
Abstract
Slag–metal emulsion plays an important role in the oxidation kinetics of metalloids in oxygen steelmaking. The importance of droplet generation rate, droplet size, and its residence time in the slag–metal emulsion on the overall reaction kinetics has become evident in recent times. Residence times of the droplets are strongly dependent on the decarburization rate, the CO bubbles giving a buoyant force to the droplets. The present work aims at developing a mathematical model for predicting the composition evolutions of the slag and the metal phases as the blow proceeds in an LD converter. The process dynamics are modeled by dividing the LD convertor into three separate continuous stirred tank reactors. Oxidation reactions are assumed to be primarily taking place at the interface between the slag and the metal phases in the emulsion. Among the different mass transfer and reaction steps controlling the kinetics, the mass transfer of FeO in the slag phase and that of the metalloids within the metal droplet are assumed to be rate-controlling. For a Fe-C-X (X = Mn, Si etc.) droplet, simultaneous removal of elements have been modeled by Gibbs’ free energy minimization at the slag–metal interface. Effects of droplet size, mass transfer coefficient, and initial carbon content on the mean residence time of metal droplets in the slag–metal emulsion have also been identified. Mixing in the metal phase is simulated in terms of metal exchange rate and the reactor weight ratio between the upper and the lower parts of the bath.











Similar content being viewed by others

Abbreviations
- a i :
-
Activity of component i in the slag phase defined in Eq. [20] (-)
- d b :
-
Diameter of the steel bath (m)
- \( f_{i} \) :
-
Weight of oxygen required for oxidation of 1 kg of the element i (kg)
- h em :
-
Height of the emulsion defined in Eq. [15] (m)
- k m :
-
Mass transfer coefficient of FeO in slag (m/s)
- m d :
-
Mass of a metal droplet (kg)
- \( \dot{m}_{c} \) :
-
Rate of mass transfer of carbon in the metal phase (kg/s)
- \( \dot{m}_{e} \) :
-
Rate of exchange of hot metal between Reactors 1 and 2 (kg/s)
- \( \dot{m}_{\text{FeO}} \) :
-
Rate of mass transfer of FeO in the slag phase (kg/s)
- \( \left( {{\text{pct}}\; i} \right)^{{int}} \) :
-
Concentration of component i at the slag–metal interface in weight per cent (wt pct)
- \( \left( {{\text{pct}}\; i} \right)^{m} \) :
-
Concentration of component i in the metal phase in weight per cent (wt pct)
- \( \left( {{\text{pct}}\; i} \right)^{s} \) :
-
Concentration of component i in the slag phase in weight per cent (wt pct)
- \( ({\text{pct}}\; i)_{2} \) :
-
Concentration of component i in Reactor 2 in weight per cent (wt pct)
- r d :
-
Radius of a metal droplet (mm)
- r n :
-
Radius of oxygen nozzle at exit (m)
- Δt:
-
Time-step (s)
- u e :
-
Velocity of the oxygen jet at nozzle exit (m/s)
- u g :
-
Gas velocity as defined in Eq. [6] (m/s)
- u j :
-
Jet axial velocity at the point of impact (m/s)
- u t :
-
Terminal velocity of ensemble of metal droplets (m/s)
- x :
-
Static lance height (m)
- x d :
-
Dynamic lance height (m)
- A d :
-
Surface area of a metal droplet (mm2)
- B :
-
Basicity of slag defined in Eq. 23 (-)
- C crit :
-
Critical carbon content of metal droplets in emulsion (wt pct)
- D c :
-
Diffusivity of carbon in liquid iron at 1873 K (m2/s)
- F G :
-
Volumetric flow rate of oxygen (Nm3/s)
- \( \Delta G_{{i{\text{ - FeO}}}}^{0} \) :
-
Standard Gibbs’ free energy change for the formation of pure FeO from pure Fe and 1 wt pct solution of i in steel, per gram atom of i (J/g-atom)
- ΔG i-FeO :
-
Gibbs’ free energy change for the formation of FeO from pure Fe and a solution of i in steel, per gram atom of i (J/g-atom)
- ΔG i :
-
Total Gibbs’ free energy change associated with the change in composition of i from initial to final values during a time-step Δt (J)
- ΔG T :
-
Total Gibbs’ free energy change associated with the changes in compositions of all the elements from their initial to final values during a time-step Δt (J)
- J eff :
-
Droplet generation rate multiplication factor (-)
- \( M_{{{\text{O}}_{2} }} \) :
-
Molecular weight of oxygen (kg/mol)
- N B :
-
Blowing number as defined in Eq. 5 (-)
- N Re :
-
Reynolds number (-)
- R :
-
Reactor weight ratio between Reactors 1 and 2 (-)
- R B :
-
Droplet generation rate (kg/s)
- W em :
-
Weight of hot metal in the emulsion (kg)
- W o :
-
Weight of oxygen reaching the bath in time-step Δt (kg)
- \( W_{\rm{hm}}^{\rm{ox}} \) :
-
Weight of hot metal oxidized at the impact zone during a time-step Δt (kg)
- \( W_{\text{ox}} \) :
-
Weight of oxygen needed for oxidizing 100 kg of metal from the impact zone (kg)
- X i :
-
Mole fraction of component i in slag (-)
- γ i :
-
Activity coefficient of component i in the slag phase (-)
- θ :
-
Correction factor used for calculation of terminal velocity of ensemble of droplets defined in Eq. [13] (-)
- μ s :
-
Viscosity of slag phase (Pa s)
- μ sg :
-
Viscosity of slag–gas continuous phase defined in Eq. [18] (Pa s)
- ρ em :
-
Density of emulsion phase defined in Eq. [16] (kg/m3)
- ρ g :
-
Density of gas phase (kg/m3)
- ρ m :
-
Density of metal phase (kg/m3)
- ρ s :
-
Density of slag phase (kg/m3)
- ρ sg :
-
Density of slag–gas continuous phase defined in Eq. [19] (kg/m3)
- σ :
-
Surface tension of liquid steel (N/m)
- τ :
-
Actual residence time of droplets defined in Eq. [17] (s)
- \( \tau_{f} \) :
-
Residence time of droplets due to fall (s)
- \( \tau_{r} \) :
-
Residence time of droplets due to reactions (s)
- \( \tau_{w} \) :
-
Residence time of droplets without decarburization (s)
- \( \emptyset_{g} \) :
-
Volume fraction of gas in the emulsion (-)
- \( \emptyset_{m} \) :
-
Volume fraction of metal in the emulsion (-)
References
E. Fritz and W. Gebert: Can. Metall. Q., 2005, vol. 44(2), pp. 249–260.
A.K. Shukla, B.DeO, S.Millman, B. Snoeijer, A.Overbosch and A.Kapilashrami: Steel Res. Int.,2010, vol. 81(11), pp.940-948.
C. Kattenbelt and B.Roffel: Metall. Mater. Trans. B, 2008, vol. 39B, pp. 764-769.
F. Pahlevani, S. Kitamura, H.Shibata and N.Maruoka: Steel Res. Int.,2010, vol. 81(8), pp.617-622.
H. Jalkanen: Proc. Sohn Int. Symp., TMS, San Diego, CA, 2006, vol. 2, pp. 541–54.
N. Dogan, G.A Brooks and M.A. Rhamdhani: Iron Steel Inst. Jpn. Int.,2011,vol. 51(7), pp. 1086–1092.
P. Kozakevitch: JOM, 1969, vol. 22 (7), pp. 57-68.
H. W. Meyer, W. F. Porter, G.Smith, and J. Szekely: JOM, 1968, vol.20 (July), pp. 35–42.
A. Chatterjee, M. O. Lindfors, and J. A. Wester: Ironmaking and Steelmaking,1976, vol. 3(1), pp. 21–32.
E.W. Mulholland, G.S.F Hazeldean and M.W. Davies: J. Iron Steel Inst., 1973, vol. 211, pp. 632-639.
D.J. Min and R.J Fruehan: Metall. Trans. B, 1992, vol. 23B, pp.29-37.
D.J. Min, J.W. Han and W.S Chung: Metall. Mater. Trans. B, 1999, vol. 30B, pp. 215-221.
G.G. KrishnaMurthy, Y. Sawada and J.F. Elliott (1993) Ironmaking and Steelmaking, vol. 20(3): 179-190.
G.G. Krishna Murthy, A. Hasham and U.B. Pal: Ironmaking and Steelmaking, 1993, vol. 20(3), pp. 191-200.
G.A. Brooks, Y. Pan, Subagyo, and K.S. Coley: Metall. Mater. Trans. B, 2005, vol. 36B, pp. 525-534.
C.L. Molloseau and R.J. Fruehan: Metall. Mater. Trans.B, 2002, vol. 33B, pp.335-344.
E. Chen and K.S. Coley: Ironmaking and Steelmaking, 2010, vol. 37(7), pp. 541-545.
R.S. Kaplan and W.O. Wilbrook (1972) Metall. Trans., 3: 483–486.
J.B.See and N.A. Warner: J. Iron Steel Inst., 1973, vol. 211, pp. 44-52.
P.G. Roddis: J. Iron Steel Inst., 1973, vol. 211, pp. 53-58.
L.A. Baker, N.A. Warner and A.E. Jenkins: Trans. TMS-AIME,1964, vol. 230, pp. 1228-1235.
D.G.C. Robertson and A.E. Jenkins: Heterogeneous Kinetics at Elevated Temperatures, Plenum Publishing Co., New York, 1970, pp. 393-408.
P. Gupta: Dynamic Modeling of LD Convertor Steelmaking, Masters Dissertation, IIT Bombay, 2012.
D. Mazumdar and J.W. Evans: Modeling of Steelmaking Processes, CRC Press, New York, 2010, pp.266-267.
Subagyo, Brooks GA, Coley KS, and Irons GA (2003) Iron Steel Inst. Jpn. Int., vol. 43(7): 983–989.
Q. L. He and N. Standish: Iron Steel Inst. Jpn. Int.,1990,vol. 30(4), pp. 305–309.
Subagyo and GA Brooks: Iron Steel Inst. Jpn., 2002, 42(10): 1182-1184.
B. DeO, A. Karamcheti, A.Paul, P.Singh and R.P. Chhabra: Iron Steel Inst. Jpn. Int.,1996,vol. 36(6), pp. 658-666.
E.T.Turkdogan and R.J.Fruehan: The Making Shaping and Treating of Steel, Steelmaking and Refining Volume, 11th ed., The AISE Steel Foundation, Pittsburgh, 1998, pp.88.
E.T.Turkdogan: Iron Steel Inst. Jpn. Int.,2001,vol. 41(8), pp. 930-932.
N. Dogan, G.A Brooks and M.A. Rhamdhani: Iron Steel Inst. Jpn. Int.,2011,vol. 51(7), pp. 1093-1101.
O. Kubaschewski and C.B. Alcock: Metallurgical Thermochemistry, 5th ed., Permagon Press, Oxford,1979, pp. 237-242.
J.Schoop,W. Resch and G.Mahn: Ironmaking and Steelmaking,1978, vol. 2(1), pp.72–79.
C. Cicutti, M. Valdez, T. Pérez, J. Petroni, A. Gómez, R. Donayo, and L. Ferro: Proc. 6th Int. Conf. Molten Slags Fluxes Salts, Stockholm City, 2000, p. 367.
R. C. Urquhart and W. G. Davenport: Can. Metall. Q., 1973, 12(4): 507–516.
N. Standish and Q.L. He (1989): Iron Steel Inst. Jpn. 29 (6): 455–461.
G. Turner and S. Jahanshahi: Trans. Iron Steel Inst. Jpn., 1987,vol. 27(8),pp.734-739.
D.J. Price: Process Engineering of Pyrometallurgy, M.J. Jones (Ed.), The Institution of Mining and Metallurgy, London, UK, 1974, pp. 8-15.
G.A. Brooks and K.S. Coley: Steelmaking Conf. Proc., ISS, Warendale, 2002, vol. 85, pp. 749–62.
Acknowledgments
One of the authors (RS) would like to thank Miss Snigdha Ghosh, formerly graduate student at MEMS Department, IIT Bombay, and currently employed with Target Corporation for valuable discussions on writing this article.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted April 28, 2014.
Appendices
Appendix A
Selection of Multiplication Factor J eff in the Correlation for Droplet Generation Rate
In several hot and cold model experiments the percentage of total metal in the emulsion has been measured.[35–37] Some plant measurements during blowing in industrial converters are also available from the works of Kozakevitch,[7] Meyer et al.,[8] Schoop et al.[33], and Price[38]. All such measurements have been summarized by Subagyo et al.[39] and presented below in Table AI.
As can be seen from Table AI, apart from Schoop[33] all others have reported that there is a significant amount of metal in the emulsion phase during top blowing. In oxygen steelmaking, the amount of hot metal is maximum during the mid-blow period when decarburization rates are maximum. Meyer et al.[8] had reported that there should be at least 20 to 25 pct of metal in the emulsion phase during peak decarburization.
In Figure A1, model predictions of the amount of total metal in the emulsion during the blow are plotted for different values of the multiplication factor (J eff). It is evident from Figure A1 that for J eff = 1, (i.e., if R B is calculated using Eqs. [4] through [7] without any modification) only 2 to 3 tons of hot metal is present in the emulsion during peak decarburization. For a 160 t converter (which is the case considered), this amounts to only 1.25 to 2 pct of the total hot metal weight which is much lower than the experimental values. It is thus evident that although He et al.’s[26] equation gives a good qualitative relation between the jet velocity u j and the lance height x, the quantitative predictions when applied to the case of BOF steelmaking does not corroborate well with the experimental results. However in the absence of better correlations, He et al.[26] correlation has been used to calculate u j as a function of dynamic lance height x d . But an empirically chosen multiplication factor J eff has been incorporated in equation for R B to match the experimental results of Meyer et al.[8] and others. Percentages of metal in the emulsion have been calculated for various values of J eff and the one giving the closest approximation to the experimental observations has been chosen. It should however, be noted, that the value of J eff is not universal because the amount of hot metal in the emulsion also depends on other model parameters like k m , C crit etc., which are also uncertain. For the values presently used (Table I), J eff = 15 gives a reasonably good match. Thus, J eff has been chosen as 15. Dogan et al.[6] had used the same correlation by He et al.[26] with some success probably because the mechanism of decarburization considered in their model is quite different from that presently considered. Also, although the decarburisation rates predicted by Dogan et al.[6] model seemed to be in reasonably good agreement with those observed in industrial converters, the amount of hot metal in the emulsion phase was not reported. Thus, the efficacy of He et al.’s[26] correlation in actual steelmaking conditions could not be tested from the results published by Dogan et al.[6]

Amount of hot metal in the emulsion phase for different values of multiplication factor (J eff)
Appendix B
Choice of Values Assigned to Model Parameters
The model parameters k m , r d , R, and \( \dot{m}_{e} \) are chosen such that the model results bear some resemblance to the observed results. In this section, the sensitivity of model results to these parameters have been tested and a justification has been provided for the values assigned to them. It must however be noted, that the choice of values assigned to these parameters is not unique especially because often these parameters have counteracting effects on the process dynamics. For example, r d and k m have equal and opposing effects on decarburization profiles. Thus, for the same values of r d × k m , the decarburization profiles would be identical.
Mass transfer coefficient of FeO in slag (\( k_{m} \))
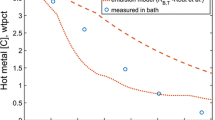
In Figures A2 (a) through (d), decarburization profiles for four different values of k m have been plotted for the same constant values of r d = 0.5 mm, R = 1, and \( \dot{m}_{e} \) = 2500 kg/s. Measured data on bath carbon from Cicutti et al.[34] have also been reproduced in these figures. For k m = 1 × 10−6 m/s, the decarburization rates are much slower than the observed values and the initial decarburization regime of constant bath carbon is too long while for k m = 1 × 10−4 m/s this initial regime does not even appear in the model results which does not correlate well with the reported data.[34] For k m = 1 × 10−5 m/s and k m = 5 × 10−6 m/s the decarburization profiles are almost identical and both of them are in good agreement with the observed results of Cicutti et al.[34] However, for k m = 1 × 10−5 m/s, the initial period of constant bath carbon extends for only about 20 s while for k m = 5 × 10−6 m/s, this period is about 40 s. Although the exact duration of this initial regime is difficult to ascertain and it depends heavily on process conditions, a value of 40 seconds seems more reasonable than 20 seconds. Thus, k m has been assigned the value 5 × 10−6 m/s.

Decarburization profiles for different values of k m for r d = 0.5 mm, R = 1, and \( \dot{m}_{e} \) = 2500 kg/s
Radius of droplet (r d )
Figures A3 (a) through (d) show the decarburization profiles for four different values r d for the same constant values of k m = 5 × 10−6 m/s, R = 1, and \( \dot{m}_{e} \) = 2500 kg/s. For r d = 1 mm, the decarburization rates are much slower while for r d = 0.125 mm the rates are much faster than the observed values and the initial regime of constant bath carbon is not reflected in the model results. For r d = 0.25 mm and r d = 0.5 mm, the decarburization profiles are almost identical except that for r d = 0.25, the initial regime of decarburization extends for about 20 seconds while for r d = 0.5 mm, it extends for about 40 seconds. For the same reason as previously discussed, r d = 0.5 mm has been chosen. In an actual converter, there is a distribution of sizes of droplets in the emulsion.

Decarburization profiles for different values of r d for k m = 5 × 10−6 m/s, R = 1, and \( \dot{m}_{e} \) = 2500 kg/s
Metal exchange rate (\( \dot{m}_{e} \)) and reactor wt. ratio between reactors 1&2 (R)
Chatterjee et al.[9] have reported that for a 6-ton experimental converter, the difference in carbon percentages between the upper and the lower bath is approximately about 0.17 to 0.18 pct during the main blow period and 0.06 to 0.07 pct towards the end of the blow. While the mixing characteristics in a 160-ton industrial converter may be significantly different from those in a 6-ton converter, in the absence of any data of this kind from industrial-sized converters, Chatterjee et al.’s[9] observations have been used as a reference to assign values to the model parameters \( \dot{m}_{e} \) and R. In Figures A4 (a) through (d), difference in carbon concentration between Reactors 1 and 2 have been plotted for different values of \( \dot{m}_{e} \) for constant values of k m = 5 × 10−6 m/s, r d = 0.5 mm, and R = 1. For \( \dot{m}_{e} \) = 10,000 kg/s, the bath is well mixed (even in the absence of bottom stirring) and there is hardly any difference in carbon concentration between reactors 1 and 2. For \( \dot{m}_{e} \) = 5000 kg/s, model predictions of the difference in carbon concentrations between Reactors 1 and 2 is about 0.06 pct during the main blow period which is much lower than those reported by Chatterjee et al.[9] while for \( \dot{m}_{e} \) = 1000 kg/s it is about 0.35 to 0.4 pct which is much larger than the reported values.[9] For \( \dot{m}_{e} \) = 2500 kg/s this difference is about 0.15 pct during the main blow and about 0.06 pct during the later stages of the blow. Thus, quite clearly \( \dot{m}_{e} \) = 2500 kg/s gives the best match between the calculated values and those reported by Chatterjee et al.[9] Hence, \( \dot{m}_{e} \) has been assigned a value of 2500 kg/s.

Difference in carbon concentrations between the upper and lower parts of the bath for different values of \( \dot{m}_{e} \) for r d = 0.5 mm, k m = 5 × 10−6 m/s and R = 1
The exchange rate is related to the choice of R, the reactor weight ratio. In the absence of adequate mixing data, fixing R = 1 and changing only \( \dot{m}_{e} \) seems to be adequate.
Rights and permissions
About this article

Cite this article
Sarkar, R., Gupta, P., Basu, S. et al. Dynamic Modeling of LD Converter Steelmaking: Reaction Modeling Using Gibbs’ Free Energy Minimization. Metall Mater Trans B 46, 961–976 (2015). https://doi.org/10.1007/s11663-014-0245-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-014-0245-2