
Abstract
Oxide dispersion-strengthened (ODS) steel is a sought-after composite material known for its high demand in high-temperature and corrosive environments. Achieving the desired ODS steel properties requires specific conditions for the size and nanoparticles (NP) distribution in the printed part. Laser ablation in liquid (LAL) enables precise NP size adjustment. At the same time, the dynamic melt pool solidification in the Laser Powder Bed Fusion (PBF-LB/M) process complements this by creating favorable conditions for successful ODS processing. In this study, ZrO2 NP with a small and narrow particle size distribution (d50 = 3.8 nm; d90 = 10 nm) is produced by LAL. Dielectrophoretic deposition achieves the homogeneous, deformation-free coating of the binary Fe20Cr (wt.-%) matrix powder with NP. PBF-LB/M printed parts out of the oxide-additivated powder exhibit a crack-free structure and a density of up to 98%. Expectedly, the metal matrix grain sizes and room temperature microhardness (~ 220 HV) are not affected by NP addition. NP tracing by 2D simulation indicates a homogeneous NP distribution and less than 10% NP to be agglomerated in the solidified part. Thus, a promising perspective for a complete laser-based process chain for generating and processing ODS alloys is outlined.
Graphical abstract

Table of Contents
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
In recent years, the additive manufacturing (AM) commercialization has experienced substantial growth. However, a significant challenge is the limited range of available materials [1]. This limitation poses a considerable obstacle to the widespread adoption and advancement of this technique [2]. Materials being investigated for AM encompass a broad range, including high-entropy alloys, shape memory alloys, and intermetallic compounds. Additionally, there is a growing emphasis on researching magnetic alloys and novel metal composite structures [3]. Composite materials often involve nanomaterials inclusion, such as carbides [4] or ceramic nanoparticles (NP), in a metal matrix. The NP use aims to positively influence the matrix and achieve tailored material properties that suit specific applications. One well-known composite material example of high technical relevance are oxide-dispersion-strengthened (ODS) alloys, which ensure exceptional strength in high-temperature regimes, particularly regarding creep properties [5, 6]. Therefore, these alloys are of high interest in modern combustion engines [7]. Moreover, due to their resistance to high-energy neutron irradiation, ODS alloys are also candidates for use in novel nuclear and future fusion power plants [8]. The conventional ODS materials production by powder metallurgical processing requires multiple subsequent processing steps, while AM allows for direct near-net-shape production. By avoiding repetitive sintering, heat treatment procedures, and mechanical finishing processes, the manufacturing route efficiency can thus be significantly increased, which makes ODS AM a promising field of research [9]. The unique AM process characteristics, including high solidification rates [10], allow rapid melt pool solidification and highly dynamic melt pool flow [11], preventing NP agglomeration in the melt pool and enabling homogenous ceramic NP dispersion, therefore meeting the requirements for the advanced ODS materials manufacturing [12].
ODS materials are characterized by nano-scaled oxide particles homogeneously dispersed in a metallic matrix and are considered a particular type of metal-ceramic composite material [6, 13, 14]. The typical matrix-incoherent particles can only be bypassed by dislocation rather than penetrated, leading to retardation of dislocation movements with extra energy provided, which ultimately leads to material strengthening. This effect is known as the Orowan mechanism [15].
Nevertheless, AM of ODS materials faces challenges, especially regarding suitable powder material production. ODS materials, which were already successfully manufactured by AM of a variety of matrix and oxide materials [16], typically consist of powder composites produced by mechanical alloying [16,17,18]. However, the reduced flowability of mechanically alloyed powder material due to mechanical deformation [9, 19] results in smaller process windows [20], which makes the development of powder composites with high sphericity necessary, typically exhibiting improved flowabilities [21, 22]. In this case, macro powder additivation by dielectrophoretic deposition can remedy the situation by maintaining the sphericity of the gas-atomized base powder and retaining the flowability. The successful dielectrophoretic deposition demonstration of the iron-chromium-based ferritic steel PM2000 and Y2O3 NP is further elaborated in [23].
Regarding the NP strengthening effect in ODS material, the theoretical optimum NP size in the bulk material is expected to be below 10 nm [24] to fully exploit the benefits of rapid solidification and low agglomeration and obtain maximum creep resistance. Typically, commercially available NP range in size from 20 nm up to micro-sized particles and are produced by liquid-based processing (sol–gel or chemical reduction), milling, or from the vapor phase (physical/chemical vapor deposition and flame synthesis), which ends in chemically contaminated NP-surfaces. The two main disadvantages of chemically produced NP—namely, broad size distribution and ligand-contaminated surfaces—can be circumvented by producing NP using Laser Ablation in Liquid (LAL). LAL advantages include the environment friendly, ligand-free production of a comprehensive materials variety such as noble metals [25], alloys [26], or oxides [27, 28]. Thus, this process offers favorable prerequisites for NP generation and a wide range of composites production to be processed with powder-based AM. Additionally, LAL can be scaled up to industrial quantities [29] and thus allows for the further development of tailored, application-driven material solutions that will further push AM commercialization.
Combining the advantages of laser-based ceramic additivated powder production and processing to a composite, this study considers the entire process chain using the ODS steel example. To assess the benefits and limitations of the laser-based process chain, it is essential to understand the effects of the spherical LAL-generated NP and the deformation-free additivation process. This understanding should be compared with conventionally produced NP and mechanical alloying to examine the resulting NP size and distribution in ODS composites. These properties play a crucial role in influencing high-temperature mechanical properties. Due to the NP inaccessibility during the processing and the impossibility of performing in-situ measurements of their movement, the combination of simulations with the experimental characterization of the NP-additivated powder and the manufactured ODS steel provides the best approach to understanding and controlling the PBF-LB/M processing of ODS steels. Therefore, NP tracing simulations based on a kinematic model considering NP-NP and flow-NP interactions are performed to study the migration and additivated NP distribution. The information of the melt flow under-prescribed processing parameters (majorly the laser power, scan speed, and laser spot size) is provided by heat-melt-microstructure (HMM)-coupled non-isothermal phase-field simulation [30]. To study the influence of NP on material strengthening by the Orowan mechanism, other strengthening mechanisms, such as, e.g., grain refinement or solid-solution strengthening, must be prevented; otherwise, interfering influences will prevent accurate investigation. Thus, this study uses a Fe20Cr model material to avoid undesirable reactions between nanoparticles and the elements present in the melt. LAL-generated zirconia (ZrO2) NP are used for this binary steel oxide reinforcement system. ZrO2 NP are frequently used to reinforce steels [31], titanium [32], aluminum [33], and copper [34] alloys. Compared to typically used yttrium-based NP for ODS alloys with a melting temperature of 2425 °C, ZrO2 has a higher melting temperature of 2715 °C which ends up in higher thermal NP stability [35], which is beneficial for manufacturing processes with high peak intensities like PBF-LB/M.
Additionally, compared to Y2O3, ZrO2 is expected to have a lower agglomeration behavior due to the lower attractive forces between the particles, characterized by a relatively low Hamaker constant. This expectation leads to the anticipation of less agglomeration in the melt pool during the PBF-LB/M process and, consequently, more minor NP accumulations in the solid. According to the theory of Arzt and Rößler [36], this contributes to an increased temperature resistance of the material as the NP distribution is decisive for the stress required to activate dislocation passing. The numerical simulation compares the agglomeration behavior of the different NP materials.
ZrO2 is already successfully produced with LAL. To emphasize the possibility of economically scaling the whole process for industrial use, in the production of NP in LAL, a readily commercially available zirconium (Zr700) target material is used for producing NP with LAL. By ablation in water, the material reacts to form zirconia and can be used for additivated metal powder production of the ODS material.
In this study, the complete laser-based ODS steel processing route is investigated using the Fe20Cr-0.8 ZrO2 (wt.-%) example consisting of LAL-NP generation, oxide-additivated metal powder production, and forming a composite by PBF-LB/M. The products of the different fabrication steps are studied and correlated with the resulting consolidated PBF-LB/M material properties. Special attention is paid to the NP size and distribution evolution during the single stages. The experimental data interpretation is supported with results from numerical simulation to gain deeper insight into the influencing physical and processing parameters and conditions.
Results
Size distribution and chemical composition of nanoparticles generated by LAL from Zr700
In Fig. 1(a), the size distribution of the LAL-generated zirconia NP is presented. The polydispersity index (PDI) can be used to evaluate the monodispersity of the NP. It is calculated as a variance (σ2) divided by xc2 values from the log-normal fit function. The higher the variances and the standard deviation are, the broader the size distribution. For a homogenous NP distribution, monodispersity, a small PDI < 10%, is desirable [37]. With a PDI of 9.13%, the size distribution shown in Fig. 1(a) can be categorized as monodisperse. In Fig. 1(b), the results of EDS measurements on exemplary NP are presented. In the top left BFTEM image, homogeneously distributed small NP (< 15 nm, marked with white arrow) as well as a few larger NP (> 15 nm, marked with black arrow) are indicated. The NP tend to agglomerate in the liquid, which can also be seen from the superimposed BFTEM image of the NP (Fig. 1(a)). In Fig. 1(b), TEM-EDS maps of Zr, Hf, and O with a corresponding BFTEM image are depicted. The examined elements are homogeneously distributed in both small (< 15 nm) and large (> 15 nm) NP. The overall measured elemental distribution is noted, respectively, emphasizing a mostly stoichiometric composition of ZrO2 with residual elements accounting for approx. 1.1 at.-%.

NP generated by LAL of a Zr700 target (a) Feret diameter size distribution derived by BFTEM image processing; (b) TEM-EDS mapping of generated NP including respective TEM-EDS measurement results; (c) TEM-EDS line scan results of individual NP with diameters of 60 nm and 5 nm.
In Fig. 1(c), TEM-EDS line scans of individual NP are depicted. The upper line scan in Fig. 1(c) shows one of the few larger NP with a diameter of approximately 60 nm to illustrate the composition of the NP in detail. In the lower line scan in Fig. 1(c), a comparatively small particle of around 5 nm diameter is shown, which is in the range of the average NP diameter. Both scans show an increase of the elements Zr and O over the particle radius. In addition to these expected elements, the Hf content also increases over the radius of the particles. The base signal noise of Hf is anticipated as this element is already in the metal target before ablation. Hf oxides may have also formed, but no individual Hf oxide particles could be detected. As Hf and Zr have similar chemical properties and similar lattice structures, it is reasonable to expect that Hf replaces a few Zr lattice positions, forming a complex oxide compound (Zr, Hf)O2. The signals for Fe and Cr can be categorized as background noise, proving that the dielectrophoretic deposition process has no impact on the chemical composition of the NP.
The diffractogram of the zirconia NP is shown in Fig. 2 and reveals the characteristic reflections of ZrO2. In addition, various other reflections can be detected, suggesting the presence of pure Zr and orthorhombic and monoclinic HfO2. However, the characteristic reflections of all phases are difficult to distinguish, as can be seen from the double and triple occupation of individual reflections in Fig. 2. Considering the results already shown from the chemical analysis utilizing XRF and EDS, it can be stated that besides tetragonal ZrO2, mainly monoclinic HfO2 is present. This conclusion is based on the reflections of the monoclinic HfO2 as in the example of the (111)-reflection at approx. 31.6° 2ϴ also partly exists without interference with reflections of the ZrO2 or the other phases. Admittedly, this also applies in part, to reflexes of orthorhombic HfO2 (e.g., (212)-reflection at approx. 43.6° 2ϴ). However, these show a much lower intensity compared to monoclinic HfO2. The occurrence of pure Zr, demonstrated by the EDS and XRF measurements, cannot be clearly detected using XRD due to the aforementioned phase interferences.

Diffraction pattern of zirconia NP indicating the characteristic reflections of Zr, ZrO2, orthorhombic HfO2 and monoclinic HfO2.
Chemical and morphological characteristics of oxide-additivated metal powder
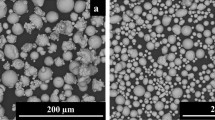
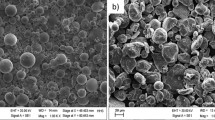
In Fig. 3, SEM images of Fe20Cr particles (a, b) and Fe20Cr additivated with ZrO2 NP (c, e, f) with different magnifications presented. Compared to the base Fe20Cr metal powder (Fig. 3(a, b)), NP are visible on the surface of the oxide-additivated metal powder depicted in Fig. 3(c, e, f), resulting in a rough surface texture. On the surface of both powder materials, satellites can be seen (indicated with orange arrows). Small agglomerates of NP are visible on the microparticles (white arrows in Fig. 3(e)). Only small areas appear not covered by NP (green arrow). All in all, the NP are homogeneously dispersed on the surface of the microparticles, and the size of the agglomerates is small compared to mechanically alloyed ODS powder, e.g., 20–200 nm used in [38] or 30–50 nm used in [39], and the additivated powder has maintained a spherical shape. The spherical shape originating from the deformation-free dielectrophoretic additivation process makes the material particularly suitable for AM. Figure 3(d) shows the EDS measurements of the oxide-additivated metal powder. The intensity of the signal for the elements Fe and Cr is constant, thereby homogeneously distributed over the powder particle.

SEM images of Fe20Cr-powder (a, b) and oxide-additivated metal powder (c, e, f) in different magnification, (d) SEM–EDS mapping of elements from Fe20Cr-0.8 ZrO2 (wt.-%) powder.
Since no increased concentration of Fe and Cr is detected on the particle edges, it can be hypothesized that these elements’ signals originate from the initial Fe20Cr powder matrix. Due to the measurement method, a stronger signal is detected from elements close to the surface, i.e., Zr and O, indicated by the orange arrows in Fig. 3(d). In addition to that, the uniform distribution of O and Zr detection suggests that the matrix particle surface is evenly wetted with NP. The areas for detecting Zr and O overlap, making it evident that ZrO2 coats the surface. The regions with increased Zr and O content are indicated with white arrows. Thus, it can be concluded that a more significant agglomeration of ZrO2 can be found at these locations. XRF measurements revealed a global composition of the oxide-additivated metal powder of 78.20Fe-20.80Cr-0.79Zr-0.12Si (wt.-%) thus, considering the statistical error of 0.26% for Zr, being a good agreement with the nominal composition.
Microstructure and hardness of bulk material built by PBF-LB/M
Figure 4 displays the microstructure of Fe20Cr and Fe20Cr-0.8 ZrO2 (wt.-%) ODS composite material consolidated through PBF-LB/M, observed in cross-sections. A notable difference is observed between the two materials, with the ODS material exhibiting a higher presence of pores (f) and consequently a lower density of 98.3% compared to the 99.7% density of raw Fe20Cr steel (a). Figure 4(b) and (g) show cross-sections of the 45 s specimens etched with Nital (10%). The microstructure is characterized by small (approx. 10 to 100 µm width) elongated (up to several 100 µm length) epitaxially grown grains. The grain size of the ODS material is similar compared to the base metal matrix, leading to the conclusion that the NP do not affect grain growth, which could be reasoned by the low wettability of ZrO2 in Fe–Cr melt, inhibiting heterogeneous nucleation and thus otherwise expected grain refinement. The composite hardness at room temperature with 217.4 ± 11 HV0.1 is similar to the hardness of base Fe20Cr with 219.2 ± 9 HV0.1, indicating similar mechanical room temperature properties. These analytical results fit well with grain size since solid-solution strengthening and grain boundary strengthening are the dominant reinforcing effects in soft matrices at room temperature. At high temperatures, the hindering of dislocation movement by particle hardening in ODS alloys is expected to result in pronounced strengthening, e.g., observed in [18] for a similar system. In Fig. 4(c) and (d), SEM images of the Fe20Cr without NP are depicted in different magnifications. A yellow dashed line indicates a grain boundary, and etching defects (whitish areas) are visible in (d). A comparable extract was selected in image (i) from Fig. 4 for the Fe20Cr-ODS sample. In comparison, the whitish areas of the composite (i) are smaller and more finely distributed than in (d).

Cross sections PBF-LB/M parts of Fe20Cr (a–e) and Fe20Cr-0.8 ZrO2 (f–j), in etched state; SEM images Fe20Cr (b–d) and Fe20Cr-0.8 ZrO2 (g–i), and respective EDS mappings of Zr (e, j).
Localized EDS surface scans of different microstructural features provide information on the local elemental composition, as summarized in Table 1.
The results show negligible traces of Zr in the Fe20Cr alloy without NP (spectrum 1 and 2 in Table 1 and Fig. 4(d)), but a significant amount in the entire composite sample (spectrum 3 and 4 in Table 1 and Fig. 4(i)). Similarly, a higher Zr proportion is detected in spectrum 4 compared to spectrum 3, suggesting the ZrO2 accumulation in the bright region. From this, it can be concluded that some white areas in Fig. 4(h) represent NP agglomerates. However, no clear visible distinction between etched microstructural features and Zr-enriched, presumably NP areas is possible. From EDS measurements depicted in Fig. 4(j), in addition to a weak, likely background noise signal for Zr (also visible in Fig. 4(e)), apparently randomly distributed Zr clusters can be observed. These clusters indicate a Zr accumulation and thus ZrO2 NP agglomerates, especially regarding dimensions of up to several 10 nm. Individual NP are very small, and considering the given noise signal, EDS mappings cannot determine their size and exact distribution. However, no specific concentration at, e.g., grain boundaries is visible, which supports the assumption of a homogeneous distribution that requires to be confirmed in future investigations.
Simulation of the influence of NP type and size on agglomeration during PBF-LB/M
As explained in “Numerical Study of nanoparticle evolution in PBF-LB/M melt pool” section, simulations are conducted with a smaller number of NP compared to the experiment to compensate for the substantial computational power requirements. To investigate the influence of NP size on agglomeration properties, the varying size of NP additivated to the Fe20Cr powder is simulated and then correspondingly traced during the process simulations. Figure 5(b) shows the comparison of size distributions of NP produced by LAL (cf. Fig. 1(a) for experimental values), NP traced during PBF-LB/M simulations and the size distribution of the simulation in Yang et al. [40]. In the case of smaller NP, a large number of NP are traced to represent the same NP mass fraction θ in the oxide-additivated metal powder, thereby requiring denser decoration on the single metal particles; in other words, the interparticle distance is significantly reduced.

Simulation results of NP tracing in PBF-LB/M; (a) Attractive interaction force with varying interparticle surface distance for different NP dispersed in the melt. Surface distance, dS represents the distance between the surfaces of two NP with dS = dC − (ri + rj), where dC is the distance between the centres of two NP and ri and rj are their respective radii; (b) experimentally and numerically determined ZrO2 NP size distribution; (c) comparison of agglomeration statistics in PBF-LB/M solids with different NP for identical process conditions, NP size distribution and NP load; (d) simulated NP distribution in PBF-LB/M solids; (e) classification of the traced ZrO2 NP as agglomerated or non-agglomerated NP after a single scan of PBF-LB/M and further analysis of the agglomerated NP in the formation of various cluster sizes.
The agglomeration behavior strongly depends on the (van der Waals) attraction force and the particle distances. The van der Waals attraction force between the two most widely used nano-additives for manufacturing ODS alloys Y2O3 and ZrO2 as a function of the surface distance between two NP is analytically compared and depicted in Fig. 5(a). The attractive force increases as the interparticle distance between two NP decreases, leading to a higher agglomeration for closely packed small NP. As expected by physical principles, the tendency of NP to agglomerate decreases with increasing size. From Fig. 5(a), it can also be concluded that ZrO2 NP undergo lower attractive force, suggesting lower agglomeration than Y2O3. Figure 5(c) presents the destination statistics of migrating NP and the corresponding classification of agglomerated/non-agglomerated Y2O3 and ZrO2 NP traced during the PBF-LB/M process simulations. The results exhibit that ~ 33% of Y2O3 NP participate in agglomeration, while only ~ 26% of ZrO2 NP are agglomerated. Moreover, in both cases, most NP are enclosed in grains, but the ZrO2 NP agglomeration in grains is 7.3% lower than the Y2O3 NP, suggesting better ZrO2 NP dispersion in the base metal matrix.
The blue size distribution [Fig. 5(b)] is used to study the ZrO2 NP evolution during PBF-LB/M. Due to their size and concentration, the NP are closely packed in a 2D simulation domain; they undergo high attractive forces [compare Fig. 5(a)].
The particles tend to accelerate towards each other, potentially on a collision path. However, there is the potential ‘overshooting’ NP where the NP migrates with high velocities due to an instantaneous strong attractive acceleration, thereby missing the supposed collision at the next step. This discrepancy may be caused by the time discretization scheme employed in this work, in which the melt flow dynamics and nanoparticle kinematics share the same time increment and discretization form (i.e., backward Euler form). It should be discussed in the upcoming works. To avoid this the overshooting NP discrepancy, the on-site magnitude of melt flow is taken as the velocity threshold for the NP. When an NP crosses that threshold velocity, it is effectively captured by the melt. It assumes the velocity from the melt for that particular time step, which is physically interpreted as the NP should not overtake the melt flow in the sense of a complete inelastic collision. As a result, the explosive drifting of NP while being suspended in the melt is prevented mainly, as shown in Fig. 5(c).
NP evolution during processing is graphically displayed in Fig. 5(d), presenting the trajectories and the final position of the NP dispersed in the PBF-LB/M-processed Fe20Cr alloy matrix. It is essential to state that the markers represent only the center locations and not the size of the NP. In contrast, the color of the markers is used to describe the final positions of the NP in the microstructure.
In Fig. 5(d), three scopes are chosen and magnified to visualize the NP and their potential agglomerations. On the microscale, one might prematurely suspect the presence of heavy agglomeration in these regions. However, upon finer inspection, one can quickly discover the presence of locally enriched isolated NP and some small NP agglomerates.
A statistical analysis of the agglomeration of NP is presented in Fig. 5(e), wherein the fraction of NP agglomerated is further classified based on their cluster size. Most of the NP remain non-agglomerated; only 7.9% of NP are observed to have participated in agglomeration. The agglomerate clusters formed by the NP are relatively small, with 85.8% of the agglomerated NP forming a 2-particle cluster. The relatively bigger clusters are rare, suggesting that the size distribution of nano inclusions in the processed part would not differ drastically from the size of NP additivated to the alloy powder particles.
Discussion and conclusions
In this study, a laser-assisted process chain for the fabrication of composites in AM is demonstrated, focusing on the feasibility of the process for the fabrication of oxide-dispersion-reinforced (ODS) composites. Laser ablation in liquid is used to produce oxide NP with an average diameter of 7 nm (d50 = 3.8 nm, d90 = 10 nm). The homogeneous distribution of NP on Fe20Cr macroparticles is achieved by dielectrophoretic deposition, and the resulting oxide-additivated metal powder is processed by PBF-LB/M, producing composite samples with a density higher than 97%. At room temperature, the hardness of the material remained unchanged around 220 HV0.1, and the microstructure of the metal matrix is not significantly affected by the NP. These results demonstrate the basic feasibility of the laser-assisted process chain for producing advanced composites for AM. Moreover, the applied simulation approach provided the first insights into the agglomeration behavior of ZrO2 NP by 2D tracing.
Comparative simulation of the agglomeration behavior of Y2O3 and ZrO2 NP based on their material properties supports the selection of NP for ODS, as ZrO2 NP exhibited better dispersion compared to Y2O3, which is considered desirable for improving high-temperature mechanical properties in ODS steels. The findings from the numerical study suggest that the size and dispersion of resulting nano agglomerates in ODS steels manufactured by PBF-LB/M can be engineered to achieve desirable mechanical properties by controlling the size of the initial NP introduced in the oxide-additivated metal powder. The simulation of the degree of agglomeration dependent on the NP sizes suggests that the fraction of NP participating in agglomeration increases for decreasing NP size. However, as revealed in the statistical analysis of the agglomerated NP, most agglomerates are small and formed by only 2–4 NP, thus still expected to be magnitudes smaller and consequently more effective compared to conventionally produced NP with typical sizes around 50 nm in diameter. An exciting subsequent research question is whether an optimized balance between initial NP size and agglomeration rates and types can be achieved. Simulations with further NP sizes can help to answer this question and motivate NP production of specific sizes with LAL.
One advantageous characteristic of the oxide nanoparticle-additivated metal powder production by dielectrophoretic deposition is that the powder particles' sphericity, size distribution, and shape are unaffected. The powder remains flowable and, thus, ensures the requirements for good processability. While dielectrophoretic deposition yielded the expected and desired results, demonstrating low agglomeration and homogeneous NP distribution on the metal powder surface, the comparatively low density of the resulting Fe20Cr-0.8 ZrO2 (wt.-%) samples requires further attention. Spherical pores can be observed in the microstructure of the ODS material, indicating evaporation of the residual moisture. The detected difference in the humidity of both materials supports this assumption (0.08 wt.-% H2O for Fe20Cr vs. 0.12 wt.-% H2O for the additivated powder). Other reasons for different behavior in the PBF-LB/M process could be different absorption properties for laser radiation of the ODS material, which can lead to altered energy input. In contrast, laser parameters remain the same, thus defects in the microstructure. An extended parameter study and re-drying of the additivated powder is believed to lead to higher densities prospectively. Once a higher relative density of PBF-LB/M processed parts is achieved, mechanical characterization, including tensile and creep tests at elevated temperatures, is to be performed to investigate the strengthening effect of the NP and deformation behavior of the composite under load.
Regarding grain size and morphology of printed specimen, the microstructure formation is not visibly affected by NP addition; it can be concluded that no additional effect, such as grain refinement or significant changes in solidification conditions, is caused. This leads to the hypothesis that any strengthening determined in upcoming investigations can be attributed to particle hardening due to the Orowan mechanism. However, it has to be considered that grain refinement by oxide NP is possibly dependent on the alloy system [41]. Hence, this finding for the investigated model alloy is not generally valid. Additionally, chemical reactions between the matrix and NP need to be considered for the transfer to more complex systems [30]. Although further studies are needed to understand all underlying mechanisms fully, these results contribute to understanding the behavior of NP in PBF-LB/M-processed materials and emphasize the importance of consideration of the entire system.
It can be hypothesized that oxide NP would hinder dislocations even at room temperature, leading to an increase in hardness. Contrary to this expectation, however, the hardness of our ODS alloy does not increase significantly compared to the pure iron-chromium alloy. This behavior is consistent with observations described in [30, 42]. In [30], despite constant hardness at room temperature, a higher compressive strength was demonstrated at elevated temperatures, which is attributed to the Orowan mechanism. Similarly, [42] found a significant increase in tensile strength at high temperatures, which was not apparent when comparing the hardness of the pure alloy with the corresponding ODS alloy at room temperature. A possible explanation for the consistent hardness at room temperature could be the pronounced agglomeration of the nanoparticles within our printed components. In Fig. 4, spectrum 4 indicates a nanoparticle size of approximately 150 nm. With an initial size of approx. 7 nm, before consolidation via PBF-LB/M, this agglomeration size may reduce the number density and distribution degree of the nanoparticles, resulting in a significantly bigger interparticle distances. These larger interparticle distances substantially reduce the efficiency of hindering the dislocation mobility by the Orowan mechanism, making it difficult to detect an Orowan-induced increase by Vickers hardness measurements. Furthermore, it could be hypothesized that the very soft Fe–Cr matrix causes a displacement of the NPs along the dislocation planes upon penetration of the Vickers indenter, leading to comparable hardness to the non-reinforced counterpart. In summary, despite the lack of a detectable increase in hardness induced by the Orowan mechanism at room temperature, the literature [30, 42] supports the expectation of strain hardening by the Orowan mechanism at elevated temperatures. However, tensile characterization of our printed ODS material is underway to confirm our findings.
An existing challenge is the seamless alignment of experiment and simulation, which requires large analytical efforts and computational capacities. It has to be mentioned that the PBF-LB/M process parameters used in the phase-field simulations differ from the ones used in the experiment. The laser beam power used in the simulation (160 W) is comparable to the experimental parameter (150 W), but a larger beam spot (160 µm diameter) is used for simulation. Simulating a smaller beam spot would mean a higher intensity of laser power and, therefore, increased melt flow drifts, potentially resulting in the formation of spatters [43]. These would affect the resultant microstructure and NP dispersion throughout the metal matrix.
Further research is required to discover the influence of laser beam spot size on the microstructure evolution and the NP distribution by experiment and simulation. As the NP mass fraction utilized in the numerical study is meager (0.005 wt.-%) compared to the experiment (0.8 wt.-%), the influence on the melt properties and, subsequently, the final microstructure was considered to be negligible and, therefore, neglected. However, this consideration aligns with the experimental observation, where even a considerably high amount of NP showed no apparent influence on the matrix microstructure. Despite the computational constraints posing limitations like insufficiently small time increment, inadequate size distribution, and number of NP in the simulation domain, the kinematic model could trace ZrO2 NP throughout a single scan of PBF-LB/M processing. Thus, the NP evolution and resultant agglomeration behavior could be revealed. Although this is not statistically validated regarding cluster sizes, it still appears to be of the same magnitude order as indicated by EDS element maps. The distribution on the smaller nanoscale is prospective to be verified by TEM investigation of the built Fe20Cr + ZrO2 part.
To gain additional understanding of the mechanical properties of the resulting alloy, it would be beneficial to investigate the reinforcement of the composite with various NP loadings. By varying the loading of oxide NP, the mechanical properties of the composite could be tailored for specific applications. Studies are revealing the influence of NP on melt dynamics [44], solidification behaviour [45], porosity [46], and melt properties such as viscosity, surface tension and thermal conductivity [47,48,49]. The NP load used in the numerical study presented here is significantly lower, and therefore, the exclusion of potential effects on the melting behaviour and its properties is justified. However, higher NP loads and their influence on melt properties and the resultant microstructure will be investigated in future works.
In summary, the present study provides a promising starting point for further research on laser-assisted composite manufacturing for additive manufacturing. Based on the findings and methods presented here, it may be possible to develop and economically produce new and advanced composites with a wide range of customizable properties, enabling applications in highly demanding environments.
Materials and methods
Materials
Zirconia NP were fabricated from Zr700 material (VDM Metals, Altona, Germany) using LAL in deionized (DI) water. The composition of the target material is characterized by X-ray fluorescence (XRF) and revealed a composition of 98.70 wt.-% Zr, 1.23 wt.-% Hf, and a residual of 0.07 wt.-%.
Micrometer-sized metal powder with the nominal composition Fe20Cr (wt.-%) was used as the base material for the oxide-additivated metal powder production. The initial particle size distribution given by the manufacturer (Rosswag GmbH, Pfinztal, Germany) was 15 µm to 45 µm (d10 = 19 μm, d50 = 29 μm, d90 = 43 μm). The chemical composition of the Fe20Cr (wt.-%) powder was verified by XRF, confirming a chemical composition of 78.7Fe-21.2Cr (wt.-%).
Analytical methods
LAL-generated NP were investigated by transmission electron microscopy (TEM) using a JEM-2200FS (JOEL GmbH, Freising, Germany). The size distribution was obtained via image analysis of the bright field TEM in the software ImageJ (Version 1.53 T). X-ray diffraction (XRD) of the zirconia NP was carried out to characterize the phase composition of the bulk NP material. A D8 Advanced system (Bruker Corporation) was used for the investigation, working according to the Bragg–Brentano setup and emitting CuKα radiation (wavelength: 1.5406 Å). The diffractogram was recorded in the 20–70° 2ϴ using a step size of 0.01° and an acquisition time of 5 s per step. The obtained diffractogram was analyzed using the software DIFFRAC.EVA V3.0. To load the NP into the sample holder of the measuring device, they were dried and glued to a C-pad in advance so that the entire surface of the C-pad was covered with NP. A diffractogram was also recorded from the C-pad without NP addition to ensure that the carbon pad did not significantly influence the measurement. It turned out that the C-pad shows reflection, but these are mainly lost in the noise of the NP measurement due to their low intensity.
The moisture of powder samples before AM was determined by the loss-on-drying method, using an HX204 gravimetric moisture analyzer (Mettler Toledo GmbH, Gießen, Germany) to ensure sufficient flowability before consolidation via AM. The solid bulk composite samples, fabricated using PBF-LB/M from the oxide-additivated metal powder, were subjected to a 45-s etching with Nital (10%) solution. Subsequently, the NP distribution and size within the matrix were analyzed by EDS mapping using a scanning electron microscope (Apreo S LoVac, Thermo Fisher Scientific). The chemical composition of the PBF-LB/M samples was determined by EDS area scans using an MIRA3 instrument (TESCAN GmbH) equipped with a Nordlys nano detector (Oxford) and Aztec software (Oxford). Measurements were performed using an accelerating voltage of 20 kV and a working distance of 15 mm. The metal matrix Fe20Cr and the oxide-additivated metal powder Fe20Cr-0.8 ZrO2 (wt.-%) were analyzed by XRF using an S8 Tiger (Bruker Corporation) equipped with a rhodium X-ray tube, a beryllium window, and a power of 4 kW. Each sample with 3 g of powder material was measured and analyzed via a quantitative method (Quant-Express) developed for the Bruker device, which uses the Kα lines to determine each element's weight percentage (wt.-%). Microstructural characterization was performed by light optical microscopy (LOM) (Leica, DM-2700) of metallographically prepared cross-sections. Densities were determined using the software ImageJ (Version 1.53 T). The PBF-LB/M samples were evaluated for microhardness using the Vickers HV 0.1 test method with 10 s indentation time and a Carat 930 (ATM Qness GmbH, Mammelzen, Germany). Five measurements were randomly distributed over the 10 mm cube for each specimen.
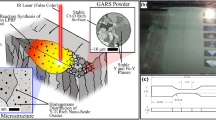
Nanoparticle synthesis by LAL
In LAL, a laser beam is focused on a target that is surrounded by liquid. The ablated material is converted into a plasma phase with laser pulse irradiation. [50, 51] By reaching the ablation threshold, NP are removed from the surface of the target and carried away by the flowing liquid. In addition to the surrounding liquid and the laser parameters, it is primarily the target material that influences the chemical composition of the NP produced. In [52], the possibilities to influence the LAL-generated NP and their desired composition by variating the composition and element distribution of the target are described. Here, the setup to ablate zirconium material in water includes a YLPN-0.5–1 × 5–80 ytterbium pulsed fiber laser in pulsed mode (IPG Laser GmbH, Burbach, Germany) with a maximum power of 80 W, a wavelength of 1064 nm and a pulse duration of 1 ns. Focusing the laser beam is achieved by an f-theta lens with a focal distance of f = 167 mm. The experimental setup scheme is shown in Fig. 6(a). A spiral scanning pattern is applied for ablation, enabled using a galvanometric scanning unit MINISCAN III-14 (Raylase GmbH, Weßling, Germany). A peristaltic pump LabV3 (Baoding Shenchen Precision Pump Co. Ltd, Baoding China) with a constant flow rate of 150 ml/min is used to create a continuous flow of DI water during the ablation. The NP used as additives for the oxide-additivated metal powder are synthesized with a laser power (PL) of 61 W and a repetition rate (RRep) of 3 MHz. The laser fluence (F) of 6.5 J/cm2 is calculated with a beam spot diameter (Dbeam) of 40 µm.

Schemes of (a) LAL process, (b) NP supporting, and (c) PBF-LB/M process scheme.
Nanoparticle supporting on metallic powder by dielectrophoretic deposition
The dielectrophoretic deposition created an oxide-additivated metal powder from ZrO2-NP and Fe20Cr metallic micro-sized powder. Water was used as the solvent along with the Fe20Cr metal powder and the laser-generated ZrO2 nanoparticles in a ratio of 0.8 wt.-% ZrO2. The mixture was stirred in a rotary evaporator at 70 rpm and 60 °C under a 200 mbar atmosphere. The moisture content of the metal base material was 0.08 wt.-% H2O, remaining moisture of the oxide-additivated metal powder after deposition was 0.12 wt.-% H2O. The scheme of the process is shown in Fig. 6(b).
Additive manufacturing by PBF-LB/M
The Fe20Cr metal powder (as reference) and the Fe20Cr-0.8 ZrO2 (wt.-%) powder were processed by PBF-LB/M using an Aconity MINI laboratory printer (Aconity3D GmbH, Herzogenrath, Germany). Figure 6(c) shows the process scheme where a laser beam is scanned over the surface of the powder bed placed onto the substrate plate, selectively melting and fusing the powder particles. The build platform is subsequently lowered by the defined layer height distance, and a new layer of powder material is applied by the coater, followed by laser exposure. This process is repeated until the cubic structures are entirely built. In this study, the powder materials are processed by a laser with a focal spot with a diameter of 48 µm and a wavelength of 1064 nm on a 316L substrate base plate. All samples were built with an energy density (VED) of 78 J/mm3 calculated from 150 W laser power (PL), 800 mm/s scan velocity (vs), and 80 µm hatch distance (Ds) with a 30 µm layer height (∆zs) in an Argon atmosphere.
Numerical Study of nanoparticle evolution in PBF-LB/M melt pool
The numerical study for NP migration during the PBF-LB/M process is based on the schematic shown in Fig. 7, where in HMM—coupled phase-field model transfers transient microstructure along with other relevant data into the NP kinematic model to estimate the migration of NP in the melt. A non-isothermal phase-field model was employed to simulate the microstructure evolution of Fe20Cr alloy manufactured by the PBF-LB/M process, details of which are sufficiently expressed in our previous works [40, 53].

Schematic for the simulation workflow, including Heat-Melt-Microstructure (HMM)—coupled phase-field simulation for PBF-LB/M process and subsequent NP kinematic model with data received from the phase-field simulation, to estimate the NP migration. The workflow is based on our previous work from Yang et al. [40].
However, to ensure thoroughness, the essentials of the model employed are summarized in this section. A stable PBF-LB/M process was considered without significant vaporization and resulting phenomena such as keyholing and spattering. The simulation provided coupled evolution of polycrystalline microstructure, melt flow dynamics, and heat transfer on the mesoscale (0.1–100 μm). The possible impact of NP on these mesoscale effects was tentatively omitted in this study, as the size of NP is negligible compared to the characteristic scale of the mentioned physical processes. A conserved order parameter (OP), ρ was used to represent the substance field (when ρ = 1) and the atmosphere/pore region (when ρ = 0). Another non-conserved OP, ϕ was used to represent the solid substance, and as the existence of solid and liquid phases were constrained within only the substance region, \((\rho -\phi )\) describes the liquid substance. A series of non-conserved OP \(\left\{{\eta }_{\alpha }\right\}\) were employed to represent the grain orientations. To limit the polycrystalline orientations inside the solid substance, a polycrystal constraint \(\left(1-\phi \right)+{\sum }_{\alpha }{\eta }_{\alpha }=1\) was implemented. The following equations governed the heat-melt coupled microstructure evolution (1, 2, 3, 4, 5, 6):
with \({q}_{\mathbf{v}}={\Phi }_{{\text{ss}}}\beta {P}_{L}{p}_{x}{p}_{z}\)
Equations (1) and (2) govern the melt flow with the flow velocity \({\varvec{u}}\). Equation (3) regulates the thermal evolution of the transient microstructure coupled with the melt flow dynamics. Equation (4) is based on the conservation of mass. Equations (5) and (6) take the form of Allen–Cahn equations to govern the melting-solidification phenomenon and the grain growth dynamics during the PBF-LB/M process. The explicit formulation for free energy \(\mathcal{F}\), detailed parameterization of the dimensionless numbers, namely the Reynolds number (\({\text{Re}}\)), the Froude number (\({\text{Fr}}\)), the Stefan number (\({\text{Ste}}\)), the Péclet numbers (\({\text{Pe}}\)), and the Allen–Cahn numbers (\({\text{Ac}}\)) and the fitting of relevant model parameters are well reported in our previous work [40]. The thermal effect from the laser beam was modeled as an internal heat source term \({q}_{\mathbf{v}}\), moving with the scan velocity \({\varvec{v}}\). \({\Phi }_{{\text{ss}}}\) is the interpolation function used for the substance field, \(\beta\) is the attenuation coefficient, \({p}_{x}\) and \({p}_{z}\) dictate the power distribution in scanning (x) and build (z) directions, respectively.
Transient thermal-microstructure, simulated for a single scan of PBF-LB/M processing with PL = 160 W, vs = 800 mm/s and a laser beam diameter of 160 µm was employed to investigate the NP migration during the PBF-LB/M process [40]. Two different NP compositions, i.e., Y2O3 and ZrO2, were compared to justify the selection of NP in experiment. Table 2 shows the Hamaker constants and densities of these NP compositions. Ap:v and Ap:m are Hamaker constants that quantify the interactions between NP dispersed in the vacuum and the melt, respectively. Equation (7) shows the kinematic model for estimating the NP migration during the PBF-LB/M process. The model considered force balance on the dispersed rigid NP (labeled as i) with density ϱi, radii \({r}_{i}\), and the translation velocity vi in the melt. Force density due to melt flow driven, (fM) was calculated and imported from the phase-field simulations. Furthermore, the influence of gravity (ϱig) and van der Waals interaction force density between NP (fA) was also considered. fA depends on\({A}_{{\text{p}}:{\text{m}}}\), the distance between the centers of NP (\({d}_{{\text{C}}}\)) and their corresponding radii (\({r}_{i}\), \({r}_{j}\)). Notably, the influence of electrostatic interaction between NP was excluded due to the strong screening effect of background-free electrons in the melt [54, 55].
with, \({{\varvec{f}}}_{{\text{M}}}={\varrho }_{{\text{m}}}\left({\left.\frac{{\text{D}}\mathbf{u}}{{\text{D}}t}\right|}_{{{\varvec{x}}}_{i}}-\frac{1}{{{\text{Fr}}}^{2}}\widehat{\mathbf{g}}\right)\),
and \({{\varvec{f}}}_{{\text{A}}}=-\frac{32{A}_{{\text{p}}:{\text{m}}}{d}_{{\text{C}}}{\left({r}_{i}{r}_{j}\right)}^{3}}{3{V}_{i}{\left[{d}_{{\text{C}}}^{4}-2{d}_{{\text{C}}}^{2}\left({r}_{i}^{2}+{r}_{j}^{2}\right)+{\left({r}_{i}^{2}-{r}_{j}^{2}\right)}^{2}\right]}^{2}}\frac{{\mathbf{x}}_{i}-{\mathbf{x}}_{j}}{{d}_{{\text{C}}}}\)
Considering the additivation of NP on surfaces of the powder particles in a 3D simulation, the number of NP to be additivated and traced during the processing simulation would be derived from the mass fraction of the NP, θ as shown in Eq. (8), where ϱm and ϱi are the densities of powder material and NP, respectively. RI and ri represent their corresponding radii. However, in the case of a 2D scenario, the number of NP to be traced is given by Eq. (9).
The number of NP required to be traced in a 2D simulation is one order lower than in the 3D scenario. It is worth noting that the reduced number of NP in 2D tracing may eventually lead to a possible low agglomeration fraction compared to the actual one from experiments. Yet, it can deliver the phenomenological understanding of agglomeration affected by the varying NP properties. The NP trajectories were then calculated numerically by discretizing the kinematic model in the backward differences scheme, wherein the time increment for NP trajectory modification was sourced from the phase-field-based process simulation. Agglomerated NP were identified by employing an adjacency test, where the distance between the NP (\({d}_{{\text{C}}}\)) centers is individually compared with the corresponding sum of their radii (ri + rj). Subsequently, the NP were classified as agglomerated or non-agglomerated.
Adopting the NP size distribution with mean radii 13.4 nm and mass fraction 0.005 wt.-% from the former research [40], seven powder particles are additivated with 930 and 1092 NP to compare the agglomeration statistics between ZrO2 and Y2O3, respectively. Based on the adjacency test, the traced NP are classified as agglomerated or non-agglomerated, as well as their final positions in the microstructure, i.e., grain, grain boundaries, pores, and surface.
To accurately simulate the NP tracing during the PBF-LB/M process in a 2D simulation domain, seven powder particles are required to be additivated by approximately 8.09 million NP with mean radii 1.82 nm, thereby implementing 0.8 wt.- % following the experimental parameters for NP size and mass fraction. However, owing to the constraints posed due to limited computational resources, the actual size distribution and mass fraction of ZrO2 NP generated from LAL could not be employed, and therefore, 4278 ZrO2 NP with mean radii 6.25 nm were additivated on the seven powder particles, representing 0.005 wt.-% NP load and simultaneously traced during a single scan of PBF-LB/M.
Data availability
Data sets generated during the current study are available from the corresponding author on reasonable request.
References
S.-K. Rittinghaus, E.A. Jägle, M. Schmid, B. Gökce, New frontiers in materials design for laser additive manufacturing. Materials 15(17), 6172 (2022)
A. Vafadar, F. Guzzomi, A. Rassau, K. Hayward, Advances in metal additive manufacturing: a review of common processes, industrial applications, and current challenges. Appl. Sci. 11(3), 1213 (2021)
J.H. Martin, B.D. Yahata, E.C. Clough, J.A. Mayer, J.M. Hundley, T.A. Schaedler, Additive manufacturing of metal matrix composites via nanofunctionalization. MRS Commun. 8(2), 297–302 (2018)
J. Luo, R. Khattinejad, A. Assari, M. Tayyebi, B. Hamawandi, Microstructure, mechanical and thermal properties of Al/Cu/SiC laminated composites, fabricated by the ARB and CARB processes. Crystals 13(2), 354 (2023)
M. Bartsch, A. Wasilkowska, A. Czyrska-Filemonowicz, U. Messerschmidt, Dislocation dynamics in the oxide dispersion strengthened alloy INCOLOY MA956. Mater. Sci. Eng. A 272(1), 152–162 (1999)
M.C. Brandes, L. Kovarik, M.K. Miller, G.S. Daehn, M.J. Mills, Creep behavior and deformation mechanisms in a nanocluster strengthened ferritic steel. Acta Mater. 60(4), 1827–1839 (2012)
Z. Min, S.N. Parbat, L. Yang, B. Kang, M.K. Chyu, Fabrication and characterization of additive manufactured nickel-based oxide dispersion strengthened coating layer for high-temperature application. J. Eng. Gas Turbine. Power (2018). https://doi.org/10.1115/1.4038351
J. Gao, P. Song, Y.-J. Huang, K. Yabuuchi, A. Kimura, K. Sakamoto, S. Yamashita, Effects of neutron irradiation on 12Cr–6Al-ODS steel with electron-beam weld line. J. Nucl. Mater. 524, 1–8 (2019)
J.J. Park, S.M. Hong, E.K. Park, M.K. Lee, C.K. Rhee, Synthesis of Fe based ODS alloys by a very high speed planetary milling process. J. Nucl. Mater. 428(1–3), 35–39 (2012)
P.A. Hooper, Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 22, 548–559 (2018)
Q. Guo, C. Zhao, M. Qu, L. Xiong, S.M.H. Hojjatzadeh, L.I. Escano, N.D. Parab, K. Fezzaa, T. Sun, L. Chen, In-situ full-field mapping of melt flow dynamics in laser metal additive manufacturing. Addit. Manuf. 31, 100939 (2020)
W.H. Yu, S.L. Sing, C.K. Chua, C.N. Kuo, X.L. Tian, Particle-reinforced metal matrix nanocomposites fabricated by selective laser melting: a state of the art review. Prog. Mater. Sci. 104, 330–379 (2019)
M. Miller, D. Hoelzer, E. Kenik, K. Russell, Nanometer scale precipitation in ferritic MA/ODS alloy MA957. J. Nucl. Mater. 329–333, 338–341 (2004)
G.R. Odette, N.J. Cunningham, T. Stan, M.E. Alam, Y. de Carlan, Nano-oxide dispersion-strengthened steels, in Structural alloys for nuclear energy applications. (Elsevier, Amsterdam, 2019), pp.529–583
E. Orowan, Symposium on internal stresses, London (1947)
M.B. Wilms, S.-K. Rittinghaus, M. Goßling, B. Gökce, Additive manufacturing of oxide-dispersion strengthened alloys: materials, synthesis and manufacturing. Prog. Mater. Sci. 133, 101049 (2023)
T. Boegelein, E. Louvis, K. Dawson, G.J. Tatlock, A.R. Jones, Characterisation of a complex thin walled structure fabricated by selective laser melting using a ferritic oxide dispersion strengthened steel. Mater Charact 112, 30–40 (2016)
M.B. Wilms, R. Streubel, F. Frömel, A. Weisheit, J. Tenkamp, F. Walther, S. Barcikowski, J.H. Schleifenbaum, B. Gökce, Laser additive manufacturing of oxide dispersion strengthened steels using laser-generated nanoparticle-metal composite powders. Procedia CIRP 74, 196–200 (2018)
C. Suryanarayana, T. Klassen, E. Ivanov, Synthesis of nanocomposites and amorphous alloys by mechanical alloying. J. Mater. Sci. 46(19), 6301–6315 (2011)
E. Vasquez, P.-F. Giroux, F. Lomello, M. Nussbaum, H. Maskrot, F. Schuster, P. Castany, Effect of powder characteristics on production of oxide dispersion strengthened Fe 14Cr steel by laser powder bed fusion. Powder Technol. 360, 998–1005 (2020)
C. Doñate-Buendía, D. Gu, M. Schmidt, S. Barcikowski, A.M. Korsunsky, B. Gökce, On the selection and design of powder materials for laser additive manufacturing. Mater. Des. 204, 109653 (2021)
M.A. Spurek, L. Haferkamp, C. Weiss, A.B. Spierings, J.H. Schleifenbaum, K. Wegener, Influence of the particle size distribution of monomodal 316L powder on its flowability and processability in powder bed fusion. Prog. Addit. Manuf. (2021). https://doi.org/10.1007/s40964-021-00240-z
R. Streubel, M.B. Wilms, C. Doñate-Buendía, A. Weisheit, S. Barcikowski, J.H. Schleifenbaum, B. Gökce, Depositing laser-generated nanoparticles on powders for additive manufacturing of oxide dispersed strengthened alloy parts via laser metal deposition. Jpn. J. Appl. Phys. 57(4), 40310 (2018)
E. Arzt, Size effects in materials due to microstructural and dimensional constraints: a comparative review. Acta Mater. 46(16), 5611–5626 (1998)
W.T. Nichols, T. Sasaki, N. Koshizaki, Laser ablation of a platinum target in water. II. Ablation rate and nanoparticle size distributions. J. Appl. Phys. 100(11), 114912 (2006)
S.-H. Tsai, Y.-H. Liu, P.-L. Wu, C.-S. Yeh, Preparation of Au–Ag–Pd trimetallic nanoparticles and their application as catalystsElectronic supplementary information (ESI) available: UV-vis spectra and EDX analysis of Au–Ag–Pd colloidal suspensions. J. Mater. Chem. 13(5), 978–980 (2003)
C. Zhu, X. Dong, X. Mei, M. Gao, K. Wang, D. Zhao, General fabrication of metal oxide nanoparticles modified graphene for supercapacitors by laser ablation. Appl. Surf. Sci. 568, 150978 (2021)
T. Sasaki, Y. Shimizu, N. Koshizaki, Preparation of metal oxide-based nanomaterials using nanosecond pulsed laser ablation in liquids. J. Photochem. Photobiol. A 182(3), 335–341 (2006)
R. Streubel, S. Barcikowski, B. Gökce, Continuous multigram nanoparticle synthesis by high-power, high-repetition-rate ultrafast laser ablation in liquids. Opt. Lett. 41(7), 1486–1489 (2016)
C. Doñate-Buendia, P. Kürnsteiner, F. Stern, M.B. Wilms, R. Streubel, I.M. Kusoglu, J. Tenkamp, E. Bruder, N. Pirch, S. Barcikowski, K. Durst, J.H. Schleifenbaum, F. Walther, B. Gault, B. Gökce, Microstructure formation and mechanical properties of ODS steels built by laser additive manufacturing of nanoparticle coated iron-chromium powders. Acta Mater. 206, 116566 (2021)
S. Ahda, A. Sujatno, D. Hairani, N. Shabrina, S. Giat, Bandriyana, Microstructure and oxidation behavior of the oxide dispersion strengthened stainless steel 316l with zirconia dispersion. J. Ind. Tech. Ass. 15(2), 115 (2021)
A. Hattal, K. Mukhtarova, M. Djemai, T. Chauveau, A. Hocini, J.J. Fouchet, B. Bacroix, J. Gubicza, G. Dirras, Effect of hot isostatic pressing on microstructure and mechanical properties of Ti6Al4V-zirconia nanocomposites processed by laser-powder bed fusion. Mater. Des. 214, 110392 (2022)
S. Zhang, Z. Chen, P. Wei, K. Huang, Y. Zou, S. Yao, M. Li, B. Lu, J. Xing, Microstructure and properties of a nano-ZrO2-reinforced AlSi10Mg matrix composite prepared by selective laser melting. Mater. Sci. Eng. A 838, 142792 (2022)
M. Galatanu, M. Enculescu, A. Galatanu, Thermophysical properties of Cu-ZrO2 composites as potential thermal barrier materials for a DEMO W-monoblock divertor. Fusion Eng. Des. 127, 179–184 (2018)
T.B. Massalski, H. Okamoto, P.R. Subramanian, L. Kacprzak, Binary alloy phase diagrams Vol. 1, The Materials Information Society, ASM International (1990)
J. Rösler, E. Arzt, A new model-based creep equation for dispersion strengthened materials. Acta Metall. Mater. 38(4), 671–683 (1990)
S. Barcikowski, V. Amendola, G. Marzun, C. Rehbock, S. Reichenberger, D. Zhang, B. Gökce, Handbook of laser synthesis of colloids (2016)
M. Lenling, H. Yeom, B. Maier, G. Johnson, T. Dabney, J. Graham, P. Hosemann, D. Hoelzer, S. Maloy, K. Sridharan, Manufacturing oxide dispersion-strengthened (ODS) steel fuel cladding tubes using the cold spray process. JOM 71(8), 2868–2873 (2019)
M. Nagini, R. Vijay, K.V. Rajulapati, K.B.S. Rao, M. Ramakrishna, A.V. Reddy, G. Sundararajan, Effect of process parameters on microstructure and hardness of oxide dispersion strengthened 18Cr ferritic steel. Metall. Mat. Trans. A 47(8), 4197–4209 (2016)
Y. Yang, C. Doñate-Buendía, T.D. Oyedeji, B. Gökce, B.-X. Xu, Nanoparticle tracing during laser powder bed fusion of oxide dispersion strengthened steels. Materials (Basel, Switzerland) (2021). https://doi.org/10.3390/ma14133463
D. Zhang, A. Prasad, M.J. Bermingham, C.J. Todaro, M.J. Benoit, M.N. Patel, D. Qiu, D.H. StJohn, M. Qian, M.A. Easton, Grain refinement of alloys in fusion-based additive manufacturing processes. Metall. Mat. Trans. A 51(9), 4341–4359 (2020)
D.J. Park, H.G. Kim, Y.I. Jung, J.H. Park, B.K. Choi, J.H. Yang, Y.H. Koo, Fabrication and mechanical properties of an oxide-dispersion-strengthened FeCrAl alloy. Fusion Eng. Des. 139, 81–85 (2019)
M.C. Sow, T. de Terris, O. Castelnau, Z. Hamouche, F. Coste, R. Fabbro, P. Peyre, Influence of beam diameter on laser powder bed fusion (L-PBF) process. Addit. Manuf. 36, 101532 (2020)
C. Ma, L. Chen, J. Xu, J. Zhao, X. Li, Control of fluid dynamics by nanoparticles in laser melting. J. Appl. Phys. 117(11), 114901 (2015)
C. Ma, L. Chen, C. Cao, X. Li, Nanoparticle-induced unusual melting and solidification behaviours of metals. Nat. Commun. 8(1), 14178 (2017)
M. Qu, Q. Guo, L.I. Escano, S.J. Clark, K. Fezzaa, L. Chen, Mitigating keyhole pore formation by nanoparticles during laser powder bed fusion additive manufacturing. Addit. Manuf. Lett. 3, 100068 (2022)
O.A. Alawi, N.A.C. Sidik, H.W. Xian, T.H. Kean, S.N. Kazi, Thermal conductivity and viscosity models of metallic oxides nanofluids. Int. J. Heat Mass Transf. 116, 1314–1325 (2018)
C. Ma, J. Zhao, C. Cao, T.-C. Lin, X. Li, Fundamental study on laser interactions with nanoparticles-reinforced metals—part I: effect of nanoparticles on optical reflectivity, specific heat, and thermal conductivity. J. Manuf. Sci. Eng. (2016). https://doi.org/10.1115/1.4033392
C. Ma, J. Zhao, C. Cao, T.-C. Lin, X. Li, Fundamental study on laser interactions with nanoparticles-reinforced metals—part II: effect of nanoparticles on surface tension, viscosity, and laser melting. J. Manuf. Sci. Eng. (2016). https://doi.org/10.1115/1.4033446
E. Fazio, B. Gökce, A. de Giacomo, M. Meneghetti, G. Compagnini, M. Tommasini, F. Waag, A. Lucotti, C.G. Zanchi, P.M. Ossi, M. Dell’Aglio, L. D’Urso, M. Condorelli, V. Scardaci, F. Biscaglia, L. Litti, M. Gobbo, G. Gallo, M. Santoro, S. Trusso, F. Neri, Nanoparticles engineering by pulsed laser ablation in liquids: concepts and applications. Nanomaterials (2020). https://doi.org/10.3390/nano10112317
D. Zhang, B. Gökce, S. Barcikowski, Laser synthesis and processing of colloids: fundamentals and applications. Chem. Rev. 117(5), 3990–4103 (2017)
F. Waag, W.I.M.A. Fares, Y. Li, C. Andronescu, B. Gökce, S. Barcikowski, Identification of the main mixing process in the synthesis of alloy nanoparticles by laser ablation of compacted micropowder mixtures. J. Mater. Sci. 57(4), 3041–3056 (2022)
Y. Yang, P. Kühn, M. Yi, H. Egger, B.-X. Xu, Non-isothermal phase-field modeling of heat–melt–microstructure-coupled processes during powder bed fusion. JOM 72(4), 1719–1733 (2020)
J.Q. Xu, L.Y. Chen, H. Choi, X.C. Li, Theoretical study and pathways for nanoparticle capture during solidification of metal melt. J. Phys. Condens. Matter 24(25), 255304 (2012)
J. Xu, Achieving uniform nanoparticle dispersion in metal matrix nanocomposites. UCLA Dissertations, 2015
L. Bergström, A. Meurk, H. Arwin, D.J. Rowcliffe, Estimation of Hamaker constants of ceramic materials from optical data using Lifshitz theory. J. Am. Ceram. Soc. 79, 339–348 (1996)
German Social Accident Insurance Information system on hazardous substances (GESTIS). https://gestis-database.dguv.de/. Accessed 28 Nov 2022
Acknowledgments
The authors would like to express their sincere gratitude to several individuals who contributed to the successful completion of this study. We want to thank Jonas Hankel for his expertise and assistance with the hardness measurements. We also thank Prof. Matthias Epple for the use of their SEM, Daniel Behrens for his help with experimental tasks, and Dr. I. Murat Kusoglu, who contributed to this study by performing the XRF measurements of the zirconium target, the additivated powder, and the LAL-generated NP powder. Finally, S. Bharech, Y. Yang, and B.-X. Xu greatly appreciate the access to the Lichtenberg II High-Performance Computer (HPC) and the technique support from the HHLR, Technical University of Darmstadt. The computation time on the HPC is granted by the NHR4CES Resource Allocation Board under the project “special00007”.
Funding
Open Access funding enabled and organized by Projekt DEAL. This study is part of a research project funded by the German Research Foundation (DFG) under Priority Program 2122 “Materials for Additive Manufacturing” (SPP 2122, project number 493889809, GO 2566/13-1 and XU 121/20-1). B. Gökce additionally acknowledges funding from the DFG within the Heisenberg Program, project GO 2566/10-1 (445127149).
Author information
Authors and Affiliations
Contributions
MG: investigation, visualization (lead), writing-original draft preparation (lead). S-KR: writing—review & editing, project administration. SB: investigation, software, writing—original draft preparation (support), visualization (support). YY: writing—review & editing, software. MBW: writing-original draft preparation (support). LB: investigation, writing-original draft preparation (support). SW: resources, writing- reviewing and editing. B-XX: resources, writing- reviewing and editing, funding acquisition. BG: conceptualization, resources, writing- reviewing and editing, project administration, funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Goßling, M., Rittinghaus, SK., Bharech, S. et al. Towards enhancing ODS composites in laser powder bed fusion: Investigating the incorporation of laser-generated zirconia nanoparticles in a model iron–chromium alloy. Journal of Materials Research 39, 774–788 (2024). https://doi.org/10.1557/s43578-023-01267-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43578-023-01267-4