
Abstract
The objective of this research is the development of a magnetic sheath-core bicomponent fiber. Therefor technical oxide is mixed in polypropylene using compounding. The compound (sheath) and pure polypropylene (core) are further processed in melt spinning into a magnetic bicomponent fiber with textile strength of 26.36 ± 1.62 cN/tex. Bicomponent fiber yarns can be inductively heated above 175°C in less than 10 s. These fibers could be used for thermal bonding of fiber-reinforced plastics, joining techniques of high efficiency due to their possibility to form a material-bonded connection and fiber orientation in nonwovens through a directional magnetic field.
Graphical Abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Bicomponent fibers (bico fibers) are state of the techniques and produced like most synthetic fibers in melt spinning in technical and industrial scale. The polymers are melted in two different extruders and are combined in the spinneret. After drawing off, the yarn is stretched and wound up. There are mainly side-by-side bico fibers, matrix-fibril bico fibers, and core-sheath bico fibers. For bico fibers with sheath-core structure, the core usually provides the strength. The sheath is functional or has textile properties. These bico fibers are used in many ways in textile application like carpets, upholstered furniture, or nonwovens.[1,2] Presented latest research results on bico fibers are biodegradable bico fibers for temporary textile implants, polymer optical bico fibers for textile applications, and electrically conductive bico fibers in order to make fibers antistatic or bico fibers for the production of thermoplastic fiber-reinforced composites.[3,4]
Another example is the use of bico fibers for bonding in nonwoven production: Sheath components like Polyamide (PA) are used because they have a lower melting point than the core components like Polyester (PES). Therefore, the sheath can be activated thermally.[1] However, if the core material and the sheath material need to be made out of the same material, alternative heating methods must be used—for example, induction heating.[5]
Induction heating has the highest transmissible heat compared to the other methods and it is volumetric, intrinsic, contactless, and very fast.[6,7] Induction heating is used for fiber-reinforced thermoplastics to heat the matrix.[8,9] It is also used to heat mastic that is filled with electrically conductive fibers and fillers.[10]
Polymer fibers filled with magnetically particles can be heated by induction, too.[11] There are numerous publications on magnetic fibers: Magnetic Nanomaterial in the core of bico fibers for using in smart clothing products,[3] magnetic fibers for cancer therapy[12] or magnetic fibers for fiber-shaped electronic devices.[13]
In the present study, the development of a magnetic bico fiber with a magnetic sheath and a pure polymer core is thoroughly investigated. The single-process steps of compounding, melt spinning, and stretching are explained in detail. Thermal properties of bico fibers are analyzed by differential scanning calorimetry (DSC) and rheology. Mechanical properties are determined with tensile tests. The densities of the modified materials are measured using Archimedes principle. The magnetic functionality of bico fiber yarns is investigated with a high-frequency induction unit. Lastly, various application examples for the bico fiber are presented.
Experimental
Materials
Braskem Polypropylene (PP) H214 (Density (ρ) = 0.9 g/cm3) in granular form is purchased from RESINEX Germany. Technical oxide (Fe3O4) Bayoxide E 8706 (ρ = 4.6 g/cm3) from LANXESS Deutschland is used for functionality. Fe3O4 is a powder and has a predominant particle size of 0.3 μm. Fe3O4 has a Curie temperature of 577°C.[14] Before compounding, PP is dried at room temperature and Fe3O4 is dried at 60°C, both under vacuum for 24 h. Before melt spinning, both components, compound and pure PP, are dried at room temperature under vacuum and for 24 h.
Compound formation
PP and Fe3O4 are mixed in the classic way of compounding[15] on technical scale: The two materials are fed in nitrogen atmosphere to a twin-screw extruder (Leistritz) with twelve heating zones by two feeders from Coperion. While PP is introduced into the process at the beginning of extrusion, the iron powder is introduced via a side feeder at heating zone 4. The extrusion temperature (TE) is above the melting temperature (TM) of PP. Table I shows the process parameters for a Fe3O4 content of 16 weight percentage. After mixing, the extruded monofilament is cooled in a water bath and finally granulated. The magnetic functionality of the compound can be seen on the left in Fig. 1(a).

Magnetic compound (a), magnetic bico fiber (b), transmitted light microscope image of the unstretched fiber (c), and stretched bico fiber (d). SEM images of the induction heated bico fiber after 5 s (e) and after 9 s (f).
Bico fiber formation
For bico fiber formation on technical scale, the compound and PP are processed on a Fourné melt spinning plant at TE > TM, see Table I. For a sheath fraction of 20%, ṁ = 0.5 kg/h for the sheath (compound of PP and Fe3O4) and ṁ = 2 kg/h for the core (pure PP). Thus, the bico fiber has an overall Fe3O4 content of 3.2 weight percentage. A 60-hole die plate is used in which core and sheath material are combined. The following applies for each of the 60 holes: lN = 0.6 mm and dN = 0.3 mm. The spun bico fibers are drawn off at a speed of 140 m/min and wound up unstretched. A transmitted light microscope image is shown in Fig. 1(c). The calculated fineness of the unstretched bico fibers is 3000 dtex (3000f60).
Bico fiber stretching
The bico fibers are stretched between two godets under temperature on laboratory scale. The speed of the first godet is 5 m/min. Since the speed of the second godet is 20 m/min the stretching ratio is 1:4. A tube furnace with a length of 1.8 m is located between the two godets. The calculated fineness of the stretched bico fiber is 750 dtex (750f60). The reaction of the stretched bico fibers to a magnet is shown in Fig. 1(b) and its transmitted light microscope image in Fig. 1(d).
Measurements
A Q2000 DSC (TA Instruments) is used to characterize thermal properties according to DIN EN ISO 11357-1. Weighed samples are heated and cooled in a nitrogen environment at constant rates of 10 K/min. The DSC testing temperature is between 20 and 200°C. An AR 2000× (TA Instruments) plate–plate rheometer is used to measure rheometric properties according to DIN ISO 6721-1. The cooling and heating behavior are determined at constant heating and cooling rates of 5 K/min. The rheology testing temperature is between 160 and 220°C. The elongation is 1%, the gap is 1 mm, and the frequency is 5 Hz.
Archimedes’ principle is used to determine densities. A Sartorius Entris balance with the Sartorius YDK03 density kit is used to determine the weights of the solids in air and in liquid. Since the density of the tested media is about 1 g/cm3, ethanol is taken as the measuring liquid.
Bico fiber strength is determined with the Statimat 4U from Textechno according to DIN EN ISO 2062: The test length is 250 mm and the test speed is 250 mm/min. The preload force is 0.5 cN/tex. The fineness of the fiber is measured manually with a reeling machine.
Functionality is examined with different bundles of the stretched bico fibers. The bico fibers are preloaded with 7.7·10–3 cN/tex (71.2·10–3 MPa). The heat is generated with a Sinus S52 high-frequency induction unit from Himmelwerk. The frequency is 1597 kHz and the power is 3.42 kW. The water-cooled induction coil has an inner diameter of 6 mm and a length of 25 mm. Inductive activated fibers are shown in Fig. 1(e,f). For the analysis of the heating behavior depending on temperature a high-speed thermography system (Flir) is used.
Results and discussion
Figure 2(a) depicts the comparison of the DSC results between pure PP and compound for the melting behavior. The influence of 16 weight percentage Fe3O4 can be seen during melting: The peak is sharper and the melting temperature (TM) increases slightly from 165.4°C (PP) to 169.3°C (compound) because Fe3O4 supports the crystallization.[16] This is also reflected in the enthalpies of fusion: ΔHM of pure PP (84.1 J/g) and compound (81.4 J/g) show no significant differences, although the compound contains 16% less PP.

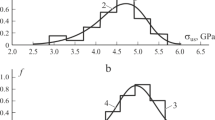
DSC curves of PP and Compound (a) (ΔHM and TM refer to enthalpy of fusion and melting temperature, respectively), rheology curves (heating) of pure PP and compound (b), mechanical properties of the magnetic bico fiber (c), and heating-up behavior of the magnetic bico fiber (d).
Figure 2(b) shows complex viscosity |η*| and loss factor (tan δ) of pure PP and compound. These two variables can be used to evaluate the viscoelastic behavior of polymer melts.[17] A slightly higher |η*| of the compound compared to the pure PP due to the Fe3O4 can be seen for the processing range above 170°C. It is clear that the filling material in the form of Fe3O4 counteracts the flow of the PP melt and increases the complex viscosity.[17] The preferred value for |η*| in melt spinning for PP is 500 Pa·s.[2] At this value, the molten PP in the spinneret has the perfect ratio between stiffness and deformation. |η*| is 500 Pa·s for pure PP at 185°C and for compound at 200°C. Processing of both materials in this temperature range is recommended. In the temperature range of 185°C to 200°C tan δ of the compound (1.5–1.8) shows slightly less viscous properties and therefore more elastic properties than PP (1.9–2.1). That means the spinnability decreases.[18]
Table II illustrates the measured densities of compound and bico fiber. The density of the compound is 1.037 ± 0.006 g/cm3 for PP with a Fe3O4 content of 16 mass percent. The density of the bico fiber is 0.924 ± 0.004 g/cm3 depending on pure PP with 20 mass percent of compound. The diameters of the unstretched and the stretched bico fibers were determined by means of transmitted light images, see Fig. 1(c,d). The single filament diameter of the unstretched bico fiber is 83.17 ± 8.19 µm. Due to the stretching with the factor 1:4, the diameter of the single filament becomes smaller by a factor root of 4. That means 41.83 ± 5.24 µm.
The sheath-core structure with the pure PP in the core and the PP modified with Fe3O4 (compound) in the sheath in Fig. 1(c,d) can be clearly seen.
Figure 2(c) and Table II depict mechanical properties of the magnetic bico fibers stretched by the factor of 4. Particles like Fe3O4 within the polymer disturb the axial alignment of polymer macromolecules and generate pores during stretching. This leads to more breaking points and an increased probability of failure. Thus, with increasing concentration and with increasing size of magnetic particles the strength of the fiber decreases.[20,21] Due to the Fe3O4 in the sheath of the bico fiber the strength of 26.36 ± 1.62 cN/tex (243.26 ± 14.96 MPa) is less than 40 cN/tex (360 MPa) and therefore of textile quality.[2] The Young’s modulus (E) of 2.75 ± 0.12 N/tex (2.54 ± 0.11 GPa) is lower in comparison to E of commercial fibers. Elongation at break (εσ,MAX) of 14.0 ± 1.2% is half that of commercial PP fibers.
The heating-up behavior of the magnetic bico fiber with a total amount of 3.2 weight percentage Fe3O4 can be seen in Fig. 2(d). One bico fiber or a few bico fiber yarns could not be melted through induction. The assumption is that the material mass was not sufficient to be heated through the high-frequency oscillation of Fe3O4. The generated heat remains not within the material and was directly transferred to the ambient air. As Fig. 2(d) shows, with bundles of at least 42 bico fiber yarns, the melting temperature of PP, about 170°C [see Fig. 2(a)], could be exceeded within a few seconds. The more particles oscillate, the faster the 170°C is reached: 9.5 s for 42 bico fiber yarns (31500f2520), 8.3 s for 60 bico fiber yarns (45000f3600), and 7.8 s for 78 bico fiber yarns (58500f4680). The maximum temperature reached is 207°C in 9.5 s for 78 bico fiber yarns. Figure 1(e,f) shows SEM images of 60 bico fibers heated for 5 s and 9 s. After 5 s a temperature of 166°C is present. According to DSC [Fig. 2(a)], this corresponds to the melting peak area. It can be seen that the fibers are partially melted and bonded. After 9 s and a temperature of 185°C, the sheaths of the bico fibers are completely melted and bonded together. The fiber structure is still well visible and also some air inclusions.
Possible applications
One possible application of the developed bico fiber is matrix filaments for composites: They can be processed as hybrid yarns in combination with reinforcing fibers using tailored fiber placement (TFP) technology for preforming.[22,23] Thus, the disadvantage of fiber damaging within the TFP process can be eliminated by bonding the hybrid yarns instead of sewing. Another application are nonwovens: In web forming processes, various methods like airlay and carding are used to induce fiber orientation.[24] The magnetic bico fibers are another method because they can be oriented in a magnetic field to achieve partially fiber orientation for partially reinforcing. A third application is the joining technique. Despite the fact that there are numerous different knots,[25] the efficiencies of knots for bale yarns in agricultural engineering are only max. 72%.[26] Using bico fibers, yarn ends can be bonded instead of knotted. The assumption is that higher efficiencies of the joint can be achieved through the solid bonding compared to a knot. Due to the higher efficiency of the joint, material can be saved.
Conclusion
The present report addresses a process to form magnetic sheath-core bico fibers with Fe3O4 in the sheath and pure PP in the core. DSC and rheology show the content of Fe3O4 in PP by corresponding thermal effects. Tensile tests and heating tests show that the bico fiber has textile strength and can be heated inductively. Densities and bico fiber diameters are also determined. Further research is needed to increase the strength of the bico fibers. With more than 50 cN/tex, the fibers would be suitable for technical applications.[2] Likewise, the heating rate can be improved with a higher proportion of Fe3O4 as already shown for fully filled fibers.[11] Since the Curie temperature of Fe3O4 is above 400°C, all thermoplastic classes including biopolymers[27] can be used for induction heating.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
S. Houis, F. Schreiber, T. Gries, P.-A. Faserstoff-Tabellen nach, Koch – Bikomponentenfasern (Shaker, Aachen, 2008)
F. Fourné, Synthetic fibers (Hanser, Munich, 1999)
M. Naeimirad, A. Zadhoush, R. Kotek, R. Esmaeely Neisiany, S. NouriKhorasani, S. Ramakrishna, J. Appl. Polym. Sci. 135(21), 46265 (2018). https://doi.org/10.1002/app.46265
R. Hufenus, Y. Yan, M. Dauner, D. Yao, T. Kikutani, Bicomponent fibers, in Handbook of fibrous materials. ed. by J. Hu, B. Kumaru, J. Lu (Wiley, Weinheim, 2020), pp.281–313. https://doi.org/10.1002/9783527342587
P. Schiebel, Entwicklung von, Dissertation, Hybrid-Preforms für belastungsgerechte CFK-Strukturen mit thermoplastischer Matrix, Band 12, 2018
G. Benkowsky, Induktionserwärmung (Verl. Technik, Berlin, 1990)
V. Rudnev, R. Cook, D. Loveless, Handbook of induction heating, vol. 61 (CRC Press Taylor & Francis Group, Boca Raton, 2017)
R. Rudolf, P. Mitschang, M. Neitzel, Compos. A Appl. Sci. Manuf. 31(11), 1191–1202 (2000). https://doi.org/10.1016/S1359-835X(00)00094-4
D. Mattheß, D. Landgrebe, W.-G. Drossel, J. Thermoplast. Compos. Mater. 30(1), 67–87 (2017). https://doi.org/10.1177/0892705715583179
Á. García, E. Schlangen, M. van de Ven, D. van Vliet, Mater. Struct. 44(2), 499–508 (2011). https://doi.org/10.1617/s11527-010-9644-2
L. Bostan, P. Schiebel, Funktionalisierte Fasern zur Thermofixierung von PEEK/CF-Preforms für Hochleistungsfaserverbundbauteile, vol. 48 (Books on Demand, Norderstedt, 2014)
C. Huang, S.J. Soenen, J. Rejman, J. Trekker, L. Chengxun, L. Lagae, W. Ceelen, C. Wilhelm, J. Demeester, S.C. de Smedt, Adv. Func. Mater. 22(12), 2479–2486 (2012). https://doi.org/10.1002/adfm.201102171
S. Wang, Q. Xu, H. Sun, Adv. Fiber Mater. 4(3), 324–341 (2022). https://doi.org/10.1007/s42765-021-00120-9
M.W. McElhinny, P.L. McFadden, Paleomagnetism, vol. 73 (Academic Press, San Diego, 2000)
K. Kohlgrüber, M. Bierdel, H. Rust, Plastics compounding and polymer processing (Hanser, Munich, 2022)
H. Zweifel (ed.), Plastics additives handbook (Hanser, München, 2009)
T. Schröder, Rheologie der Kunststoffe (Hanser. München (2018). https://doi.org/10.3139/9783446457225.ISBN:978-3-446-45405-7
R. Beyreuther, R. Vogel, Int. Polym. Proc. 11(2), 154–158 (1996). https://doi.org/10.3139/217.960154
J. Hu, M.A. Jahid, N. Harish Kumar, V. Harun, Fundamentals of the fibrous materials, in Handbook of fibrous materials. ed. by J. Hu, B. Kumaru, J. Lu (Wiley, Hoboken, 2020), pp.1–36
K. Turek, J. Opila, J. Magn. Magn. Mater. 83(1–3), 279–280 (1990). https://doi.org/10.1016/0304-8853(90)90515-R
P. Castejón, M. Antunes, D. Arencón, Polymers 13, 2 (2021). https://doi.org/10.3390/polym13020306
M. Neitzel, P. Mitschang, U. Breuer, Handbuch Verbundwerkstoffe. Werkstoffe, Verarbeitung, Anwendung (Hanser, München, 2014)
P. Mattheij, K. Gliesche, D. Feltin, J. Reinf. Plast. Compos. 17(9), 774–786 (1998). https://doi.org/10.1177/073168449801700901
H. Fuchs, W. Albrecht, Vliesstoffe. Rohstoffe, Herstellung, Anwendung, Eigenschaften, Prüfung (Wiley-VCH, Weinheim, 2012)
C.W. Ashley, G. Budworth, The Ashley book of knots (Faber and Faber, London, 1993)
M. Kreyenhagen, Dissertation, Ein Beitrag zur Entwicklung und Optimierung von Bindeverfahren für Quaderballenpressen, Bd. 583, 2017
N. Zirak, M. Shirinbayan, M. Deligant, A. Tcharkhtchi, Polymers 14, 1 (2021). https://doi.org/10.3390/polym14010097
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Marx, B., Bostan, L., Kölsch, L. et al. Development of magnetic sheath-core bicomponent fibers. MRS Communications 13, 612–617 (2023). https://doi.org/10.1557/s43579-023-00397-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43579-023-00397-4