
Abstract
Multi-principal element alloys (MPEAs) are an emergent class of metallic materials that displays a huge range of possible properties and applications. CrCoNi MPEAs attract great interest because they show good strength–ductility combinations, especially in Cr-rich non-equiatomic compositions. In this work, the Cr40Co30Ni30 MPEA was produced and characterized at different annealing conditions. This alloy displays a great strength–ductility balance, evidenced by the high uniform deformation (55–70%) and high estimated toughness. It also exhibits high strengthening by grain refining, given by the high Hall–Petch slope (k = 655 MPa/μm−0.5). The grain growth kinetics analysis provides estimates that can aid the design and processing of this alloy for future applications. Deformed samples displayed both TWIP and TRIP effects, once mechanical twins and HCP martensitic phase, arranged in nanometric lamellae, are formed during straining, greatly increasing the number of interfaces in the microstructure and providing good mechanical properties in tension.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Multi-principal element alloys (MPEAs) are a new class of metallic materials that emerged in the last two decades as an opportunity to overcome the limitations imposed by the traditional alloy design concept and to obtain high-performance materials, exhibiting superior combinations of properties. These alloys were derived from the well-known High Entropy Alloys (HEAs) but they have less compositional restraints. Their compositional freedom, provided by the absence of a principal element, such as in traditional alloys, results in a “’cocktail’ effect” often used to describe positive synergic results from elemental combinations that can happen on these MPEAs [1,2,3]. Although the other three core effects have been contested to some degree, it has been observed that sometimes mixing many elements can dramatically change the properties of the alloys and generate unexpected results that could not be obtained by an independent base element, which can be further refined by processing these materials under various conditions [4, 5].
Among the MPEAs, the Cr–Co–Ni system can be highlighted due to its excellent combination of ductility and strength, which places these alloys as one of the toughest materials to ever be developed [6]. For example, the CrCoNi equiatomic alloy has a Charpy impact fracture toughness of 520 J at 293 K [7], while forged austenitic stainless steel 304L exhibits values of approximately 225 J [8]. Furthermore, this composition displays other interesting advantages and properties, such as its high corrosion resistance in saline environment [9] and wear resistance [10]. As shown by Wu et al. [11], the equimolar CrCoNi alloy surpassed all the other equimolar alloys from the Cr–Mn–Fe–Co–Ni system in tensile yield strength, ductility, and ultimate tensile stress at different temperatures. This superiority can be traced to three main aspects: first, the solid solution strengthening, mainly associated with the atomic misfit; second, the initial single-phase face-centered cubic (FCC) crystalline structure that displays twinning-induced plasticity (TWIP), a strengthening mechanism which promotes high work hardening rate by introducing extra boundaries to dislocation motion; and, finally, the FCC to hexagonal close-packed (HCP) transformation-induced plasticity (TRIP), which also contributes to enhanced work hardening rate [12,13,14,15].
Once the development of stronger alloys with higher ductility is frequently desired, many efforts were made in order to explore advances inside the Cr–Co–Ni system [16]. Grain refinement plays an important role, once it is a mechanism that is capable to conclude in increase of strength and ductility simultaneously [17]. For the equiatomic CrCoNi, grain refinement shows great strengthening of the alloy, which can be associated with the fact that its Hall–Petch coefficient stands out against other similar alloys and pure metals [18, 19].
Furthermore, Coury et al. [20] using Varvenne et al. solid solution strengthening model [21] demonstrated that additions of Cr have an important effect and could improve the solid solution strengthening of the Cr–Co–Ni system, and so, non-equiatomic compositions could potentially display even better properties. Additions of Cr contribute to the decrease of the stacking fault energy (SFE) [22], which facilitates the mechanisms of strain-induced phase transformation (TRIP) and affects the strain-hardening rate and the ductility. Therefore, not only grain refinement stands out as a possibility to maximize mechanical performance, but compositional adjustments that explore non-equiatomic areas also show great potential to, in a joint effort, result in a MPEA with remarkable properties.
Hence, factoring the considerations regarding thermodynamic stability and solid solution strengthening calculations, the Cr-rich Cr40Co30Ni30 MPEA was chosen as an alloy with great potential to display increased solid solution strengthening [20] and great strain-hardening rates associated with the occurrence of induced plasticity mechanisms (TWIP and TRIP) [19]. In the present work, this alloy was produced and characterized, the mechanical properties were evaluated by tensile tests at different annealing conditions to evaluate the role of grain refinement in its mechanical properties through Hall–Petch and grain growth kinetics analysis. The induced plasticity mechanisms were assessed in deformed samples, the presence and distribution of strain-induced deformation structures were analyzed.
Materials and methods
An ingot with approximately 2 kg of Cr40Co30Ni30 (at. %) was produced by induction melting with commercially pure elements (purity of 99% or above), and 0.5%Al was added to reduce the formation of oxide inclusions. Scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS) analysis were performed in the as-cast samples, prepared according to the standard metallographic procedure. The ingot was homogenized for 2 h at 1100 °C, and hot rolling steps were performed to gradually reduce its thickness up to ~ 1.7 mm; the plates were then cold rolled to a final thickness of 1 mm, with a cold rolling thickness reduction of ~ 40%. Samples were obtained from the plates and recrystallized in five different conditions, which were defined based upon thermodynamic simulations and chosen with the intention of avoiding the formation of sigma phase and enabling sufficiently distinguishable grain growth scenarios: 1—900 °C/0.5 h; 2—1000 °C/0.5 h; 3—1000 °C/2 h; 4—1000 °C/4 h; and 5—1100 °C/4 h. The obtained samples were water quenched and different grain sizes were obtained in order to perform a Hall–Petch analysis through tensile testing.
The content of carbon (C) an sulfur (S) was measured by the combustion technique, using a LECO CS844 Series Elemental Analyzer. In addition, the concentration of oxygen (O), nitrogen (N), and hydrogen (H) was measured by infrared absorption and thermal conductivity analysis, in a LECO ONH836 Series Elemental Analyzer. Finally, Cr, Co, Ni, and Al contents were adjusted from the nominal values and were measured by energy-dispersive X-Ray spectroscopy (EDS) to confirm their contents. The results are shown in Table 1.
Metallographic samples were cut from recrystallized sheets. The procedure followed standard metallographic preparation, up to a final polishing with alumina 1 μm. The microstructure was analyzed by optical microscopy, and the mean grain size was obtained by the Heyn linear intercept procedure, according to ASTM E112-13 [23], using an arrangement of four lines (horizontal, vertical and two diagonals) in each field, and five fields of each condition were evaluated. The twin boundaries were not considered during grain size measurements, as stated by ASTM E112-13 [23].
X-ray diffraction (XRD) analyses were carried out in recrystallized samples prepared by electropolishing for 10 min. The diffractometer used was a Bruker D8 Advance ECO, with Cu-Kα radiation (λ = 1.54 Å, 8.047 keV), 2θ range of 20°–90°, and digital fluorescence corrector.
Quasi-static uniaxial tensile tests were performed in an INSTRON testing machine, according to ASTM E8/E8M-16a [24], using an extensometer, at room temperature and nominal strain rate of 10–3 s−1. Tensile specimens, in the shape of flat dog bone (subsize sheet-type) and with thickness of 1.0 mm, were obtained by electrical discharge machining (EDM) with the long direction of the sample parallel to the rolling direction. Conditions 2–5 were tested, one specimen per condition, and yield strength was considered as 0.2% proof stress.
Transmission electron microscopy (TEM) analysis were performed in sample in the heat-treated condition number 5 (1100 °C/4 h) in the deformed condition (i.e., after the tensile test) taken from within the gauge length of the tensile specimen. The microscope used was a FEI Tecnai F20 FEG operating at 200 kV. The sample was mechanically thinned down to 0.1 mm of thickness by grinding, and was prepared by electropolishing on a Struers-TENUPOL using a 95% ethanol and 5% perchloric acid solution at 0 ºC and 30 V.
Results
Microstructure
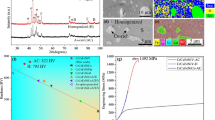
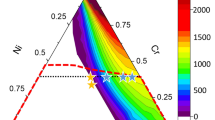
XRD patterns of the recrystallized samples indicate the presence of only FCC phase, as shown by Fig. 1(a), as expected by the thermodynamical calculation, shown in Fig. 1(b). Figure 1(c) and (d) show the microstructure of the samples obtained by two of the heat treatment conditions applied (conditions 2 and 5). Table 2 shows the mean value and standard deviation of FCC grain sizes from each condition (excluding twin boundaries).

(a) X-Ray diffraction pattern of the sample on the recrystallized (condition 2) and deformed conditions, both patterns only indicating the presence of the FCC phase; (b) Thermodynamic calculation obtained using the CALPHAD method and Pandat PanHEA2022 database, for the Cr40Co30Ni30 alloy; (c) Optical micrographs showing the microstructure of mean grain size of 17.2 µm; (d) Optical micrographs showing the microstructure of mean grain size of 34.9 µm. Samples etched with aqua regia solution (1 HNO3: 3 HCl, in volume); the dark spots correspond to inclusions (which are analyzed further in the text) and/or gaps left by its detachment during metallographic preparation.
A certain level of inclusions was observed (representing about 2.4% of the fraction in area, value that did not vary significantly with the different heat treatment conditions), which can act reducing the ductility to some extent [6, 25]. The oxygen content shown in the alloy in Table 1 explains the oxide inclusion content observed. A characterization by EDS of the inclusions is presented in Fig. 2(a), (b), it is shown that the inclusions are a mixture of aluminum and chromium oxide (Al2O3 and Cr2O3, respectively), and some particles are actually a mixture of both oxides, having an Al2O3 core and a Cr2O3 exterior. From this, we can infer that the Al was effective as a deoxidizer for the material but most likely the content was not enough to avoid the formation of the oxide inclusions, as some of the Cr from the alloy started to react with oxygen. It can also be noted by Table 1 that the nitrogen content is also relatively high: the incorporation of nitrogen during sample production has been discussed in the past for these alloys [26,27,28,29,30], and since no nitrogen inclusions were observed, all nitrogen is in solid solution, assumption that is in line with the work performed by Moravcik et al. [26], in which it was shown that at least up to 0.5 at.% of nitrogen is soluble. The main effect of the nitrogen is discussed later in the text. The oxygen and nitrogen were most likely incorporated from the atmosphere and raw materials, which reinforces the need for a strict control of the elements used and the casting atmosphere to avoid contamination by both elements, and this also reinforces the need for reporting the content of these elements [16]. It will be shown that even with this oxide inclusion content, the mechanical properties, especially the ductility, of these alloys were still high.

Scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS) analysis and images obtained for the Cr40Co30Ni30 alloy. (a) Inclusion found to be rich in Cr; (b) Inclusion found to be rich in Cr and Al.
Tensile tests and mechanical behavior
Samples from conditions 2–5 were tested and their mechanical properties under tension are summarized on Table 3. Condition 2, which generated the smallest grain sizes, displayed higher strength and lower ductility, while samples obtained for recrystallization conditions of 1100 °C and 4 h showed an increase in ductility, although the strength was decreased in comparison to the other samples; tensile behaviors of both samples are compared in Fig. 3.

Mechanical behavior of specimens obtained by recrystallization conditions 2 (1000 °C for 30 min) and 5 (1100 °C for 4 h). (a) Engineering stress × strain curves and fracture surface from the condition recrystallized at 1100 °C for 4 h. It shows the presence of multiple dimples evidencing a very ductile behavior. The chromium oxide inclusions can be seen throughout the surface evidencing they might have had an impact on ductility; (b) true stress–strain curves (solid lines) and work hardening rate curves (dashed lines) for both samples. The work hardening curve was plotted as the derivative of a polynomial fit of the true stress–true strain curve.
Although inclusions may act as preferred nucleation sites for microvoid formation when the alloys is plastically deformed, which, as a consequence, may reduce the ductility of the material [6, 25], it was observed that the studied alloy displayed substantial deformation before fracture, up to almost 70% of engineering strain. Furthermore, as also shown by Fig. 3, it was possible to identify three stages in the work hardening rate behavior of the materials: the first one, up to about 5% of true strain, is characterized by rapid decline; the second, from 5% to about 40–50% is defined by the presence of a plateau, which may be attributed to the activation of strengthening mechanisms, such as the occurrence of deformation mechanisms (TWIP and TRIP), acting as barriers to dislocation movements and delaying the point of plastic instability of the alloy, leading to improved plasticity [6, 12, 14, 15]; and the last one, approaching the necking point, distinguished by a decrease in the work hardening rate.
Hall–Petch analysis
As shown by the tensile properties, the mechanical behavior of Cr40Co30Ni30 is strongly affected by grain size. The Hall–Petch equation gives the relation between yield strength (σy) and mean grain size (d) [18, 31]:
where σ0 is the intrinsic lattice friction stress and k is the Hall–Petch slope, which is a measurement of the grain boundary strengthening. Figure 4 shows the Hall–Petch curve obtained for the alloy studied in this paper, together with the values of the linear equation describing the Hall–Petch behavior of the present alloy. The curves of other similar high/medium entropy alloys and an FCC stainless steel are also shown, the Hall–Petch coefficients for each material are shown in Table 4.

As shown in Table 4, the Cr40Co30Ni30 alloy displays a relatively high k constant, similar to the one observed for the equiatomic Cr33Co33Ni33 alloy and higher than alloys such as for the 304 austenitic stainless steel, reinforcing that grain refinement plays an important role improving yield strength in CrCoNi alloys. This value is lower than some values observed for low carbon steels, an expected result once BCC metals tend to exhibit higher values of Hall–Petch coefficients, but the comparison highlights the relevance of the hardening mechanism for the FCC high entropy alloy [17].
Grain growth kinetics
Hence, results indicated that grain size displays significant impact on the mechanical behavior of the alloy, the kinetics of the grain growth process is a relevant aspect to be studied, which can be based in the classical kinetic theory of grain growth [35, 36]:
where d (µm) is the grain size after t hours of annealing, d0 is the initial grain size before recrystallization, n is called the grain growth exponent, and K is a kinetic constant, both last depend on temperature. Considering that d0 tends to assume smaller values than d for cold rolled specimens, the expression can be simplified to [36]
The constants were obtained for the temperature of 1000 °C, as shown in Fig. 5. Assuming the exponent n does not vary significantly between the recrystallization temperatures applied in this study, a valid consideration once n does not typically show great temperature dependence for several alloys as observed for some alloys in a similar temperature range by Hu et al. [37], it is possible to obtain the constant K for the other temperatures, 900 °C and 1100 °C. Grain size curves can be obtained for each annealing temperature as a function of time, as also shown in Fig. 5; also, from the Hall–Petch equation obtained previously, yield strength curves as a function of time of treatment can also be obtained, as shown in Fig. 5(b).

Grain size (d) and yield strength (σy) as a function of annealing temperature and time (t) for the Cr40Co30Ni30. The dot icons represent the experimental values.
Plasticity mechanisms in deformed samples
The plasticity mechanisms induced by deformation have a great influence on the promising mechanical properties of Cr–Co–Ni MPEAs [6, 12, 14, 15]. Figure 6 displays the TEM analysis of a deformed sample (condition 5—1100 °C for 4 h) after room temperature tensile testing to a strain level of 70%. It is possible to observe, more clearly in the dark-field image [Fig. 6(b)], the presence of several lamellae with nanometric thickness. These lamellae are indexed as twins and HCP phase in an FCC matrix, according to the selected area diffraction pattern [Fig. 6(c)]. This indexing can be seen more clearly in the nanodiffraction of these lamellae [Fig. 6(d)]. The lamellae constituted by mechanical twins and HCP martensitic phase are formed during the deformation process, this result confirms that Cr40Co30Ni30 alloy has both TWIP and TRIP effects, similarly to the previous studies on the equiatomic CrCoNi alloy [38,39,40].

Transmission electron microscopy (TEM) analysis of a deformed sample: condition 5—1100 °C for 4 h, after room temperature tensile testing to a strain level of 70%. (a) Bright field along the < 110 > zone axis; (b) dark field acquired using twin and HCP reflections; (c) selected area diffraction pattern; and (d) nanodiffraction from < 110 > / < 2–1–10 > zone axis, both indexed as FCC, twin, and HCP phase.
To further explore the presence and distribution of the mechanical twins and HCP martensitic phases in this alloy, a high-resolution transmission electron microscopy (HRTEM) analysis was performed, as shown in Fig. 7. It is observed, in Fig. 7(a), several very thin lamellae crossing the FCC matrix, which are either twins or HCP phases. Some of these lamellae are only a few nanometers thick, and the interlamellar distance is also a few nanometers in some regions. Figure 7(b) shows a thicker lamella that uses the entire length of the figure, it is noteworthy that this lamella is formed by an intercalated structure of twins and HCP phase.

(a, b) High-resolution transmission electron microscopy (HRTEM) analysis of a deformed sample: condition 5—1100 ºC for 4 h, after room temperature tensile testing to a strain level of 70%. The red, orange, and blue lines were drawn to help visualize the FCC matrix, twins, and HCP phase, respectively. (c,d) Stacking of the {111} close-packed planes in the FCC (…ABC/ABC…) and HCP (…AB/AB/AB…) structures. (e) Fast Fourier transform (FFT) evidencing FCC, twin, and HCP phase.
Discussion
Mechanical properties of the Cr40Co30Ni30 displayed similar or even superior behavior, when compared to the equiatomic CrCoNi, a very promising MPEA [6, 11, 12, 31, 39]. Despite the presence of oxide inclusions, which could affect some of the mechanical properties of the metallic material, especially the ductility [6, 25], the material studied displayed exceptional fracture strain (εf), allied with high ultimate tensile strength and a moderate yield stress, leading to high values of toughness. As shown in Fig. 8, the estimated toughness of the Cr40Co30Ni30, estimated as the area under the stress–strain curve, could be even higher than that of CrCoNi and Cr45Co27.5Ni27.5, two of the toughest alloys ever reported [6, 19].

Toughness estimated as the area under the engineering stress–strain curve for the Cr40Co30Ni30 alloy, compared to similar alloys from the literature: CrCoNi and Cr45Co27.5Ni27.5 [19].
An important consideration to be made is the fact that the literature used for comparison are all based on alloys obtained from high-purity elements, while this study obtained the Cr40Co30Ni30 alloy from commercially pure elements; as a consequence, the ductility observed may not represent the maximum for the alloy.
Regarding the analysis of the Hall–Petch relationship for the studied alloy, results demonstrated a value of k of 655 MPa/µm−0.5 and σ0 of 247 MPa. As shown in Table 4, the Hall–Petch coefficients of the Cr40Co30Ni30 are greater than the ones found on the CrCoNi, CrMnFeCoNi, and a Cr–Ni austenitic stainless steel S304H, once the linear fitting has a higher angular coefficient and is also located in higher yield strength regions. The high value of σ0 can be interpreted by Eq. 4, which describes the components that define the yield strength of a material [11]:
where each terms describe independent strengthening contributions: the initial dislocation density (∆σρi); solid solution strengthening (∆σss); precipitate hardening (∆σppt); and grain boundary strengthening (∆σgb). The Hall–Petch analysis isolates the last term, so σ0 can be described by the other terms from Eq. 4. Contributions related to precipitation hardening and initial dislocation density can be eliminated, once there is no precipitation in the composition studied and the alloy is initially in a fully recrystallized condition. Therefore, the relatively high σ0 can be traced to the large solid solution strengthening, which is specially a consequence of the higher concentration of Cr in the alloy, as shown by Coury et al. [20]. Additionally, Cr tends to decrease the stacking fault energy of the alloy [13, 41, 42], what could provide the formation of more annealing twins [43,44,45] that act as barriers to the movement of dislocations, increasing the yield strength and the term σ0 [46, 47].
The slope (k) can be interpreted as the resistance offered by the grain boundaries to the dislocation movement; therefore, the higher the value of k, higher the slope of the linear fitting and higher the resistance for dislocations slip, which results in enhanced grain refinement strengthening. As shown in Table 4, the values of k for the Cr40Co30Ni30 and for other Cr-rich alloy, Cr40Co40Ni20 are considerably higher than for the 304 stainless steel, and the equiatomic CrMnFeCoNi and CrCoNi alloys. These results point in the direction that grain refining is a very effective strategy to increase the yield strength in Cr–Co–Ni alloys.
Grain growth kinetics studies showed a value of grain growth exponent (n) of 0.35. According to literature [37, 48], n assumes values of 0.5 for pure metals, while alloys usually display lower values, as the one obtained for the alloy studied in this work. This reduction of n relates to a reduction in grain boundary mobility, which is associated to the solute drag effect [35, 36, 49]: the solute atmosphere tends to exercise a delaying force upon a moving boundary, which has to overcome this force or drag the solute atmosphere in order to continue its movement. Once MPEAs are not constituted of solutes and a main element, clearly dissociated, the solute drag effect may be more complex in this family of materials. Despite the differences, low values of n are related to easier refinement of the grains, as a result of the diminished mobility of boundaries.
Furthermore, it is known that sufficiently small-sized and dispersed particles are capable of reducing grain boundary migration in high temperatures, and, consequently, reduce grain growth, phenomenon known as Zener Pinning effect. This occurrence is associated with the drag pressure exerted by dispersed particles and contrary to the driving pressure for grain growth, which is a function of the particles size and fraction. Hence, it is possible that grain boundary movement be substantially contained if the grain size reaches a critical maximum grain radius (RC), given by Eq. (5) [50]:
where \(r\) is the radius of the pinning particles and \(f\) represents its volume fraction. The particles found in the material studied in this work represented 2.4% of its volume, and were characterized by a mean radius of 3.1 µm, which concludes in a critical maximum grain radius of 172 µm (critical maximum grain size of 344 µm). In this work, samples with grain size between 8.4 and 51.7 µm were obtained, which are considerably lower than the estimated critical value. Therefore, the study of grain growth kinetics was not substantially affected by the inclusions in this case.
In recent years, the literature has addressed the effects of nitrogen in alloys similar to this work. The Cantor alloy (the equiatomic CrMnFeCoNi) with nitrogen contents between 0.5 and 1.0 at.% remain monophasic FCC [29, 30], and for higher levels of nitrogen, the formation of M2N nitrides occurs [30]. Similarly, the CrCoNi equiatomic alloy dissolves up to 0.5 at.% of nitrogen, the same amount observed in this work (Table 1), remaining monophasic FCC [26]. For higher contents (0.94 at.% [27] and 1.75 at.% [28]), the formation of Cr2N nitrides occurs. Moravcik et al. [26] reports that the presence of 0.5 at.% nitrogen in solid solution increases the strength properties of the alloy without significant loss of ductility. The addition of nitrogen provides a higher solid solution strengthening component (∆σss) due to the larger elastic atomic size misfit (lattice distortion) caused by the nitrogen atoms in solution. Furthermore, the segregation of interstitial atoms such as nitrogen in dislocations generates the so-called Cottrell atmospheres, which also limits dislocation motion [51]. This should be reflected in a higher σ0. Moravcik et al. [26] also report a higher Hall–Petch slope (k) due to the role of nitrogen in increasing the stress level required to cross-slip and nucleation dislocations, as to propagate plastic flow across the grain boundaries.
Figure 5 also provides an interesting evaluation of the heat treatments that could be applied to result in enhanced grain refinement strengthening, which could allow improvements on the design and processing of the alloy, especially when associated with previous controlled mechanical deformation of the material. The use of lower temperatures exhibited greater influence than using short treatment times, if obtaining higher yield strength and smaller grain size is the main objective, the effect of the prior deformation should also have an impact on the recrystallization kinetics via changing the nucleation rate and should also be further investigated specially at lower temperatures. This strategy is often desirable in comparison to the use of short annealing times, once the last may result in incomplete recrystallization and structural heterogeneities.
Regarding the induced plasticity mechanisms observed in deformed samples, the Cr40Co30Ni30 alloy, studied in this work, has both TWIP and TRIP effects, as shown in Figs. 6 and 7, since the mechanical twins and HCP martensitic phase are formed. It is interesting to note that on the XRD pattern shown in Fig. 1 the HCP peaks are not readily seen. On the SADP patterns, the HCP peaks are seen as diffuse streaks instead of as sharp reflections, which is characteristic of plate-like phases [52]. Similarly, some studies with the equiatomic CrCoNi alloy [38,39,40] evidenced the occurrence of localized HCP formation during deformation, in which the FCC phase transforms into the HCP phase along the stacking faults and deformation twins. It only occurred in more advanced stages of deformation, and it generated a very small fraction of the HCP phase with a thickness of the order of a few atomic layers, also usually undetectable by XRD. The mechanical twins and the HCP martensitic phase increase the strain-hardening rate, since the formation of this lamellae add extra interfaces to the microstructure during the strain process (dynamic Hall–Petch effect), which hinders the dislocation slip. According to the Considere’s criterion, it delays the onset of plastic instability. In general, TWIP and TRIP effects are able to enhance the ductility, ultimate tensile strength, and toughness of the alloys [6, 12, 14, 15]. The formation of very thin lamellae (Fig. 7(a)) or intercalated twin/HCP structure [Fig. 7(b)] provides the formation of more interfaces, enhancing the dynamic Hall–Petch effect. The fraction of these lamellae and the interlamellar space is also relevant [53].
Conclusions
The following conclusions were reached:
-
1.
The Cr40Co30Ni30 alloy, produced with commercially pure elements, displays a high ductility–strength relationship, exhibiting substantial deformation before fracture (55–70%) and ultimate tensile strength (750–850 MPa). This occurred even with a relatively high inclusion content, which was shown to be a mixture of Chromium and Aluminum oxides.
-
2.
Deformed samples display the TWIP and TRIP plasticity mechanisms together with dislocation slip. Mechanical twins and HCP martensitic phase are arranged in lamellae with nanometric thickness and in thicker lamellae with intercalated twin/HCP structure. Both cases generate many interfaces, additional barriers for dislocation slip, which enhance the ductility, ultimate tensile strength, and toughness of the alloys.
-
3.
The Hall–Petch analysis demonstrated that grain refining plays an important and effective role in the strengthening of the alloy, as a consequence of high values of Hall–Petch slope (k = 655 MPa/µm−0.5) and σ0 (247 MPa), displaying superior efficiency when compared to other similar alloys such as the equiatomic CrCoNi and Cr–Ni stainless steels.
-
4.
Finally, grain growth kinetics demonstrated a lower grain boundary mobility, and the analysis enables estimations that could further improve the design and processing of the alloy, in order to obtain great mechanical behavior according to the application.
Data availability
All data generated or analyzed during this study are included in this published article [and its supplementary information files]. If any additional data are needed, it may be provided upon request.
Code availability
Not applicable.
References
J.W. Yeh, Physical metallurgy of high-entropy alloys. Jom 67, 2254–2261 (2015). https://doi.org/10.1007/s11837-015-1583-5
Y. Zhang, T.T. Zuo, Z. Tang, M.C. Gao, K.A. Dahmen, P.K. Liaw, Z.P. Lu, Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 61, 1–93 (2014). https://doi.org/10.1016/j.pmatsci.2013.10.001
D.B. Miracle, O.N. Senkov, A critical review of high entropy alloys and related concepts. Acta Mater. 122, 448–511 (2017). https://doi.org/10.1016/j.actamat.2016.08.081
J.P. Oliveira, A. Shamsolhodaei, J. Shen, J.G. Lopes, R.M. Gonçalves, M. de Brito Ferraz, L. Piçarra, Z. Zeng, N. Schell, N. Zhou, H. Seop Kim, Improving the ductility in laser welded joints of CoCrFeMnNi high entropy alloy to 316 stainless steel. Mater. Des. 219, 110717 (2022). https://doi.org/10.1016/j.matdes.2022.110717
A.C. Martin, J.P. Oliveira, C. Fink, Elemental effects on weld cracking susceptibility in AlxCoCrCuyFeNi high-entropy alloy. Metall. Mater. Trans. A 51, 778–787 (2020). https://doi.org/10.1007/s11661-019-05564-8
B. Gludovatz, A. Hohenwarter, K.V.S. Thurston, H. Bei, Z. Wu, E.P. George, R.O. Ritchie, Exceptional damage-tolerance of a medium-entropy alloy CrCoNi at cryogenic temperatures. Nat. Commun. 7, 1–8 (2016). https://doi.org/10.1038/ncomms10602
X. Wu, M. Yang, P. Jiang, C. Wang, L. Zhou, F. Yuan, E. Ma, Deformation nanotwins suppress shear banding during impact test of CrCoNi medium-entropy alloy. Scr. Mater. 178, 452–456 (2020). https://doi.org/10.1016/j.scriptamat.2019.12.017
A.J. Cooper, N.I. Cooper, A. Bell, J. Dhers, A.H. Sherry, A microstructural study on the observed differences in Charpy impact behavior between hot isostatically pressed and forged 304L and 316L austenitic stainless steel. Metall. Mater. Trans. A 46, 5126–5138 (2015). https://doi.org/10.1007/s11661-015-3140-9
G.Y. Koga, N. Birbilis, G. Zepon, C.S. Kiminami, W.J. Botta, M. Kaufman, A. Clarke, F.G. Coury, Corrosion resistant and tough multi-principal element Cr-Co-Ni alloys. J. Alloys Compd. 884, 161107 (2021). https://doi.org/10.1016/j.jallcom.2021.161107
G. Bertoli, G.Y. Koga, F.C. Puosso, A.J. Clarke, C.S. Kiminami, F.G. Coury, Microstructure and wear behavior of high-carbon concentration CrCoNi multi-principal element alloys. Metall. Mater. Trans. A 52, 3034–3050 (2021). https://doi.org/10.1007/s11661-021-06297-3
Z. Wu, H. Bei, G.M. Pharr, E.P. George, Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 81, 428–441 (2014). https://doi.org/10.1016/j.actamat.2014.08.026
G. Laplanche, A. Kostka, C. Reinhart, J. Hunfeld, G. Eggeler, E.P. George, Reasons for the superior mechanical properties of medium-entropy CrCoNi compared to high-entropy CrMnFeCoNi. Acta Mater. 128, 292–303 (2017). https://doi.org/10.1016/j.actamat.2017.02.036
F.G. Coury, D. Santana, Y. Guo, J. Copley, L. Otani, S. Fonseca, G. Zepon, C. Kiminami, M. Kaufman, A. Clarke, Design and in-situ characterization of a strong and ductile co-rich multicomponent alloy with transformation induced plasticity. Scr. Mater. 173, 70–74 (2019). https://doi.org/10.1016/j.scriptamat.2019.07.045
Z. Li, K.G. Pradeep, Y. Deng, D. Raabe, C.C. Tasan, Metastable high-entropy dual-phase alloys overcome the strength-ductility trade-off. Nature 534, 227–230 (2016). https://doi.org/10.1038/nature17981
Z. Li, C.C. Tasan, K.G. Pradeep, D. Raabe, A TRIP-assisted dual-phase high-entropy alloy: Grain size and phase fraction effects on deformation behavior. Acta Mater. 131, 323–335 (2017). https://doi.org/10.1016/j.actamat.2017.03.069
F.G. Coury, G. Zepon, C. Bolfarini, Multi-principal element alloys from the CrCoNi family: Outlook and perspectives. J. Mater. Res. Technol. 15, 3461–3480 (2021). https://doi.org/10.1016/j.jmrt.2021.09.095
Z.C. Cordero, B.E. Knight, C.A. Schuh, Six decades of the Hall-Petch effect—A survey of grain-size strengthening studies on pure metals. Int. Mater. Rev. 61, 495–512 (2016). https://doi.org/10.1080/09506608.2016.1191808
W. Lu, X. Luo, Y. Yang, B. Huang, Hall-petch relationship and heterogeneous strength of CrCoNi medium-entropy alloy. Mater. Chem. Phys. (2020). https://doi.org/10.1016/j.matchemphys.2020.123073
G. Bertoli, L.B. Otani, A.J. Clarke, C.S. Kiminami, F.G. Coury, Hall-Petch and grain growth kinetics of the low stacking fault energy TRIP Cr40Co40Ni20 multi-principal element alloy. Appl. Phys. Lett. 119, 25–27 (2021). https://doi.org/10.1063/5.0057888
F.G. Coury, K.D. Clarke, C.S. Kiminami, M.J. Kaufman, A.J. Clarke, High throughput discovery and design of strong multicomponent metallic solid solutions. Sci. Rep. 8, 1–10 (2018). https://doi.org/10.1038/s41598-018-26830-6
C. Varvenne, A. Luque, W.A. Curtin, Theory of strengthening in fcc high entropy alloys. Acta Mater. 118, 164–176 (2016). https://doi.org/10.1016/j.actamat.2016.07.040
D. Wei, X. Li, W. Heng, Y. Koizumi, F. He, W.M. Choi, B.J. Lee, H.S. Kim, H. Kato, A. Chiba, Novel Co-rich high entropy alloys with superior tensile properties. Mater. Res. Lett. 7, 82–88 (2019). https://doi.org/10.1080/21663831.2018.1553803
ASTM E112-13, Standard test methods for determining average grain size, 2013. https://doi.org/10.1520/E0112-13.1.4.
ASTM International, ASTM E8/E8M, Revision 16A: Standard Test Methods for Tension Testing of Metallic Materials (2016).
A.J. Zaddach, R.O. Scattergood, C.C. Koch, Tensile properties of low-stacking fault energy high-entropy alloys. Mater. Sci. Eng. A 636, 373–378 (2015). https://doi.org/10.1016/j.msea.2015.03.109
I. Moravcik, H. Hadraba, L. Li, I. Dlouhy, D. Raabe, Z. Li, Yield strength increase of a CoCrNi medium entropy alloy by interstitial nitrogen doping at maintained ductility. Scr. Mater. 178, 391–397 (2020). https://doi.org/10.1016/j.scriptamat.2019.12.007
D.E. Jodi, J. Park, N. Park, Precipitate behavior in nitrogen-containing CoCrNi medium-entropy alloys. Mater. Charact. 157, 109888 (2019). https://doi.org/10.1016/j.matchar.2019.109888
H. Feng, H. Li, X. Wu, Z. Jiang, S. Zhao, T. Zhang, D. Xu, S. Zhang, H. Zhu, B. Zhang, M. Yang, Effect of nitrogen on corrosion behaviour of a novel high nitrogen medium-entropy alloy CrCoNiN manufactured by pressurized metallurgy. J. Mater. Sci. Technol. 34, 1781–1790 (2018). https://doi.org/10.1016/j.jmst.2018.03.021
Y. Han, H. Li, H. Feng, K. Li, Y. Tian, Z. Jiang, Enhancing the strength and ductility of CoCrFeMnNi high-entropy alloy by nitrogen addition. Mater. Sci. Eng. A. 789, 139587 (2020). https://doi.org/10.1016/j.msea.2020.139587
M. Klimova, D. Shaysultanov, A. Semenyuk, S. Zherebtsov, G. Salishchev, N. Stepanov, Effect of nitrogen on mechanical properties of CoCrFeMnNi high entropy alloy at room and cryogenic temperatures. J. Alloys Compd. 849, 156633 (2020). https://doi.org/10.1016/j.jallcom.2020.156633
S. Yoshida, T. Bhattacharjee, Y. Bai, N. Tsuji, Friction stress and Hall-Petch relationship in CoCrNi equi-atomic medium entropy alloy processed by severe plastic deformation and subsequent annealing. Scr. Mater. 134, 33–36 (2017). https://doi.org/10.1016/j.scriptamat.2017.02.042
F. Otto, A. Dlouhý, C. Somsen, H. Bei, G. Eggeler, E.P. George, The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 61, 5743–5755 (2013). https://doi.org/10.1016/j.actamat.2013.06.018
I. Shakhova, V. Dudko, A. Belyakov, K. Tsuzaki, R. Kaibyshev, Effect of large strain cold rolling and subsequent annealing on microstructure and mechanical properties of an austenitic stainless steel. Mater. Sci. Eng. A. 545, 176–186 (2012). https://doi.org/10.1016/j.msea.2012.02.101
B. Yin, S. Yoshida, N. Tsuji, W.A. Curtin, Yield strength and misfit volumes of NiCoCr and implications for short-range-order. Nat. Commun. 11, 1–7 (2020). https://doi.org/10.1038/s41467-020-16083-1
Y.C. Huang, C.H. Su, S.K. Wu, C. Lin, A study on the hall-petch relationship and grain growth kinetics in FCC-structured high/medium entropy alloys. Entropy (2019). https://doi.org/10.3390/e21030297
Z. Wu, H. Bei, F. Otto, G.M. Pharr, E.P. George, Recovery, recrystallization, grain growth and phase stability of a family of FCC-structured multi-component equiatomic solid solution alloys. Intermetallics 46, 131–140 (2014). https://doi.org/10.1016/j.intermet.2013.10.024
H. Hu, B.B. Rath, On the time exponent in isothermal grain growth. Metall. Trans. 1, 3181–3184 (1970). https://doi.org/10.1007/BF03038435
C.E. Slone, S. Chakraborty, J. Miao, E.P. George, M.J. Mills, S.R. Niezgoda, Influence of deformation induced nanoscale twinning and FCC-HCP transformation on hardening and texture development in medium-entropy CrCoNi alloy. Acta Mater. 158, 38–52 (2018). https://doi.org/10.1016/j.actamat.2018.07.028
J. Miao, C.E. Slone, T.M. Smith, C. Niu, H. Bei, M. Ghazisaeidi, G.M. Pharr, M.J. Mills, The evolution of the deformation substructure in a Ni-Co-Cr equiatomic solid solution alloy. Acta Mater. 132, 35–48 (2017). https://doi.org/10.1016/j.actamat.2017.04.033
C. Niu, C.R. LaRosa, J. Miao, M.J. Mills, M. Ghazisaeidi, Magnetically-driven phase transformation strengthening in high entropy alloys. Nat. Commun. 9, 1–9 (2018). https://doi.org/10.1038/s41467-018-03846-0
M.S. Dodaran, S. Guo, M.M. Khonsari, N. Shamsaei, S. Shao, A theoretical calculation of stacking fault energy of Ni alloys: The effects of temperature and composition. Comput. Mater. Sci. 191, 110326 (2021). https://doi.org/10.1016/j.commatsci.2021.110326
Z. Yang, S. Lu, Y. Tian, Z. Gu, H. Mao, J. Sun, L. Vitos, Assessing the magnetic order dependent γ-surface of Cr-Co-Ni alloys. J. Mater. Sci. Technol. 80, 66–74 (2021). https://doi.org/10.1016/j.jmst.2020.10.078
X.K. Zhang, X.Y. Yang, W. Chen, J. Qin, J.P. Fouse, Effect of stacking fault energy on mechanical properties and annealing behavior of brasses. J. Alloys Compd. 679, 400–407 (2016). https://doi.org/10.1016/j.jallcom.2016.04.083
P. Xue, B.L. Xiao, Z.Y. Ma, Enhanced strength and ductility of friction stir processed Cu-Al alloys with abundant twin boundaries. Scr. Mater. 68, 751–754 (2013). https://doi.org/10.1016/j.scriptamat.2013.01.003
S. Dash, N. Brown, An investigation of the origin and growth of annealing twins. Acta Metall. 11, 1067–1075 (1963). https://doi.org/10.1016/0001-6160(63)90195-0
M. Schneider, E.P. George, T.J. Manescau, T. Záležák, J. Hunfeld, A. Dlouhý, G. Eggeler, G. Laplanche, Analysis of strengthening due to grain boundaries and annealing twin boundaries in the CrCoNi medium-entropy alloy. Int. J. Plast. 124, 155–169 (2020). https://doi.org/10.1016/j.ijplas.2019.08.009
C.S. Pande, B.B. Rath, M.A. Imam, Effect of annealing twins on Hall-Petch relation inpolycrystalline materials. Mater. Sci. Eng. A. 367, 171–175 (2004). https://doi.org/10.1016/j.msea.2003.09.100
J.E. Burke, D. Turnbull, Recrystallization and grain growth. Prog. Met. Phys. 3, 220–292 (1952). https://doi.org/10.1016/0502-8205(52)90009-9
E. Hersent, K. Marthinsen, E. Nes, On the effect of atoms in solid solution on grain growth kinetics. Metall. Mater. Trans. A 45, 4882–4890 (2014). https://doi.org/10.1007/s11661-014-2459-y
P.A. Manohar, M. Ferry, T. Chandra, Five decades of the Zener equation. ISIJ Int. 38, 913–924 (1998). https://doi.org/10.2355/isijinternational.38.913
A.H. Cottrell, B.A. Bilby, Dislocation theory of yielding and strain ageing of iron. Proc. Phys. Soc. Sect. A 62, 49–62 (1949). https://doi.org/10.1088/0370-1298/62/1/308
D.B. Willian, C.B. Carter, Transmission Electron Microscopy: A Textbook for Materials Science. Springer (2009). https://doi.org/10.1295/kobunshi.43.94
Y. Ma, M. Yang, F. Yuan, X. Wu, Deformation induced hcp nano-lamella and its size effect on the strengthening in a CoCrNi medium-entropy alloy. J. Mater. Sci. Technol. 82, 122–134 (2021). https://doi.org/10.1016/j.jmst.2020.12.017
Acknowledgments
Also, the authors would like to thank Drs. Fan Zhang and Chuan Zhang as well as COMPUTHERM LLC for providing a Pandat software license and the necessary databases for performing the calculations shown here. The authors thank the Laboratory of Structural Characterization (LCE/DEMa/UFSCar) for the general facilities.
Funding
This research was funded by Fundação de Amparo à Pesquisa do Estado de São Paulo (FAPESP) [Grant Numbers 2019/21133–5, 2021/04302–8, 2021/05408–4, and 2021/04302–8], by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior—Brasil (CAPES) [Finance Code 001] and by Conselho Nacional de Desenvolvimento Científico e Tecnológico e Brasil (CNPq) [Grant Number 424645/2018–1].
Author information
Authors and Affiliations
Contributions
Conceptualization: FCP, GB, and FGC; methodology: FCP and FGC; software: FCP and FGC; validation: FCP, GB, and FGC; formal analysis: FCP and GB; investigation: FCP, GB, and FGC; resources: FGC; data curation: FCP and GB; writing—original draft preparation: FCP; writing—review and editing: GB and FGC; visualization: FCP; supervision: FGC; project administration: FGC; funding acquisition: FGC. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Puosso, F.C., Bertoli, G. & Coury, F.G. A Hall–Petch study of the high toughness Cr40Co30Ni30 multi-principal element alloy. Journal of Materials Research 38, 215–227 (2023). https://doi.org/10.1557/s43578-022-00729-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43578-022-00729-5