
Abstract
Wood as a renewable material plays an important role in transforming society towards sustainability and climate neutrality. However, wood is a difficult material to saw due to its anisotropic and inhomogeneous properties. Currently, the adaption of process parameters due to varying wood temperature and moisture content are solely based on operator experience. This frequently results in unfavorable settings of process parameters leading to a drastic increase in energy consumption and poor surface quality of the sawn wood. This paper investigates the cutting force when sawing frozen spruce wood with a two tooth research saw blade and the surface quality of the resulting wood samples under varying influencing factors. The material properties temperature between 20 ℃ and −40 ℃ and moisture content as well as the kinematic factor cutting direction were observed. The results show that the cutting force of moist and wet wood increase with decreasing temperature and remain constant for dry wood. Additionally, the surface quality of wet and dry wood samples is improved when sawing wood with lower temperature values. Using these results, the operator can be supported by a data driven approach for the adaption of machining parameters, hence improving the energy- and resource-efficiency of the process.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
- Frozen spruce wood
- Wood sawing
- Cutting force
- Surface quality
- Frozen wood
- Temperature
- Moisture content
- Cutting direction
1 Introduction
As a renewable and carbon-storing raw material, wood is becoming increasingly important in numerous industries. Taking into account dwindling resources and increasing competition between sawmills, the sawing processes themselves must become more sustainable and thus resource as well as energy efficiency are becoming increasingly important factors for the woodworking industry [1].
Particularly densely forested regions, such as Canada or Scandinavia, face the problem of temperatures dropping well below −40 ℃ in winter months [2]. Due to the low temperatures, sawmills face the challenge of sawing frozen wood, which can lead to higher cutting forces and a reduction in cutting accuracy [3]. In order to keep the surface quality and process efficiency constant, the parameters of the sawing lines are usually adjusted based on operator experience. Greigeritsch recommends reducing the technologically possible feed speed of the sawing line by 15% when sawing frozen wood compared to sawing unfrozen wood [1]. In addition to this reduction in productivity, unfavorably set production parameters can lead to the circular sawing process being brought to a halt due to overloaded circular saw blades, which increases production downtimes and causes considerable economic damage.
2 State of the Art
2.1 Wood as a Material
The natural composite material wood is characterised by a high degree of anisotropy and inhomogeneity, which results from the cellular compound and the changing growth phases. Therefore, the directional influence must be taken into account when sawing wood. Kivimaa was able to identify the three main cutting directions: A, B and C (see Fig. 1). The distinguishing feature for the determination of the main cutting direction is the orientation of the cutting surface and knife movement to the fibres. With cutting direction A, the cutting surface and the knife movement are perpendicular to the fibres. Cutting direction B is characterized by the cutting surface and knife movement being parallel to the fibres. Cutting direction C has the same cutting surface as B, but the knife movement is perpendicular to the fibres [4].

Schematic representation of the three fibre cutting directions A, B, C in two cutting instances I and II [4]
2.2 Sawing Frozen Wood
Circular sawing of frozen wood has always represented a special challenge for sawmills throughout time. Particular attention ought to be paid to the changed physical and mechanical properties of frozen wood. From various publications it is known that the mechanical properties of wood are influenced by wood temperature and moisture content (e.g. [5, 6]).
At temperatures below 0 ℃, complex freezing processes take place within the wood. Solely the free water in the macroscopic cavities of the wood freezes thereby forming ice in these cavities. In the process, the ice expands and exerts a compressive stress on the cell walls. This supports the wood structure and makes it more rigid. The bound water in the microscopic cavities, however, remains in a liquid or liquid-like state even at temperatures below 0 ℃. The reason for this is assumed to be the special bond to the cell walls, whereby the bound water is present as a supercooled liquid and strongly bound semi-fluid. Since there is a lower vapour pressure over ice than over supercooled or bound water, there is a potential difference between the microscopic and macroscopic cavities in the wood. This in turn causes moisture to migrate away from the cell walls and to freeze in the macroscopic cavities. The potential difference increases with decreasing temperature. This process leads to an internal drying of the wood, which in turn changes the mechanical properties [7, 8].
Kivimaa has already dealt with temperature as an influencing factor. He reports that the cutting force increases linearly with decreasing temperature and shows a step at 0 ℃ [4]. The models of Axelsson, Lundberg & Grönlund and Porankiewicz et al. agree with the results of Kivimaa, but do not take into account the step change of the cutting force at 0 ℃, as this was not included in the experimental design [9, 10]. The fact that sawing frozen wood requires more force and energy than unfrozen wood has been established in many studies (e.g. [11]). In contrary to the previously mentioned, Ispas & Câmpean have determined a reduction in cutting forces and energy consumption [12]. An adjusted saw blade and a low cutting height were used, which avoided the common phenomenon of large quantities of sawdust getting stuck on the lateral kerf walls, thus decreasing the frictional resistance.
2.3 Surface Quality of Sawn Wood
Measuring the surface quality of wood poses multiple challenges due to the properties of wood, such as inhomogeneity, anisotropy and porosity [13, 14]. Since 2019, a standardized procedure for the assessment of wood surfaces has been available in the form of VDI standard 3414 [15]. The following roughness parameters are recommended for the characterization of wood surfaces: core roughness \(Rk\) and reduced peak height \(Rpk\) as evaluation parameters and reduced valley depth \(Rvk\) as reference parameter [15]. The reduced valley depth \(Rvk\) can be understood as a measure of structural roughness, the reduced peak height \(Rpk\) as a measure of protruding fibres and the core roughness \(Rk\) as a measure of machining roughness [16]. If the condition of the surface is considered over an area and examined with 3D measuring instruments as it was done in this paper, the equivalent parameters from DIN EN ISO 25178–2 are relevant (core height \(Sk\), reduced peak height \(Spk\), reduced dale height \(Svk\)) [15].
3 Approach and Experimental Detail
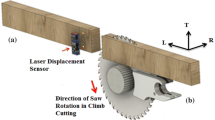
The general test set-up is shown in Fig. 2. The different wood samples are held on the machine table. The research saw blade with two exchangeable saw teeth is clamped in the sensory tool holder “spike” of the manufacturer pro-micron. The machine is a 5 axis machining centre machine DMU 50 eVolution from Deckel Maho. It guarantees an exact tool rotational speed and ensures a constant feed speed. The sensory tool holder “spike” can be used to measure various torques and forces. The cutting forces are recorded by the spike during the machining of the wood inside the machining centre and sent wirelessly to the receiver unit with antenna. This is located outside the machining centre and is connected to the measuring computer. All measured data are visualised and documented by the measuring computer.
The recorded measurement data is then processed. For this work, the decisive feature is the cutting force that the machine tool has to generate in order to machine the wood. This also includes the dynamic oscillations in the measurement signals. To map these correctly, the measurement signal is processed as follows:
-
Removal of the linear drift
-
Formation of the absolute value of the measured data
-
Averaging of the data during the full engagement phase

General test set-up
The tests are carried out on spruce wood. The dimensions of all wood samples are 90 × 90 × 180 mm. To ensure equal conditions for the tests, the squared logs were taken from a few stems. To investigate the influence of the different moisture contents, a part of the samples was air-dried in a warm dry environment and another part was stored in water until the maximum moisture content was reached. The moisture content of the wood samples was determined using the darr method. The dry samples had an average moisture content of 4%, the green, “moist” samples a moisture content of 35% and the wet samples a moisture content of 200%.
The wood samples are machined in a laboratory environment at ten different temperature levels dry, moist and wet respectively in the three cutting directions A, B and C in counter-rotation. This is done for all samples at a tool rotational speed of n = 330 rpm, a feed speed of vf = 1066.88 mm/min and a working engagement of the cutting edge of ae = 40 mm. The wood samples are sawn both at room temperature (20 ℃) and at wood temperatures between 0 ℃ and −40 ℃ in 5 ℃ decrements. Three samples are machined per setting, with three cuts sawn into each sample. The wood samples are cooled down gradually to the next lower temperature level over a duration of at least 24 h using an adjustable heavy-duty laboratory freezer. A temperature sensor inserted into a reference wood sample is used to monitor and control the temperature of the wood samples.
The surfaces of the sawn wood samples are examined in the connection with the 3D profilometer VR-5200 from Keyence. The parameters for the examination of the surface in this work can be found in Table 1.
Regression lines with confidence and prediction intervals were calculated from the different measuring points between 0 ℃ and −40 ℃. This applies to both the cutting forces and the surface parameters.
4 Results and Discussion
4.1 Cutting Force
Comparing the cutting forces when machining the wood samples at 20 ℃ and at 0 ℃ (frozen), steps in the cutting force have been observed for the moist and wet wood samples. The cutting forces during machining the dry wood samples do not show any step during the transition to the frozen state.
The results of the cutting force tests (regression lines) on frozen wood are shown in Fig. 3. It can be clearly seen that the cutting force increases with decreasing temperature when machining the moist and wet wood samples, irrespective of the cutting direction. In contrast, a constant course of the cutting force can be assumed for machining the dry wood samples, whereby all three cutting directions show an approximately equal cutting force. This is consistent with the results of various investigations of the mechanical properties of wood. At low moisture levels, temperature has only a minor influence. With increasing moisture, the effects of temperature on mechanical properties increase, with the effect being more pronounced at temperatures below 0 ℃ than at temperatures above 0 ℃ [5].
Furthermore, it is noticeable that the cutting force in cutting direction A is significantly higher than in cutting direction B and C for the moist and wet wood samples. It must be mentioned that the scatter of the measured values in cutting direction A is very high compared to cutting direction B and C. This results in large confidence intervals, which leave a lot of latitude for the actual curves of the regression lines. The large range of the cutting force in cutting direction A is already known and can vary by ± 30% for spruce wood [17].
In cutting direction B it can be seen that the moist wood samples are easier to machine than the wet wood samples, which in turn are easier to machine than the dry wood samples. In cutting direction C, the cutting forces of the moist and wet wood samples are near each other. The behavior described for cutting direction B applies in cutting direction C at a temperature lower than −15 ℃. At temperatures above this it is easier to machine wet wood samples than moist wood samples. The lower the temperature decreases, the smaller the difference between the moisture levels becomes.

Results of the cutting force tests of frozen wood (regression line). The cutting tests incorporate the three cutting directions A, B, and C (see Fig. 1) as wells as the three different moisture contents dry, moist and wet.
4.2 Surface Quality
Figure 4 shows the surface topographies of wood samples which were sawn in cutting direction A, B and C.

Surface topography of wet wood samples at −20 ℃ for cutting direction A (left), cutting direction B (center) and cutting direction C (right)
In the following, the focus is on core height (\(Sk\)), because the tests have shown that this parameter is generally more dominant than the reduced peak height (\(Spk\)) and reduced dale height (\(Svk\)). No significant change or step in surface quality can be detected when the wood is transitioned to the frozen state. While the surface quality of the dry and wet wood samples increases when the temperature is reduced, the surface quality of the moist wood samples deteriorates or remain approximately equal, (see Table 2). Thus, if the wood sample has a low moisture content or is completely saturated with water (wood-ice composite), the surface of the wood benefits from the changed material properties as the temperature decreases. The deviating behavior of the moist wood samples indicates that the simultaneous presence of ice in the macroscopic cavities and, with decreasing temperature, increasingly migrating (liquid or liquid-like) water in the microscopic cavities leads to a decrease in the surface quality with increasing drying of the wood fibers (internal drying).
Moreover, the wood samples machined in cutting direction B and C show significantly lower core height Sk values than the wood samples machined in cutting direction A. Basically, with the given process parameters, the machined surfaces in cutting direction A are characterized by very coarse structures with deep, exposed pores. In contrast, relatively smooth surfaces were produced in cutting direction B and C, where the knife marks were partly recognizable in the height profile.
5 Conclusion and Outlook
This paper has created a basis for a sustainable and efficient operation of circular saws and sawing lines. In general, the cutting forces when machining moist wood at temperatures below 0 ℃ are lower than the cutting forces when machining wet wood, and the cutting forces when machining wet wood are lower than the cutting forces when machining dry wood. The cutting forces for machining dry wood are constant for all three cutting directions. If the wood is moist or wet, the cutting forces increase in all three cutting directions as wood temperature levels are dropping. When considering the surface of the wood, a reduction in temperature for the dry and wet wood samples causes an improvement in the surface quality during machining. The moist wood samples behave in the opposite way for cutting directions A and C. In general, the cutting forces are greatest in cutting direction A and very close to each other in cutting directions B and C. The surface quality in cutting direction B and C is clearly better than the surface quality in cutting direction A. Basically, the machining roughness is more dominant than the protruding fibers and the structural roughness.
With regard to temperature and moisture content, further investigations with a higher resolution of both influencing factors may be useful. Especially for moisture content, there are still large gaps between the considered levels of 4%, 35% and 200%. Future research can also tie in by collecting, combining, evaluating and interpreting various data, for example from cutting forces, acoustic noise, current profiles and rotation position of the saw blade. Using suitable methods such as artificial intelligence or machine learning, new perspectives for the optimal operation of saw lines can be generated. The field of sensor data fusion has great potential in woodworking.
References
Greigeritsch, T.: Neue Methoden zur Planung und Optimierung der Schnittholzproduktion von Nadelholzsägewerken. Gabler, Wiesbaden (2009)
Pfadenhauer, J.S., Klötzli, F.A.: Vegetation der Erde. Springer, Berlin, Heidelberg (2014)
Orlowski, K., Palubicki, B.: Recent progress in research on the cutting processes of wood. Holzforschung 63, 181–185 (2009)
Kivimaa, E.: Cutting Force in Wood-Working. Dissertation, Finland's Institute of Technology, Helsinki (1950)
Gerhards, C.: Effect of moisture content and temperature on the mechanical properties of wood: an analysis of immediate effects. Wood Fiber 14(1), 4–36 (1982)
Hernández, R.E., Passarini, L., Koubaa, A.: Effects of temperature and moisture content on selected wood mechanical properties involved in the chipping process. Wood Sci. Technol. 48(6), 1281 (2014)
Kubler, H., Liang, L., Chang, L.: Thermal expansion of moist wood. Wood Fiber 5(3), 257–267 (1973)
Ilic, J.: Advantages of prefreezing for reducing shrinkage-related degrade in eucalypts: general considerations and review of the literature. Wood Sci. Technol. 29, 277–285 (1995)
Axelsson, B., Lundberg, Å., Grönlund, J.: Studies of the main cutting force at and near a cutting edge. Holz als Roh- und Werkstoff 51, 43–48 (1993)
Porankiewicz, B., Axelsson, B., Grönlund, A., Marklund, B.: Main and normal cutting forces by machining wood of Pinus sylvestris. BioResources 6(4), 3687–3713 (2011)
Schmidt, C., Westermann, H.-H., Thorenz, B., Steinhilper, R.: Sustainability of cutting frozen wood – an analysis of buzz saw blades cutting performance depending on wood temperature. Procedia Manuf. 25, 263–270 (2018)
Ispas, M., Câmpean, M.: Experimental research on sawing frozen wood. Bull. Transilvania Univ. Braşov 7(1), 51–58 (2014)
Sinn, G., Sandak, J., Ramananantoandro, T.: Properties of wood surfaces – characterisation and measurement. Holzforschung 63, 196–203 (2009)
Goli, G., Sandak, J.: Proposal of a new method for the rapid assessment of wood machinability and cutting tool performance in peripheral milling. Eur. J. Wood Prod. 74(6), 867–874 (2016)
Verein Deutscher Ingenieure e.V.: VDI 3414: Quality evaluation of wood and wood-based surfaces: Part 2 Testing and measuring methods. Beuth Verlag, Berlin (2019-02)
Gottlöber, C.: Zerspanung von Holz und Holzwerkstoffen. Carl Hanser, Munich (2014)
Wagenführ, A., Scholz, F. (eds.): 3rd edn. Carl Hanser, Munich (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Schreiner, F., Schmidt, J., Thorenz, B., Voigt, M., Döpper, F. (2023). Investigation of Cutting Force and Surface Quality in Frozen Wood Sawing Under Varying Influencing Factors to Improve the Energy- and Resource Efficiency of Sawing Processes. In: Kohl, H., Seliger, G., Dietrich, F. (eds) Manufacturing Driving Circular Economy. GCSM 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-28839-5_19
Download citation
DOI: https://doi.org/10.1007/978-3-031-28839-5_19
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-28838-8
Online ISBN: 978-3-031-28839-5
eBook Packages: EngineeringEngineering (R0)