
Abstract
Since the advent of Organic Electrochemical Transistors (OECTs) back in the 80s, research focus has shifted from understanding the working mechanism and expanding the materials library to finding new applications and building larger integrated circuits. Given the strong dependency of these devices’ performance on their geometrical dimensions and considering the increasing need for larger scale and low cost fabrication, research on novel processing methods is paramount. Here, we review the most common processing techniques used for OECT fabrication, starting from classic methods such as spin coating and electropolymerization to more recent and complex ones like orthogonal lithography and 3D printing. We also provide a brief outlook on how these techniques are enabling integrated circuits and large scale circuitry in general.
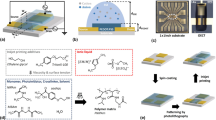
Graphical abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In 1984, White, Kittlesen and Wrighton presented the first Organic Electrochemical Transistor or OECT.[1] Ever since then, OECTs have developed rapidly,[2] especially because of their advantages for bio-electronic applications. Their high-transconductance enables an efficient transduction of ionic into electronic currents, making the device an ideal mediator between biochemical redox reactions and microelectronics.[3] Furthermore, OECTs are promising for sensing applications,[4] and their bio-compatibility makes them ideal candidates for implantable or even edible electronics.[5,6]
The depiction of an OECT can be seen in Fig. 1(a). These devices consist of drain electrode, source electrode, gate electrode, electrolyte and channel. Commonly, organic materials called Organic Mixed Ionic-Electronic Conductors or OMIECS are used as channel materials. As the name implies, mixed conductors permit both ionic and electronic fluxes in their volume. Generally, for OMIECs applied in OECTs, electronic fluxes occur through the polymer backbone while ionic fluxes take place in the free space between polymeric chains.[7]
The mixed nature of conduction inside the transistor channel provide a means to control the drain current. By applying a voltage between the gate immersed in the electrolyte and the source electrode, ions can be injected into the channel. Depending on the particular material and the polarity of the ion, the channel is doped or de-doped, both of which modulate its conductivity.
To exemplify the OECT doping mechanism, a p-type or hole conducting channel is considered in the following. In the absence of a gate bias (\(V_{G}\)) and presence of a constant drain voltage (\(V_{D}\)), both cations and anions tend to stay in the electrolyte, thus resulting in an undisturbed drain current \(I_{D}\) [cf. Fig. 1(b)]. Upon application of a positive \(V_{G}\), cations are pushed into the p-type channel [cf. Fig. 1(c)]. As the cation density increases in this region, holes are extracted through the drain electrode, thus reducing \(I_{D}\) (de-doping) and configuring the depletion mode of operation [cf. Fig. 1(d)].[8] Conversely, when a negative \(V_{G}\) is applied, anions enter the channel [cf. Fig. 1(e)]. With increasing presence of these negative charges, more holes are injected into the OMIEC to achieve charge neutrality. As a consequence, \(I_{D}\) increases (doping), configuring the accumulation mode of operation [cf. Fig. 1(f)].[8] A representation of n-type OECT operation can be seen in the Supplementary Information (cf. Fig. S1).

(a) Schematic representation of a typical Organic Electrochemical Transistor (OECT) with its three electrodes source (S), drain (D) and gate (G) along with electrolyte (El), containing cations (+) and anions (-), channel (Ch) and insulating layers (In). Drain voltage (\(V_{D}\)), applied between S and D, is also indicated. (b) Initial device response represented by a constant drain current (\(I_{D}\)) over time (t) due to an applied \(V_{D}\). (c) Application of a positive gate voltage (\(V_{G}\)) between S and G electrodes on a p-type depletion mode OECT, decreasing its \(I_{D}\) (de-doping). (d) Graphical representation of \(I_{D}\) decay when a p-type depletion mode OECT is under positive \(V_{G}\). (e) Application of a negative \(V_{G}\) between S and G electrodes on a p-type accumulation mode OECT, increasing its \(I_{D}\) (doping). (f) Graphical representation of \(I_{D}\) increase when a p-type accumulation mode OECT is under negative \(V_{G}\).
Ever since the first mention of OECTs by White et al., a major share of research efforts has been devoted to extending the materials library of mixed conductors used in OECTs.[8] In the first paper by White et al.,[1] polypyrrole was used as the active material, which is, however, only rarely used nowadays. In the meantime, new materials that maximize the uptake of ions while keeping electronic charge transport unaffected have been developed.[8] In addition to new OMIECs, it is worth mentioning that electrolyte selection has also been explored as an alternative to improve device operation.[9]
In parallel to this research line on new materials, device physics of OECTs were studied and models describing the steady state and transient behavior were developed.[10,11,12] A review paper listing most of these models was published recently by Colucci et al.[13]
Among these models, it was realized early on that the dimensions of the active material have an essential influence on the performance of OECTs.[10,12] In particular, it was shown that the drain current does not only scale with the ratio of width W and length L of the transistor channel as for regular field effect transistors, but increases linearly with the thickness T of the active material as well.[14] It was found that the drain current \(I_{D}\) scales with the factor \(\frac{WT}{L}\) as
where \(V_{D}\), \(V_{G}\), and \(V_{P}\) are the drain, gate and pinch-off voltage, \(\mu\) is the charge mobility, and \(p_{0}\) is the density of free charges inside the OECT channel.
Improving the materials performance alongside gaining a better understanding of device operation led to individual devices with very high performance.[15,16] Driven by this success, the research focus slowly shifts toward application focused research and larger integrated circuits.[17]
However, the geometrical dependency of the device performance (i.e. \(I_{D}\propto \frac{WT}{L}\)) sets high demands on the technology used to process and structure a larger number of OECTs reliably with a low spread in performance. In particular, the thickness dependency requires a high film homogeneity.
To complicate OECT processing further, most standard lithographic processes, the gold standard for integration of inorganic electronics, is not compatible with the fragile nature of organic semiconductors. Combined with the fact that OECTs are usually seen as a low-cost technology, and the need to process on flexible substrates, makes OECT fabrication challenging.
These challenges sparked research into alternative deposition and structuring methods to process and integrate OECTs. One of the most promising methods was developed by A. Zakhidov.[18,19,20,21] He proposed to use fluorine based solvents and resists that not only are orthogonal to standard resist systems, but are benign to organic semiconductors for structuring, and was able to reach sub-micrometer feature sizes in one of the most heavily used mixed conductors, PEDOT:PSS.[22]
In this review article we intend to provide an overview on these methods. Following a short outline on the most important materials classes (“Materials” section), various deposition methods such as spin coating, printing, and electropolymerization are summarized (“Deposition methods” section). Finally, structuring methods are presented (“Structuring of OMIECs” section), before a short outlook on first integrated systems is given (“Integrated circuits” section).
Materials
Fabrication of OECTs depends strongly on the particular materials and every material class possesses different processing windows. Therefore, we shortly summarize the most commonly used materials classes in the following. A more in-depth overview on OECT materials can be found in recent review articles.[8,23]
OMIECs can be separated into p-type or n-type according to the electronic charge they transport. N-type OMIECs allow electrons to flow through their main polymeric chain, while p-type conduct holes. The most prominent examples of p-type OMIECs are poly(3,4-ethylenedioxythiophene) polystyrene sulfonate (PEDOT:PSS), probably the most used active material in OECTs,[24] poly(3-hexylthiophene) (P3HT), one of the most studied materials in the organic electronics field,[25] and poly(2-(3,3’-bis(2-(2-(2-methoxyethoxy)ethoxy)ethoxy)-[2,2’-bithiophen]-5-yl)thieno[3,2-b]thiophene) (p(g2T-TT)).[26] Meanwhile, n-type materials are represented by poly(benzimidazobenzophenanthroline) (BBL) and P-90.[27] There are also ambipolar materials, that can perform as both n- and p-type, such as p(gNDI-gT2).[28]
As an alternative to polymers, small-molecules have been recently explored as well. For example, pentacene, fullerene, perylene diimide (PDI), and naphthalene bis-isatin (NB) have been intensively studied and implemented as active materials in organic solar cells, organic thermoelectric devices, and organic field effect transistor.[29,30,31,32] Unlike polymers, small-molecules thin films tend to be more crystalline and have higher carrier mobility (20-40 \(cm^2V^{-1}s^{-1}\)).[33,34,35,36,37] This relatively high carrier mobility makes them very attractive as OMIECs, but several additional properties need to be included into these molecules to allow ion transport, such as hydrophilicity of the film surface, ion-conductive chemical structure, and a higher degree of porosity and/or disorder.[38]
The first, and so far only, p-type small molecule OMIEC was accomplished through a synthesis of novel P4E4 molecules with thiophene cores and glycolated phenyl flanking groups.[39] In a OECT device, this molecule exhibits stable ion injection and drain current modulation with ON-OFF ratio of 100 and transconductance of 0.65 \(\mu S\).[39]
A few more promising results have been reported for n-type small-molecules OMIECs through ethylene glycol (EG) side chains modification. This strategy has been used for derivatives of fullerene, perylene diimide (PDI), and naphthalene bis-isatin (NB), to cultivate the following novel molecules, namely 2-(2,3,4-tris(methoxtriglycol) phenyl) [60]fulleropyrrolidine (C60-TEG) for fullerene derivatives, PDI-3EG, 4Cl-PDI-3EG, and 4Cl-PDI-4EG for PDI derivatives, and gNR and hgNR for NB derivatives. Except for C60-TEG, the use of these molecules in OECTs lead to satisfying drain current modulation with ON-OFF ratio in the range between \(~10^3\) and \(8\times 10^4\).[33,34,35]
The ambipolar transport of OMIECs has also been demonstrated using small-molecules by blending n-type fullerene derivative PrC60MA and p-type polymer p(g2T-TT).[40] This success marks a new approach to realize an ambipolar OECT by blending two OMIECs with opposite types of carriers.
Deposition methods
OMIECs have to be deposited on large substrates with high homogeneity at low cost. For this, solvent based deposition methods are almost exclusively used, even for small-molecular devices. In the following, the most common methods are summarized, starting from spin coating, which is used mainly for individual device preparation, to printing methods, which are increasingly used to prepare small or medium size circuits.
Spin-coating
Spin coating is a low cost and fast thin film deposition technique that is widely used for the fabrication of OECTs.[41,42,43,44] To deposit a thin film by spin coating, the target material is dissolved and dropped on a rotating substrate (cf. Fig. 2).

Schematic representation of spin coating technique steps: (a) solution deposition; (b) spin-up, when spinning speed or angular velocity (\(\omega\)) is increased (\(\frac{d\omega }{dt} > 0\)); (c) stable solution outflow, when \(\omega\) is constant (d) spin-off, when spinning movement decelerates (\(\frac{d\omega }{dt} < 0\)); and (e) evaporation, which happens since step (b) and continues after the process ends.
Characteristics of the obtained thin film, e.g. thickness and morphology, can be tuned by solution properties, substrate characteristics and equipment parameters. Volatility, concentration and viscosity are the most important properties of the solution that influence the resulting film quality. Regarding substrate characteristics, wettability and surface cleanliness are important. Finally, from the equipment side, spinning speed and spinning time mainly determine the film thickness.
Overall, volatile solvents can promote the formation of films with non-smooth surfaces, specially when the solution concentration is low, whereas less volatile solvents result in films with higher surface homogeneity.[45] Solvent volatility can also impact film thickness, with higher volatility being tied to higher thickness.[45,46]
The thickness of a film is as well influenced by solution concentration. Higher concentrations promote the formation of thicker films, while low concentrated solutions promote the opposite. Viscosity plays a similar role, with high viscosity solutions resulting in thicker films, while low viscosity ones result in thinner layers.[46]
The cleanliness of the substrate plays an important role for surface homogeneity. The presence of particles can act as a barrier for film spreading and result in uneven coverage of the surface by the solution.[47] In addition, wettability of the substrate with the solution influences film formation. If the substrate is not wettable with that specific solution, the film will be thinner or the solution will be entirely removed from the substrate during the spin coating process, resulting in no film at all.[47]
Spinning speed is usually regarded as the most important parameter to control film thickness. This relation is described by \(h_{f}\propto \omega ^{-\frac{2}{3}}\), where \(h_{f}\) is the final thickness and \(\omega\) is the spinning speed.[48] Higher spinning speeds are tied to higher centrifugal forces which in turn contribute to higher spreading rates, hence resulting in thinner layers.[49] Time also influences in film thickness. Shorter times can result in thicker films, but only to a certain extent.[46] After a certain threshold, which depends on the volatility of the solvent, the time will no longer influence the solution spreading rate and will only contribute to the drying of the final film.
One of the first uses of spin coating to fabricate active areas in OECTs dates back to 2005 with the work of Mabeck et al.[41] There, the p-type material PEDOT:PSS was deposited by spin coating, forming 100 nm thick channels. By coupling a microfluidic system made of poly(dimethylsiloxane) (PDMS) with the device, researchers were able to study the impact of varying electrolyte concentrations in drain current modulation.
The same method was also used to deposit n-type materials, e.g. by Feng et al.[42] There, the organic semiconductor f-BTI2g-TVTCN was synthesized, diluted in choloroform (5 mg/ml) and deposited on the active regions of OECTs by spin coating at 1000 rpm for 60 s. Next, the devices were dried, their top layer was peeled off to structure the channel and, finally, they characterized the transistor electrically using an aqueous solution of NaCl 0.1 M as electrolyte and a Ag/AgCl pellet as gate electrode. These OECTs presented high ON-OFF ratios on the scale of \(10^6\), record high normalized transconductance (\(g_{m,norm}\)) of \(12.8\ S cm^{-1}\) and electronic mobility times volumetric capacitance (\(\mu _{e,OECT}C^{*}\)) of \(41.3\ F cm^{-1} V^{-1} s^{-1}\).
Spin-coating is also the deposition method of choice when OECTs are applied as biosensors. Recently, Druet et al. studied the impact of O\(_{2}\) presence during glucose sensing using OECTs with an n-type channel material.[43] There, the organic semiconductor P-90 was diluted in chloroform (4 mg/ml) and deposited on the channel region of the device by spin coating at 450 rpm for 45 s. Later, glucose oxidase enzymes (GOx) were drop casted on top of the channel to guarantee the sensing capabilities. Evaluation of these OECTs responses with and without O\(_{2}\) content showed that the gas presence tends to be detrimental. However, a certain quantity of oxygen is needed for the enzymatic reactions that further allow detection. Therefore, precise control of O\(_{2}\) content is important to improve the performance of enzymatic OECT sensors.
As for neuromorphic computing applications, Roh et al. used the spin coating technique to produce post-synaptic electrodes (analogous to the channel region in OECTs) in Electrochemical Random-Access Memories or EC-RAMs.[44] Films of 3,4-propylenedioxythiophenethe / benzothiadiazole copolymer (ProDOT/BTD) were obtained after spin coating its solution at 900 rpm for 30 s followed by an annealing step at 120°C for 30 min. Devices containing said film presented synaptic behaviors like Spike-amplitude-dependent plasticity (SADP), Spike-number-dependent plasticity (SNDP) and spike-frequency-dependent plasticity (SFDP) when paired with 0.1 M LiPF\(_{6}\) aqueous electrolyte. In addition, the same devices presented synaptic plasticity by accessing 120 representative weight states (memory levels) and demonstrated object recognition capabilities when applied in a hardware neural network.
Despite the myriad of materials for different applications that spin coating can deposit with good repeatability, it also presents some drawbacks. This method always covers the entire surface with the selected material i.e. requiring subsequent structuring steps to define the channel area and device structure. This fact leads to a second drawback, material waste. The amount of material lost during this process can be over 90%,[47] considering the quantity that is spun out and the cleaned areas.
In the next sections, alternative deposition methods will be presented along with structuring strategies to delimit the active areas when the deposition itself does no provide dimensional control.
Printing
Printing can be defined as a pattern reproduction process. Much like spin coating, printing is generally viewed as a low-cost and fast thin film deposition method. However, contrarily to spin coating, it allows preparation of layers with controlled dimensions, removing the necessity of posterior structuring.
Depending on how the ink is imprinted on the substrate, printing can be classified as Contact Printing (CP) or Non-Contact Printing (NPC). In CP, the ink is transferred from template to substrate by physical contact between the two parts. Meanwhile, in NPC, inks are transferred to the substrate through openings, e.g. openings of a mesh or a nozzle.[50]
Examples of CP techniques are gravure printing, offset printing, flexography printing, nano-imprinting and micro-contact imprinting. Although intensively used for other applications, CP is not as popular as NPC to produce active areas of OECTs. One exception is the work by Grant et al.[51] In this paper, the authors produce OECT channels and gate electrodes made out of self-doped poly(3,4-ethylenedioxythiophene) (S-PEDOT) by gravure roll-to-roll printing. Taking advantage of the two organic active electrodes combined with an electron blocking electrolyte, the authors observe neuromorphic characteristics on the device such as paired pulse facilitation (PPF). Elementary algebra, e.g. addition, subtraction, multiplication and division, and Boolean algebra, e.g. AND, OR, NAND and NOR, were also shown by the same type of device.
Among the NPC techniques there are screen printing, ink-jet printing, 3D printing and aerosol jet printing. Screen printing is one of the most popular methods used to produce OECT active areas, whereas ink-jet printing has attracted more attention in the last few years due to its design flexibility.[52,53,54]
For screen printing, the ink is deposited on a substrate by forcing it with a spreading tool, usually a squeegee, through the openings of a mesh (cf. Fig. 3). The obtained films can have their properties tailored according to aspects of the ink, mesh, spreading tool and substrate.

Schematic representation of the screen-printing technique divided in steps: (a) beginning of the squeegee passage on top of the mesh; (b) squeegee forcing the ink through the mesh openings (c) ink transfer to the substrate; (d) final film after mesh is lifted.
In terms of ink, a low viscosity can provoke undesired material flow through the mesh, resulting in lower pattern resolution. Therefore, this method is more suited to high viscosity inks or pastes.[55] The viscosity of an ink can be adjusted to the desired level by tailoring its concentration, with higher concentrations usually resulting in thicker films.[56]
The mesh used for screen printing is commonly composed of several fibers. As the mesh count, or the number of fibers, increases, the openings between fibers decrease in size. This results in less passage of ink through the mesh and produces thinner films. Conversely, with lower mesh counts and their consequent bigger openings, one can obtain thicker films.[56]
The speed and angle of the squeegee also impact the amount of material printed on the substrate. Squeegee speed is proportional to squeegee force, therefore higher speeds result in increased pressure on the mesh, releasing higher amounts of ink on the substrate. However, if the speed is too high, ink transfer might not occur properly resulting in faulty layers.[57] Small angles between the squeegee and the mesh also result in the deposition of higher amounts of ink on the substrate.[57]
Despite all the intricacies of this method, in 2020 Zabihipour et al. managed to fabricate a batch of 760 OECTs with an yield of 99.7 % by only using screen printing to deposit contact pads, electrodes, insulator, electrolyte and active areas.[58] With Clevios SV4 PEDOT:PSS as the channel material, their smallest devices (channel area of 200 μm × 200 μm) presented mean values of ON-OFF ratio around 8000 along with mean OFF currents around 70 nA. On an attempt to fabricate even smaller devices with channel areas of 150 μm × 100 μm, higher ON-OFF ratios were achieved (around 100000), however, at the expense of the yield, now reduced to 98 %. One of the reasons behind this decrease in yield is the difficulty in aligning several structures with reduced size. Nevertheless, these high yields vouch in favor of screen printing’s ability to mass produce OECTs at low cost.
By screen printing, Hütter et al. also produced entire OECTs, from the wiring made out of silver paste to the active areas made out of Clevios S V3 PEDOT:PSS.[59] Their devices presented ON-OFF ratios of \(7.5 \times 10^{4}\) between gate voltages 0 - 1.5 V and ON resistance around \(4\ k \Omega\). Combining these OECTs with other circuit elements, stable inverters, NAND gates, flip-flops and 2-b shift registers were obtained, proving the suitability of this processing technique to produce integrated logic circuitry.
The second example of Non-Contact Printing that was aforementioned is ink-jet printing. In this method, the ink is released on the substrate through a nozzle which can be controlled by actuators (cf. Fig. 4). One of the advantages of ink-jet printing over screen printing is that the former uses less ink to produce the same result. In addition, ink-jet also allows one to design digitally the pattern to be deposited, giving more flexibility and speed to this process. On the other hand, ink-jet printing requires very specific inks, with low viscosity being one of the requisites, narrowing the options. In addition, this process is very slow compared to screen printing as the ink needs to be released on the exact positions drop per drop. However, the usage of multiple and simultaneous nozzles is known to improve this characteristic.[60]

Schematic representation of the ink-jet printing technique when ink release through the nozzle is controlled by an actuator (also known as drop-on-demand or DOD mode of operation).
As with screen printing, characteristics of the ink and the openings, in this case the nozzle, can impact the obtained film properties. For instance, very low surface tension and very high nozzle diameter can result in ink leakage from the nozzle, jeopardizing the pattern and its resolution. On the other hand, very high surface tension, very high viscosity and very small nozzle diameters can hinder the ejection of ink. Therefore, a precise control with regards to ink properties and nozzle design needs to be done in order to allow high-quality ink-jet printing.[60]
By controlling a Clevios PH1000 PEDOT:PSS ink characteristics, Lee et al. were able to ink-jet print OECT channels and thin-film resistors on a flexible and biocompatible parylene substrate.[53] The OECTs presented a 100 % yield (25 devices) and showed peak transconductances up to 9.55 mS that linearly scaled with \(\frac{WT}{L}\). Upon combining both OECTs and resistors, voltage amplifiers were obtained showing improved signal-to-noise ratio (SNR) when OECTs presented higher transconductances and resistors were integrated rather than externally connected. These amplifiers were later applied on a mouse brain surface to detect epileptiform signals and presented resolutions comparable to that of penetrating electrodes.
Hybrid printing methods were also used to fabricate OECTs. In Mangoma et al. work, substrate, source and drain electrodes, insulating layer and electrolyte as well were obtained by 3D printing while a PEDOT:PSS channel was deposited by ink-jet printing.[54] The OECTs presented traditional depletion mode of operation when paired with PBS as electrolyte. Using the same configuration, neuromorphic behavior was also noted by paired pulse depression (PPD) and adaption.
Moving from a hybrid processing to a full 3D printing, Massetti et al. were able to produce an entire OECT using this method on top of parylene coated microscope glass slides and on top of 3D printed nanofibrillated cellulose (NFC)/polyvinylalcohol (PVA) substrates.[61]
These devices containing a mixture of PEDOT:PSS and D-sorbitol in the channel presented traditional depletion mode of operation with ON-OFF ratios on the scale of \(10^{3}\) and transconductances around 30 \(mS\ cm^{-1}\). To demonstrate the superiority of 3D printing over other printing techniques, fully 3D printed transistors were deposited on top of highly irregular surfaces, such as bell pepper and orchid petal.[61] Despite the lower performances (\(g_{m} \approx 6\ S\ cm^{-1}\)), these devices on top of irregular surfaces were able to operate in depletion mode. In addition, 3D printed devices presented dopamine sensing characteristics, with higher drain current changes for higher analyte concentrations, and neuromorphic behavior, reproducing paired pulse facilitation (PPF) and long-term plasticity (LTP).
Another interesting NCP technique is aerosol jet printing (AJP). In AJP, an atomizer breaks liquid inks in droplets forming an aerosol that is later released through a nozzle. Layer thickness can be controlled by the viscosity of the aerosol droplets, with higher viscosity ensuring thicker layers in fewer passes. High reproduciblity, high resolution, wide variety of ink viscosities, lower chances of nozzle clogging, obtainment of smaller structures than the nozzle diameter and possibility of printing in irregular surfaces are all advantages of this method.[62,63] One drawback of AJP is the necessity of an atomizer coupled with a dispensing part, which increases the complexity and costs of the method.[63]
In 2022 Makhinia et al. produced OECTs with active areas deposited by both screen printing and AJP.[62] Samples made by AJP presented smaller channel areas (as low as \(14.6 \pm 0.4\ \upmu {\text{m}}\) of width, \(70 \pm 4\ \upmu {\text{m}}\) of length, \(0.31\ \upmu {\text{m}}\) of thickness) and outperformed the screen printed counterparts in terms of ON-OFF ratio (up to \(27000 \pm 4000\) vs. \(9000 \pm 300\) from screen printing). In addition, AJP samples also showed transconductances up to \(3.9 \pm 0.4\ {\text{mS}}\) and switching times as low as \(16\ {\text{ms}}\) from OFF to ON and \(4\ {\text{ms}}\) from ON to OFF state.
Devices with the smallest channel dimensions were posteriorly employed in the fabrication of inverters that showed peak voltage gain of \(\approx 5.8\) and propagation delays of \(1.55\ ms\) and \(1.1\ {\text{ms}}\) for operating frequencies of \(10\ {\text{Hz}}\) and \(100\ {\text{Hz}}\), respectively.[62] Combining an odd number of these inverters allowed the authors to build ring oscillators that showed self-oscillation frequencies of \(60\ {\text{Hz}}\) and propagation delay of \(1.66\ {\text{ms}}\).[62]
As previously mentioned, printing techniques allow the production of structures on the exact planned places, removing the necessity of posterior structuring as needed e.g. for spin coating. Aside from this, these techniques allow lower material waste, which is a positive characteristic both financially and environmentally.
Electropolymerization
The deposition of electrically conductive conjugated polymers can also be done via electrochemical polymerization. In this method, a monomer is dissolved in a suitable solvent containing a doping anion salt. The monomer is oxidized at an electrically conductive electrode surface by applying an anodic potential resulting in the growing of a polymer film.[64]
The most famous conducting polymers grown by electropolymerization are polypyrrole (PPy)[65] and poly(3,4-ethylenedioxythiophene): poly(styrenesulfonate) (PEDOT:PSS).[66] The main advantage of the electropolymerization method is that the coating of the polymer takes place only locally at the conductive electrode surface, thus an additional structuring of the deposited film is not needed. The disadvantage is, however, that this deposition method requires a conductive surface, where the formation of the polymer can start. Therefore, the method is often used for additional coatings of electrodes e.g. for neural interfaces to increase significantly the electrode capacity, which enables electrical neural stimulation.[67]
Lee et al. have shown that electropolymerization can as well be used to grow an OECT channel connecting separate source and drain electrodes.[68] Here, an interdigital electrode structure is coated with PEDOT using electropolymerization. The authors could show that, after a certain electropolymerization time, the gap between the source and drain electrodes of \(5\ \upmu {\text{m}}\) is bridged by a thin film of PEDOT. The resulting OECT reached a max. transconductance of 46 mS.
Another example of electropolymerization promoting the connection between separate terminals was reported by Cucchi et al.[69] Here, PEDOT:PF6 fibers were grown by AC electropolymerization creating a semi-random fiber network, where some promote a direct connection between input and output electrodes (similar to OECT channel) while others modulate the conductivity of adjacent connections (similar to OECT gate), providing nonlinear effects that are in accordance with reservoir computing principles. Using this system, paired pulse facilitaton was emulated as well as classification of flower species and heartbeat categories, with accuracies of 96.7 % and 88 %, respectively.
Electropolymerization was also used to prepare a vertical OECT, i.e. a transistor in which the channel is perpendicular to the plane of the substrate.[70] In this design, a gold bottom electrode is coated with PEDOT:PSS, followed by the deposition of the top gold electrode through a shadow mask. Due to the small channel lengths down to 60 nm, Koutsouras et al. reached max. transconductance values up to 275 mS.
Another study on vertical OECTs with electropolymerized channel material by Brodsky et al.[71] shows max. transconductance values up to 68 mS using poly(dioxyethylenethiophene):tetrabutyl ammonium hexafluorophosphate (PEDOT:PF6). To form the vertical channel, a step in a silicon oxide layer is created with gold electrodes on top and on the bottom at the edge of the step. The organic channel is afterwards formed by electrodeposition of PEDOT:PF6 on both electrodes, where the gap is bridged after a certain time.
Recently, we established a microfabrication process to create vertical OECTs using electropolymerized PEDOT:PSS thin films. Therefore, a 300 nm thin polyimide insulation layer is sandwiched between the circular source and ring-shaped drain electrode, both made of sputtered gold [cf. Fig. 5(a)]. After defining the area for electropolymerization by coating and structuring another polyimide insulation layer on top, the PEDOT:PSS film is deposited by applying an anodic potential at the source and drain electrodes, which are short-circuited. Figure 5(b) shows an SEM image of the structure after electropolymerization. The small gap between the source and drain electrodes is bridged by the PEDOT:PSS film, which is creating the effective OECT channel. With these devices we measured max. transconductance values up to 90 mS, which are limited by the parasitic serial and contact resistances.

(a) Microscope image of the vertical OECT structure with source and drain electrodes and PEDOT:PSS coating on top of both electrodes. (b) SEM image of the ring-shaped drain electrode on top of the source electrode insulated by a thin polyimide layer. PEDOT:PSS is electropolymerized on both electrodes simultaneously creating the OECT channel at the edge of the drain electrode.
For a pros and cons summary of each deposition method discussed in “Deposition methods” section, please check Table S1.
Structuring of OMIECs
Although some deposition methods, in particular printing methods, already provide a means to structure the organic films, in some cases an additional structuring step is needed after deposition. However, OMIECs and organic semiconductors in general are sensitive to various solvents and easily harmed during standard processes used to structure metallic films or conventional semiconductors. Several structuring methods were developed to avoid this shortcoming, and to allow for structuring of organic semiconductors.
Sacrificial layer/shadow masking
The most common process to structure the OMIEC for OECTs is the use of a sacrificial layer that performs as a shadow mask during spin coating.[14] The most commonly used material is parylene-C.
Parylene-C is a thermoplastic polymer certified to be one of the most biocompatible plastics and an exceptional barrier for water and electrolytes.[72] Parylene-C has been proven to prevent corrosion and provide excellent electrical insulation for longer than 400 days, even when samples are continuously dipped in electrolyte.[73] Aside from its excellent physicochemical properties, a remarkably wide range of applications are enabled by its deposition method - chemical vapor deposition (CVD), which is able to deposit conformal and pinhole free layers of parylene-C on top of complex geometries.[72] Other than OECT fabrication, parylene-C has been used in microelectromechanical systems (MEMS), healthcare devices, OLED encapsulation, on-skin electronics, as medium for cell growth or bioanalyte nucleation, among others.[72,74,75,76,77,78,79]
For OECT fabrication, parylene-C has been strongly favored as insulation material for electrodes and as sacrificial layer for structuring of OECT channels.[80] Moreover, fully stretchable OECTs have been realized by using parylene-C for pattern transfer.[81] This choice is supported by the suitable dielectric properties of parylene-C and its biocompatibility, which supports OECT’s main application as biosensor.[15]
The use of parylene-C in OECT fabrication is sketched in Fig. 6(a). Following deposition and structuring of metal contacts (often, gold is used), parylene-C is deposited by CVD. An adhesion promoter is often used to improve adhesion between substrate and parylene-C. 3-(trimethoxysilyl)propyl methacrylate (A-174 Silane) is commonly used in case of oxide substrates, like silicon dioxide, or glass. Afterwards, a second layers of parylene-C is deposited. This time, an anti-adhesive layer (commonly Micro-90) is used in between the two parylene layers[42] [Fig. 6(b) and (c)]. The purpose of this layer is to allow separation of both parylene-C films via mechanical peeling later on.
Structuring of the parylene-C films is achieved by photolithography and dry etching[82] [Fig. 6(d–f)]. Afterwards, the OMIEC film, such as PEDOT-PSS, is deposited onto the structured parylene-C [Fig. 6(g)], most commonly by spin-coating. Typically, samples need to be annealed after organic semiconductor film deposition to improve their crystallinity and physicochemical properties.
As a last step, the top parylene-C is physically peeled from the substrate, leaving a structured organic semiconductor film between source and drain electrode [Fig. 6(h)].

Structuring of parylene-C for OECT fabrication: (a) Source (S), drain (D), and gate (G) electrodes are deposited and structured on substrate. (b) The first layer of parylene-C (blue) is deposited using Chemical Vapor Deposition (CVD). A-174 Silane is used as adhesion promotor between substrate and parylene-C. (c) Deposition of Micro-90 (white) and subsequently second film of parylene-C (blue). (d) Deposition of photoresist (red) on second parylene-C film. (e) Structuring of photoresist with photolitography to cover both source and drain contacts. (f) RIE of uncovered parylene-C. (g) Deposition of organic semiconductor (green) on structured parylene-C. (h) Mechanical peeling of top parylene-C to structure organic semiconductor.
Although parylene-C is heavily used for structuring OECTs, it has a few limitations, such as limited thermal budget and gas/moisture diffusion through the film.[83] A limited window of parylene-C processing temperature for common cleanroom operation is one of the most significant problems for OECT fabrication. Thermal annealing is a necessary step in photolithography, to remove the solvent after photoresist deposition, and in OECT channel structuring, to remove solvent and improve electrochemical properties of the organic material. However, the thermal properties of parylene-C limit the selection of organic semiconductor for OECT channel material, since some require annealing above its thermal budget.[84] Its glass transition and melting temperatures are known to be 90°C and 290°C, respectively.[85]
Parylene-C is also susceptible to oxidation in oxygen atmosphere around 125°C, which changes its mechanical properties, increasing its rigidity, brittleness and hardness, as shown in 7(a) and (b).[85] While the film didn’t exhibit any significant change after heated at 110°C for a short time (10 minutes), it becomes more brittle when exposed to lower temperature (90°C) for 2 hours due to oxidation. Heating of parylene-C film can also be introduced by either plasma dry etching or UV illumination in photolitography, due to plasma exposure heat or UV-initiated chemical reactions, respectively.[86]
A few papers have reported that annealing of a parylene-C film at 300°C under nitrogen atmosphere is highly beneficial, even without adhesion promoter, to improve its mechanical properties, such as yield stress and elongation, and allow a long time encapsulation in electrolyte solution.[85,87] However, the film sticks to an underlying substrate, including another parylene-C film, after annealing above 300°C,[86] and hence is not suitable for structuring of OECT channel via mechanical peeling in this case.
The low gas permeability of parylene-C is problematic for both photolitography and dry etching, since an outgassing of either photoresist or remnants of the solvent during both procedures can lead to gas bubble formation in the film as shown in Fig. 7(c) and (d).[85] This phenomenon is even more detrimental for thick photoresist layers and long UV exposure.[85] Gas bubble formation can be catastrophic in a vacuum environment, which is necessary for a dry etching process.

(a) Structuring of spin-coated PEDOT:PSS was achieved by mechanical peeling of the parylene-C sacrificial layer from the rest of the sample. Before peeling, the sample was heated at 110°C for 1 minute to remove the remaining solvent from PEDOT:PSS deposition. A microscope image of structured PEDOT:PSS between source and drain electrode is shown in inset. Despite the heat treatment, parylene-C was intact during the peeling process. (b) Structuring of spin-coated PEDOT:PSS was achieved by mechanical peeling of the parylene-C, but the sample was heated beforehand at 90°C for 120 minutes. A microscope image of structured PEDOT-PSS between source and drain electrode is shown in inset. This heat treatment led to unsuitable mechanical properties of parylene-C film, since it was too brittle for the process. (c) A substrate with structured gold contact and structured first layer of parylene-C (\(2\,\upmu {\text{m}}\)), occupying square areas around gold contact. The second layer of parylene-C was deposited over the whole substrate. (d) A layer of \(10 \, \upmu {\text{m}}\) photoresist was deposited on the sample in Fig. 7(c), followed by UV illumination of the sample. After the illumination, gas bubbles appear throughout the sample.
To avoid these challenges and limitations, alternative materials are needed to replace parylene-C in the peeling process. One potential alternative is polyimide, which results in a high yield of reproducible OECTs.[88] The structuring steps to fabricate these OECTs are nearly identical to the parylene-C process shown in Fig. 6, but polyimide is used as the substrate, passivation, and sacrificial layer. Using this method, 160 OECTs were fabricated with a yield of 84%. An example transfer characteristic is shown in Fig. 8(a), where an ON-OFF ratio of about 12000 and maximum transconductance of around 1 mS is found. In Fig. 8(b), the max transconductance is plotted against the channel geometry factor WT/L. The reproducibility of the OECTs processed using this method is reflected in the closeness of the individual transistors’ transconductance to the trend line.

(a) A representative transfer characteristic for an OECT fabricated using the polyimide process. This OECT has a channel length of 100 \(\upmu {\text{m}}\) and width of 50 \(\upmu {\text{m}}\). (b) The scaling of max transconductance with the geometric factor WT/L, showing a linear trend at small widths/large lengths, but a saturation at large WT/L. Reprinted with permission from Ref. 88.
The polyimide process results in excellent insulation of the source and drain metal lines and hence presents low gate currents in the range of 10-100 nA. The gate current is seen to scale linearly with the area of the channel, as shown in Fig. 9(a) and (b) for the channel length and width individually.

Gate Current Geometric Trend: A clear linear scaling is seen in the peak gate currents (at OFF-switching) over the (a) channel length and (b) channel width.
Photolithography
Traditional photolithography methods can be used to structure the semiconductor channel of OECTs as well. The basic steps are to deposit a photoresist layer onto the target material, expose a pattern in the resist by UV illumination, develop the pattern and expose it onto the target layer, etching the target layer, and finally, stripping away the remaining photoresist. Photolithography is by far the most developed patterning technique due to it being the method of choice in the current semiconductor industry. The reason that the majority of OECT designs avoid this method is the potential damage to organic materials from the choice of developer and the solvent present in the photoresist. There are examples of standard developer solutions being used to structure PEDOT:PSS,[89] and even just using a solvent such as acetone.[90] One solution to this, though not without its own risks, is to use a protective interlayer of silver[91] that is later etched away. There is still concern that the etchant used for the protective layer could damage the channel material. Finally, a method was developed to allow for traditional photolithography using orthogonal solvents, which avoids damaging organic material layers.
The difficulty in solvent orthogonality for organic electronic materials arises from needing to choose polar/non-polar solvents to structure non-polar/polar layers, but both types are required for photolithography. A novel class of solvents and resists, orthogonal to conventional polar/non-polar materials, was invented by Zakhidov et al.[18] A. Zakhidov proposed to use fluorous solvents, such as hydrofluoroethers (HFEs) for lithography.[18] These fluorous solvents were found to be completely benign to most organic electronic materials with no damage, dissolution, or delamination to material layers.[19,20,21] In addition, an HFE-compatible (Hydrofluoroethers-compatible) photoresist was developed.[22] A copolymer, formed from a highly fluorinated monomer and photolabile monomer, that is soluble in HFEs is used as the photoresist. When exposed to UV light, the resist becomes insoluble in HFEs, enabling photolithographic patterning.
Hydrofluoroethers-compatible resists were shown to be excellent orthogonal solvents for common organic semiconductors for OECTs, such as P3HT and PEDOT:PSS, as well as being environmentally friendly and non-toxic to humans. Use of these fluorinated solvents in photoresists and as developer enables standard photolithography processing, and sub-micrometer structure sizes in PEDOT:PSS and Pentacene were reported.[92]
This orthogonal lithography was used intensively to process OECTs, e.g. by Kleemann et al.[93] and Zhang et al.[81] Overall, the method has proved its advantages for OECT structuring and allows to benefit from the strengths of conventional lithography, in particular its resolution and reproducibility.
Integrated circuits
The advances in understanding and controlling OECT fabrication on large areas has led to first examples of more complex circuits. Unipolar or even complementary inverters were processed e.g. by orthogonal lithography,[94] shadow masking,[16] dispensing printing,[95] or screen printing.[96]

Larger OECT circuits: (a) Larger array of OECTs processed on flexible substrates for electrophysiology.[15] The circuits are structured by the parylene process and include simple logic circuits and circuits to identify epileptic discharges. Reprinted with permission from Ref. 15. (b) 4 to 7 bit decoder prepared by screen printing by Ersmann et al.[17] The circuit consists of 87 OECTs. Based on the same technology, a seven bit shift register consisting of 114 OECTs was presented. Reprinted with permission from Ref. 17.
Over the last couple of years the circuit size and complexity is continuously increasing, enabling new fields of application for OECTs. For example, the Khodagholy group reported on larger arrays of OECTs integrated on flexible substrates for electrophysiological recordings, e.g. for electromyography (EMG) or electrocardiography [cf. Fig. 10(a)]. They combined signal acquisition with simple signal processing and were able to detect epileptic discharges.[15] Their devices were structured by the parylene process presented on “Structuring of OMIECs” section. By including an ion-reservoir they were able to reduce the ionic transit time and to reach fast switching.
The parylene structuring technique was as well used to prepare an artificial neuron consisting of two OECTs by Sarkar et al.[97] The circuit was shown to mimic the spiking behavior of biological neurons and to be influenced by the liquid environment.
Orthogonal lithography was used e.g. to create a larger number of OECTs on stretchable polydimethylsiloxane (PDMS) substrates.[98] Zhang et al. used a combination of parylene based shadow masking to strucure metallic electrodes and orthogonal patterning of PEDOT:PSS to create OECTs with high stretchability on PDMS. A similar process, although using conventional lithography to structure PEDOT:PSS, was done by the same group to prepare an ECoG array able to track neural activity from the cortical surface of rats.[99]
Screen printing is increasingly becoming the method of choice for a larger scale integration.[17] The thus-far most complex circuit was presented by Ersman et al. in 2019[17] [cf. Fig. 10(b)]. They succeeded in printing Binary-coded decimal decoders and shift registers in a unipolar technology. Furthermore, they monolithically integrate this circuit with a small electrochromic display.[17,100] Overall, it is argued that the monolithic integration and low-cost printing of decoders and shift registers reduces the number of contact pads of surrounding application-specific integrated circuits (ASICS), which is a major driving factor for the occupied area on the silicon chip and hence cost.
Conclusions
Organic Electrochemical Transistors have come a long way ever since their invention.[1] In the past, most progress was made in optimization of materials and individual device performance, alongside a furthering of understanding the working mechanism and modeling of the device.
With growing maturity, translation of this progress into real-world applications has shifted into the focus of research. Integration of OECTs, however, is a balance of several, sometimes competing requirements. OECT behavior depends strongly on its geometric dimensions, in particular the thickness of the transistor channel, which requires a high film homogeneity and structuring fidelity. Furthermore, organic mixed conductors, as used in OECTs, are fragile and often damaged by conventional lithography. Lastly, OECTs are often labeled as low-cost technology, and in order not to compete with other technologies, have to be prepared without involving cost intensive processes.
Several methods that strike a balance of high resolution structuring and cost efficiency were discussed here. Whereas spin coating is the method of choice for smaller devices, printing methods are clearly beneficial as they are compatible with large area deposition and result in structured films. In particular screen printing has been shown to be highly promising, resulting in first complex circuits.
For higher-resolution patterning, conventional lithographic methods have been adapted. Most importantly, orthogonal photoresists and solvents as e.g. studied by Zakhidov et al.[18] are used to prepare sub-micrometer structures of the most commonly used mixed conductor - PEDOT:PSS. Alternatively, a pattern transfer by removing a protective layer of parylene[3] or polyimide[88] was shown to result in highly reproducible and high performance OECTs.
Despite this impressive progress made by OECTs, they still face severe challenges, in particular when used in larger circuits. Most importantly, the performance, in particular the switching frequency of OECTs, has to be increased to widen the range of possible applications. To reach this aim, not only have the materials to be improved, but devices with ultrashort channels have to be prepared reproducibly on large areas at low processing cost. In this respect, vertical OECTs were shown to be promising.[16] In addition, intrinsic process variations and dissimilarities in performance of individual OECTs are often presenting challenges for a larger integration. Either processes have to be improved further to minimize these disparities, or circuit designs that accommodate this spread in data have to be used and improved.
References
H.S. White, G.P. Kittlesen, M.S. Wrighton, Chemical derivatization of an array of three gold microelectrodes with polypyrrole: Fabrication of a molecule-based transistor. J. Am. Chem. Soc. 106, 5375–5377 (1984). https://doi.org/10.1021/ja00330a070
J. Rivnay, S. Inal, A. Salleo, R.M. Owens, M. Berggren, G.G. Malliaras, Organic electrochemical transistors. Nat. Rev. Mater. 3, 17086 (2018). https://doi.org/10.1038/natrevmats.2017.86
D. Khodagholy, J. Rivnay, M. Sessolo, M. Gurfinkel, P. Leleux, L.H. Jimison, E. Stavrinidou, T. Herve, S. Sanaur, R.M. Owens et al., High transconductance organic electrochemical transistors. Nat. Commun. 4(1), 2133 (2013)
M. Sophocleous, L. Contat-Rodrigo, E. García-Breijo, J. Georgiou, Organic electrochemical transistors as an emerging platform for bio-sensing applications: A review. IEEE Sens. J. 21(4), 3977–4006 (2021). https://doi.org/10.1109/JSEN.2020.3033283
R.M. Owens, G.G. Malliaras, Organic electronics at the interface with biology. MRS Bull. 35(6), 449–456 (2010). https://doi.org/10.1557/mrs2010.583
A.S. Sharova, F. Melloni, G. Lanzani, C.J. Bettinger, M. Caironi, Edible electronics: The vision and the challenge. Adv. Mater. Technol. (2021). https://doi.org/10.1002/admt.202000757
A. Marks, S. Griggs, N. Gasparini, M. Moser, Organic electrochemical transistors: An emerging technology for biosensing. Adv. Mater. Interfaces 9, 2102039 (2022). https://doi.org/10.1002/admi.202102039
P.R. Paudel, J. Tropp, V. Kaphle, J.D. Azoulay, B. Lüssem, Organic electrochemical transistors—from device models to a targeted design of materials. J. Mater. Chem. C 9, 9761–9790 (2021). https://doi.org/10.1039/D1TC01601F
D.T.D. Duong, Y. Tuchman, P. Chakthranont, P. Cavassin, R. Colucci, T.F.T. Jaramillo, A. Salleo, G.C.G. Faria, A universal platform for fabricating organic electrochemical devices. Adv. Electron. Mater. 1800090, 1800090 (2018). https://doi.org/10.1002/aelm.201800090
D.A. Bernards, G.G. Malliaras, Steady-state and transient behavior of organic electrochemical transistors. Adv. Funct. Mater. 17, 3538–3544 (2007). https://doi.org/10.1002/adfm.200601239
V. Kaphle, P.R. Paudel, D. Dahal, R.K. Radha Krishnan, B. Lüssem, Finding the equilibrium of organic electrochemical transistors. Nat. Commun. 11(1), 2515 (2020)
P.R. Paudel, V. Kaphle, D. Dahal, R.K. Radha Krishnan, B. Lüssem, Tuning the transconductance of organic electrochemical transistors. Adv. Funct. Mater. 31(3), 2004939 (2021)
R. Colucci, H.F. de Paula Barbosa, F. Günther, P. Cavassin, G.C. Faria, Recent advances in modeling organic electrochemical transistors. Flex. Print. Electron. 5, 013001 (2020). https://doi.org/10.1088/2058-8585/ab601b
J. Rivnay, P. Leleux, M. Ferro, M. Sessolo, A. Williamson, D.A. Koutsouras, D. Khodagholy, M. Ramuz, X. Strakosas, R.M. Owens, C. Benar, J.M. Badier, C. Bernard, G.G. Malliaras, High-performance transistors for bioelectronics through tuning of channel thickness. Sci. Adv. 1(4), e1400251 (2015). https://doi.org/10.1126/sciadv.1400251
C. Cea, G.D. Spyropoulos, P. Jastrzebska-Perfect, J.J. Ferrero, J.N. Gelinas, D. Khodagholy, Enhancement-mode ion-based transistor as a comprehensive interface and real-time processing unit for in vivo electrophysiology. Nat. Mater. 19, 679–686 (2020). https://doi.org/10.1038/s41563-020-0638-3
W. Huang, J. Chen, Y. Yao, D. Zheng, X. Ji, L.W. Feng, D. Moore, N.R. Glavin, M. Xie, Y. Chen, R.M. Pankow, A. Surendran, Z. Wang, Y. Xia, L. Bai, J. Rivnay, J. Ping, X. Guo, Y. Cheng, T.J. Marks, A. Facchetti, Vertical organic electrochemical transistors for complementary circuits. Nature 613, 496–502 (2023). https://doi.org/10.1038/s41586-022-05592-2
P.A. Ersman, R. Lassnig, J. Strandberg, D. Tu, V. Keshmiri, R. Forchheimer, S. Fabiano, G. Gustafsson, M. Berggren, All-printed large-scale integrated circuits based on organic electrochemical transistors. Nat. Commun. (2019). https://doi.org/10.1038/s41467-019-13079-4
A.A. Zakhidov, J.K. Lee, H.H. Fong, J.A. DeFranco, M. Chatzichristidi, P.G. Taylor, C.K. Ober, G.G. Malliaras, Hydrofluoroethers as orthogonal solvents for the chemical processing of organic electronic materials. Adv. Mater. 20(18), 3481–3484 (2008). https://doi.org/10.1002/adma.200800557
H. Kleemann, A.A. Zakhidov, M. Anderson, T. Menke, K. Leo, B. Luessem, Direct structuring of c60 thin film transistors by photo-lithography under ambient conditions. Org. Electron. 13(3), 506–513 (2012). https://doi.org/10.1016/j.orgel.2011.12.009
A.A. Zakhidov, S. Reineke, B. Luessem, K. Leo, Hydrofluoroethers as heat-transfer fluids for oleds: Operational range, stability, and efficiency improvement. Org. Electron. 13(3), 356–360 (2012). https://doi.org/10.1016/j.orgel.2011.12.004
S. Krotkus, F. Ventsch, D. Kasemann, A.A. Zakhidov, S. Hofmann, K. Leo, M.C. Gather, Photo-patterning of highly efficient state-of-the-art phosphorescent oleds using orthogonal hydrofluoroethers. Adv. Opt. Mater. 2(11), 1043–1048 (2014). https://doi.org/10.1002/adom.201400181
P. Taylor, J.K. Lee, A. Zakhidov, M. Chatzichristidi, H.H. Fong, J. Defranco, G. Malliaras, C. Ober, Orthogonal patterning of pedot:pss for organic electronics using hydrofluoroether solvents. Adv. Mater. 21, 2314–2317 (2009). https://doi.org/10.1002/adma.200803291
B.D. Paulsen, K. Tybrandt, E. Stavrinidou, J. Rivnay, Organic mixed ionic-electronic conductors. Nat. Mater. 19(1), 13–26 (2020). https://doi.org/10.1038/s41563-019-0435-z
S.L. Bidinger, S. Han, G.G. Malliaras, T. Hasan, Highly stable PEDOT:PSS electrochemical transistors. Appl. Phys. Lett. 120(7), 073302 (2022). https://doi.org/10.1063/5.0079011
D. Tsokkou, P. Cavassin, G. Rebetez, N. Banerji, Bipolarons rule the short-range terahertz conductivity in electrochemically doped p3ht. Mater. Horiz. 9, 482–491 (2022). https://doi.org/10.1039/D1MH01343B
A. Giovannitti, D.T. Sbircea, S. Inal, C.B. Nielsen, E. Bandiello, D.A. Hanifi, M. Sessolo, G.G. Malliaras, I. McCulloch, J. Rivnay, Controlling the mode of operation of organic transistors through side-chain engineering. Proc. Natl. Acad. Sci. 113, 12017–12022 (2016). https://doi.org/10.1073/pnas.1608780113
J. Surgailis, A. Savva, V. Druet, B.D. Paulsen, R. Wu, A. Hamidi-Sakr, D. Ohayon, G. Nikiforidis, X. Chen, I. McCulloch, J. Rivnay, S. Inal, Mixed conduction in an n-type organic semiconductor in the absence of hydrophilic side-chains. Adv. Funct. Mater. 31, 2010165 (2021). https://doi.org/10.1002/adfm.202010165
A. Giovannitti, C.B. Nielsen, D.T. Sbircea, S. Inal, M. Donahue, M.R. Niazi, D.A. Hanifi, A. Amassian, G.G. Malliaras, J. Rivnay, I. McCulloch, N-type organic electrochemical transistors with stability in water. Nat. Commun. 7, 1–9 (2016). https://doi.org/10.1038/ncomms13066
S.H. Kim, M. Jang, H. Yang, C.E. Park, Effect of pentacene-dielectric affinity on pentacene thin film growth morphology in organic field-effect transistors. J. Mater. Chem. 20, 5612 (2010). https://doi.org/10.1039/b921371f. https://xlink.rsc.org/?DOI=b921371f
L. Zhang, I. Song, J. Ahn, M. Han, M. Linares, M. Surin, H.J. Zhang, J.H. Oh, J. Lin, pi-extended perylene diimide double-heterohelicenes as ambipolar organic semiconductors for broadband circularly polarized light detection. Nat. Commun. 12, 142 (2021). https://doi.org/10.1038/s41467-020-20390-y. https://www.nature.com/articles/s41467-020-20390-y
T.B. Fleetham, J.P. Mudrick, W. Cao, K. Klimes, J. Xue, J. Li, Efficient zinc phthalocyanine/c 60 heterojunction photovoltaic devices employing tetracene anode interfacial layers. ACS Appl. Mater. Interfaces 6, 7254–7259 (2014). https://doi.org/10.1021/am500472m. https://pubs.acs.org/doi/10.1021/am500472m
J. Duan, J. Ding, D. Wang, X. Zhu, J. Chen, G. Zhu, C. Chen, Y. Yu, H. Liao, Z. Li, C. Di, W. Yue, Enhancing the performance of n-type thermoelectric devices via tuning the crystallinity of small molecule semiconductors. Adv. Sci. (2023). https://doi.org/10.1002/advs.202204872
J. Duan, G. Zhu, L. Wang, J. Chen, S. Cong, X. Zhu, Y. Zhou, Z. Li, I. McCulloch, W. Yue, Highly efficient mixed conduction in n-type fused small molecule semiconductors. Adv. Funct. Mater. (2022). https://doi.org/10.1002/adfm.202203937
H. Liao, J. Chen, L. Lan, Y. Yu, G. Zhu, J. Duan, X. Zhu, H. Dai, M. Xiao, Z. Li, W. Yue, I. McCulloch, Efficient n-type small-molecule mixed ion-electron conductors and application in hydrogen peroxide sensors. ACS Appl. Mater. Interfaces 14, 16477–16486 (2022). https://doi.org/10.1021/acsami.1c24267
C.G. Bischak, L.Q. Flagg, K. Yan, C.Z. Li, D.S. Ginger, Fullerene active layers for n-type organic electrochemical transistors. ACS Appl. Mater. Interfaces 11, 28138–28144 (2019). https://doi.org/10.1021/acsami.9b11370
S. Yu, C.J. Kousseff, C.B. Nielsen, n-type semiconductors for organic electrochemical transistor applications. Synth. Met. 293, 117295 (2023). https://doi.org/10.1016/j.synthmet.2023.117295. https://linkinghub.elsevier.com/retrieve/pii/S0379677923000176
A.V. Marquez, N. McEvoy, A. Pakdel. Organic electrochemical transistors (oects) toward flexible and wearable bioelectronics (2020). https://doi.org/10.3390/MOLECULES25225288
C.J. Kousseff, R. Halaksa, Z.S. Parr, C.B. Nielsen, Mixed ionic and electronic conduction in small-molecule semiconductors. Chem. Rev. 122, 4397–4419 (2022). https://doi.org/10.1021/acs.chemrev.1c00314
Z.S. Parr, R.B. Rashid, B.D. Paulsen, B. Poggi, E. Tan, M. Freeley, M. Palma, I. Abrahams, J. Rivnay, C.B. Nielsen, Semiconducting small molecules as active materials for p-type accumulation mode organic electrochemical transistors. Adv. Electron. Mater. (2020). https://doi.org/10.1002/aelm.202000215
E. Stein, O. Nahor, M. Stolov, V. Freger, I.M. Petruta, I. McCulloch, G.L. Frey, Ambipolar blend-based organic electrochemical transistors and inverters. Nat. Commun. 13, 5548 (2022). https://doi.org/10.1038/s41467-022-33264-2
J.T. Mabeck, J.A. DeFranco, D.A. Bernards, G.G. Malliaras, S. Hocdé, C.J. Chase, Microfluidic gating of an organic electrochemical transistor. Appl. Phys. Lett. 87 (2005). https://doi.org/10.1063/1.1991979. https://pubs.aip.org/apl/article/87/1/013503/925470/Microfluidic-gating-of-an-organic-electrochemical
K. Feng, W. Shan, J. Wang, J. Lee, W. Yang, W. Wu, Y. Wang, B.J. Kim, X. Guo, H. Guo, Cyano-functionalized n-type polymer with high electron mobility for high-performance organic electrochemical transistors. Adv. Mater. 34, 2201340 (2022). https://doi.org/10.1002/adma.202201340. https://onlinelibrary.wiley.com/doi/10.1002/adma.202201340
V. Druet, P.D. Nayak, A. Koklu, D. Ohayon, A. Hama, X. Chen, M. Moser, I. McCulloch, S. Inal, Operation mechanism of n-type organic electronic metabolite sensors. Adv. Electron. Mater. 8, 2200065 (2022). https://doi.org/10.1002/aelm.202200065. https://onlinelibrary.wiley.com/doi/10.1002/aelm.202200065
H. Roh, S. Yue, H. Hu, K. Chen, H.J. Kulik, A. Gumyusenge, Unraveling polymer-ion interactions in electrochromic polymers for their implementation in organic electrochemical synaptic devices. Adv. Funct. Mater. (2023). https://doi.org/10.1002/adfm.202304893
L.L. Spangler, J.M. Torkelson, J.S. Royal, Influence of solvent and molecular weight on thickness and surface topography of spin-coated polymer films. Polym. Eng. Sci. 30, 644–653 (1990). https://doi.org/10.1002/pen.760301104
D.E. Bornside, C.W. Macosko, L.E. Scriven, Spin coating: One-dimensional model. J. Appl. Phys. 66, 5185–5193 (1989). https://doi.org/10.1063/1.343754
A.C. Mendhe, Spin Coating: Easy Technique for Thin Films (Springer, Singapore, 2023), pp. 387–424. https://doi.org/10.1007/978-981-99-0961-2_9. https://doi.org/10.1007/978-981-99-0961-2_9
D.E. Bornside, R.A. Brown, P.W. Ackmann, J.R. Frank, A.A. Tryba, F.T. Geyling, The effects of gas phase convection on mass transfer in spin coating. J. Appl. Phys. 73, 585–600 (1993). https://doi.org/10.1063/1.353368. https://pubs.aip.org/jap/article/73/2/585/500163/The-effects-of-gas-phase-convection-on-mass
D.B. Hall, P. Underhill, J.M. Torkelson, Spin coating of thin and ultrathin polymer films. Polym. Eng. Sci. 38, 2039–2045 (1998). https://doi.org/10.1002/pen.10373
S. Khan, L. Lorenzelli, R.S. Dahiya, Technologies for printing sensors and electronics over large flexible substrates: A review. IEEE Sens. J. 15, 3164–3185 (2015). https://doi.org/10.1109/JSEN.2014.2375203. https://ieeexplore.ieee.org/document/6974982/
B. Grant, Y. Bandera, S.H. Foulger, J. Vilčáková, P. Sáha, J. Pfleger, Boolean and elementary algebra with a roll-to-roll printed electrochemical memristor. Adv. Mater. Technol. (2022). https://doi.org/10.1002/admt.202101108
S. Chen, A. Surendran, X. Wu, S.Y. Lee, M. Stephen, W.L. Leong, Recent technological advances in fabrication and application of organic electrochemical transistors. Adv. Mater. Technol. (2020). https://doi.org/10.1002/admt.202000523
Y. Lee, A. Carnicer-Lombarte, S. Han, B.J. Woodington, S. Chai, A.G. Polyravas, S. Velasco-Bosom, E.H. Kim, G.G. Malliaras, S. Jung, Tunable organic active neural probe enabling near-sensor signal processing. Adv. Mater. (2023). https://doi.org/10.1002/adma.202301782
T.N. Mangoma, S. Yamamoto, G.G. Malliaras, R. Daly, Hybrid 3d/inkjet-printed organic neuromorphic transistors. Adv. Mater. Technol. (2022). https://doi.org/10.1002/admt.202000798
Z. Bao, J.A. Rogers, H.E. Katz, Printable organic and polymeric semiconducting materials and devices. J. Mater. Chem. 9, 1895–1904 (1999). https://doi.org/10.1039/a902652e. https://xlink.rsc.org/?DOI=a902652e
G. Jabbour, R. Radspinner, N. Peyghambarian, Screen printing for the fabrication of organic light-emitting devices. IEEE J. Sel. Top. Quantum Electron. 7, 769–773 (2001). https://doi.org/10.1109/2944.979337. https://ieeexplore.ieee.org/document/979337/
D. Riemer, The theoretical fundamentals of the screen printing process. Microelectron. Int. 6, 8–17 (1989). https://doi.org/10.1108/eb044350
M. Zabihipour, R. Lassnig, J. Strandberg, M. Berggren, S. Fabiano, I. Engquist, P.A. Ersman, High yield manufacturing of fully screen-printed organic electrochemical transistors. NPJ Flex. Electron. 4, 1–8 (2020). https://doi.org/10.1038/s41528-020-0078-9
P.C. Hutter, T. Rothlander, G. Scheipl, B. Stadlober, All screen-printed logic gates based on organic electrochemical transistors. IEEE Trans. Electron Devices 62, 4231–4236 (2015). https://doi.org/10.1109/TED.2015.2491342. https://ieeexplore.ieee.org/document/7310877/
G. Mattana, A. Loi, M. Woytasik, M. Barbaro, V. Noël, B. Piro, Inkjet-printing: A new fabrication technology for organic transistors. Adv. Mater. Technol. (2017). https://doi.org/10.1002/admt.201700063
M. Massetti, S. Zhang, P.C. Harikesh, B. Burtscher, C. Diacci, D.T. Simon, X. Liu, M. Fahlman, D. Tu, M. Berggren, S. Fabiano, Fully 3d-printed organic electrochemical transistors. NPJ Flex. Electron. 7 (2023). https://doi.org/10.1038/s41528-023-00245-4
A. Makhinia, K. Hübscher, V. Beni, P.A. Ersman, High performance organic electrochemical transistors and logic circuits manufactured via a combination of screen and aerosol jet printing techniques. Adv. Mater. Technol. 2200153, 2200153 (2022). https://doi.org/10.1002/admt.202200153
M. Caironi, E. Gili, H. Sirringhaus, Ink-Jet Printing of Downscaled Organic Electronic Devices (John Wiley & Sons, Ltd, 2012), chap. 9, pp. 281–326. https://doi.org/10.1002/9783527640218.ch9
S. Sadki, P. Schottland, N. Brodie, G. Sabouraud, The mechanisms of pyrrole electropolymerization. Chem. Soc. Rev. 29(5), 283–293 (2000)
Y. Li, J. Yang, Effect of electrolyte concentration on the properties of the electropolymerized polypyrrole films. J. Appl. Polym. Sci. 65(13), 2739–2744 (1997)
A. Benoudjit, M.M. Bader, W.W.A.W. Salim, Study of electropolymerized pedot: Pss transducers for application as electrochemical sensors in aqueous media. Sens. Bio-sens. Res. 17, 18–24 (2018)
A.S. Pranti, A. Schander, A. Bödecker, W. Lang, Pedot: Pss coating on gold microelectrodes with excellent stability and high charge injection capacity for chronic neural interfaces. Sens. Actuators B: Chem. 275, 382–393 (2018)
J. Lee, S. Chhatre, P. Sitarik, Y. Wu, Q. Baugh, D.C. Martin, Electrochemical fabrication and characterization of organic electrochemical transistors using poly (3, 4-ethylenedioxythiophene) with various counterions. ACS Appl. Mater. Interfaces 14(37), 42289–42297 (2022)
M. Cucchi, C. Gruener, L. Petrauskas, P. Steiner, H. Tseng, A. Fischer, B. Penkovsky, C. Matthus, P. Birkholz, H. Kleemann, K. Leo, Reservoir computing with biocompatible organic electrochemical networks for brain-inspired biosignal classification. Sci. Adv. 7, eabh0693 (2021). https://doi.org/10.1126/sciadv.abh0693
D.A. Koutsouras, F. Torricelli, P.W. Blom, Submicron vertical channel organic electrochemical transistors with ultrahigh transconductance. Adv. Electron. Mater. 9(2), 2200868 (2023)
J. Brodskyy, I. Gablech, L. Migliaccio, M. Havlicek, M.J. Donahue, E.D. Głowacki, Downsizing the channel length of vertical organic electrochemical transistors. ACS Appl. Mater. Interfaces (2023)
M. Golda-Cepa, K. Engvall, M. Hakkarainen, A. Kotarba, Recent progress on parylene c polymer for biomedical applications: A review. Prog. Org. Coat. 140, 105493 (2020). https://doi.org/10.1016/j.porgcoat.2019.105493. https://linkinghub.elsevier.com/retrieve/pii/S0300944019314377
J.M. Hsu, L. Rieth, R.A. Normann, P. Tathireddy, F. Solzbacher, Encapsulation of an integrated neural interface device with parylene c. IEEE Trans. Biomed. Eng. 56, 23–29 (2009). https://doi.org/10.1109/TBME.2008.2002155. https://ieeexplore.ieee.org/document/4694105/
T.Y. Chang, V.G. Yadav, S.D. Leo, A. Mohedas, B. Rajalingam, C.L. Chen, S. Selvarasah, M.R. Dokmeci, A. Khademhosseini, Cell and protein compatibility of parylene-c surfaces. Langmuir 23, 11718–11725 (2007). https://doi.org/10.1021/la7017049
A. Spanu, A. Mascia, G. Baldazzi, B. Fenech-Salerno, F. Torrisi, G. Viola, A. Bonfiglio, P. Cosseddu, D. Pani, Parylene c-based, breathable tattoo electrodes for high-quality bio-potential measurements. Front. Bioeng. Biotechnol. (2022). https://doi.org/10.3389/fbioe.2022.820217
H. Song, Y.J. Song, J. Hong, K.S. Kang, S. Yu, H.E. Cho, J.H. Kim, S.M. Lee, Water stable and matrix addressable oled fiber textiles for wearable displays with large emission area. NPJ Flex. Electron. 6, 66 (2022). https://doi.org/10.1038/s41528-022-00199-z. https://www.nature.com/articles/s41528-022-00199-z
C. Keum, C. Murawski, E. Archer, S. Kwon, A. Mischok, M.C. Gather, A substrateless, flexible, and water-resistant organic light-emitting diode. Nat. Commun. 11, 6250 (2020). https://doi.org/10.1038/s41467-020-20016-3. www.nature.com/articles/s41467-020-20016-3
Y. Rui, J. Liu, Y. Wang, C. Yang, Parylene-based implantable pt-black coated flexible 3-d hemispherical microelectrode arrays for improved neural interfaces. Microsyst. Technol. 17, 437–442 (2011). https://doi.org/10.1007/s00542-011-1279-x
C. Liu, Recent developments in polymer mems. Adv. Mater. 19, 3783–3790 (2007). https://doi.org/10.1002/adma.200701709
M. Braendlein, T. Lonjaret, P. Leleux, J.M. Badier, G.G. Malliaras, Voltage amplifier based on organic electrochemical transistor. Adv. Sci. (2017). https://doi.org/10.1002/advs.201600247
S. Zhang, E. Hubis, G. Tomasello, G. Soliveri, P. Kumar, F. Cicoira, Patterning of stretchable organic electrochemical transistors. Chem. Mater. 29, 3126–3132 (2017). https://doi.org/10.1021/acs.chemmater.7b00181
E. Meng, P.Y. Li, Y.C. Tai, Plasma removal of parylene c. J. Micromech. Microeng. 18, 045004 (2008). https://doi.org/10.1088/0960-1317/18/4/045004
A. Heid, R. von Metzen, A. Stett, V. Bucher, Examination of dielectric strength of thin parylene c films under various conditions. Curr. Dir. Biomed. Eng. 2, 39–41 (2016). https://doi.org/10.1515/cdbme-2016-0012
N. Aizawa, Y.J. Pu, M. Watanabe, T. Chiba, K. Ideta, N. Toyota, M. Igarashi, Y. Suzuri, H. Sasabe, J. Kido, Solution-processed multilayer small-molecule light-emitting devices with high-efficiency white-light emission. Nat. Commun. 5, 5756 (2014). https://doi.org/10.1038/ncomms6756
J. Ortigoza-Diaz, K. Scholten, E. Meng, Characterization and modification of adhesion in dry and wet environments in thin-film parylene systems. J. Microelectromech. Syst. 27, 874–885 (2018). https://doi.org/10.1109/JMEMS.2018.2854636. https://ieeexplore.ieee.org/document/8418313/
B.J. Kim, E. Meng, Micromachining of parylene c for biomems. Polym. Adv. Technol. 27, 564–576 (2016). https://doi.org/10.1002/pat.3729
R.P. von Metzen, T. Stieglitz, The effects of annealing on mechanical, chemical, and physical properties and structural stability of parylene c. Biomed. Microdev. 15, 727–735 (2013). https://doi.org/10.1007/s10544-013-9758-8
M. Skowrons, D. Dahal, P. Paudel, B. Lüssem, Depletion type organic electrochemical transistors and the gradual channel approximation. Adv. Funct. Mater. p. in print (2023)
D.S. Leem, P.H. Wöbkenberg, J. Huang, T.D. Anthopoulos, D.D. Bradley, J.C. deMello, Micron-scale patterning of high conductivity poly(3,4-ethylendioxythiophene):poly(styrenesulfonate) for organic field-effect transistors. Org. Electron. 11(7), 1307–1312 (2010). https://doi.org/10.1016/j.orgel.2010.04.002. https://www.sciencedirect.com/science/article/pii/S1566119910001199
U. Lang, P. Rust, J. Dual, Towards fully polymeric mems: Fabrication and testing of pedot/pss strain gauges. Microelectron. Eng. 85(5), 1050–1053 (2008). https://doi.org/10.1016/j.mee.2008.01.051. https://www.sciencedirect.com/science/article/pii/S0167931708000233. Proceedings of the Micro- and Nano-Engineering 2007 Conference
S. Ouyang, Y. Xie, D. Zhu, X. Xu, D. Wang, T. Tan, H.H. Fong, Photolithographic patterning of pedot:pss with a silver interlayer and its application in organic light emitting diodes. Org. Electron. 15(8), 1822–1827 (2014). https://doi.org/10.1016/j.orgel.2014.05.004. https://www.sciencedirect.com/science/article/pii/S156611991400175X
A.A. Zakhidov, J.K. Lee, J.A. DeFranco, H.H. Fong, P.G. Taylor, M. Chatzichristidi, C.K. Ober, G.G. Malliaras, Orthogonal processing: A new strategy for organic electronics. Chem. Sci. 2, 1178–1182 (2011). https://doi.org/10.1039/C0SC00612B
A. Weissbach, M. Cucchi, H. Tseng, K. Leo, H. Kleemann, Unraveling the electrochemical electrode coupling in integrated organic electrochemical transistors. Adv. Funct. Mater. (2023). https://doi.org/10.1002/adfm.202302205
H. Tseng, A. Weissbach, J. Kucinski, A. Solgi, R. Nair, L.M. Bongartz, G. Ciccone, M. Cucchi, K. Leo, H. Kleemann, Threshold voltage control in dual-gate organic electrochemical transistors. Adv. Mater. Interfaces (2022). https://doi.org/10.1002/admi.202201914
R. Granelli, I. Alessandri, P. Gkoupidenis, I. Vassalini, Z.M. Kovacs-Vajna, P.W.M. Blom, F. Torricelli, High-performance bioelectronic circuits integrated on biodegradable and compostable substrates with fully printed mask-less organic electrochemical transistors. Small (2022). https://doi.org/10.1002/smll.202108077
C.Y. Yang, D. Tu, T.P. Ruoko, J.Y. Gerasimov, H.Y. Wu, P.C. Harikesh, M. Massetti, M.A. Stoeckel, R. Kroon, C. Muller, M. Berggren, S. Fabiano, Low-power/high-gain flexible complementary circuits based on printed organic electrochemical transistors. Adv. Electron. Mater. (2022). https://doi.org/10.1002/aelm.202100907
T. Sarkar, K. Lieberth, A. Pavlou, T. Frank, V. Mailaender, I. McCulloch, P.W.M. Blom, F. Torriccelli, P. Gkoupidenis, An organic artificial spiking neuron for in situ neuromorphic sensing and biointerfacing. Nat. Electron. 5(11), 774–783 (2022). https://doi.org/10.1038/s41928-022-00859-y
S. Zhang, E. Hubis, G. Tomasello, G. Soliveri, P. Kumar, F. Cicoira, Patterning of stretchable organic electrochemical transistors. Chem. Mater. 29(7), 3126–3132 (2017). https://doi.org/10.1021/acs.chemmater.7b00181
M. Wu, K. Yao, N. Huang, H. Li, J. Zhou, R. Shi, J. Li, X. Huang, J. Li, H. Jia, Z. Gao, T.H. Wong, D. Li, S. Hou, Y. Liu, S. Zhang, E. Song, J. Yu, X. Yu, Ultrathin, soft, bioresorbable organic electrochemical transistors for transient spatiotemporal mapping of brain activity. Adv. Sci. (2023). https://doi.org/10.1002/advs.202300504
P.A. Ersman, M. Zabihipour, D. Tu, R. Lassnig, J. Strandberg, J. Ahlin, M. Nilsson, D. Westerberg, G. Gustafsson, M. Berggren, R. Forchheimer, S. Fabiano, Monolithic integration of display driver circuits and displays manufactured by screen printing. Flex. Print. Electron. (2020). https://doi.org/10.1088/2058-8585/ab7ab4
Acknowledgments
We acknowledge Vrunda Modi for her contribution to the development of different techniques for the patterning of PEDOT:PSS thin films in OECTs. Furthermore, support of E. Ritter and M. Kirsch in processing OECTs is greatfully acknowledged.
Funding
Open Access funding enabled and organized by Projekt DEAL. Funding from the Deutsche Forschungsgemeinschaft (DFG, Grant 524736815) is acknowledged.
Author information
Authors and Affiliations
Contributions
All authors contributed to parts of the manuscript. HFPB primarily wrote the Materials section and the summary of deposition methods, AA was mainly responsible for summarizing the shadow masking section (including the results shown in Fig. 7), AS wrote chapter 3.3 (Electopolymerization) and provided Fig. 5, MS summarized photolithograhic structuring techniques and provided the results discussed in Figs. 8 and 9. BL wrote the Introduction and Conclusion sections.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Barbosa, H.F.P., Asyuda, A., Skowrons, M. et al. Processing of organic electrochemical transistors. MRS Communications 14, 132–148 (2024). https://doi.org/10.1557/s43579-024-00521-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43579-024-00521-y