argon atmosphere to ambient conditions. After the high-temperature exposure, the coupons were weighed at ambient temperature. The coupons were later studied using scanning electron microscopy and transmission electron microscopy to determine the thickness and composition of the surface oxides.
Experimental Results
Table II shows the mass change of the C26M and APMT coupons after exposure to air or steam in the temperature range 800–1300°C for 2 h or 4 h.
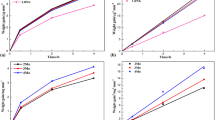
Figures 1–4 show that both APMT and C26M have practically identical oxidation behaviors at 2-h and 4-h exposures in both air and steam. That is, there is little effect on the alloy composition (Table I) on the kinetics of oxidation of both FeCrAl alloys in the 800–1200°C temperature range.

Arrhenius plots for mass change of APMT and C26M coupons exposed for 2 h in steam

Arrhenius plots for mass change of APMT and C26M coupons exposed for 4 h in steam

Arrhenius plots for mass change of APMT and C26M coupons exposed for 2 h in air

Arrhenius plots for mass change of APMT and C26M coupons exposed for 4 h in air
Figures 5–8 show that the mass gain for both C26M and APMT was in general slightly higher for 4-h exposures than for 2-h exposures, in both steam and air.

Arrhenius plots for mass change of APMT coupons exposed to steam for 2 h and 4 h

Arrhenius plots for mass change of APMT coupons exposed to air for 2 h and 4 h

Arrhenius plots for mass change of C26M coupons exposed to steam for 2 h and 4 h

Arrhenius plots for mass change of C26M coupons exposed to air for 2 h and 4 h
Figures 9 and 10 show the effect of the environment (steam or air) on the 4-h oxidation of APMT and C26M, respectively. Figures 9 and 10 show that the type of environment has a significant effect on the oxidation kinetics of both FeCrAl alloys. The mass gain for both alloys was higher in air than in steam at the higher temperatures and the opposite at the lower temperatures. This agrees with the finding reported by Hellström et al.14 There was an inflexion point for both sets of data, but the relationship was different. In steam there was practically a flat constant mass gain between 900°C and 1100°C. In air, the relationship between the logarithm of the mass gain and the inverse of the temperature was practically linear between 900°C and 1300°C. There was an inflexion point in air between 800°C and 900°C. However, in steam, the inflexion point happened in a wider range of temperature, between 800°C and 1100°C.

Arrhenius plots for mass change of APMT coupons exposed to air and steam for 4 h

Arrhenius plots for mass change of C26M coupons exposed to air and steam for 4 h
Table III shows the characteristics of the oxide films that formed on the surface of C26M and APMT exposed to air and steam for 4 h.
Table III shows that the oxides were basically all compact columnar alumina in the presence of steam and alumina with traces of iron and chromium in the presence of air. The different form of oxides formed in the presence of water vapor has been recognized before.15 Steam generally reacts with Cr and Fe oxides volatilizing them; therefore, only the protective alumina remained. There was little difference on the oxides formed in C26M and APMT, showing that C26M with only 12% Cr can still form a protective oxide on the surface. In general, the oxide was slightly thinner in C26M than in APMT.
Figure 11 shows the characteristics of the oxide film formed on the surface of APMT and C26M coupons exposed for 4 h at 1200°C in air and steam. The oxide was crystalline with clear columnar grains. The alumina in Fig. 11 is stable α-Al2O3.5 For both alloys, the columnar grains were narrower in air than in steam, but in both cases, the oxides were continuous and protective. On C26M and on APMT, the crystalline oxide was thinner in steam than in air. In air, the thickness of the oxide on both alloys was approximately the same (Table III and Fig. 11), but in steam, the oxide was thinner on C26M probably because of the lower Cr content (Table I).

Continuous and protective alumina layer on the surface of C26M and APMT exposed to air and steam at 1200°C for 4 h: (a) APMT air, (b) APMT steam, (c) C26M air, and (d) C26M steam
Figure 12 shows the characteristics of the oxide film formed on the surface of APMT and C26M coupons exposed for 4 h at 800°C in air and steam. The oxide was less defined and did not appear as crystalline as at 1200°C (Fig. 11). It is likely that at this lower temperature of 800°C, the alumina is metastable γ-Al2O3 and it may become stable α-Al2O3 for longer exposure times.7,16 At 800°C, the oxides on both alloys had more than one layer and more than one metallic element. At 1200°C, the environment was more aggressive and consumed (volatilized or evaporated) the elements Cr, Fe, and Mo and the oxides were pure alumina in steam, even though they may have small traces of chromia in air. At 800°C, the oxide contained Al, Cr, Fe, and even Mo. It could be that a longer exposure at 800°C would eventually “purify” the oxide and mainly alumina would remain. It is not yet defined whether the crystallinity of alumina was the same at 1200°C and at 800°C.

Continuous and protective alumina layer on the surface of C26M and APMT exposed to air and steam at 800°C for 4 h: (a) APMT air, (b) APMT steam, (c) C26M air, and (d) C26M steam
Figures 13 and 14 show the composition of the oxide formed in air for 4 h at 800°C on C26M and APMT, respectively. Even at the lower temperature of 800°C, a protective alumina layer developed between the external oxide and the metal substrate. The external layer of the oxide at 800°C contained Cr and Fe. At 1200°C, the external oxide containing Fe and Cr mostly disappeared by reaction with the environment, especially in steam. At 1200°C, the protective oxide was simply a layer of columnar clean alumina.10,13 The alumina that formed at 1200°C was alpha; however the alumina formed at 800°C was difficult to characterize.

Composition of the oxide layer on C26M in air at 800°C for 4 h: (a) Gray, (b) O, (c) Al, (d) Fe + Cr, (e) Fe, and (f) Cr

Composition of the oxide layer on APMT in air at 800°C for 4 h: (a) Gray, (b) O, (c) Al, (d) Fe + Cr, (e) Fe, and (f) Cr
Figures 13 and 14 show that at temperatures as low as 800°C, the FeCrAl develop a protection mechanism against air or steam based on a dual-oxide layer. The inner layer is rich in Al, and the external layer contains an oxide with Al, Fe, and Cr. At 1200°C, the oxide on the surface becomes a single layer of crystalline alpha alumina without Fe, Cr, or Mo.
Discussion
FeCrAl alloys C26M and APMT (Table I) are highly resistant to attack by air or steam in the temperature range 800°C to 1300°C. In both environments, both alloys develop protective surface oxides. At the lower temperatures, the oxide consists of two layers: the inner layer rich in Al and the outer layer rich in Al, Fe, and Cr (and traces of Mo). However, at the higher temperatures, the oxide is a single layer of columnar crystalline alpha alumina. When oxidized in air, traces of Cr may be observed on top of the alumina layer, but when oxidized in steam, the Cr was completely volatilized (or evaporated). The current findings on the oxidation of APMT and the newer alloy C26M confirm several published trends.14,15,16 It is recognized that protective stable alpha alumina will form mostly at temperatures 950°C and higher. Below 950°C, it was suggested that transient alumina forms develop.16 It is not clear whether with longer exposures times the alumina that forms below 950°C will become fully protective. From the nuclear power light water reactor application point of view, a presence of a nonstable alumina below 1000°C is of no consequence since at this temperature, it will be chromium oxide (chromia) that will provide protection to the cladding.
Engkvist et al.5 studied the effect of water on the oxidation of APMT in the temperature range 900–1100°C. Even though the temperature range was narrower than in the current study, Engkvist et al. reported that the presence of water in the oxidizing stream initially accelerated the oxidation and affected the scale morphology. There is contradictory information in the literature about the oxidation rate of FeCrAl in water containing environments at temperatures lower than 1000°C.15,16 Buscail et al.15 performed tests at 1000°C and showed that water vapor affects the oxidation kinetics of FeCrAl in the early stages only. For longer times, after the first formed oxides containing Cr and Fe react with steam and evaporate leaving behind just the protective layer of α-Al2O3, there is little or no effect of the environment on further oxidation.15,16
Mass gain measurements for 4-h exposures showed that in air as the inverse of the absolute temperature increased, the mass gain decreased almost linearly. However, in steam, the mass gain remained practically flat in the temperature range 900–1100°C. It is not clear yet why this behavior was observed in the steam environment. Nevertheless, for the short testing period, the environment (air or steam) had a strong effect on the kinetics of oxide growth (Figs. 9 and 10). At 1300°C, 1200°C, and 1100°C, the mass gain was larger in air than in steam; however, at 1000°C, 900°C, and 800°C, the mass gain was higher in steam than in air. Tests should be performed at longer exposure times (longer than 72 h for example) to determine whether the behavior represented in Figs. 9 and 10 still hold.
For the current intended nuclear cladding application, the type of alumina that forms below 1000°C may not be relevant.17 At temperatures of 1000°C and lower, chromia will be the protective oxide for the tubes, either in water or in steam. Only at temperatures higher than 1000°C, the presence of alpha alumina becomes relevant, in steam or in air. This work and the published literature shows that at T > 1000°C, in the presence of superheated steam, FeCrAl alloys will develop a continuous columnar and protective alumina on the surface, which will protect the alloy up to its melting point (~ 1500°C).
Conclusion
-
1.
Two iron-chromium-aluminum alloys (FeCrAl) (C26M and APMT) with different amounts of Cr had similar oxidation rates in air and steam in the temperature range 800–1300°C for 2-h and 4-h tests.
-
2.
In air, the oxidation rate (mass gain) for both alloys was practically linear with the inverse of the absolute temperature (Arrhenius plot). In steam the oxidation rate was constant in the temperature range 900–1100°C.
-
3.
In the entire tested temperature range, both alloys formed continuous oxides on the surface. At the lower temperatures (e.g., 800°C), the oxide consisted of two layers: an internal oxide rich in Al and an external oxide containing Al, Cr, and Fe. In the higher temperature range (e.g., 1200°C), the oxide was a single layer of crystalline alumina (no Cr, Fe, or Mo).
-
4.
For the short exposure times of 2 h and 4 h, the environment (air or steam) influenced the kinetics of oxide growth; in the lower temperature range, 800–1100°C, the growth was faster in steam; and in the higher temperature range, the oxide growth was faster in air.
References
G.Y. Lai, High-temperature Corrosion and Material Applications (ASM International, 2007). https://doi.org/10.1361/hema2007p00544073-0002.
B.A. Pint, Oxid. Met. 45, 1 (1996).
E.J. Opila, J.A. Lorincz, and J.J. DeMange, NASA Report E-15020. https://ntrs.nasa.gov/search.jsp?R=20050080774.
W.J. Quadakkers, D. Naumenko, E. Wessel, V. Kochubey, and L. Singheiser, Oxid. Met. 61, 17 (2004).
J. Engkvist, S. Canovic, K. Hellström, A. Järdnäs, J.-E. Svensson, L.-G. Johansson, M. Olsson, and M. Halvarsson, Oxid. Met. 73, 233 (2010).
A. Kolb-Telieps, G. Strehl, D. Naumenko, W. J. Quadakkers, and R. Newton, in Materials Aspects in Automotive Catalytic Converters, https://doi.org/10.1002/3527600531.ch4.
K. Oh, K. Eom, Z. Liang, and P. Singh, MRS Adv. 1, 2471 (2016).
K. Sakamoto, M. Hirai, S. Ukai, A. Kimura, A. Yamaji, K. Kusagaya, T. Kondo, and S. Yamashita, Water Reactor Fuel Performance Meeting, 10–14 September 2017, Jeju Island, Korea (2017).
Y. Yamamoto, B.A. Pint, K.A. Terrani, K.G. Field, Y. Yang, and L.L. Snead, J. Nucl. Mater. 467, 703 (2015).
R.B. Rebak, EPJ Nuclear Sci. Technol. 3, 34 (2017).
K.A. Terrani, J. Nucl. Mater. 501, 13 (2018).
R.B. Rebak, M. Larsen, and Y.-J. Kim, Corr. Rev. 35, 177 (2017).
R.B. Rebak, JOM 70, 176 (2018).
K. Hellström, N. Israelsson, M. Halvarsson, S. Canovic, J.-E. Svensson, and L.-G. Johansson, Oxid. Met. 84, 1 (2015).
H. Buscail, S. Heinze, Ph Dufour, and J.P. Larpin, Oxid. Met. 47, 445 (1997).
H. Götlind, F. Liu, J.-E. Svensson, M. Halvarsson, and L.-G. Johansson, Oxid. Met. 67, 251 (2007).
V.K. Gupta, M. Larsen, and R.B. Rebak, ECS Trans. 85, 3 (2018).
Acknowledgements
This material is based on work supported by the Department of Energy [National Nuclear Security Administration] under Award Number DE-NE0008221. The funding by GE Hitachi Nuclear and Global Nuclear Fuels Americas is gratefully acknowledged. This report was prepared as an account of work sponsored by an agency of the U.S. government. Neither the U.S. government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the U.S. government or any agency thereof. The views and opinions of the authors expressed herein do not necessarily state or reflect those of the U.S. government or any agency thereof.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Rebak, R.B., Gupta, V.K. & Larsen, M. Oxidation Characteristics of Two FeCrAl Alloys in Air and Steam from 800°C to 1300°C. JOM 70, 1484–1492 (2018). https://doi.org/10.1007/s11837-018-2979-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-018-2979-9