
Abstract
This work presents the methodology and results of the research into pre-treatments for thermal spray processes, applied to composites and technical polymers, as preparatory stage for the subsequent coating (ceramic and metallic) deposition via wire arc spray process. The research methodology includes the study of the thermal degradation of substrate materials, as well as the execution and characterization of mechanical (sand blasting), laser (surface texturing) and chemical (acid and base etching) pre-treatments. The quality of the proposed solutions is evaluated through visual inspection of the samples, optical micrography, surface roughness measurements, and mechanical adhesion testing of the coating. Finally, the selection of the most appropriate coating pre-treatment is made, considering technical and scalability criteria.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
In the last decades there is a growing trend to make use of high-performance materials, such as composites and technical polymers, in various industry sectors. The main reasons behind this fact can be found in the special properties of these kinds of materials. Apart from having high intrinsic properties, they combine the flexibility in the design of components with the ability to be produced at mass scale with reasonable costs [1].
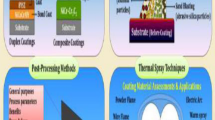
In the following years the development of materials with even higher performance will be needed, to be used in applications with specific requirements. Thus, the merging into a single hybrid material system of the intrinsic properties of the composites and technical polymers, and the specific properties of the metallic and ceramic coatings, would allow obtaining a tailored material with enhanced properties. In this direction, the COMP_COAT project, whose Consortium is made up of companies located in the Spanish region of Castilla-and-Leon (Cidaut, Aciturri, CTME, Imatec, and MPB), aims at developing different coating solutions, all of them scalable, through thermal spray processes such as Wire Arc Spray (WAS) (Fig. 1). The main technological challenge to overcome in this project derives from the need to ensure a sufficiently good adhesion between the coating and substrate materials, since their thermal, mechanical, and chemical properties may be noticeably different [2].

General overview of the COMP_COAT project
The quality of the substrate-coating adhesion is mainly the result of three stages that are carried out during the thermal spray process: substrate’s surface pre-treatment, in which the substrate is prepared (roughness) for the thermal spray; thermal spraying of the specimens; and coating post-treatments, aiming at reducing porosity levels, microstructural modifications, or surface polishing, among others. The work presented in this article is mostly focused on the pre-treatment stage definition and its execution on substrate materials of different nature.
2 Methodology
2.1 Wire Arc Spray Process
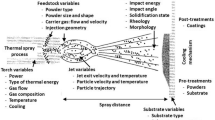
Thermal spraying is a surface coating technology that allows obtaining low thickness coatings (0,04–3 mm), starting from a material that is fed in wire or powder format. Especifically, the WAS technology employed by CIDAUT within this project consists of a spray gun feeded with two metallic wires, which serve as electrodes. Initially, they are isolated one from the other, and are fed simultaneously in an automatic manner by the thermal spray equipment, until they meet at a certain point in front of the high pressure gas source. This gas source is the medium that propels the melted metallic particles, which have just been generated by a short circuit when both wires come into contact, towards the subtrate (Fig. 2).

Robotized WAS facility available at CIDAUT.
2.2 Pre-treatment Selection
The preparation of the substrate for the thermal spraying process is a major aspect to ensure a proper adhesion of the coating particles [3]. The surface preparation processes aims at increasing its roughness, so that the mechanical interlocking between the projected particles and the substrate is favoured. Hence, for the preparation of the composites’ and technical polymers’surfaces, several solutions were identified [4], being selected the following ones: chemical pre-treatment (acid and base etching), mechanical pre-treatment (sand blasting), and thermal pre-treatment (laser).
2.3 Pre-treatment Execution
Mechanical Pre-treatment (Sand Blasting):
The mechanical pre-treatment consisted of a sand blasting over the material surface to be treated. A parametric study was carried out considering different abrasive materials (composition and particle geometry), gas pressures and exposure times. For this trials, composites of thermoplastic (PPS, PA, PEEK) and thermoset (Epoxy) matrix were used. According to the results found in the literature review, the sand blasting process was stopped and considered acceptable when the surface roughness (Ra) of the substrates reached 20–25 µm.
Laser Pre-treatment:
The laser pre-treatment consisted of the application of concentrated energy over a circular shape of 20 mm of diameter, employing a 20 W laser source (nominal power), at different power levels (measured as a percentage of the nominal power) and beam displacement speeds. The pre-treatment was carried out on samples of thermoplastic (PPS, PA) and thermoset (Epoxy) materials, the latter reinforced with two different kinds of fibers, carbon and glass fibers, in order to evaluate the influence of the fiber nature on the energy absorption capabilities of the composite.
Chemical Pre-treatment:
The study of the acid/base etching pre-treatment was performed by impregnating the surface of substrate samples (glass fiber and carbon fiber epoxy laminates, and glass fiber reinforced polyamide) with various acid (H2SO4, HNO3) and base (NaOH) compounds, during different exposure times (30 min, 1 h, 2 h, 4 h). The effect of the surface etching in what concerns surface unevenness and chemical activation was characterized by microscopy and FTIR analysis respectively. In this case, 50 × 20 mm samples were used.
Mechanical Adhesion Analysis:
After the application of the three pre-treatments, the chemical pre-treatment (see Sect. 3.4) was discarded due to the complexity of its proper execution and the low replicability of the results. For the case of sand blasting and laser, the quality of the adhesion was determined by means of adhesion tests following the ASTM C633–2017 standard. To this end, disc specimens with a diameter of one inch were manufactured.
To obtain comparable results, a layer of Sn was sprayed onto all pre-treated samples, using the same WAS process parameters regardless of the particularities of each pre-treatment process. Adhesion tests were considered valid only when failure appeared in the coating-substrate interface.
3 Results
3.1 Mechanical Pre-treatment (Sand Blasting)
The influence of the thermoplastic or thermoset nature of the substrates on the effectiveness of the sand blasting pre-treatment process was analyzed. To this end, surface roughness measurements were carried out at different intermediate stages of a 3 min of total exposure time to sand blasting. The sand blasting pre-treatment is effective when applied to both kinds of substrate materials. Besides, the evolution of the surface roughness is approximately linear with the exposure time to the sand blasting, and therefore easily controllable. The speed at which the substrates are eroded is slightly higher for the case of the thermoplastics.
3.2 Laser Pre-treatment
The surface roughness measurements performed on laser pre-treated samples of different nature led to the following remarks:
-
If similar laser parameters are set, the obtained surfaced roughness is higher for the thermoplastic materials, this fact is associated with the existence of weaker links.
-
The surface roughness is higher when laser power is increased, or when the laser beam displacement speed is reduced, due to the higher amount of energy provided.
-
The reinforcement material does not have influence on the surface roughness.
-
At low laser energy levels, the initial roughness state of the sample may hinder the effect of the pre-treatment, if they are already rough enough.
During laser pre-treatment, there is a possibility of irreversibly damaging the substrate, even if the energy put in place is relatively low. As this process is based on the application of localized energy on a tiny region of the samples, the local properties of the material are more relevant here than in other pre-treatments, e.g. sand blasting.
This effect can be seen in Fig. 3, in which microscopy images of the surface of glass fibre-reinforced polyamide samples subjected to laser pre-treatment with different energy levels are shown. At low energy levels (Fig. 3, left), some composite fibres are exposed. Besides, the path followed by the laser can be appreciated. At medium energy levels (Fig. 3, centre), the number of exposed fibres is higher, and there are also some small regions in which the polyamide is partially melted. Finally, at high energy levels (Fig. 3, right), the polyamide is completely melted, and the fibres are mostly destroyed.

Effect of the laser energy put in place on the state of the substrate surface.
3.3 Adhesion Test Results
The results of the adhesion tests for a Sn coating are presented in Fig. 4 for a thermoplastic (PPS/Glass fiber), and for a thermoset (Epoxy/Glass fiber) matrix composite.

Adhesion tests results on a thermoplastic (left) and thermoset (right) matrix composite.
It can be concluded that the adhesion is higher for the thermosets, even though there is a strong variability in the results obtained both in terms of stress and maximum displacement measured when failure of the coating-substrate interface occurs. The effect of the pre-treatment (mechanical and laser) on the adhesion strength of a Sn coating was also analysed. PPS was selected as common substrate for all the trials. The results are gathered in Fig. 5. In this case adhesion stress is quite repetitive. In general, a better behaviour of the sand blasted samples was obtained.

Results of the adhesion testing of PPS samples subjected to mechanical (in black) and laser (in red) pre-treatment.
4 Conclusions
As a result of the work, the following overall conclusions can be extracted:
-
The substrates selected are suitable to be subjected to thermal spray processes.
-
Regarding the industrialization of pre-treatment processes of composites and technical polymers, both sand blasting and laser are considered promising solutions. Acid/base etching is discarded, mainly due to the complexity of its execution.
-
The degree of adhesion achieved with both pre-treatments, in the preliminary tests employing Sn coating, is deemed acceptable.
References
Bobzin, K., Wietheger, W., Knoch, M.A.: Development of thermal spray processes for depositing coatings on thermoplastics. J. Therm. Spray Technol. 30(1–2), 157–167 (2021)
Botana, M., Serrano, F.: Caracterización superficial avanzada de superficies de CFRP previa a la unión adhesive. Tratamiento superficial con peel ply vs láser UV. Materiales Compuestos 4(2), 97–103 (2020)
Yudhanto, A., et al.: Surface preparation strategies in secondary bonded thermoset-based composite materials: A review. Compos. Part A 147, 106443 (2021)
Yang, G., et al.: The influence of surface treatment on the tensile properties of carbon fiber-reinforced epoxy composites-bonded joints. Compos. Part B 160, 446–456 (2019)
Acknowledgements
The authors acknowledge the “Instituto para la Competitividad Empresarial de Castilla y León (ICE)” the funding of the project COMP_COAT, with registry number CCTT4/20/VA/0001.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Velasco Manrique, J., González, M.I., Alonso Sastre, C., Cañibano Álvarez, E., Fernández Peña, M.T. (2023). Research into Novel Coatings on Composites and Technical Polymers, with Tailored Functionalities for the Transport and Biomedical Industries. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_15
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_15
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)