
Abstract
Metal working process is one of the main activities in mechanical manufacturing industry; it is considered as a major consumer of energy and natural resources. In material removal process, the selection of cutting parameters and cooling or cutting liquid is necessary to save energy and achieve energy efficiency as well as sustainability. During the last two decades, the number of publications in this field has rapidly increased and has shown the importance of this research area. This review paper identifies and reviews in detail a total of 166 scientific studies which exhibit original contributions to the field and address multiple energy efficiency challenges. The recently developed models of energy consumption and different materials used in the machining process are presented. Therefore, this study describes various techniques for modeling and optimizing machining operations such as turning, milling, and drilling. Modeling techniques, experimental methods, multi-objective and single-objective optimization methods, and hybrid techniques optimization are presented in a detailed manner compared to previous review papers where only energy models are discussed. It can help practitioners and researchers to select the most appropriate approach for the desired experience and to highlight the progress of these methods in terms of machining energy efficiency. Additionally, this paper provides a review of different cutting fluids adopted in machining processes. This paper assists researchers and manufacturers in making advantageous technical decisions that have substantial economics in terms of energy saving.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
During the last decades, climate change is felt in the four corners of the world. Human being and animals are facing serious droughts, recurrent heat waves as well as rising sea levels. Nowadays, politicians and decision makers are now more and more aware of the negative impact of energy consumption and its threat to the global ecosystem. However, there are still efforts to be made as the demand for energy is supposed to increase by 50% between now and 2050 [1]. According to the United Nations Framework Convention on Climate Change (UNFCCC), countries worldwide are strongly urged to limit manmade temperature rise to 2 °C [2]. Moreover, as industries account for about 31% of primary energy demand and 36% of CO2 emissions [3], managers have to consider energy consumption at each level of decisions (strategic, tactical, and operational levels).
Mechanical manufacturing processes such as casting, forming, and machining are the most used to obtain mechanical parts in automotive, aerospace, and marine sectors. Machining activity which consists of different operations to achieve the desired shape with dimensional and geometrical accuracies allows for saving energy consumption and achieving an efficient process in terms of performance indicators. First, it is necessary to define what energy efficiency is. In current language use, efficiency is defined as the relationship between output and input [4]. Analogously, many authors have defined energy efficiency and energy efficiency indicators [3, 5, 6]. Energy efficiency is defined in the ISO 14955 standard as the “ratio or other quantitative relationship between an output of performance, service, products, or energy, and an input of energy” [7]. For the industrial sector, it is defined as “the relationship between useful process output and energy input into a process” [8].
Technically, up to two-thirds of total consumed energy in machining operations is not exploited since it is converted into heat [9]. The rest is consumed by feed axes, accessories, idle motors, controllers, and other fixed electronic items [10]. Statistics from the US Energy Information Administration [11] show that energy consumption related to machining operations accounts for more than 20% of the total energy consumption of the manufacturing industry [12, 13]. To make benefit and stay competitive, industrials have to make more efforts to adopt strategies that can help to reduce energy consumption.
This review aims to tackle this challenge and provide recent studies and advances in this area. A detailed analysis is conducted in this paper, to help manufacturers to achieve greener and more economical production, as well as academic researchers, make technical decisions about future studies. In addition, this article highlights the workpiece materials and the used cutting tools. Furthermore, this literature review focuses on optimization and modeling techniques adopted in machining operations to minimize energy consumption. Finally, as part of saving energy and respecting the environment simultaneously, this paper presents advances in lubrication and cooling techniques.
The rest of this paper is organized as follows: Section 2 analyzes existing review articles related to saving energy in the manufacturing industries. The research methodology adopted in this study is described in detail in Section 3 as well as a descriptive analysis of selected articles. Section 4 provides a structured analysis of the studied machining operations and their technological parameters such as materials and cutting tools. Section 5 gives a synthesized summary of the adopted optimization and modeling techniques. Section 6 presents the different techniques of lubrication used in machining process. Finally, the paper ends with a conclusion.
2 Preceding review studies
To date, various review papers have been published showing the significant efforts that have been made toward energy saving. Furthermore, several review papers focusing on energy consumption in manufacturing are published and each one is tackling this topic from different angles. In this section, existing review studies are investigated and compared to provide valuable insights as well as position our study. This investigation can begin with [14], which provide an overview of energy consumption in traditional and advanced manufacturing techniques. The authors analyzed the electrical energy consumed per unit volume production for conventional bulk-forming, subtractive, and additive processes. Zhang presented a literature review of energy efficiency in manufacturing systems [15]. According to this author, additional efforts should be made at global level by rapid design, construction, and reconfiguration of a machining system, or at process level by optimizing machining processes based on a selection of cutting parameters, optimizing material use, reducing cutting fluid consumption, and cutting energy. One year later, and particularly for machine tools, Yoon et al. developed a novel hierarchy of energy saving techniques for a single device level (only for machining centers), to propose steps and a direction for energy saving technologies [16]. This classification is based on “assessment and modeling,” “control improvement,” “software-based optimization,” “cutting improvement,” “hardware-based optimization,” and “design for the environment.” According to this study, needless peripheral device operation should be reduced in order to consume less energy, and avoid losses of energy in electrical, mechanical, and hydraulic/pneumatic.
Zhang conducted a comprehensive review on energy efficient machine tools, which included energy loss analysis, modeling, and evaluation of machine tool energy performance [17]. The author concludes that a new energy monitoring approach must be developed to improve the performance of a machine tool with various operation conditions and also minimize waste by selecting optimal machining parameters. Limitations and major barriers of existing techniques are presented as long as potential enhance energy efficiency of machine tools.
Peralta et al. presented a review on sustainability of machining process taking into account improvements of the manufacturing technologies in different phases: design, modeling simulation, optimization, and assessment [18]. Goindi et al. provided a systematic, critical, and comprehensive review of all aspects of dry machining, including also the sustainability aspect of machining [19]. This study discussed both the benefits of using dry machining and limitations such as cutting tool life, workpiece geometrical accuracies, and surface roughness. The authors also suggested directions to make dry machining more sustainable, profitable, and adaptable to product manufacturers. Zhou et al. presented a review on the use of technologies or sensors required to achieve energy efficiency in manufacturing operations at the unit process, shop floor, and supply chain levels [20].
Zhou et al. proposed a comprehensive review of the energy efficiency of machine tools [12]. This research focuses on three models: linear cutting energy consumption models based on material removal rate, detailed parameter cutting energy consumption correlation models, and process-oriented machining energy consumption models. Zhao et al. proposed a critical review of energy consumption in a machining process, the purpose of this review study is to describe predictive methods and saving strategies of energy consumption for sustainable manufacturing [21]. May et al. presented a comprehensive review on energy management in manufacturing with main axes related to energy management, namely drivers and barriers, information and communication technologies, strategic paradigms, supporting tools and methods, manufacturing process paradigms, and manufacturing performance tradeoffs [22]. Lingling et al. presented a comprehensive literature review which deals with operational strategies to improve energy efficiency of CNC machining [23]. Optimization of cutting parameters, tool path, process planning, and job shop scheduling are identified as the significant factors for energy efficiency. Moradnazhad et al. presented a comprehensive review of energy-saving strategies to increase efficiency of machining operations [24]. The relationship between process variables and energy consumption, and optimization of cutting parameters are identified and summarized.
Later on, Menghi et al. presented a systematic review on energy assessment methods and tools, three main groups according to ISO 50001 are analyzed, and relating works are synthesized (energy analysis, energy assessment, and energy-saving measures) [25]. Recently, review studies are intensified in this area with various categories like comprehensive and systematic reviews. Narciso et al. provided a literature review of methods reported in the scientific literature to investigate the potential value of industrial data using machine learning tools to achieve the objectives related to energy efficiency [26]. Pervaiz et al. focused on the role of energy consumption and then examined the influence of cutting tools, part materials and lubrication on the sustainability of the machining process [27]. The authors stated that the machining process sustainability can be enhanced by integrating different innovative approaches related to energy and material consumption of tools and parts. Aqib et al. proposed a state of the art on sustainable machining processes based on the application of various coolants/lubricants [28]. The authors then reviewed technologies for evaluating and modeling energy characteristics as well as overall strategies for saving energy. Sihag et al. presented a systematic review of machining energy focusing on six hierarchical level models and proposed directions towards sustainability of machine tools improvement based on a real time energy data monitoring [29].
Daniyan et al. focused in their review on life cycle assessment (LCA) of machine tools to minimize energy consumption and increase environmental sustainability [30]. However, the studied machine tools are not only CNC machines or conventional machines but also flexible and reconfigurable machine tools. Yusuf et al. conducted a review of energy saving models and their implementation for energy minimization problems in production and scheduling [31]. Strategies to minimize energy consumption are also discussed and minimization energy models due to the transient state of machine tools need more efforts to achieve sustainable manufacturing. Walther and Weigold gave the state of the art of approaches to predict energy consumption in industrial manufacturing, this study focuses on approaches like “system boundary,” “modeling technique,” modeling focus,” “modeling horizon,” “modeling perspective,” “modeling purpose,” and “model output”; however, It is not specifically devoted to machine tools or machining process [32].
This review of existing papers related to saving strategies in machine tools energy consumption shows how authors tackled this challenge from different perspectives. Moreover, it is a crucial step to present the main contributions of the present systematic review as well as differences compared to the others. This review is a step towards providing practitioners and academicians with a structured review based on approaches and techniques used to achieve minimum energy consumption for machining operations on both conventional machine tools and CNC machines. The main contributions of this paper are:
-
Explores the existing research study related to machining operations and the specific studied variables as well as objective functions.
-
Identifies the studied materials and different cutting conditions adopted in the literature.
-
Provides a detailed analysis of optimization approaches and used parameters.
-
Highlights the use of various lubrication and cooling techniques for minimal energy consumption.
3 Literature search strategy and descriptive analysis
As mentioned in the above section, our research focuses on the consideration of energy efficiency in process planning phase for material removal operations. Keyword searches are the most common method for identifying relevant bibliography; it is based on the method of combining words using common Boolean operators in order to carefully select research samples. Our search was conducted in indexed scientific electronic databases:
-
Web of Science (WoS): It is the oldest, most widely used and trusted database of research, publications, and quotes in the world. Based on the Science Citation Index created by Garfield [33].
-
Scopus: It is a comparable multidisciplinary database that was introduced by Elsevier in November 2004 [34]. The major difference with WoS is that all Scopus content can be accessed through a single subscription without any modulation. Although Scopus also comprises content from a number of particular databases, including Embase, Compendex, World Textile, Index, Fluidex, Geobase, Biobase, and Medline [35].
-
Google Scholar integrates documents from two different “collections”: the open web and content from publishers and scientific societies. Google Scholar recognizes that articles can appear on the Web in different forms. For example, an article may first appear as a pre-publication on the author’s homepage and then be published in a commercial publisher’s journal. Google Scholar attempts to aggregate these instances and allows for the selection of the appropriate version. One of the main advantages of GS is the immediate availability of articles, no matter where they deposit [36].
-
The current review was based on following search keywords: (“manufacturing*” AND “cutting parameters*” AND “energy*” OR “optimization*” OR “material removal*” OR “turning*” OR”milling*” OR “drilling*” OR “lubrication*”) in the article title. The results of the first search on Scopus gave us 588 documents while on Web of Science the result was 293 043 documents. Then, a temporal limitation was retained, and we only consider articles published before the year 2022. Furthermore, the articles are limited to the English language only, and articles related to the field of engineering, energy, material science, and environmental science. This type of filtering reduces the number of articles in Scopus to 516 and the number of articles in Web of Science to 105,779. For quality reasons, books and book series were excluded; at this stage, 378 journal articles are conserved. To verify that this number of articles is included in our topic and to eliminate the suspicion that they are, we read the abstract, introduction, and summary. In the next step, we checked the entire article and eliminated 240 irrelevant articles; subsequently, the number of items decreased to 166. The search process is illustrated in Fig. 1. Next, a descriptive analysis of these 151 items was performed and presented in the following sections.

Flow diagram of adopted research methodology
4 Journals and year of publication distribution
Our research study shows that the 166 articles were published in many different scientific journals (37 journals). Thirty percent of these articles are published in the “International Journal Cleaner Production”; which can be explained by the fact that the focus of the journal is on two topics: research and practice of cleaner production. In addition, 14% of the articles are published in the “International Journal of Advanced Manufacturing Technology,” due to the interest of this journal for articles dealing with topics related to advanced manufacturing technologies, and 6% are published in “International Journal of Precision Engineering and Manufacturing.” The other 50% are distributed in 34 different journals, such as “Procedia CIRP,” “Journal of Materials Processing Technology,” “Journal of Engineering Manufacture,” “Journal of Intelligent Manufacturing,” and “International Journal of Production Research.” The journal distribution of publications is shown in Fig. 2.

Distribution of publications per journal
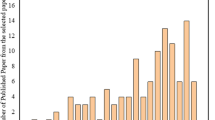
Articles related to energy efficiency and optimization of cutting parameters were first studied by Draganescu et al. [37]. Five years later, Bhattacharya et al. published a paper estimating the effect of cutting parameters on energy consumption in the milling process [38]. Since 2013, researchers have prioritized energy efficiency in the manufacturing sector, which explains the increase in the number of articles published from 1 to 7. It can be noted that the number of articles published in 2019 is very high, with a total of 27 articles. The peak of articles dropped to 16 in 2020 and 14 in 2021 due to the COVID-19 crisis. In terms of cooling and lubrication techniques, [39, 40] were the first researchers to introduce “cryogenic lubrication technology” in the turning process. Three years later, a paper on the use of MQL techniques in milling was published [41]. Later on, three researchers also used MQL in machining; six papers were published in 2020, and three papers were published in 2021. The distribution of publications by year is shown in Fig. 3.

Distribution of annual publication
5 Energy consumption models
Machine tool energy consumption characteristics are actually predicted with high accuracy thanks to the development of exact mathematical models; various energy modeling of the machining processes have been conducted during the last year. In this section, the relevant models are presented and these two definitions are necessary:
-
Material removal rate (MRR) is the amount of material removed per time unit.
-
Specific energy consumption (SEC) is the energy consumed to remove 1 cm3 of material.
The first research paper related to machining energy modeling was proposed by Bayoumi and Hutton [42] where SEC is studied as machining efficiency. Nine years later, Draganescu et al. [37] developed a new model attempting to establish relationship between energy consumption of a vertical-milling machine and MRR for machining aluminum alloy as expressed by the following equation:
However, this work was limited to the main spindle drive motor, whereas other auxiliary motors with an efficiency less than 1 also consume energy. Gutowski et al. [9] tried to separate energy consumption into two parts: constant energy and variable one, which is proportional to the MRR. In this work, authors proposed a theoretical SEC model based on thermal equilibrium approach for turning process, the first term in their energy equation which is constant as well as the coefficient of the second term are not clearly defined and not tested on other machining processes.
Li and Kara [43] proposed an inverse model aiming to provide an accurate relationship between MRR and SEC as expressed in the following equation:
where C0 and C1 are constants related to the studied machine tool. The proposed model is subsequently studied in milling process [43] and grinding process [42]. The authors carried out various tests to find coefficients for 8 different machines in both turning and milling processes. The results show that C0 varies from 1.494 to 3.730 and C1 from 2.191 to 2.445 for turning; in milling operations, C0 varies from 2.411 to 2.845 and C1 from 0.971 to 0.997. However, SEC in this work is measured during the cutting period; the other machining periods such as start-up, stand-by, clamping, and positioning periods are ignored; according to the authors, these periods consume less than 10% of the total energy. However, this study like the previous one is limited to the dry cut and not validated for machining hard materials which causes an increasing energy consumption since it requires more energy related to the coolant pump. Up to now, the authors only focus on the cutting period.
Li et al. [44] tried to take into account the effect of spindle speed “n” as major factor in the energy consumption and proposed an improved model as expressed in this equation
where “n” is the spindle speed; k0, k1, and k2 are constants related to the studied machine tool. However, in this work, the authors performed experiments under dry-cutting conditions in vertical-machine center using the AISI 1045 steel as work piece material. The coefficients k0, k1, and k2 of this proposed model were 5.1175, 7.7875, and 478.797, respectively. With these values, the authors are able to determine: 66.797 W as the power loss of spindle motor and approximately no power loss of the feed motor. Zhao et al. [45] adopted this model and tried to study the effect of saving energy on surface quality with the same machining process and material workpiece. Cutting parameters such as “side cutting depth,” “feed rate,” “cutting depth,” and “spindle speed” are optimized for both surface roughness and SEC separately.
Balogun et al. [46] investigated the effect of tool wear, chip thickness, nose radius, and cutting environment on SEC for both turning and milling operations. Liu et al. [47] developed a new model to predict energy consumption in turning process, where total machining period is broken down into three types of periods: start-up periods, idle periods, and cutting periods. Liu et al. [48] proposed a new model focusing on the standby period, air-cutting period, cutting period, and energy consumption of tool changing. The aim of this work is to estimate the SEC with better accuracy, and the developed model is expressed in the following equation:
where the term Etotal aggregate all electrical energy consumption (J), Pin (t) is power loss of a machine tool (W), and tc is cutting time (s). In this model, the total energy consumption is broken into four elements: “standby period,” “air-cutting period,” “cutting period,” and “tool changing period.” Finally, a multi-objective optimization technique is proposed which is on particle swarm to find a trade-off point between “processing time” and “energy efficiency” under technological constraints of the machining process like “tool life,” “surface roughness,” cutting parameters, cutting force as well as machine power limits.
The authors conclude that in the case of machining AISI 1045 steel, an increasing level of MMR leads to a low SEC and a slight increase of processing time since changing cutting tool is needed in this case. Therefore, an optimum solution to satisfy both processing time and SEC can be reached. However, it is not clear which parameter directly affects energy consumption since the MMR can be obtained from various values of cutting parameters. Huang et al. [49] focused only on the acceleration of spindle system and their impact on consumed energy in turning, milling, and drilling operations.
Zhou et al. [12] developed an improved cutting power model which is the influence of spindle speed, MRR, and cutting parameters on machining power during the milling process. The proposed SEC in a milling process is expressed in Eq. 5:
where \({C}_{1}\sim {C}_{4}\) are coefficients related to material and machine tool. In this study, the authors investigated the previous works related to SEC and dealt with cutting parameters as independent variables in order to obtain greater accuracy of energy modeling. This study shows that SEC mainly depends on MRR and “n” with a little sensitivity with regards to Vf, ae, and ap for milling process. However, tool wear is not considered in this study which could show the impact of higher machining parameter on SEC.
Chen et al. [50] developed a new model where energy is broken down into two elements: “direct energy” and “indirect energy.” The first term (Edirect) is the energy consumed during the machining process mainly by spindle and feed motors. The second one (Eindirect) refers to the embodied energy of cutting tools and cutting fluids. The total energy is the sum Edirect and Eindirect. Therefore, the SEC is expressed as follows:
where “MRV” is the material removal volume (mm3). For “Edirect,” energy is decomposed to “startup energy,” “standby energy,” “spindle acceleration/deceleration energy,” “air cutting energy,” and “cutting energy.” The last one is depending on cutting parameters. The authors conclude that among the parameters of MRR, “cutting speed” is the most significant parameter that influences the specific energy consumption. The effect of tool wear is not investigated, and its impact on energy consumption is not considered. Imani et al. [51] studied the milling operation considering machine tools as a thermodynamic system and expressed power consumption as a function of spindle speed “n,” feed rate, and the MRR.
A recently published paper is dealing with the total energy as a separated energy consumption of a machine tool: “start-up,” “standby,” “spindle acceleration,” “idle,” “rapid positioning,” “air-cutting,” and “cutting” [52]. Total energy is expressed as:
In this model, the authors tried to overcome the limitations of the previous models by subdividing the cutting energy consumption module into the constant MRR machining process “CMRR” and variable MRR machining process “VMRR.” Two operations are carried out: turning, where “cutting speed,” “feed rate,” and “cutting depth” are fixed for the CMRR, end facing operations, “cutting speed” was changing continuously until the tool reaches to the center of the part, and therefore, spindle speed “n” was selected with feed rate and cutting depth as process parameters in VMRR. Aluminum “Al 6061” is adopted as material workpiece for both the dry and wet conditions, and the fitting coefficients of the proposed model for different energy modules are determined with high accuracy, according to the authors.
6 Machining process optimization with energy consideration
The main objective of this section is to provide a concise and focused summary of each material removal experiment published between 2003 and 2022. This summary includes machining process, cutting tool materials, workpiece materials, cutting conditions, objective functions, and so on.
6.1 Distribution of studied machining processes
Machining operations have been considered as the core of manufacturing since the industrial revolution. The process of removing material from a workpiece is performed using cutting tools and machine tools to achieve the desired product dimensions with better surface roughness. Additionally, the processes comprise traditional techniques like turning, milling, grinding, drilling, and finishing. Our study shows that 91 researchers adopted the turning process and 60 used the milling process. On the other hand, the drilling process is only studied in 5 papers. It should be noted that 8 researchers attempted to investigate two processing techniques, 6 are for turning and milling, and three are for drilling and milling. Finally, one article found in our study that used simultaneously three types of material removal operations (milling, turning, and drilling). Figure 4 shows the machining process distribution from 2003 to 2022.

Distribution of machining process
6.2 Adopted objective functions for energy efficiency
In the context of minimizing production cost, consumption of natural resources, and improving product quality, manufacturers and researchers are dealing with different objective functions which are presented in Fig. 5. It is noticed that 34% of researchers have focused on reducing “energy consumption,” while 27% aimed at reducing “surface roughness.” According to Aryan et al. [53], surface roughness is the best parameter for evaluating product quality. “Material removal rate” is considered an important indicator to measure productivity in CNC machining [54]; therefore, 12% of researchers minimize MRR to reduce the cost of waste recycling (chips) and ensure energy efficiency. Moreover, 7% and 5% of the studied papers are dealing with “power consumption” and “machining cost,” respectively. Additionally, 5% of studies have used “energy efficiency” as an objective function. Furthermore, in some studies up to 10% of researchers include “tool wear,” “\({\mathrm{CO}}_{2}\) emissions,” and “machining time” as objective functions to minimize.

Objective functions for energy efficiency
6.3 Decision variables and optimization parameters
This section presents the common materials used in workpiece machining experiments. One of the most often studied materials for machining is steel and its variants. This is explained by the fact that 66% of researchers used this category. Alloy steel, carbon steel, tool steel, and stainless steel are the four categories of investigated steel. It is clear from Fig. 6 that carbon steel is frequently employed (38% of researchers). While 10%, 9%, and 8% of researchers, respectively, adopted stainless steel, alloy steel, and tool. In addition, 20%, 15%, and 3% of studies, respectively, used aluminum, titanium, and cast iron. The other materials such as composite, brass, and copper alloy were less adopted (6% of researchers). These materials are summarized in Fig. 6.

Materials used in machining
6.3.1 Experiments conducted on AISI 1045 material
To perform the machining process on the previously discussed materials and achieve the intended objective, many input parameters must be taken in consideration. Details of the experimental design of AISI 1045 are listed in Table 1. The result presented in this table makes it clear that carbide tools are frequently used for machining AISI 1045 steel, although high-speed steel (HSS) tools are rarely used in these experiences. In comparison to other techniques such as milling and drilling which are used with 38% and 6% of researchers, respectively, turning is one of the most commonly used processes (56% of researchers) for cutting and finishing AISI 1045. In this process, it is crucial to select cutting parameters with absolute accuracy. Generally, the most studied cutting parameters are feed rate (\(f\)), axial depth of cut (\({a}_{p}\)), cutting speed (\({V}_{c}\)), spindle speed (\(n\)), and radial depth of cut (\({a}_{e}\)). Although, tool wear (TW), number of cutting passes (N), spindle rotation speed (SRS), number of cutting layers (m), and cutting tool diameter (d) are less taken in consideration.
According to our research, 23% of studies were to select optimal machining parameters in order to save energy with the objective functions such as specific energy consumption (SEC), cutting energy consumption (CEC), unit energy consumption (UEC), cutting energy (CE), energy consumption (EC), machining energy consumption of machine tools (MTEs), specific cutting energy (SCE), energy loss, and energy footprint. There are other objectives such as energy efficiency (EE) and machining efficiency that 10% of researchers optimized. Additionally, 19%, 10%, 9%, 3%, and 1% of research aim to minimize surface roughness (Ra), power including power consumption (PW) and cutting power (CP), CO2 emissions, cutting force (CF), and temperature (T), respectively. Besides, material removal rate (MRR) and quality are the objective functions that 8% and 2% of researchers are trying to maximize, respectively. Also, 5% of studies aim to reduce costs including processing costs, carbon emission costs, and machining costs; thus, 3% aim to minimize time including production time (PT) and processing time (PRT).
It is noticed that the authors take into consideration in their experiments surface roughness and cutting tool wear. Moreover, the dominance of the AISI 1045 could be potentially explained by the fact that this kind of material is widely used in automobile sector as well as other industrial sectors. The next subsections deal with the other materials.
6.3.2 Experiments conducted on stainless steel material
The results of the stainless steel machining experiments are listed in Table 2. This table clearly shows that the machining of stainless steel is performed with different cutting tools such as carbide, diamond, cubic boron nitride (CBN), polycrystalline cubic boron nitride (PCBN), and high-speed steel (HSS). Carbide is the most common material tool for machining various stainless steel (AISI 304, AISI 410, AISI 316, and AISI 420). Seventy-nine percent of the authors used these materials for turning and 21% for milling in both wet and dry conditions. In most of the experiments conducted using this sort of material, \({V}_{c}\), f, \({a}_{e}\), and \({a}_{p}\) have been widely used, while cutting force, spindle speed, tool material, and nose radius were also used in some of these experiments. Reducing energy including EC, SEC, and SCE are the main objectives of 28% of researchers; However, Ra and CF are the objectives of 20 and 8% of researchers, respectively. In addition, 10% and 8% of studies were to maximize MRR and tool life, respectively. Moreover, reducing power factor (PF), quality, temperature (T), heating rate, and PW are the goal of one paper, while cost reduction or PRT is an objective function of 5% of studies.
6.3.3 Experiments conducted on other materials
In recent years, a significant number of researchers have used different materials other than stainless steel and AISI 1045 for machining parts including aluminum, titanium, cast iron, composites, and copper, among others. Carbide, diamond, HSS, and CBN are the cutting tools used for machining these materials. Based on the results shown in Table 3, several studies performed turning and milling operations while a few studies (less than 4%) used the drilling process. In these processes, the most cutting parameters selected are cutting speed, feed, axial, and radial depth of cut. It should be noted that some researchers use additional parameters such as tool nose rotation radius (R), number of cutting tools (Z), tool angles (relief angle, inclined angle, helix angle, rake angle), tool wear (TW), nose radius (r), cutting tool diameter (d), number of cutting passes (n), burnishing force (BF), diameter of the burnishing ball (D), edge radius, relief angle, and spindle speed (n). These studies aim to find machining parameters that can reduce energy on the one hand (37% of researchers), including SEC, SCE, net cutting energy (NSCE), active energy consumed by machine (AECM), energy loss, and energy demand, and on the other hand minimize Ra (18 of studies) and maximize EE or MRR (14% of studies). Other studies (8%) optimize cutting parameters to reduce time, including cycle time, RTP, PT and machining time (MT), while 7% of studies reduce active power consumed by the machine (APCM), cutting power consumption (CPW), and cutting power (CP). In addition, some works (3%) aimed at decreasing CO2 emissions or tool wear (TW). Wear rate, resultant force (RF), CF, PF, torque, and flank are the functional objectives that one article have reduced. One percent of researchers identified machining rate (MR), production rate (PR), quality, and tool life as maximum performance objectives. The experimental details realized with various materials are summarized in Table 3.
6.4 Experiments with nontraditional lubrication techniques
The authors emphasize the need to improve machining process in terms of economy, environment, and product quality. To achieve these objectives, several studies conducted to save energy take into account new constraints on cooling and lubrication systems. The results of the experiments made with different cooling lubrication techniques are presented in the Table 4. This table shows that conventional cutting materials such as HSS, carbide, cermets, and advanced cutting materials such as CBN, diamond, and ceramic are used for material removal operations.
Half of the researchers performed turning operations, while 35% and 8% used milling and drilling processes, respectively. These processes are carried out in various cutting conditions such as dry machining, minimum quantity lubrication (MQL), cryogenic cooling, hybrid cooling (MQL + LN2), high-pressure coolant (HPC), hybrid nanofluid-assisted MQL (HNFMQL), mono nanofluid assisted MQL (NFMQL), nanofluid small quantity cooling lubrication (NFSQCL). Cutting speed, feed, axial depth of cut, radial depth of cut, spindle speed, lubricant flow rate, cutting environment, and nose radius are the parameters selected in the material removal operations. These studies aim to find processing parameters that can reduce surface roughness on the one hand (27% of researchers) and on the other hand reduce energy (21% of studies), including CSE, ACE, EC, and SCE, and maximize MRR (8% of studies). Other studies (6%) optimized cutting parameters to save time; including cutting time (CT) and cycle time, while 3 papers maximized tool life. Additionally, one paper was aimed at reducing burr height, flank wear, T, thrust, and CO2 emissions. PW and TW were the objective functions for 8% and 6% of researchers, respectively.
This table shows that MQL and NFMQL are gaining more attention in recent years compared to cryogenic for saving energy. Moreover, papers deal with hard materials to demonstrate the interest of using these advanced cooling technologies compared to conventional methods.
7 Modeling and optimization techniques for energy saving
For mechanical manufacturing processes, optimal cutting parameter selection is considered to be one of the most essential energy conservation strategies. Newman et al. noted that the variation of the cutting settings causes a noticeable difference in the energy consumption during machining operations [203]. About 6–40% of overall energy consumption can be decreased by optimizing cutting conditions, tools, and tool trajectory [86]. In addition, reasonable selection of processing parameters can also help to improve tool life, to decrease production costs and CO2 emissions, and to enhance production efficiency [204]. Optimization of cutting parameters in machining operations (turning, milling, drilling) is carried out in two steps: modeling the relationship between input–output and process parameters and determining the optimal cutting parameters [205]. In this section, the adopted optimization and modeling techniques are presented with their used parameters.
7.1 Design of experiments (DoE) techniques
DoE is a statistical method for organizing and designing experiments that enables the collection of the greatest amount of data with the minimum number of experiments and the least number of resources. Generally, there are a large number of experimental designs in the literature such as Latin hypercube, Box-Behnken design (BBD), Taguchi methods, and central composite design (CCD). The studies using the experimental design are summarized in Table 5. In this table, Taguchi is widely used in experimental design (86% of researchers), while CCD is one of the most commonly used second-order models [206], used by 3 researchers. In addition, two articles used design experts, while one article adopted robust optimization and D-optimal designs, respectively.
Taguchi method requires only a small number of orthogonal test combinations, which greatly improves the efficiency of the experimental design [207]. In addition, it is an integrated approach that takes into account all the variability of materials and processes at the design stage [86]. Taguchi method is used to produce the most high-quality products at the lowest cost. It is a conventional method that allows the effective and efficient design of experiments and analysis of parameters affecting the process in the shortest possible time [53].
Taguchi uses a loss function to establish quality specifications; the value of the loss function is converted into a signal-to-noise ratio (S/N). This ratio is a powerful indicator value which offers the possibility to find the importance of the parameters involved in the studied process. It is the ratio between the signal intensity and the noise intensity, usually expressed in decibels. S/N analysis is based on three separate quality criteria which are “higher-the-better,” “lower-the-better,” and “nominal-the-better.” For each level of process parameters, the signal-to-noise ratio (S/N) is based on the “orthogonal array” experiment, which significantly reduces the “variance” of the experiment by controlling the optimal parameter settings. The orthogonal array tables offers a set of balanced (minimum) experiments and the required results as an objective function for optimization, facilitating data analysis, and predicting the best results [208].
The experimental details using Taguchi method are summarized in the Table 6. This table shows that the lower-the-better (LTB) quality characteristic type is more useful to researchers than the higher-the-better (HTB), while the nominal-the-better (NTB) quality characteristic type is not adopted. Forty-two percent, 36%, and 11% of researchers adopted the dimension of the orthogonal table L27, L9, and L16, respectively; however, only one paper used L35, L25, L22, and L11. Additionally, “\({{\varvec{V}}}_{{\varvec{c}}}\),” “\({{\varvec{a}}}_{{\varvec{p}}}\),” and “\({\varvec{f}}\)” are the most three used common cutting parameters. It should be mentioned that 83% of the experiments were conducted for three levels, 14% for four levels, and one article for five levels.
Bilga et al. adopted in their study Taguchi techniques and ANOVA for selecting the optimal cutting parameters in order to reduce energy consumption in the turning process [115]. Fratila and Caizar used Taguchi methodology to optimize cutting fluid flow and milling parameters (axial depth of cut, feed rate, cutting speed, etc.), for AlMg3 machining with high-speed steel (HSS) cutting tool to achieve better surface roughness and lower cutting power [41]. The results show that the optimal cutting conditions for reducing energy consumption are minimum depth of cut as well as feed rate, minimum cutting speed, and maximum lubricant flow rate. Qasim et al. adopted Taguchi method and ANOVA to reduce cutting force, temperature, energy consumption, and deformed chip shape [57]. Bagaber and Yusoff evaluated the machining performance of coated carbide cutting tool for machining AISI 316 hard steels under dry turning technology [103]. The influence of cutting parameters such as cutting speed, feed rate, and depth of cut is determined using the central composite plane. The results adopted with ANOVA technique showed that the energy consumption is cutting speed proportional to cutting speed and tool wear, feed rate most significantly affects energy consumption and surface roughness, followed by cutting depth. Bhattacharya et al. examined the impacts of cutting parameters such as cutting speed, feed rate, and depth of cut on surface roughness and energy consumption using Taguchi techniques [38]. The results showed that power consumption and surface roughness are significantly affected by cutting speed.
Finally, in this powerful technique, the length of the orthogonal table depends on factor levels, and it is shown from the previous table that “three levels” is the most adopted. Additionally, “\({V}_{c}\)” and “\({a}_{p}\)” are studied in almost all these papers related to DoE; this is shows that the authors are more aware of the effect of these variables on energy saving.
7.2 Modeling techniques
For process planning phase, methods for modeling input–output process parameters can be economically advantageous. As shown in Table 7, there are a number of popular modeling methods, including response surface methodology (RSM), radial basis function (RBF), artificial neural network (ANN), kriging, fuzzy logic theory, and bottom-up approach (BUA). In this table, it can be noticed that RSM is the most used method by researchers (82% of researchers). This method was proposed by Box and Wilson [209], and it is based on the adaptability of empirical models to experimental data and offers good empirical modeling performance. It is based on a set of mathematical and statistical techniques to provide the relationship between responses and input decision variables in order to maximize or minimize response attributes. Furthermore, 7% of work used ANN which solved complex input–output and in-process parameter relationships for machining control problems [205]. Moreover, “kriging” model that entails approximating the output from deterministic data and defining the outcome as the realization of a stochastic process [210] is used by three papers. Finally, the fuzzy set used by two papers plays a vital role in modeling input–output relationships and in-process parameters.
Campatelli et al. optimized process parameters using a RSM to minimize energy consumption in milling process [129]. The results showed that the optimal radial engagement value which minimizes specific energy related to cutting efficiency reached 1 mm, and the optimal feed rate per tooth value is 0.12 mm. Camposeco-Negrete improved cutting parameters for turning AISI 6061 T6 aluminum using RSM and ANOVA to reduce machine tool energy consumption and surface roughness [114]. The results of this study showed that feed rate and depth of cut are the most important variables for reducing total specific energy consumption to 14%, while feed rate is the most important variable for reducing surface roughness to 360%.
Rajesh investigated the impact of cutting settings on machine energy consumption and tool life using RSM and desirability analysis [10]. This work showed that multiresponse optimization by desirability analysis reduces energy consumption to 13.55% and increases tool life to 22.12%. The most crucial parameter is cutting speed, which is followed by feed rate, depth of cut, and nose radius. Tlhabadira et al. developed a mathematical model for energy consumption optimization using response surface methodology (RSM) [157].
7.3 Mono-objective and multi-objective optimization
One of the most prevalent and important issues in both engineering development and scientific research is optimization issues. Optimization can be divided into two groups based on the number of optimized objective functions: single-objective optimization and multi-objective optimization issues.
7.3.1 Mono-objective optimization
Several techniques used by various researchers are listed in Table 8; these methods are generally based on meta-heuristic search including genetic algorithms (GA), neighborhood cultivation genetic algorithm (NCGA), Tabu search (TS), simulated annealing (SA), gray wolf optimization (GWO), artificial bee colony (ABC), and particle swarm optimization (PSO), and evolutionary strategy (ES). In the following subsection, parameters of these techniques are well presented. Methods that researchers adopted in recent years are critically evaluated in the section below.
7.3.2 Multi-objective optimization
Multi-objective optimization has many different approaches that have been proposed. However, this study only sought to the methods that were used in our reference papers, which were published between 2003 and 2021, as seen in Table 9. Forty-two percent and 29% of the researchers, respectively, used nondominated genetic sorting algorithm II (NGSA-II) and grey relational analysis (GRA). Multi-objective particle swarm optimization algorithm (MOPSO), multi-objective simulated annealing (MOSA), multi-objective genetic algorithm mode II (MOGA-II), multi-objective particle swarm optimized neural networks system (MOPSONNS), multi-objective improved teaching–learning-based optimization (MO-ITLBO), adaptive multi-objective particle swarm optimization (AMOPSO), augmented-enhanced normalized normal constraint (AENNC), meta-reinforcement learning (MRL), and multi-objective grey wolf optimization (MOGWO) are adopted for each paper.
NSGA is a popular method for multi-objective technique; it is widely adopted in various industrial optimization problem. As for manufacturing, it can give to practitioners to select the adapted solution from the pareto front. Whereas, the problems studied in these papers cannot be generalized to other similar machining process, since different machining parameters could not be the same. Here, sensitivity analysis is critical at this stage and could solve this problem.
7.3.3 Hybrid optimization method
The literature review indicates that some researchers used hybrid optimization methods; this approach is based on two techniques in order to achieve a rapid convergence of high quality. Khan et al. used the hybrid particle swarm optimization-firefly algorithm (PSO-FA) to solve nonlinear MOO problems with multiple variables for reducing specific energy, carbon emission, and product cost [175]. Furthermore, Gupta et al. introduced analytic hierarchy process (AHP) combined with TOPSIS to assess sustainability [199]. The decision criteria are cutting temperature, surface roughness, cutting force, energy consumption, and carbon emissions. Younas et al. used grey relational analysis (GRA) coupled with AHP to find the optimal combination of parameters for optimization of MRR, Ra, and SCE in turning process [134]. This study showed that the combination of these two techniques provides the best result. Song et al. proposed a MOO model for turning operations, aiming to simultaneously reduce energy consumption, machining cost, and machining time [135]. To solve this formulation, the authors proposed a dynamic multi-swarm particle swarm optimizer (DMS-PSO). Tanvir et al. used a hybrid whale optimization algorithm (WOA) to optimize cutting parameters for turning processes [108]. The results of this experience show that thanks to this hybrid algorithm, the number of experiments is greatly reduced and an optimal parameter combination is obtained. Xiao et al. optimized cutting parameters using adaptive particle swarm optimization (APSO) and NGSA-II in order to reduce energy efficiency and cost [87]; this approach assists manufacturers to make between energy usage and processing costs decision tradeoff. Kant and Sangwan used GRA with RSM to develop multi-objective predictive models to reduce power consumption and surface roughness [58]. The hybrid optimization methods are listed in Table 10.
Hybrid optimization techniques allow to develop powerful optimization tools. In one hand, the use of hybrid techniques helps decision makers to select optimal solution adapted to the process. In other hand, it can overcome the limitation of some optimization method, such as premature convergence, high computational time, and stability.
7.4 Meta-heuristics
7.4.1 Genetic algorithm (GA)
GA is based on the natural evolutionary process to solve the optimization problems, and its operating principle is “survival of the fittest.” Existing literature shows that GA are effective tools for obtaining global optimums [212]. GA using basic operators: population size, number of iterations, number of generations, crossover rate, and mutation rate. The values of the GA parameters implemented by the researchers in their optimization code are shown in Table 11. It can be seen that the population size parameter takes the following values: 20, 24, 40, 50, 60, 100, and 500. Some researchers set the number of iterations to 200 and 300. For the crossover rate, the researchers set it to 5 values, 0.6, 0.7, 0.8, 0.9, and 1. Finally, the mutation rate takes a minimum value of 0.001 and a maximum value of 0.2.
GA optimization technique is proposed to optimize machining parameters in multi-pass dry milling processes [117]. The objective in this study is to find a trade-off between processing time, energy consumption, and carbon emission through principal component analysis and regression analysis based on experimental data. Zhou et al. suggested using GA to optimize the cutting parameters for the end milling process [64], The aim of this work is to minimize the cutting time and energy consumption per unit of material. To reduce computation time of machining sequence search; Hu et al. adopted two algorithms which are deep first search (DFS) and GA [66]. Reducing energy consumption of the machine tool was used as objective function of this search; DFS can accurately find the optimal global solution. In contrast, GA generally takes less time to reach the best or near-optimal solution. As a result, GA is 30% or less likely to find the global optimal solution, and due to the nature of meta-heuristics, it often returns a near optimal solution.
7.4.2 Particle swarm optimization (PSO)
PSO is a meta-heuristic that allows finding the optimal solution in a reasonable processing time, except for large instances where the computation is intensive and requires considerable computing time. This method is based on “social interactions” between “agents” called “particles,” to reach a given objective in a common search space where each particle has a certain capacity for memorizing and processing information. This stochastic optimization meta-heuristic was proposed by Kennedy and Eberhart [213]. The correct configuration of the parameters of the PSO algorithm is a difficult task since it requires evaluating a large number of parameter combinations to find the most suitable settings. Population size, number of iterations, inertia weight (w), learning factors (C1 and C2), and velocity ranges (\({V}_{\mathrm{min}}\),\({V}_{\mathrm{max}}\)) are the parameters of the PSO, PSO-FA, MOPSO, and AMPSO algorithms. Table 12 lists the different parameter values adopted by some researchers; it is important to note that the selection of population size depends on the problem to be solved; in this study, there were 4 population sizes, 30, 50, and 60. Regarding the learning factor, there are in some cases where \({C}_{1}\) and \({C}_{2}\) have the same value, such as \({C}_{1}\)=\({C}_{2}\)= 1.4944 and \({C}_{1}\) =\({C}_{2}\)= 1. In other cases, \({C}_{1}\) was set to 1.5 and 0.9 and \({C}_{2}\) was set to 2 and 1.2. Researchers did not specify a maximum velocity \({V}_{\mathrm{max}}\) that could be used as an overall velocity limit affecting the PSO. Furthermore, some researchers have used in their experiences 50, 100, 200, and 300 iterations.
Deng et al. proposed the PSO approach to optimize a multi-objective optimization model, with the minimum processing time and highest carbon utilization efficiency defined as objectives; compared to the GA, PSO is more useful method in terms of accuracy and fast convergence [144]. The results of this study showed that the optimized machining parameters significantly reduce the carbon emission, processing time and remarkably improve the carbon utilization efficiency. Jang et al. used the PSO algorithm to minimize the specific cutting energy in a milling process [184]. Li et al. first analyzed the energy consumption characteristics of the multi-pass surfacing and then used the AMPSO algorithm, which aims to improve energy efficiency and minimize production costs [73]. To improve the efficiency of the PSO algorithm, Song et al. developed a DMS-PSO [135]. This multi-objective optimization model is aimed at simultaneously minimizing the energy consumption, machining cost, and cutting time of turning operation. The goal of using PSO is to obtain a fast convergence speed. However, PSO performed well in the first iteration, but it was inefficient to reach a near-optimal solution, and there was a risk of falling into a locally optimal solution. Due to these two problems, Li et al. proposed a new modified MOPSO algorithm [86]. In this study, the modified MOPSO was used to analyze the trade-offs between several objective functions: processing time and energy efficiency of the CNC machining process.
7.4.3 Cuckoo search (CS)
CS is a new nature-inspired meta-heuristic algorithm developed by Yang and Deb [214]; it is an effective approach for solving global optimization problems. CS is based on the parasitism of some cuckoo species. Moreover, the algorithm is improved by Levy flights [215], instead of a simple isotropic random walk. Recent research suggests that CS may be more efficient than PSO and GA [214].
Chen et al. used a MOCS method to solve a milling optimization model including tool and cutting parameters [75]. The objective of this approach is to reduce production time and energy consumption. For effective resolution, CS might be combined to other techniques. Zhang et al. proposed a hybrid cuckoo-gray wolf (CS-GWO) algorithm to find the best cutting parameters, intending to consume the minimum energy [145].
7.4.4 Tabu search (TS)
TS is a neighborhood method, using techniques that avoid local optima and cycles. This meta-heuristic has been developed by Fred Glover [216] and it is very successful due to the very satisfactory results obtained on a large number of problems. TS was proposed to solve multi-objective optimization models [65]; for the AISI 1045 steel milling process, this model is designed to maximize energy efficiency and reduce production time. The number of partition neighborhoods was set to 50, the length of the Tabu list was set to 7, the number of iterations was set to 100, and the number of initial solutions was set to 50.
7.4.5 Simulated annealing (SA)
SA is a meta-heuristic method that simulates the annealing process in metallurgy in order to guide the system from any initial state to the ground state with the lowest internal energy, it was created by Kirkpatrick et al. [217]. SA may be used to find the approximate value of the global minimum of a multivariate function [13]. The SA parameters are initial temperature (T0), end temperature (Te), temperature decreases function (Tk) and length of Markov chain (Lc). Luoke et al. used SA to find the optimal spindle speed (SRS) and feed rate that achieves the minimum machining energy consumption (MEC) of machine tools for turning operations [13]. The experimental results showed that SA can obtain the overall optimal value in a shorter computation time when the spindle speed and feed rate are 0.1 and 0.001, respectively. The optimal solution reduced the ECM to 19.28%. Hu et al. employed SA to optimize cutting parameters in order to reduce energy consumption in end face turning operation [68]. This study showed that SA has more than 96% probability of achieving the overall optimal value and can reduce energy consumption to 14.03%.
7.4.6 Grey wolf optimization (GWO)
GWO is a recently developed technique compared to the other ones, it is proposed by Mirjalili et al. [218]. This algorithm is inspired from the social hierarchy and hunting techniques of grey wolves in nature. The leadership hierarchy is divided into four types of grey wolves (alpha, beta, delta, and omega). Zhao et al. proposed the MOGWO method to find the best cutting parameters for a three-piece turning process [93]. Energy consumption and production time are optimized using these factors.
It is noticed that, in this kind of evolutionary algorithm, optimal solution is directly based on the value of some parameters: population size, crossover, and mutation rates. However, variation of these values has a great impact on the optimal solution which justifies the need of tuning these parameters in order to select the adapted value for the problem to be optimized. Moreover, the authors used a fixed number of iterations to obtain the optimal solution instead of “stopping criterion” which guarantee a better accuracy of optimal solution.
8 Optimization with cooling/lubrication techniques for energy saving
In manufacturing process, cutting fluids are used to increase tool life, decrease surface roughness, and improve overall machining process efficiency. Minimum quantity lubrication (MQL) technology improves overall machining performance in terms of cutting fluid consumption [188]. The cutting environment is an important parameter for energy consumption compared to others, as pump power in wet conditions and compressor power in MQL conditions are added for measuring the total energy [186]. To achieve environmentally friendly manufacturing, dry cutting is highly recommended [62]. In addition, dry cutting accounts for a large portion of processing costs [110], therefore, dry cutting is used for sustainable machining [211]. Figure 7 shows the different lubrication techniques used by the researchers between 2003 and 2021.

Techniques for lubrication and cooling
On the other hand, conventional emulsions with cooling/lubricating characteristics play a vital role to reduce tool wear, and to improve product quality, and machinability [199]. In this sense, several researchers used emulsions in the machining process namely Lu and Wang who used a mixture consisting of 5% emulsifier and 95% water by volume for the turning process of AISI 1045 steel [51, 77]. In the drilling operation of the same material, Jia et al. used a plain water-based emulsion [72]. Priarone et al. performed the turning experiments of Ti-48Al-2Cr-2Nb and Ti-6Al-4 V alloys through traditional flood cooling technology [147].
However, the massive use of emulsions is dangerous from the ecology point of view, as well as air, and water resources, which leads researchers to explore new ways to introduce biodegradable oil as an alternative to mineral-based emulsions. In the experiment of turning steel AISI 1045 [59], used a cutting fluid containing 3% vegetable oil emulsion. Also, Pereira et al. used the wet cutting lubricant which is a soluble biodegradable emulsified oil used to deal with aluminum alloy Al 7075 for milling operations [127]. In addition, Kara and Li conducted turning and milling experiments on two materials namely brass and mild steel under dry and wet cutting [43]. The coolant used in this experience contains almost no minerals and is mixed with water.
Researchers adopted various cooling/lubrication techniques in a single machining process. Mia et al. studied three types of cutting conditions for turning process of Ti-6Al-4 V alloy such as dry condition, single and double jet of cryogenic liquid nitrogen [195]. In the dry condition, no external cooling or lubrication is used, while in the single-jet condition, the cryogenic liquid nitrogen jet is sprayed onto the cutting surface, while in the double-jet condition, the jets are sprayed onto the cutting surface and the flank surface simultaneously. The results showed that cryogenic cooling jet-assisted turning operation is better than dry cutting in terms of the clean manufacturing environment, energy-saving, and improved cutting mode performance. Simultaneous application of two cryogenic nitrogen jets on the cutting surface and the flank surface is more effective than the application of a single cryogenic jet.
Gupta et al. discussed the potential of dry, LN2, and LN2 + MQL machining in turning process Ti-6Al-4 V titanium alloy [199]. The experimental results showed that in dry turning, the main costs include tooling costs and energy costs during operation. However, in the case of LN2 and LN2 + MQL cooling, these costs will be reduced because the tool wear is negligible and better results are obtained. Analysis of the results shows that LN2 plus MQL cooling consumes lower energy than dry cooling and LN2 cooling. Therefore, compared to dry cooling and LN2 hybrid cooling, LN2 + MQL gives the best results. Priarone et al. performed the turning of a Ti-6Al-4 V alloy under three conditions of wet, MQL, and dry cutting [183]. For wet cutting, the flood cooling system provides a water emulsion. For MQL, a plant aerosol delivered by compressed air is applied to the cutting area. Results showed that wet turning reduces overall energy requirements at higher cutting speeds, while dry turning is the better option to offset lubricant consumption. Under the selected cutting conditions, MQL does not appear to be a favorable solution. This is due to the consumption of air compressors, which are one of the most expensive equipment in industrial facilities. Mozammel Mia performed the end milling operation of AISI 1060 steel under the application of conventional oil and cryogenic condition through the tool by liquid nitrogen, in addition to dry cutting [196]. The experimental results showed that cryogenic cooling is more effective than dry cutting and conventional cutting oil. This cooling technology can improve surface quality, reduce the cutting force, improve the surface quality and reduce specific cutting energy, thereby improving durability. Cica et al. used three cutting conditions for the AISI 1045 steel turning process, namely flood cooling, MQL, and HPC environment, to evaluate the impact of the cooling/lubrication technique on SCE [188]. The experiments showed that the use of flood cooling increases the SCE requirements, compared to the MQL and HPC environments.
In recent years, the concept of minimal lubrication by nanofluid is adopted by Teimouri et al. [191] in the drilling process of AISI 1045 carbon steel. Also, Khan et al. dissolved smaller size graphite nanoparticles to produce graphite nanofluid in order to make the cutting fluid more efficient [193]. Thus, end milling experiments of AISI 1045 steel were conducted in MQL nanofluid conditions. The different cooling/lubrication techniques that can be used in machining processes namely: turning, milling, and drilling are summarized in Table 13.
The cutting condition proportions in material removal process between 2003 and 2022 are shown in Fig. 8. It can be clearly seen in this figure that half of the researchers employ the dry method due to its many benefits for durability, cleaner manufacturing, and human health. Additionally, 31% of machining processes use cutting fluids. Finally, over the past few years, 20% of research is moving to the use of modern cooling and lubrication technologies, such as HPC, MQL, cryogenic cooling, and hybrid cooling.

Cutting condition proportions adopted
It is shown that from this literature review that, dry cutting was considered as a clean and an efficient technology compared to processes that use coolant liquids until the development of new techniques such as MQL, NFMQL, HPC, and cryogenic lubrications. The MQL cutting conditions enhance the cutting tool life with maximum MMR and then minimize the SEC. The use of NFMQL in machining could save up to 50% of consumed energy as it uses 1000 times less of liquid, an advanced step toward saving energy is made when the hybrid NFMQL is proposed. Moreover, a mixed lubrication based on LN2 and MQL showed an improvement of energy saving, around 16% more compared to dry cutting. The other lubrication technology such as cryogenic is also a promising cooling method since it is known as nontoxic and nonexplosive liquid, and gives also better results in terms of energy saving, productivity as well as, product quality. Finally, the HPC machining environment is attracting recently researchers, however, more efforts are needed to investigate the effect on surface roughness and energy consumption since additional power is consumed to activate the hydraulic system.
9 Conclusions
In recent years, the industrial sector is gradually oriented toward a sustainable and cleaner production due to the increase in energy consumption and environmental pollution. In this context, our study provides a literature review of energy efficiency in the machining processes. In this review paper, we focused in three electronic scientific databases which are Web of Science, Scopus, and Google Scholar. A descriptive analysis of 166 papers published between 2003 and 2022 is clearly presented, a preliminary analysis shows that these articles are published in 37 scientific journals, and 2019 was an excellent year due to the large number of publications. Furthermore, the most used machining process is the conventional machining known as turning. Additionally, half of the researchers adopted AISI 1045 steel because of its low cost as well as ease of machining and “carbide” is the most commonly used cutting tool material in the studied research papers.
Studies over the past few decades have sought to provide more practical strategies for achieving energy and environmental objectives. It has been observed that the energy consumption for machining can be saved by optimizing the cutting parameters. Moreover, a reasonable selection of processing parameters can also contribute to extend tool life, reduce production costs, decrease carbon emissions, and improve production efficiency. Optimization of process parameters in machining operations (turning, milling, and drilling) is carried out in two steps: modeling the relationship between input–output and process parameters and determining optimal cutting conditions.
This work provides an overview of machining optimization methods with energy consideration, which are divided into five types, namely modeling techniques, experimental methods, multi-objective and single-objective optimization methods, and hybrid techniques optimization. Detailed definitions and descriptions are provided for all these optimization methods in order to present the regularly adopted parameters. Scientific research shows that “Taguchi” is the most widely used design of experiments (DoE) method (86% of researchers) and “response surface methodology” is the most popular modeling approach (82% of researchers). Additionally, meta-heuristics such as “genetic algorithms” and “particle swarm optimization” are commonly used for single-objective optimization, and half of researchers address multi-objective problems using “NSGA II” technique.
Since material removal process generates a lot of heat and consumes a lot of energy. In this case, an appropriate cooling liquid or cutting liquid should be used. Two types of lubrication/cooling technologies were identified from the literature review, including those used for clean manufacturing (e.g., dry machining, minimum quantity lubrication (MQL), cryogenic cooling, Hybrid cooling “MQL + LN2”), and conventional methods such as (traditional cooling, HPC). Some of these methods generate waste as well as environmental and social damage. Researchers have attempted to address machining components by integrating the three general dimensions of sustainability (economic, ecological and equity). Thus, based on experiments studied between 2003 and 2022, they reveal that revolutionary cryogenic technology offers a cost-effective and ecological solution; it is a promising metal-working technology in terms of energy saving.
Data availability
Not applicable.
Code availability
Not applicable.
References
Zink SD (2016) Energy information administration. Int Energy Outlook 10:260–270. https://doi.org/10.1515/mfir.1981.10.4.260
Matemilola S, Fadeyi O, Sijuade T (2020) Paris Agreement. Encycl Sustain Manag 1–5. https://doi.org/10.1007/978-3-030-02006-4
Bunse K, Vodicka M, Schönsleben P et al (2011) Integrating energy efficiency performance in production management - Gap analysis between industrial needs and scientific literature. J Clean Prod 19:667–679. https://doi.org/10.1016/j.jclepro.2010.11.011
Fysikopoulos A, Pastras G, Alexopoulos T, Chryssolouris G (2014) On a generalized approach to manufacturing energy efficiency. Int J Adv Manuf Technol 73:1437–1452. https://doi.org/10.1007/s00170-014-5818-3
Kreitlein S, Kupfer I, Mühlbauer M, Franke J (2015) The relative energy efficiency as standard for evaluating the energy efficiency of production processes based on the least energy demand. Appl Mech Mater 805:11–18. https://doi.org/10.4028/www.scientific.net/amm.805.11
Schudeleit T, Züst S, Weiss L, Wegener K (2016) The total energy efficiency index for machine tools. Energy 102:682–693. https://doi.org/10.1016/j.energy.2016.02.126
Schudeleit T, Züst S, Weiss L, Wegener K (2016) Machine tool energy efficiency—a component mapping-based approach. International Journal of Automation Technology 10:717–726. https://doi.org/10.20965/ijat.2016.p0717
Patterson MG (1996) What is energy efficiency? Concepts, indicators and methodological issues. Energy Policy 24:377–390. https://doi.org/10.1016/0301-4215(96)00017-1
Gutowski T, Dahmus J, Thiriez A (2006) Electrical energy requirements f or manuf acturing processes. Proceedings of 13th CIRP International Conference on Life Cycle Engineering 623–628
Bhushan RK (2013) Optimization of cutting parameters for minimizing power consumption and maximizing tool life during machining of Al alloy SiC particle composites. J Clean Prod 39:242–254. https://doi.org/10.1016/j.jclepro.2012.08.008
U.S. Energy Information Administration (2020) Total energy annual data - U.S. Energy Information Administration (EIA). https://www.eia.gov/totalenergy/data/annual/index.php. Accessed 4 Jan 2022
Zhou L, Li J, Li F et al (2017) An improved cutting power model of machine tools in milling process. Int J Adv Manuf Technol 91:2383–2400. https://doi.org/10.1007/s00170-016-9929-x
Luoke Hu, Tang Renzhonga CW, Feng Yixionga MX (2019) Optimisation of cutting parameters for improving energy efficiency in machining process. Robot Comput-Integr Manuf 59:406–416. https://doi.org/10.1016/j.rcim.2019.04.015
Yoon HS, Lee JY, Kim HS et al (2014) A comparison of energy consumption in bulk forming, subtractive, and additive processes: Review and case study. Int J Precis Eng Manuf - Green Technol 1:261–279. https://doi.org/10.1007/s40684-014-0033-0
Yingjie Z (2014) Energy efficiency techniques in machining process: a review. Int J Adv Manuf Technol 71:1123–1132. https://doi.org/10.1007/s00170-013-5551-3
Yoon HS, Kim ES, Kim MS et al (2015) Towards greener machine tools—a review on energy saving strategies and technologies. Renew Sustain Energy Rev 48:870–891. https://doi.org/10.1016/j.rser.2015.03.100
Zhang Y (2015) Review of recent advances on energy efficiency of machine tools for sustainability. Proc Inst Mech Eng B J Eng Manuf 229:2095–2108
Peralta Álvarez ME, Marcos Bárcena M, Aguayo González F (2017) On the sustainability of machining processes. Proposal for a unified framework through the triple bottom-line from an understanding review. J Clean Prod 142:3890–3904. https://doi.org/10.1016/j.jclepro.2016.10.071
Goindi GS, Sarkar P (2017) Dry machining: a step towards sustainable machining – Challenges and future directions. J Clean Prod 165:1557–1571. https://doi.org/10.1016/j.jclepro.2017.07.235
Zhou Z, Yao B, Xu W, Wang L (2017) Condition monitoring towards energy-efficient manufacturing: a review. Int J Adv Manuf Technol 91:3395–3415. https://doi.org/10.1007/s00170-017-0014-x
Zhao GY, Liu ZY, He Y et al (2017) Energy consumption in machining: classification, prediction, and reduction strategy. Energy 133:142–157. https://doi.org/10.1016/j.energy.2017.05.110
May G, Stahl B, Taisch M, Kiritsis D (2017) Energy management in manufacturing: from literature review to a conceptual framework. J Clean Prod 167:1464–1489. https://doi.org/10.1016/j.jclepro.2016.10.191
Lingling LC, Tang Y, Li L (2017) An integrated approach of process planning and cutting parameter optimization for energy-aware CNC machining. J Clean Prod 162:458–473. https://doi.org/10.1016/j.jclepro.2017.06.034
Moradnazhad M, Unver HO (2017) Energy efficiency of machining operations: a review. Proc Inst Mech Eng B J Eng Manuf 231:1871–1889. https://doi.org/10.1177/0954405415619345
Menghi R, Papetti A, Germani M, Marconi M (2019) Energy efficiency of manufacturing systems: a review of energy assessment methods and tools. J Clean Prod 240. https://doi.org/10.1016/j.jclepro.2019.118276
Narciso DAC, Martins FG (2020) Application of machine learning tools for energy efficiency in industry: a review. Energy Rep 6:1181–1199. https://doi.org/10.1016/j.egyr.2020.04.035
Pervaiz S, Kannan S, Deiab I, Kishawy H (2020) Role of energy consumption, cutting tool and workpiece materials towards environmentally conscious machining: a comprehensive review. Proc Inst Mech Eng B J Eng Manuf 234:335–354. https://doi.org/10.1177/0954405419875344
Khan AM, He N, Muhammad Jamil SMR (2020) Energy characterization and energy-saving strategies in sustainable machining processes: a state-of-the-art review. J Prod Syst Manuf Sci 1:1–24
Sihag N, Sangwan KS (2020) A systematic literature review on machine tool energy consumption. J Clean Prod 275:123125. https://doi.org/10.1016/j.jclepro.2020.123125
Daniyan I, Mpofu K, Ramatsetse B, Gupta M (2021) Review of life cycle models for enhancing machine tools sustainability: lessons, trends and future directions. Heliyon 7:e06790. https://doi.org/10.1016/j.heliyon.2021.e06790
Yusuf LA, Popoola K, Musa H (2021) A review of energy consumption and minimisation strategies of machine tools in manufacturing process. Int J Sustain Eng 14:1826–1842. https://doi.org/10.1080/19397038.2021.1964633
Walther J, Weigold M (2021) A systematic review on predicting and forecasting the electrical energy consumption in the manufacturing industry. Energies 14. https://doi.org/10.3390/en14040968
Garfield E (1964) “Science citation index”—a new dimension in indexing. Science 144:649–654. https://doi.org/10.1126/science.144.3619.649
Baas J, Schotten M, Plume A et al (2020) Scopus as a curated, high-quality bibliometric data source for academic research in quantitative science studies. Quant Sci Stud 1:377–386. https://doi.org/10.1162/qss_a_00019
Valderrama-Zurián JC, Aguilar-Moya R, Melero-Fuentes D, Aleixandre-Benavent R (2015) A systematic analysis of duplicate records in Scopus. J Informet 9:570–576. https://doi.org/10.1016/j.joi.2015.05.002
Lewandowski D (2010) Google Scholar as a tool for discovering journal articles in library and information science. Online Inf Rev 34:250–262. https://doi.org/10.1108/14684521011036972
Draganescu F, Gheorghe M, Doicin CV (2003) Models of machine tool efficiency and specific consumed energy. J Mater Process Technol 141:9–15. https://doi.org/10.1016/S0924-0136(02)00930-5
Bhattacharya A, Das S, Majumder P, Batish A (2009) Estimating the effect of cutting parameters on surface finish and power consumption during high speed machining of AISI 1045 steel using Taguchi design and ANOVA. Prod Eng Res Devel 3:31–40. https://doi.org/10.1007/s11740-008-0132-2
Aggarwal A, Singh H, Kumar P, Singh M (2008) Optimization of multiple quality characteristics for CNC turning under cryogenic cutting environment using desirability function. J Mater Process Technol 205:42–50. https://doi.org/10.1016/j.jmatprotec.2007.11.105
Aggarwal A, Singh H, Kumar P, Singh M (2008) Optimizing power consumption for CNC turned parts using response surface methodology and Taguchi’s technique—a comparative analysis. J Mater Process Technol 200:373–384. https://doi.org/10.1016/j.jmatprotec.2007.09.041
Fratila D, Caizar C (2011) Application of Taguchi method to selection of optimal lubrication and cutting conditions in face milling of AlMg3. J Clean Prod 19:640–645. https://doi.org/10.1016/j.jclepro.2010.12.007
Bayoumi AE, Yücesan G, Hutton DV (1994) On the closed form mechanistic modeling of milling: specific cutting energy, torque, and power. J Mater Eng Perform 3:151–158. https://doi.org/10.1007/BF02654511
Kara S, Li W (2011) Unit process energy consumption models for material removal processes. CIRP Ann Manuf Technol 60:37–40. https://doi.org/10.1016/j.cirp.2011.03.018
Li L, Yan J, Xing Z (2013) Energy requirements evaluation of milling machines based on thermal equilibrium and empirical modelling. J Clean Prod 52:113–121. https://doi.org/10.1016/j.jclepro.2013.02.039
Zhao G, Hou C, Qiao J, Cheng X (2016) Energy consumption characteristics evaluation method in turning. Adv Mech Eng 8:1–8. https://doi.org/10.1177/1687814016680737
Balogun VA, Gu H, Mativenga PT (2015) Improving the integrity of specific cutting energy coefficients for energy demand modelling. Proc Inst Mech Eng B J Eng Manuf 229:2109–2117. https://doi.org/10.1177/0954405414546145
Liu F, Xie J, Liu S (2015) A method for predicting the energy consumption of the main driving system of a machine tool in a machining process. J Clean Prod 105:171–177. https://doi.org/10.1016/j.jclepro.2014.09.058
Liu N, Zhang YF, Lu WF (2015) A hybrid approach to energy consumption modelling based on cutting power: a milling case. J Clean Prod 104:264–272. https://doi.org/10.1016/j.jclepro.2015.05.049
Huang J, Liu F, Xie J (2016) A method for determining the energy consumption of machine tools in the spindle start-up process before machining. Proc Inst Mech Eng B J Eng Manuf 230:1639–1649. https://doi.org/10.1177/0954405415600679
Chen X, Li C, Jin Y, Li L (2018) Optimization of cutting parameters with a sustainable consideration of electrical energy and embodied energy of materials. Int J Adv Manuf Technol 96:775–788. https://doi.org/10.1007/s00170-018-1647-0
Imani Asrai R, Newman ST, Nassehi A (2018) A mechanistic model of energy consumption in milling. Int J Prod Res 56:642–659. https://doi.org/10.1080/00207543.2017.1404160
Pawanr S, Garg GK, Routroy S (2022) A novel approach to model the energy consumption of machine tools for machining cylindrical parts. J Manuf Process 84:28–42. https://doi.org/10.1016/j.jmapro.2022.09.040
Aryan R, John F, Kumar S, Kumar A (2017) Optimization of turning parameters of AL-Alloy 6082 using taguchi method. Int J Adv Res Innov 5:268–275
Han F, Li L, Cai W, et al (2020) Parameters optimization considering the trade-off between cutting power and MRR based on Linear Decreasing Particle Swarm Algorithm in milling. J Clean Prod 262. https://doi.org/10.1016/j.jclepro.2020.121388
Wang Q, Liu F, Wang X (2014) Multi-objective optimization of machining parameters considering energy consumption. Int J Adv Manuf Technol 71:1133–1142. https://doi.org/10.1007/s00170-013-5547-z
Camposeco-Negrete C, de Dios Calderón Nájera J, Miranda-Valenzuela JC (2016) Optimization of cutting parameters to minimize energy consumption during turning of AISI 1018 steel at constant material removal rate using robust design. Int J Adv Manuf Technol 83:1341–1347. https://doi.org/10.1007/s00170-015-7679-9
Qasim A, Nisar S, Shah A et al (2015) Optimization of process parameters for machining of AISI-1045 steel using Taguchi design and ANOVA. Simul Model Pract Theory 59:36–51. https://doi.org/10.1016/j.simpat.2015.08.004
Kant G, Sangwan KS (2014) Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining. J Clean Prod 83:151–164. https://doi.org/10.1016/j.jclepro.2014.07.073
Sredanović B, Čiča Đ, Tešić S, Kramar D (2019) Optimization of cutting parameters for minimizing specific Cutting energy and maximizing productivity in turning of AISI 1045 steel. Int Sci J “Machines Technol Mater” 494:491–494
Zhong Q, Tang R, Peng T (2017) Decision rules for energy consumption minimization during material removal process in turning. J Clean Prod 140:1819–1827. https://doi.org/10.1016/j.jclepro.2016.07.084
Sangwan KS, Sihag N (2019) Multi-objective optimization for energy efficient machining with high productivity and quality for a turning process. Proc CIRP 80:67–72. https://doi.org/10.1016/j.procir.2019.01.022
Tian C, Zhou G, Zhang J, Zhang C (2019) Optimization of cutting parameters considering tool wear conditions in low-carbon manufacturing environment. J Clean Prod 226:706–719. https://doi.org/10.1016/j.jclepro.2019.04.113
Jiang Z, Gao D, Lu Y, Liu X (2019) Optimization of cutting parameters for trade - off among carbon emissions, surface roughness, and processing time. Chin J Mech Eng. https://doi.org/10.1186/s10033-019-0408-9
Zhou L, Li J, Li F et al (2018) Optimization parameters for energy efficiency in end milling. Proc CIRP 69:312–317. https://doi.org/10.1016/j.procir.2017.12.005
Li C, Li L, Tang Y et al (2016) A comprehensive approach to parameters optimization of energy-aware CNC milling. J Intell Manuf 30:123–138. https://doi.org/10.1007/s10845-016-1233-y
Hu L, Peng C, Evans S et al (2017) Minimising the machining energy consumption of a machine tool by sequencing the features of a part. Energy 121:292–305. https://doi.org/10.1016/j.energy.2017.01.039
Wójcicki J, Leonesio M, Bianchi G (2018) Integrated energy analysis of cutting process and spindle subsystem in a turning machine. J Clean Prod. https://doi.org/10.1016/j.jclepro.2017.09.234
Hu L, Cai W, Shu L et al (2021) Energy optimisation for end face turning with variable material removal rate considering the spindle speed changes. Int J Precis Eng Manuf - Green Technol 8:625–638. https://doi.org/10.1007/s40684-020-00210-w
Yi Q, Li C, Ji Q et al (2019) Design optimization of lathe spindle system for optimum energy efficiency. J Clean Prod. https://doi.org/10.1016/j.jclepro.2019.119536
Lv J, Peng T, Tang R (2019) Energy modeling and a method for reducing energy loss due to cutting load during machining operations. Proc Inst Mech Eng B J Eng Manuf 233:699–710. https://doi.org/10.1177/0954405418769922
Khalilpourazari S, Khalilpourazary S, Özyüksel Çiftçioğlu A, Weber GW (2021) Designing energy-efficient high-precision multi-pass turning processes via robust optimization and artificial intelligence. J Intell Manuf 32:1621–1647. https://doi.org/10.1007/s10845-020-01648-0
Jia S, Yuan Q, Cai W et al (2019) Establishing prediction models for feeding power and material drilling power to support sustainable machining. Int J Adv Manuf Technol 100:2243–2253. https://doi.org/10.1007/s00170-018-2861-5
Li C, Chen X, Tang Y, Li L (2017) Selection of optimum parameters in multi-pass face milling for maximum energy efficiency and minimum production cost. J Clean Prod 140:1805–1818. https://doi.org/10.1016/j.jclepro.2016.07.086
Yan J, Li L (2013) Multi-objective optimization of milling parameters-the trade-offs between energy, production rate and cutting quality. J Clean Prod 52:462–471. https://doi.org/10.1016/j.jclepro.2013.02.030
Chen X, Li C, Tang Y et al (2019) Integrated optimization of cutting tool and cutting parameters in face milling for minimizing energy footprint and production time. Energy 175:1021–1037. https://doi.org/10.1016/j.energy.2019.02.157
Wang YC, Kim DW, Katayama H, Hsueh WC (2018) Optimization of machining economics and energy consumption in face milling operations. Int J Adv Manuf Technol 99:2093–2100. https://doi.org/10.1007/s00170-018-1848-6
Pimenov DY, Abbas AT, Gupta MK et al (2020) Investigations of surface quality and energy consumption associated with costs and material removal rate during face milling of AISI 1045 steel. Int J Adv Manuf Technol 107:3511–3525. https://doi.org/10.1007/s00170-020-05236-7
Mori M, Fujishima M, Inamasu Y, Oda Y (2011) A study on energy efficiency improvement for machine tools. CIRP Ann Manuf Technol 60:145–148. https://doi.org/10.1016/j.cirp.2011.03.099
Zhang H, Deng Z, Fu Y et al (2017) A process parameters optimization method of multi-pass dry milling for high efficiency, low energy and low carbon emissions. J Clean Prod 148:174–184. https://doi.org/10.1016/j.jclepro.2017.01.077
Iván La Perdomo F, Quiza R, Haeseldonckx D, Rivas M (2019) Sustainability - Focused Multi - objective Optimization of a Turning process. Int J Precis Eng Manuf-Green Technol. https://doi.org/10.1007/s40684-019-00122-4
Lu C, Gao L, Li X, Chen P (2016) Energy-efficient multi-pass turning operation using multi-objective backtracking search algorithm. J Clean Prod 137:1516–1531. https://doi.org/10.1016/j.jclepro.2016.07.029
Mariyeh M, Unver HO (2016) Energy consumption characteristics of turn-mill machining. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-016-9868-6
He K, Tang R, Jin M (2017) Pareto fronts of machining parameters for trade-off among energy consumption, cutting force and processing time. Int J Prod Econ 185:113–127. https://doi.org/10.1016/j.ijpe.2016.12.012
Pawanr Shailendra, Garg Girish Kant, Routroy Srikanta (2020) Multi-objective optimization of machining parameters to minimize surface roughness and power consumption using TOPSIS. Procedia CIRP. Elsevier B.V., pp 116–120
Mativenga PT, Rajemi MF (2011) Calculation of optimum cutting parameters based on minimum energy footprint. CIRP Ann Manuf Technol 60:149–152. https://doi.org/10.1016/j.cirp.2011.03.088
Li C, Xiao Q, Tang Y, Li L (2016) A method integrating Taguchi, RSM and MOPSO to CNC machining parameters optimization for energy saving. J Clean Prod 135:263–275. https://doi.org/10.1016/j.jclepro.2016.06.097
Xiao Y, Jiang Z, Gu Q et al (2021) A novel approach to CNC machining center processing parameters optimization considering energy-saving and low-cost. J Manuf Syst 59:535–548. https://doi.org/10.1016/j.jmsy.2021.03.023
Pangestu P, Pujiyanto E, Rosyidi CN (2021) Multi-objective cutting parameter optimization model of multi-pass turning in CNC machines for sustainable manufacturing. Heliyon 7:e06043. https://doi.org/10.1016/j.heliyon.2021.e06043
Zhao G, Guo YB, Zhu P, Zhao Y (2018) Energy consumption characteristics and influence on surface quality in milling. Proc CIRP 71:111–115. https://doi.org/10.1016/j.procir.2018.05.081
Liu ZJ, Sun DP, Lin CX et al (2016) Multi-objective optimization of the operating conditions in a cutting process based on low carbon emission costs. J Clean Prod 124:266–275. https://doi.org/10.1016/j.jclepro.2016.02.087
Xie N, Zhou J, Zheng B (2018) Selection of optimum turning parameters based on cooperative optimization of minimum energy consumption and high surface quality. Proc CIRP 72:1469–1474. https://doi.org/10.1016/j.procir.2018.03.099
Camposeco-Negrete C, de Dios Calderón-Nájera J (2019) Sustainable machining as a mean of reducing the environmental impacts related to the energy consumption of the machine tool: a case study of AISI 1045 steel machining. Int J Adv Manuf Technol 102:27–41https://doi.org/10.1007/s00170-018-3178-0
Zhao X, Li C, Chen X et al (2022) Data-driven cutting parameters optimization method in multiple configurations machining process for energy consumption and production time saving. Int J Precis Eng Manuf - Green Technol 9:709–728. https://doi.org/10.1007/s40684-021-00373-0
Sangwan KS, Kant G (2017) Optimization of machining parameters for improving energy efficiency using integrated response surface methodology and genetic algorithm approach. In: Procedia CIRP. The Author(s), pp 517–522
Pujiyanto E, Rosyidi CN, Hisjam M, Liquddanu E (2022) Sustainable multi-objective optimization of a machining parameter model for multi-pass turning processes. Cogent Eng 9. https://doi.org/10.1080/23311916.2022.2108154
Jia S, Wang S, Lv J, et al (2022) Multi‐objective optimization of CNC turning process parameters considering transient-steady state energy consumption. Sustainability (Switzerland) 13. https://doi.org/10.3390/su132413803
Salem A, Hegab H, Rahnamayan S, Kishawy HA (2022) Multi-objective optimization and innovization-based knowledge discovery of sustainable machining process. J Manuf Syst 64:636–647. https://doi.org/10.1016/j.jmsy.2022.04.013
Kuram E, Ozcelik B, Bayramoglu M et al (2013) Optimization of cutting fl uids and cutting parameters during end milling by using D-optimal design of experiments. J Clean Prod 42:159–166. https://doi.org/10.1016/j.jclepro.2012.11.003
Kaladhar M (2020) Optimization of machining parameters when machining beyond recommended cutting speed. World J Eng 17:739–749. https://doi.org/10.1108/WJE-01-2020-0018
Su Y, Zhao G, Zhao Y, et al (2020) Multi-objective optimization of cutting parameters in turning AISI 304 austenitic stainless steel. Metals 10. https://doi.org/10.3390/met10020217
Nguyen TT, Mia M, Dang XP et al (2020) Green machining for the dry milling process of stainless steel 304. Proc Inst Mech Eng B J Eng Manuf 234:881–899. https://doi.org/10.1177/0954405419888126
Xiao Q, Li C, Tang Y et al (2019) A knowledge-driven method of adaptively optimizing process parameters for energy efficient turning. Energy 166:142–156. https://doi.org/10.1016/j.energy.2018.09.191
Bagaber SA, Yusoff AR (2018) Multi-responses optimization in dry turning of a stainless steel as a key factor in minimum energy. Int J Adv Manuf Technol 96:1109–1122. https://doi.org/10.1007/s00170-018-1668-8
Abdullah S, Razlan A (2019) Energy and cost integration for multi-objective optimisation in a sustainable turning process. Measurement 136:795–810. https://doi.org/10.1016/j.measurement.2018.12.096
Xiao Q, Li C, Tang Y, Li L (2021) Meta-reinforcement learning of machining parameters for energy-efficient process control of flexible turning operations. IEEE Trans Autom Sci Eng 18:5–18. https://doi.org/10.1109/TASE.2019.2924444
Li X, Liu Z, Liang X (2019) Tool wear, surface topography, and multi-objective optimization of cutting parameters during machining AISI 304 austenitic stainless steel flange. Metals 9. https://doi.org/10.3390/met9090972
Nur R, Yusof NM, Sudin I et al (2021) Determination of energy consumption during turning of hardened stainless steel using resultant cutting force. Metals 11:1–14. https://doi.org/10.3390/met11040565
Tanvir MH, Hussain A, Rahman MMT, et al (2020) Multi-objective optimization of turning operation of stainless steel using a hybrid whale optimization algorithm. J Manuf Mater Process 4. https://doi.org/10.3390/jmmp4030064
Ahmed YS, Youssef H, El-Hofy H, Ahmed M (2018) Prediction and optimization of drilling parameters in drilling of AISI 304 and AISI 2205 steels with pvd monolayer and multilayer coated drills. J Manuf Mater Process 2. https://doi.org/10.3390/jmmp2010016
Alok A, Das M (2019) Multi-objective optimization of cutting parameters during sustainable dry hard turning of AISI 52100 steel with newly develop HSN2-coated carbide insert. Measurement 133:288–302. https://doi.org/10.1016/j.measurement.2018.10.009
Bagaber SA, Yusoff AR (2017) Effect of cutting parameters on sustainable machining performance of coated carbide tool in dry turning process of stainless steel 316. AIP Conf Proc 1828. https://doi.org/10.1063/1.4979384
Hanafi I, Khamlichi A, Cabrera FM et al (2012) Optimization of cutting conditions for sustainable machining of PEEK-CF30 using TiN tools. J Clean Prod 33:1–9. https://doi.org/10.1016/j.jclepro.2012.05.005
Camposeco-Negrete C (2013) Optimization of cutting parameters for minimizing energy consumption in turning of AISI 6061 T6 using Taguchi methodology and ANOVA. J Clean Prod 53:195–203. https://doi.org/10.1016/j.jclepro.2013.03.049
Camposeco-Negrete C (2015) Optimization of cutting parameters using response surface method for minimizing energy consumption and maximizing cutting quality in turning of AISI 6061 T6 aluminum. J Clean Prod 91:109–117. https://doi.org/10.1016/j.jclepro.2014.12.017
Bilga PS, Singh S, Kumar R (2016) Optimization of energy consumption response parameters for turning operation using Taguchi method. J Clean Prod 137:1406–1417. https://doi.org/10.1016/j.jclepro.2016.07.220
Anand Y, Gupta A, Abrol A et al (2016) Optimization of machining parameters for green manufacturing. Cogent Eng 3:1–16. https://doi.org/10.1080/23311916.2016.1153292
Zhang H, Deng Z, Yahui Fu, Linlin Wan WL (2017) Optimization of process parameters for minimum energy consumption based on cutting specific energy consumption. J Clean Prod 166:1407–1414. https://doi.org/10.1016/j.jclepro.2017.08.022
Adinarayana M, Prasanthi GK (2014) Parametric analysis and multi objective optimization of cutting parameters in turning operation of AISI 4340 alloy steel with CVD cutting tool. Int J Res Eng Technol 03:449–456. https://doi.org/10.15623/ijret.2014.0302079
Chabbi A, Yallese MA, Meddour I et al (2017) Predictive modeling and multi-response optimization of technological parameters in turning of polyoxymethylene polymer (POM C) using RSM and desirability function. Measurement 95:99–115. https://doi.org/10.1016/j.measurement.2016.09.043
Albertelli P, Keshari A, Matta A (2016) Energy oriented multi cutting parameter optimization in face milling. J Clean Prod 137:1602–1618. https://doi.org/10.1016/j.jclepro.2016.04.012
Garg A, Lam JSL, Gao L (2015) Energy conservation in manufacturing operations: modelling the milling process by a new complexity-based evolutionary approach. J Clean Prod 108:34–45. https://doi.org/10.1016/j.jclepro.2015.06.043
Sealy MP, Liu ZY, Zhang D et al (2015) Energy consumption and modeling in precision hard milling. J Clean Prod 135:1591–1601. https://doi.org/10.1016/j.jclepro.2015.10.094
Xu L, Huang C, Li C et al (2020) A novel intelligent reasoning system to estimate energy consumption and optimize cutting parameters toward sustainable machining. J Clean Prod 261:121160. https://doi.org/10.1016/j.jclepro.2020.121160
He Z, Shi T, Xuan J et al (2020) A study on multivariable optimization in precision manufacturing using MOPSONNS. Int J Precis Eng Manuf 21:2011–2026. https://doi.org/10.1007/s12541-020-00402-z
Nguyen T (2021) An energy-efficient optimization of the hard turning using rotary tool. Neural Comput Appl 2. https://doi.org/10.1007/s00521-020-05149-2
Kumar R, Jesudoss NR, Iulian C, Jennifa JA (2019) Multi-objective optimization of green technology thermal drilling process using grey-fuzzy logic method. J Clean Prod 236:117711. https://doi.org/10.1016/j.jclepro.2019.117711
Pereira RBD, Leite RR, Alvim AC et al (2017) Multi-objective robust optimization of the sustainable helical milling process of the aluminum alloy Al 7075 using the augmented-enhanced normalized normal constraint method. J Clean Prod 152:474–496. https://doi.org/10.1016/j.jclepro.2017.03.121
Nguyen TT, Le CH (2021) Optimization of compressed air assisted-turning-burnishing process for improving machining quality, energy reduction and cost-effectiveness. Proc Inst Mech Eng B J Eng Manuf 235:1179–1196. https://doi.org/10.1177/0954405420976661
Campatelli G, Lorenzini L, Scippa A (2014) Optimization of process parameters using a response surface method for minimizing power consumption in the milling of carbon steel. J Clean Prod 66:309–316. https://doi.org/10.1016/j.jclepro.2013.10.025
Velchev S, Kolev I, Ivanov K, Gechevski S (2014) Empirical models for speci fi c energy consumption and optimization of cutting parameters for minimizing energy consumption during turning. J Clean Prod 80:139–149. https://doi.org/10.1016/j.jclepro.2014.05.099
Wang W, Tian G, Chen M et al (2019) Dual-objective program and improved artificial bee colony for the optimization of energy-conscious milling. J Clean Prod. https://doi.org/10.1016/j.jclepro.2019.118714
Nguyen TT (2019) Prediction and optimization of machining energy, surface roughness, and production rate in SKD61 milling. Measurement 136:525–544. https://doi.org/10.1016/j.measurement.2019.01.009
Shi KN, Liu N, Wang SB et al (2019) Experimental and theoretical investigation of milling tool selection towards energy-efficient process planning in discrete parts manufacturing. Int J Adv Manuf Technol 104:1099–1107. https://doi.org/10.1007/s00170-019-03960-3
Younas M, Jaffery SHI, Khan M et al (2019) Multi-objective optimization for sustainable turning Ti6Al4V alloy using grey relational analysis (GRA) based on analytic hierarchy process (AHP). Int J Adv Manuf Technol 105:1175–1188. https://doi.org/10.1007/s00170-019-04299-5
Song L, Shi J, Pan A et al (2020) A dynamic multi-swarm particle swarm optimizer for multi-objective optimization of machining operations considering efficiency and energy consumption. Energies. https://doi.org/10.3390/en13102616
Tian C, Zhou G, Lu F et al (2020) An integrated multi-objective optimization approach to determine the optimal feature processing sequence and cutting parameters for carbon emissions savings of CNC machining. Int J Comput Integr Manuf 00:1–17. https://doi.org/10.1080/0951192X.2020.1775303
Park HS, Nguyen TT, Dang XP (2016) Multi-objective optimization of turning process of hardened material for energy efficiency. Int J Precis Eng Manuf 17:1623–1631. https://doi.org/10.1007/s12541-016-0188-4
Kumar R, Bilga PS, Singh S (2017) Multi objective optimization using different methods of assigning weights to energy consumption responses, surface roughness and material removal rate during rough turning operation. J Clean Prod. https://doi.org/10.1016/j.jclepro.2017.06.077
Zhang L, Zhang B, Bao H, Huang H (2018) Optimization of cutting parameters for minimizing environmental impact: considering energy efficiency, noise emission and economic dimension. Int J Precis Eng Manuf 19:613–624. https://doi.org/10.1007/s12541-018-0074-3
Warsi SS, Agha MH, Ahmad R et al (2019) Sustainable turning using multi-objective optimization: a study of Al 6061 T6 at high cutting speeds. Int J Adv Manuf Technol 100:843–855. https://doi.org/10.1007/s00170-018-2759-2
Imran Jaffery SH, Younas M, Khan M, Ali L (2020) Energy consumption analysis in turning Ti-6Al-4V alloy. Proceedings of 2020 IEEE 11th International Conference on Mechanical and Intelligent Manufacturing Technologies, ICMIMT 2020 18–21. https://doi.org/10.1109/ICMIMT49010.2020.9041194
Kumar N, Atul S (2017) Modelling and multiobjective optimization for productivity improvement in high speed milling of Ti – 6Al – 4V using RSM and GA. J Braz Soc Mech Sci Eng. https://doi.org/10.1007/s40430-017-0804-y
Ic YT, Saraloğlu Güler E, Cabbaroğlu C et al (2018) Optimisation of cutting parameters for minimizing carbon emission and maximising cutting quality in turning process. Int J Prod Res 56:4035–4055. https://doi.org/10.1080/00207543.2018.1442949
Deng Z, Lv L, Huang W et al (2019) Modelling of carbon utilisation efficiency and its application in milling parameters optimisation. Int J Prod Res 58:2406–2420. https://doi.org/10.1080/00207543.2019.1633026
Zhang X, Yu T, Dai Y et al (2020) Energy consumption considering tool wear and optimization of cutting parameters in micro milling process. Int J Mech Sci 178:105628. https://doi.org/10.1016/j.ijmecsci.2020.105628
Arriaza OV, Kim DW, Lee DY, Suhaimi MA (2017) Trade-off analysis between machining time and energy consumption in impeller NC machining. Robot Comput-Integr Manuf 43:164–170. https://doi.org/10.1016/j.rcim.2015.09.014
Priarone PC, Robiglio M, Settineri L et al (2018) On the concurrent optimization of environmental and economic targets for machining. J Clean Prod. https://doi.org/10.1016/j.jclepro.2018.04.163
Li L, Liu F, Chen B, Li CB (2013) Multi-objective optimization of cutting parameters in sculptured parts machining based on neural network. J Intell Manuf 26:891–898. https://doi.org/10.1007/s10845-013-0809-z
Li JG, Lu Y, Zhao H et al (2014) Optimization of cutting parameters for energy saving. Int J Adv Manuf Technol 70:117–124. https://doi.org/10.1007/s00170-013-5227-z
Pawanr S, Garg GK (2019) Selection of optimum cutting parameters for minimization of specific energy consumption during machining of Al 6061. J Phys 1240. https://doi.org/10.1088/1742-6596/1240/1/012064
Li B, Zheng H, Yang X, et al (2020) Energy optimization for motorized spindle system of machine tools under minimum thermal effects and maximum productivity constraints. Energies 13. https://doi.org/10.3390/en13226032
Wang B, Liu Z, Song Q et al (2016) Proper selection of cutting parameters and cutting tool angle to lower the specific cutting energy during high speed machining of 7050–T7451 aluminum alloy. J Clean Prod 129:292–304. https://doi.org/10.1016/j.jclepro.2016.04.071
Rajemi MF, Mativenga PT, Aramcharoen A (2010) Sustainable machining: selection of optimum turning conditions based on minimum energy considerations. J Clean Prod 18:1059–1065. https://doi.org/10.1016/j.jclepro.2010.01.025
Arif M, Stroud IA, Akten O (2014) A model to determine the optimal parameters for sustainable-energy machining in a multi-pass turning operation. Proc Inst Mech Eng B J Eng Manuf 228:866–877. https://doi.org/10.1177/0954405413508945
Wójcicki J, Bianchi G, Tolio T (2018) Hierarchical modelling framework for machine tool energy optimization. J Clean Prod 204:1044–1059. https://doi.org/10.1016/j.jclepro.2018.09.030
Nguyen TT, Duong QD, Mia M (2020) Sustainability-based optimization of the rotary turning of the hardened steel. Metals 10:1–22. https://doi.org/10.3390/met10070939
Tlhabadira I, Daniyan IA, Masu L, Mpofu K (2021) Development of a model for the optimization of energy consumption during the milling operation of titanium alloy (Ti6Al4V). Mater Today 38:614–620. https://doi.org/10.1016/j.matpr.2020.03.477
Trifunović M, Madić M, Janković P, et al (2021) Investigation of cutting and specific cutting energy in turning of POM-C using a PCD tool: analysis and some optimization aspects. J Clean Prod 303. https://doi.org/10.1016/j.jclepro.2021.127043
Camposeco-Negrete C (2013) Optimization of cutting parameters using robust design for minimizing energy consumption in turning of AISI 1018 steel with constant material removal rate. 11th Global Conf Sustain Manuf 53:149–152
Kulkarni A, Mandave H, Sabnis V (2014) Optimization of power consumption for CNC turning of AISI 1040 steel using Taguchi approach. Int J Innov Res Sci Eng Technol 03:15383–15390. https://doi.org/10.15680/ijirset.2014.0308043
Nur R, Kurniawan D, Noordin MY, Izman S (2015) Optimizing power consumption for sustainable dry turning of treated aluminum alloy. Proc Manuf 2:558–562. https://doi.org/10.1016/j.promfg.2015.07.096
Camposeco-Negrete C, de Dios Calderón-Nájera J (2019) Optimization of energy consumption and surface roughness in slot milling of AISI 6061 T6 using the response surface method. Int J Adv Manuf Technol 103:4063–4069. https://doi.org/10.1007/s00170-019-03848-2
Belloufi A, Abdelkrim M, Bouakba M, Rezgui I (2017) Minimization of energy and surface roughness of the products machined by milling. IOP Conf Ser: Mater Sci Eng 227. https://doi.org/10.1088/1757-899X/227/1/012016
Wang L, He Y, Li Y et al (2019) Modeling and analysis of specific cutting energy of whirling milling process based on cutting parameters. Proc CIRP 80:56–61. https://doi.org/10.1016/j.procir.2019.01.028
Xu LH, Huang CZ, Niu JH et al (2021) Prediction of cutting power and surface quality, and optimization of cutting parameters using new inference system in high-speed milling process. Adv Manuf 9:388–402. https://doi.org/10.1007/s40436-020-00339-6
Meral G, Sarıkaya M, Mia M et al (2019) Multi-objective optimization of surface roughness, thrust force, and torque produced by novel drill geometries using Taguchi-based GRA. Int J Adv Manuf Technol 101:1595–1610. https://doi.org/10.1007/s00170-018-3061-z
Trifunović M, Madić M, Radovanović M (2020) Pareto optimization of multi-pass turning of grey cast iron with practical constraints using a deterministic approach. Int J Adv Manuf Technol 110:1893–1909. https://doi.org/10.1007/s00170-020-05994-4
Li B, Tian X, Zhang M (2022) Modeling and multi-objective optimization method of machine tool energy consumption considering tool wear. Int J Precis Eng Manuf - Green Technol 9:127–141. https://doi.org/10.1007/s40684-021-00320-z
Younas M, Jaffery SHI, Khan A, Khan M (2021) Development and analysis of tool wear and energy consumption maps for turning of titanium alloy (Ti6Al4V). J Manuf Process 62:613–622. https://doi.org/10.1016/j.jmapro.2020.12.060
Pawanr S, Garg GK, Routroy S (2022) Prediction of energy consumption of machine tools using multi-gene genetic programming. Mater Today 58:135–139. https://doi.org/10.1016/j.matpr.2022.01.156
Li W, Li B, He S et al (2022) A novel milling parameter optimization method based on improved deep reinforcement learning considering machining cost. J Manuf Process 84:1362–1375. https://doi.org/10.1016/j.jmapro.2022.11.015
Akkuş H, Yaka H (2022) Optimization of cutting parameters in turning of titanium alloy (grade 5) by analysing surface roughness, tool wear and energy consumption. Exp Tech 46:945–956. https://doi.org/10.1007/s40799-021-00525-6
Zaidi SR, Ul Qadir N, Jaffery SHI, et al (2022) Statistical analysis of machining parameters on burr formation, surface roughness and energy consumption during milling of aluminium alloy Al 6061-T6. Materials 15. https://doi.org/10.3390/ma15228065
Usca ÜA, Şap S, Uzun M et al (2022) Estimation, optimization and analysis based investigation of the energy consumption in machinability of ceramic-based metal matrix composite materials. J Market Res 17:2987–2998. https://doi.org/10.1016/j.jmrt.2022.02.055
Xiao Y, Zhao R, Yan W, Zhu X (2022) Analysis and Evaluation of Energy Consumption and Carbon Emission Levels of Products Produced by Different Kinds of Equipment Based on Green Development Concept. Sustainability (Switzerland) 14. https://doi.org/10.3390/su14137631
Fernando R, Gamage J, Karunathilake H (2022) Sustainable machining: environmental performance analysis of turning. Int J Sustain Eng 15:15–34. https://doi.org/10.1080/19397038.2021.1995524
Ochengo D, Liang L, Wei Z, Ning H (2022) Optimization of surface quality and power consumption in machining hardened AISI 4340 steel. Adv Mater Sci Eng 2022. https://doi.org/10.1155/2022/2675003
Jin Z, Kang X (2022) Speci c cutting energy and surface roughness in high-speed dry milling of 30CrMnSiNi2A steel with CVD and PVD coated inserts. https://doi.org/10.21203/rs.3.rs-1925819/v1 License
Najiha MS, Rahman MM, Kadirgama K, Noor MM, Ramasamy D (2015) Multi-objective optimization of minimum quantity lubrication in end milling of aluminum alloy AA6061T6. Int J Automot Mech Eng (IJAME) 12:3003–3017
Tamang SK, Chandrasekaran M (2019) Machining performance optimisation of MQL-assisted turning of Inconel-825 superalloy using GA for industrial applications. Int J Mach Mach Mater 21:43–64. https://doi.org/10.1504/ijmmm.2019.098066
Gupta MK, Sood PK, Singh G, Sharma VS (2017) Sustainable machining of aerospace material – Ti (grade-2) alloy: Modeling and optimization. J Clean Prod 147:614–627. https://doi.org/10.1016/j.jclepro.2017.01.133
Zhang Y, Zou P, Li B, Liang S (2015) Study on optimized principles of process parameters for environmentally friendly machining austenitic stainless steel with high efficiency and little energy consumption. Int J Adv Manuf Technol 79:89–99. https://doi.org/10.1007/s00170-014-6763-x
Priarone PC, Robiglio M, Settineri L, Tebaldo V (2016) Modelling of specific energy requirements in machining as a function of tool and lubricoolant usage. CIRP Ann Manuf Technol 65:25–28. https://doi.org/10.1016/j.cirp.2016.04.108
Jang DY, Jung J, Seok J (2016) Modeling and parameter optimization for cutting energy reduction in MQL milling process. Int J Precis Eng Manuf - Green Technol 3:5–12. https://doi.org/10.1007/s40684-016-0001-y
Domingo R, de Agustina B, Marín MM (2020) Study of drilling process by cooling compressed air in reinforced polyether-ether-ketone. Materials 13. https://doi.org/10.3390/MA13081965
Dambhare SG, Deshmukh SJ, Borade AB (2015) Machining parameter optimization in turning process for sustainable manufacturing. Int J Ind Eng Comput 6:327–338. https://doi.org/10.5267/j.ijiec.2015.3.002
Mia M (2018) Mathematical modeling and optimization of MQL assisted end milling characteristics based on RSM and Taguchi method. Measurement 121:249–260. https://doi.org/10.1016/j.measurement.2018.02.017
Cica D, Sredanovic B, Tesic S, Kramar D (2020) Optimisation of turning parameters for minimising specific cutting energy with use of different cooling/lubricating techniques. Int J Mach Mach Mater 22:153–164. https://doi.org/10.1504/IJMMM.2020.105665
Khan AM, Jamil M, Salonitis K, et al (2019) Multi-objective optimization of energy consumption and surface quality in nanofluid SQCl assisted face milling. Energies 12. https://doi.org/10.3390/en12040710
Vu NC, Dang XP, Huang SC (2021) Multi-objective optimization of hard milling process of AISI H13 in terms of productivity, quality, and cutting energy under nanofluid minimum quantity lubrication condition. Meas Control (U K) 54:820–834. https://doi.org/10.1177/0020294020919457
Teimouri R, Amini S, Lotfi M, Alinaghian M (2019) Sustainable drilling process of 1045 steel plates regarding minimum energy consumption and desired work quality. Int J Light Mater Manuf 2:397–406. https://doi.org/10.1016/j.ijlmm.2019.04.011
Khan AM, Liang L, Mia M et al (2021) Development of process performance simulator (PPS) and parametric optimization for sustainable machining considering carbon emission, cost and energy aspects. Renew Sustain Energy Rev 139:110738. https://doi.org/10.1016/j.rser.2021.110738
Khan AM, Gupta MK, Hegab H, et al (2020) Energy-based cost integrated modelling and sustainability assessment of Al-GnP hybrid nanofluid assisted turning of AISI 52100 steel. J Clean Prod 257. https://doi.org/10.1016/j.jclepro.2020.120502
Khan MA, Jaffery SHI, Khan M et al (2020) Multi-objective optimization of turning titanium-based alloy Ti-6Al-4V under dry, wet, and cryogenic conditions using gray relational analysis (GRA). Int J Adv Manuf Technol 106:3897–3911. https://doi.org/10.1007/s00170-019-04913-6
Mia M, Gupta MK, Lozano JA et al (2019) Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. J Clean Prod 210:121–133. https://doi.org/10.1016/j.jclepro.2018.10.334
Mia M (2017) Multi-response optimization of end milling parameters under through-tool cryogenic cooling condition. Measurement 111:134–145. https://doi.org/10.1016/j.measurement.2017.07.033
Shokrani A, Dhokia V, Newman ST (2018) Energy conscious cryogenic machining of Ti-6Al-4V titanium alloy. Proc Inst Mech Eng B J Eng Manuf 232:1690–1706. https://doi.org/10.1177/0954405416668923
Khan AM, Anwar S, Gupta MK, Alfaify A (2020) Energy-based novel quantifiable sustainability value assessment method for machining processes. Energies 13:6144
Gupta MK, Song Q, Liu Z et al (2020) Ecological, economical and technological perspectives based sustainability assessment in hybrid-cooling assisted machining of Ti-6Al-4 V alloy. Sustain Mater Technol 26:e00218. https://doi.org/10.1016/j.susmat.2020.e00218
Elsheikh AH, Elaziz MA, Das SR et al (2021) A new optimized predictive model based on political optimizer for eco-friendly MQL-turning of AISI 4340 alloy with nano-lubricants. J Manuf Process 67:562–578. https://doi.org/10.1016/j.jmapro.2021.05.014
Sredanovic B, Cica D, Borojevic S et al (2022) Multi-objective optimization of sustainable steel AISI 1045 turning energy parameters under MQL condition. Tribol Ind 44:498–507. https://doi.org/10.24874/ti.1301.05.22.07
Xu J, Li L, Lin T et al (2022) Machinability analysis in high-speed milling of AlSi7Mg alloys under EMQL conditions: An approach toward sustainable manufacturing. J Manuf Process 81:1005–1017. https://doi.org/10.1016/j.jmapro.2022.07.010
Newman ST, Nassehi A, Imani-Asrai R, Dhokia V (2012) Energy efficient process planning for CNC machining. CIRP J Manuf Sci Technol 5:127–136. https://doi.org/10.1016/j.cirpj.2012.03.007
Liang YC, Li WD, Lu X, Wang S (2019) Fog computing and convolutional neural network enabled prognosis for machining process optimization. J Manuf Syst 52:32–42. https://doi.org/10.1016/J.JMSY.2019.05.003
Mukherjee I, Ray PK (2006) A review of optimization techniques in metal cutting processes. Comput Ind Eng 50:15–34. https://doi.org/10.1016/j.cie.2005.10.001
Castorani V, Landi D, Germani M (2016) Determination of the optimal configuration of energy recovery ventilator through virtual prototyping and DoE techniques. Proc CIRP 50:52–57. https://doi.org/10.1016/j.procir.2016.05.019
Taguchi G (1993) Taguchi on robust technology development. J Press Vessel Technol 336–337
Karna SKSR (2012) An overview on Taguchi method. Int J Eng Math Sci 47(Suppl A):A95–A100
Box GEP, Wilson KB (1951) On the experimental attainment of optimum conditions. J Roy Stat Soc: Ser B (Methodol) 13:1–38. https://doi.org/10.1111/j.2517-6161.1951.tb00067.x
Simpson TW, Peplinski JD, Koch PN, Allen JK (2001) Metamodels for computer-based engineering design: Survey and recommendations. Eng Comput 17:129–150. https://doi.org/10.1007/PL00007198
Bagaber SA, Yusoff AR (2017) Multi-objective optimization of cutting parameters to minimize power consumption in dry turning of stainless steel 316. J Clean Prod 157:30–46. https://doi.org/10.1016/j.jclepro.2017.03.231
Yordanova M, Evstatieva Y, Chernev G et al (2013) Genetic algorithms and machine learning. Bulgarian J Agr Sci 19:117–119
Kennedy J and Eberhart R (1995) Particle swarm optimisation. Proceedings of ICNN’95 - International Conference on Neural Networks 927:5–13. https://doi.org/10.1109/ICNN.1995.488968
Yang X-S, Deb S (2009) Cuckoo Search via Levy Flights. Natural 210–214
Pavlyukevich I (2007) Lévy flights, non-local search and simulated annealing. J Comput Phys 226:1830–1844. https://doi.org/10.1016/j.jcp.2007.06.008
Glover F (1989) Tabu search - part I. ORSA J Comput 1:190–206
Kirkpatrick S, Gelatt CD, Vecchi MP (1983) Optimization by simulated annealing. Science 220:671–680. https://doi.org/10.1126/science.220.4598.671
Mirjalili S, Mirjalili SM, Lewis A (2014) Grey wolf optimizer. Adv Eng Softw 69:46–61. https://doi.org/10.1016/j.advengsoft.2013.12.007
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflict of interest
Not applicable.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
abdelaoui, F.Z.E., Jabri, A. & Barkany, A.E. Optimization techniques for energy efficiency in machining processes—a review. Int J Adv Manuf Technol 125, 2967–3001 (2023). https://doi.org/10.1007/s00170-023-10927-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-10927-y