
Abstract
The Ti–35Nb–7Zr–5Ta (wt%, TNZT) alloy was reinforced with TiB2 and synthesized by L-PBF. The relatively small TiB2 particles change the solidification structure from cellular to columnar-dendritic and lead to submicron TiB precipitation in the β matrix. This results in pronounced grain refinement and reduction of texture. However, the microstructure of the additively manufactured TNZT-TiB2 is still different from the as-cast, unreinforced TNZT, which contains equiaxed and randomly oriented grains. The β phase is less stable in the as-cast samples, leading to stress-induced martensitic transformation and recoverable strain of 1.5%. The TNZT with 1 wt% of TiB2 presents significantly higher compressive strength (σYS = 495 MPa) compared to unreinforced samples (σYS = 430 MPa), without sacrificing ductility or altering Young’s modulus (E ≈ 46 GPa). The addition of a small fraction of TiB2 to the TNZT alloy synthesized by L-PBF is a promising alternative for manufacturing sophisticated components for biomedical applications.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Ti and Ti-based alloys are extensively used as implant materials due to their high specific strength, good fatigue resistance, biocompatibility, and high corrosion resistance [1, 2]. One of the most widely used alloys for implants is Ti–6Al–4V (wt%) alloy [1,2,3,4]. However, Ti–6Al–4V alloy is characterized by Young’s modulus significantly higher than that of bone (110 GPa and 10–30 GPa, respectively [2]), which may result in bone atrophy and poor bone remodeling [1,2,3,4]. In addition, the presence of vanadium and aluminum in this composition is regarded as critical from a biological point of view since both have been proven to be toxic [4,5,6]. Therefore, special attention has been directed to single-phase β-Ti alloys (e.g., Ti–Nb-based). These alloys are considered to be the most versatile and they have the lowest Young’s moduli of all known Ti alloys while maintaining high specific strength and remarkable corrosion resistance [6,7,8,9]. In this work, the Ti–Nb system is considered of particular interest as it is solely composed of non-toxic elements addition, such as Ta, Zr, Mo, and Sn. Their addition can impart pseudoelasticity and shape memory behavior due to a reversible martensitic phase transformation, which are also beneficial or even required for certain biomedical applications (e.g., stents or orthodontic wires) [10,11,12,13,14].
Accordingly, in the present work, a Ti–35Nb–7Zr–5Ta (wt%) or TNZT alloy was selected, which is a β-type Ti alloy with a low Young’s modulus (50–70 GPa) and good biocompatibility as it has been already verified by in-vitro cytotoxicity tests [15,16,17,18,19]. However, β-Ti alloys exhibit relatively low mechanical strength and wear resistance, which potentially limits their applicability [3, 6, 7]. Therefore, to improve these properties the addition of ceramic particles of TiB2 is investigated in this study. Morsi and Patel and Attar et al. have shown that ceramic reinforcement enhances the wear resistance, the specific strength, and the high-temperature durability of commercially pure (CP) Ti [20, 21]. Previous studies regarding Ti matrix composites (TMCs) have focused on adding SiC [22], WC [23], TiC [24] and TiB2 [21, 25,26,27] as reinforcements. The benefits of adding titanium boride to CP-Ti and Ti-based alloys are [20, 21]: (i) boron is biocompatible, thus Ti-based alloys reinforced with TiB2 remains potential candidates for medical applications; (ii) the similar densities of Ti: 4.51 g cm−3 and TiB2: 4.54 g cm−3 results in a high specific strength of the composite; (iii) small amounts of TiB2 improve the mechanical strength, hardness and wear resistance; (iv) TiB2 exhibits good thermodynamic stability and there is a crystallographic compatibility with Ti, therefore, forming non-reactive matrix/reinforcement interface; (v) the thermal expansion coefficients of the Ti matrix (8.2 × 10–6 K–1) and TiB2 (7.2 × 10–6 K–1) are similar, which reduces residual stresses during manufacturing or thermal cycling.
Traditional manufacturing techniques for producing metallic implants and TMCs, such as casting and powder metallurgy are expensive [20]. Moreover, it is estimated that about 80% of metallic scrap is produced along the traditional subtractive manufacturing routes of implants [28]. Therefore, in this work new technology such as additive manufacturing (AM) is considered, which allows the manufacturing of intricately shaped advanced materials such as TMCs with low material waste and with a great potential to simplify and speed up the manufacturing process [28,29,30,31,32,33]. To date, the most widely employed metal AM technology is based on laser-powder bed fusion (L-PBF) [31]. L-PBF is a technique associated with fully melting a powder bed in an inert gas atmosphere, enabling the fabrication of parts with a relative density exceeding 99% [29,30,31,32,33]. Hence, L-PBF is applied to process the β-TNZT alloy with TiB2 addition in this work.
Several studies have been carried out to investigate the influence of particle additions in microstructure and mechanical properties of CP-Ti and Ti-based alloys processed via AM technologies. It has been demonstrated that almost fully dense in situ Ti–TiB composites can be produced by L-PBF, starting from milled Ti–TiB2 powder [21]. It has been confirmed that a reaction occurs between Ti and TiB2 during the L-PBF process, which leads to TiB formation. The addition of TiB2 particles to Ti is accompanied by a grain refinement in the α-Ti matrix. As a result, the yield strength of the reinforced matrix drastically increases from 560 to 1103 MPa [21]. Singh et al. processed Ti–6Al–7Nb (wt%), an α + β Ti alloy, with TiB2 addition by L-PBF. The authors report the formation of a fine TiB phase with whisker/needle-shaped morphology resulting in a bimodal microstructure, higher hardness, and yield strength in the reinforced samples. It is also reported that the Ti–6Al–7Nb/TiB2 showed better corrosion resistance than the Ti–6Al–4V alloy, presenting itself as a suitable candidate for biomedical applications [34]. In another study, Zhang et al. explored the influence of different boron additions (0.05 wt%, 0.5 wt% and 1.0 wt%) on the microstructure and the mechanical performance of a Ti–6Al–4V alloy processed by laser-directed energy deposition (L-DED) [35]. It has been shown that the strong ⟨001⟩β fiber texture in the Ti–6Al–4V alloy can be eliminated through boron additions. However, the authors have also found that higher amounts of boron embrittle the material [35].
Although the addition of TiB2 bears the potential for improving the mechanical behavior of CP-Ti and Ti–6Al–4V, no reports are known, in which it has been tried to reinforce other β-TiNb-based biocompatible alloys with ceramic particles processed by L-PBF. Small additions of TiB2 could result in a remarkable improvement of the mechanical strength of these β-Ti alloys without increasing their Young’s modulus. Therefore, a β Ti–35Nb–7Zr–5Ta (wt%) alloy reinforced with TiB2 particles was produced in this work by processing a powder blend via laser-powder bed fusion, and the effects of the ceramic particles on the microstructure and the mechanical properties were subsequently investigated.
Material and methods
Samples preparation
Gas-atomized Ti–35Nb–7Zr–5Ta (wt%, TNZT) powder (Ercata GmbH, d50 = 32.5 µm, for more details about the particle size distribution, please refer to Batalha et al. [36]) and TiB2 powder (Abcr GmbH, d50 = 4 µm) were used to produce rods with 3 mm in diameter and 10 mm of the height of TNZT and TNZT with 1 wt% TiB2 (TNZT-TiB2) by laser-powder bed fusion (L-PBF). The blend was obtained by mixing the two powders using a drum hoop mixer (JEL RRM Mini-II, J. Engelsmann AG) for 35 min at a speed of 25 rpm. The additively manufactured samples were prepared in a Realizer SLM 50, equipped with a fiber-laser (maximum laser power of 129 W, λ = 1070 nm and spot size of 60 µm). This work is based on the optimized L-PBF parameters we have established for the present TNZT powder in a previous publication: laser power of 129 W, scanning speed of 0.57 m s−1, layer thickness of 40 μm and 110 μm of hatching distance, resulting in an energy input of 58.3 J mm−3 [36].
The cast TNZT samples were obtained by means of Cu-mold suction casting in a mini-arc melter (Edmund Bühler GmbH). Rods with a diameter of 3 mm and a height of 30 mm were produced. The as-cast TNZT samples were used as a reference for microstructure and mechanical property investigations.
The densities of the bulk samples were determined according to the Archimedean method using an analytical balance (Sartorius MSA2255) with a Cubis density kit. The relative density of the as-built TNZT and the TNZT-TiB2 rods produced by L-PBF was calculated by relating the measured densities to the density of an as-cast TNZT sample, which had a porosity < 0.01% as confirmed by X-ray computed tomography (not shown here).
Chemical and structural analysis
The chemical composition of the samples was analyzed by inductively coupled plasma optical emission spectroscopy (ICP-OES, Thermo Fisher Scientific). Carrier gas hot extraction (LECO) was applied to analyze the oxygen content. For the additively manufactured TNZT-TiB2 alloy, a semi-quantitative chemical microanalysis was performed using a Bruker Xflash 4010 energy-dispersive X-ray spectroscopy (EDX) system.
The phases present in the TNZT-TiB2 powder and as-cast TNZT rod were investigated by X-ray diffraction (XRD) using an STOE Stadi P diffractometer in transmission mode (Mo-Kα1 radiation, λ = 0.07093 nm), whereas the structural characterization of the as-built TNZT and TNZT-TiB2 rods produced by L-PBF was performed by XRD in a D3290 PANalytical X’ PRO diffractometer with Cu-Kα radiation (λ = 0.15418 nm). To investigate the pseudoelasticity of the TNZT alloy, specimens with a thickness of 100 μm were prepared from the as-cast TNZT and the as-built TNZT samples submitted to cyclic compression tests. Then, the phases were investigated by X-ray diffraction (XRD) using an STOE Stadi P diffractometer in transmission mode (Mo-Kα1 radiation, λ = 0.07093 nm).
Microstructure and mechanical property characterization
The morphology of the powder particles and the microstructure of the as-cast rods and the rods fabricated by L-PBF were investigated using a scanning electron microscope (SEM, Gemini 1530, Carl Zeiss AG). The bulk samples were metallographically prepared with a final polishing step (0.04 µm) for 10 min in an oxysilicate + 10 vol.% H2O2 solution and etched with 5 HF (40% concentrated) + 10 HNO3 (65% concentrated) + 85% H2O solution for 15 s. The microstructures were analyzed in the x–y (transverse) and y–z (longitudinal) cross-sections.
The crystallographic texture, grain size and grain morphology were investigated using electron back-scattered diffraction (EBSD) with a Bruker e-Flash HR 1000 detector attached to the SEM. The corresponding patterns and the indexed phases were analyzed using the software Bruker ESPRIT 2. Inverse pole figure (IPF) maps combined with the microstructure were obtained. Further analyses of the electron back-scattered patterns (EBSPs) were performed and pole figures and crystallographic grain sizes were obtained with the Chanel 5 software package (HKL Technology, Denmark). The pole figures were calculated setting the z-axis of the samples in the building direction. The grain size was determined according to ASTM E112-13. The transversal linear intercept length, Lt, and longitudinal linear intercept length, Ll, were obtained in the transverse (y) and longitudinal (z) axes of the building plane, respectively.
Transmission electron microscopy (TEM) analyzes were carried out using a MET FEI Tecnai G2F20. A thin disk was sectioned from the 3 mm diameter TNZT-TiB2 (L-PBF) rod in the transverse cross-section (x–y), mechanically thinned and ion-milled to electron transparency in a Gatan model 691 Precision Ion Polishing System (PIPS).
Uniaxial compression tests were performed on cylindrical specimens with a diameter of 3 mm with an aspect ratio of 2 at room temperature. The tests were conducted in an Instron 5869 device, and the strain was measured with a laser-extensometer (Fiedler Optoelektronik GmbH). The experiments were performed with an initial strain rate of \(\dot{\varepsilon }\) = 10−4 s−1 and at least three specimens were tested for each condition. The cyclic compression tests were carried out by loading–unloading the specimens in steps of 0.5% up to a strain of 3.5%. The pseudoelasticity of the samples is represented by the recoverable strain, εse [13, 14]. The loading and unloading steps were performed at a strain rate of 10−4 s−1.
Results and discussion
Chemical composition and powder characterization
An SEM micrograph of the TNZT-TiB2 powder mixture is shown in Fig. 1. The irregularly shaped TiB2 particles are significantly smaller than the mostly spherical TNZT powder particles. The contrast in the back-scattered electrons image (inset) shows the TiB2 particles (dark particles) among the TNZT particles (light-gray particles).

SEM micrograph using secondary electrons detector of the TNZT-TiB2 powder mixture. The inset shows TiB2 as dark particles (indicated by arrows) obtained with a back-scattered electrons detector.
The actual composition of the TNZT powder and the different bulk samples are in good agreement with the nominal composition (Table 1). The oxygen content in the powder is 160 ± 10 ppm. For the as-cast TNZT and the TNZT rods produced via L-PBF, the oxygen content are 900 ± 30 ppm and 990 ± 20 ppm, respectively. The oxygen content is surprisingly low in the powder, and there is an oxygen uptake during laser-powder bed fusion. Nonetheless, the oxygen content in the TNZT bulk samples is significantly lower than the relatively large values (7500 ppm) reported in other works [16].
The equivalent molybdenum content [Mo]eq is also listed in Table 1. It is a parameter to quantify the (thermodynamic) stability of the β phase based on the weighted stabilizing effect of different β-stabilizers in Ti alloys. It can be calculated as follows [37, 38]:
The β phase is stable after quenching Ti alloys with [Mo]eq ≥ 10% [37, 38]. Accordingly, the β phase is expected to precipitate in all samples produced in this work due to the high β-stabilizer content, i.e., Nb, Zr and Ta (Table 1). The TNZT-TiB2 shows the lowest [Mo]eq value (10.4%) compared to the other samples due to a slightly lower Nb content as detected in the EDX analysis. Yet, it is still greater than the threshold value of the β phase stability.
Phase constitution and microstructural characterization
The phase constitution of the powder, the as-cast, and the bulk samples produced by L-PBF was analyzed with XRD, and the corresponding patterns are shown in Fig. 2. The samples consist of the body-centered cubic β phase (Im-3m) [39]. The XRD pattern of the TNZT-TiB2 powder blend does not show any TiB2 reflections (Fig. 2). This is related to the small amount of only 1 wt% of TiB2 in the powder blend, which is below the detection limit of the XRD device. The αʺ martensite with orthorhombic crystal structure was also formed in the TNZT-TiB2 powder (Fig. 1) because of the high cooling rates applied during the gas atomization process (around 106 K s−1).

XRD patterns of the TNZT-TiB2 powder, as-cast TNZT, as-built TNZT, and TNZT-TiB2 rods synthesized by L-PBF (Cu-Kα radiation, λ = 0.1518 nm).
The XRD patterns of the as-cast TNZT sample and the TNZT rod produced by L-PBF (Fig. 2) show a single-phase β structure. In previous work, a Ti–30Nb–5Ta–3Zr (wt%) alloy processed by L-PBF has been found to consist of the β phase and a minor fraction of αʺ martensite [40]. This finding can be explained by the lower amount of β stabilizing elements ([Mo]eq = 9.3), especially a lower Nb content, than in the present TNZT alloy.
Comparing the L-PBF samples with and without TiB2 (Fig. 2), the formation of TiB (Pnma) [41] is observed in the TNZT-TiB2 specimen. The TiB phase identified by XRD is also observed in the microstructure, with no evidence of TiB2 particles (Fig. 3f). This result is in line with previous work on Ti–TiBx [20, 21, 25,26,27], Ti–6Al–7Nb/1.5–3.0TiB2 [34], and Ti–6Al–4V–(0.5–1.0)B [35], where the TiB formation is reported as a product of in situ reaction between the Ti matrix and the TiB2 particles during melting in laser-based additive manufacturing processes.

Microstructure of the as-cast TNZT sample: (a) Secondary electrons (SE) image showing the equiaxed grain structure. (b) Back-scattered electrons (BSE) image of the β-Ti matrix and microsegregation at interdendritic regions and grain boundaries and (c–e) EDX maps of the micrograph in (b) with the alloying elements distribution in the microstructure. The arrows indicate the Ti-rich regions at the grain boundaries and the interdendritic regions, while the dendritic cores are slightly enriched in alloying elements Nb, Ta and Zr.
The microstructure of the TNZT alloy produced by suction casting is shown in Fig. 3, obtained from the center of the rod (longitudinal cross-section). The as-cast TNZT samples shall serve as a reference in terms of microstructure and mechanical properties.
An equiaxed dendritic structure of β phase is observed due to a more uniform heat extraction in the center of the cast sample (Fig. 3a, b). Although suction casting is regarded as a rapid solidification process, with cooling rates in the range of 10–103 K s−1 [42, 43], microsegregation is seen in the interdendritic regions and the grain boundaries of the as-cast TNZT sample (Fig. 3b). The EDX maps of the micrograph in Fig. 3b show the formation of Nb- and Ta-enriched dendrites and a Ti-rich interdendritic phase (Fig. 3c–f). It is likely that the cooling rate during suction casting is not high enough to avoid Ti diffusion from the core of the dendrites, resulting in microsegregation in the as-cast TNZT sample.
The microstructure of the TNZT rod produced by L-PBF is shown in Fig. 4. A uniform, almost pore-free microstructure is found in the TNZT rod, which has a relative density of 99.0 ± 0.4% (Fig. 4a). Melt pools are clearly observed in Fig. 4a due to microsegregations at the melt pool boundaries, as reported in our previous work [36].

Microstructure of the as-built TNZT rod processed by L-PBF: (a–c) Cellular solidification structure solely consisting of the β phase. The images were obtained with the secondary electrons detector. The z-axis is parallel to the building direction.
An equiaxed dendritic structure like in the center of the as-cast TNZT rods is no longer seen in the samples processed by L-PBF. The microstructure of the TNZT rod synthesized by L-PBF shows a refined cellular and directional solidification structure with a cell width of approximately 630 nm (Fig. 4b, c). The cellular structure is formed as a result of high thermal gradients and cooling rates of the order of 106 K m−1 and 104 K s−1, respectively, which are inherent to the L-PBF process [29,30,31, 44,45,46,47]. It is also noticed that grains grow across more than one layer thickness in the building direction (Fig. 4a).
The microstructure of the TNZT samples with 1 wt% TiB2 addition exhibits some lack of fusion pores. This is related to a less than necessary energy input for re-melting adjacent powder layers, similarly to the reported for a laser engineered-net shaping (LENS) Ti-1.6 wt% TiB [48]. Yet, they still have a reasonably high relative density (98.7 ± 0.3%) (Fig. 5a). The TNZT-TiB2 synthesized by L-PBF reveals a markedly different solidification structure: Columnar-dendritic crystals with a typical width of 480 nm (Fig. 5b, c) form in these samples, and they do no longer grow more than one layer thickness. A second phase between the columnar-dendritic crystals can be observed in the TNZT samples with 1 wt% TiB2 addition (Fig. 5c).

Microstructure of the TNZT with 1 wt% of TiB2 processed by L-PBF: (a–c) Columnar-dendritic structure consisting of a β-Ti matrix and TiB in the interdendritic regions. The images were obtained with secondary electrons detector. The z-axis is parallel to the building direction. The dashed arrows indicate lack-of-fusion-type porosity.
TEM images of this region (Fig. 6a and Fig. S1) show more details of this phase. It has a needle-like morphology with several internal lines and an average size of around 100 nm length and 20 nm width. A Selected Area Electron Diffraction Pattern (SAEDP) taken from this region is shown in Fig. 6b and proves that this second phase is TiB, in agreement with the XRD results (Fig. 2). A detailed TEM investigation of this phase formed in a laser clad TiB–Ti composite coating was carried out by Kooi et al. [48]. They showed that the internal lines observed are actually stacking faults formed because the TiB precipitates are a mixture of orthorhombic B27 and Bf structures. These faults are easily formed because the B27(200) planes fit perfectly on Bf(110) or (110) planes (with B27[010]//Bf[001]).

(a) Bright-field TEM image and b) Selected Area Electron Diffraction Pattern (SAEDP) of a TNZT-TiB2 (L-PBF) rod in the transverse cross-section (x–y). The indexing of the SAEDP observed in (b) is shown in (c). The spots were indexed as B27-TiB (zone axis [1 0 1]) and the β-Ti(Nb) phase (zone axis [1 3 1]).
Although the TiB2 particles are not uniformly distributed in the TNZT-TiB2 powder mixture (Fig. 1), the Marangoni effect, which is inherent to the L-PBF process [29,30,31, 44], most likely leads to a homogeneous distribution of the TiB2 particles in the melt pool. The solidification might then proceed as follows: the Nb- and Ta-enriched β phase nucleates first and grows in the melt pool. A more boron-rich liquid aggregates in the interdendritic regions, where a Ti-B eutectic reaction takes place leading to TiB formation, which obviates the epitaxial growth of β-Ti columnar grains at the solidification front. The morphology observed for the TiB is analogous to the observed in Ti-1.6 wt% TiB2 processed by LENS [49]. Similarly, other works reported TiB whiskers in Ti–TiB functionally graded material synthesized by reaction sintering process [20, 25], needle-like TiB in the Ti–5 wt% TiB2 [21] and the Ti–6Al–7Nb/1.5–3.0 wt% TiB2 [34] produced by L-PBF, and in the Ti–6Al–4V–0.5B and the Ti–6Al–4V–1B produced by L-DED [35].
Electron back-scattered diffraction (EBSD) was carried out to investigate the grain size, the grain orientation and grain morphology. The fact that grains of the as-cast TNZT sample are equiaxed reflects in their transversal and longitudinal linear intercept lengths Lt = Ll = 120 µm. In addition, the inverse pole figure in the z-axis or IPF-z figure (Fig. 7a) as well as the pole figure in the {100} stereographic plane (Fig. 7b) are both indicative of randomly oriented grains.

Electron back-scattered diffraction (EBSD) maps—inverse pole figure in the z-axis and pole figure in {100} stereographic plane of samples: (a, b) as-cast TNZT and (c, d) as-built TNZT produced by L-PBF. The z-axis is parallel to the building direction.
The red-colored grains in the IPF-z figure of the TNZT rod produced by L-PBF are columnar crystals formed with the ⟨001⟩ direction aligned in the z-axis (Fig. 7c), which is the building direction of the sample. The transversal and longitudinal linear intercept lengths, Lt = 72 µm and Ll = 327 µm, confirm the columnar morphology of the grains in the as-built TNZT sample, as also shown in our previous work [36]. This is related to an epitaxial growth of columnar grains across several powder layers (layer thickness = 40 μm) as the result of a strong directional cooling in the building direction [46, 50]. A high density of poles is located at the center, the east and west poles of the {100} stereographic plane, representing a crystallographic texture as seen in the respective pole figure (Fig. 7d). This leads to an anisotropy in the mechanical properties [28,29,30,31,32, 51,52,53] and may limit the application of the TNZT alloy processed by L-PBF, when an isotropic mechanical response is required. A similar crystallographic texture has been observed in other Ti-based alloys processed by L-PBF [50,51,52,53].
The addition of TiB2 particles strongly changes the grain size, orientation and morphology of the TNZT alloy synthesized by L-PBF (Fig. 8). This results from the direct influence of the TiB2 particles on the solidification structure. The precipitation of TiB leads to a grain refinement of the β-Ti matrix (Fig. 8a). Therefore, a more equiaxed grain structure compared to the as-built TNZT sample (Fig. 7c) is observed in the TNZT alloy after the addition of 1 wt% of TiB2. The corresponding transversal linear intercept length Lt = 49 µm and longitudinal linear intercept length Ll = 58 µm already indicate that the microstructure is finer than in the as-cast TNZT (Lt = Ll = 120 µm). A less pronounced texture is confirmed by the IPF-z figure (Fig. 8a) and the more randomly distributed poles in the {100} stereographic plane of the TNZT-TiB2 (Fig. 8b) compared to the TNZT alloy without TiB2 addition (Fig. 7c, d). This is a surprisingly pronounced effect considering the relatively small addition of only 1 wt% of TiB2 to the TNZT powder. Thus, generating powder mixtures consisting of pre-alloyed TNZT and TiB2 constitutes an effective way for tailoring the microstructure of additively manufactured TNZT alloys. Particularly, a refined grain size and a more isotropic microstructure in the TNZT-TiB2 compared to the as-built TNZT is evident.

Electron back-scattered diffraction (EBSD) maps—inverse pole figure in the (a) z-axis and (b) pole figure in the {100} stereographic plane of the TNZT with 1 wt% of TiB2 processed by L-PBF. The z-axis is parallel to the building direction.
Mechanical properties
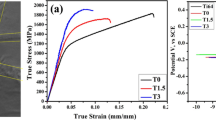
Table 2 summarizes the mechanical properties and Fig. 9 shows the true stress–true strain curves of representative as-cast TNZT, as-built TNZT and TNZT-TiB2 samples produced by L-PBF. The TNZT synthesized by L-PBF shows a slightly lower yield strength (σYS = 430 ± 38 MPa) than the as-cast TNZT (σYS = 469 ± 42 MPa). This is mainly related to the equiaxed grain structure in the as-cast TNZT specimens, instead of a coarse columnar structure found in the additively manufactured TNZT specimens. The grains of the latter are aligned in the building direction, which coincides with the loading direction.

True stress-true strain curves of specimens of the as-cast TNZT, as-built TNZT and TNZT-TiB2 rods processed by L-PBF.
The TNZT alloy with 1 wt% TiB2 addition produced by L-PBF shows the highest compressive strength (σYS = 495 ± 11 MPa). This is tantamount to a compressive strength being 15% higher than that of TNZT without TiB2. There was no premature failure in any of the tested specimens and the compression tests were stopped after a strain value of 60% without breaking the specimens.
The addition of 1 wt% of TiB2 to TNZT is sufficient to enhance the compressive strength of the TNZT alloy, without ductility losses and significant changes in the part quality (Table 2). The Young’s modulus extracted from the compression tests does not differ significantly among all samples tested and amounts to 46 ± 3 GPa in the TNZT-TiB2 sample. This is in contrast to the reported increase of the Young’s modulus in CP-Ti with 5 wt% addition of TiB2 processed by L-PBF [27]. This means that the 1 wt% TiB2 does not alter the Young’s modulus of the TNZT sample, while simultaneously strengthening the TNZT alloy through grain refinement and second phase strengthening. This demonstrates that L-PBF of blended powders can be an alternative fabrication route for novel β-Ti alloys characterized by a desired combination of high specific strength and low Young’s modulus.
To further investigate the deformation behavior of the TNZT alloy, cylindrical specimens (aspect ratio 2:1) were submitted to cyclic compression test up to 3.5% of strain in steps of 0.5% (Fig. 10). The recoverable strain εse = 1.5% is observed in the as-cast TNZT sample (Fig. 10a). This pseudoelastic behavior of the as-cast sample is a result of the stress-induced martensitic transformation β → αʺ (Fig. 11a, c), which does not occur in the as-built TNZT (Figs. 10b, 11b, c) and TNZT-TiB2 (Fig. 10c) samples processed by L-PBF. Moreover, the TNZT-TiB2 shows the highest stresses in each step of the cyclic compression test (Fig. 10c), which is related to its higher strength compared to the as-cast and as-built TNZT samples, as seen in the stress–strain curves (Fig. 9).

True stress–true strain curves obtained in cyclic compression tests of (a) the as-cast TNZT, (b) as-built TNZT and (c) TNZT-TiB2 rods processed by L-PBF.

Micrographs of (a) as-cast TNZT compressed to a strain of 3.5% observed with back-scattered electrons showing the β matrix and α”-martensite at the grain boundaries; (b) as-built TNZT synthesized via L-PBF compressed to a strain of 3.5% (secondary electrons), and (c) XRD patterns (Mo-Kα1 radiation, λ = 0.07093 nm) of as-cast TNZT and TNZT processed by L-PBF after compression to ε = 3.5%. The formation of αʺ-martensite in the as-cast material is obvious while it seems suppressed for the additively manufactured specimen.
The microstructure and the XRD patterns of the specimens after the cyclic compression tests are shown in Fig. 11 and the stress-induced martensitic transformation β → αʺ in the as-cast TNZT (Fig. 11a, c) is clearly revealed. The different TNZT rods produced by L-PBF, on the contrary, remain in the β phase after compression to a 3.5% of strain (Fig. 11b, c).
The as-cast and L-PBF samples have an equal [Mo]Eq. (10.6) and an oxygen content of 900 ± 30 ppm and 990 ± 20 ppm, respectively. In other words, compositional differences cannot be the reason and the β phase should have a similar thermodynamic stability in all samples. Yet, as Fig. 11a shows, the αʺ martensite is found in regions of microsegregation of the as-cast sample submitted to cyclic compression test. The regions of microsegregation were formed during the casting process (Fig. 3). The depletion of the β stabilizers in the interdendritic regions is expected to destabilize the β phase to such an extent that it transforms to α” upon mechanical loading. In other words, the more pronounced chemical homogeneity and, consequently, the increased stability of the β phase in the TNZT rods synthesized by L-PBF suppresses the martensitic transformation at low strains.
Conclusions
In this work, a powder blend consisting of β-type Ti–35Nb–7Zr–5Ta (wt%) alloy and 1 wt% TiB2 was processed by laser-powder bed fusion (L-PBF) and compared with the as-cast. The as-cast TNZT sample shows β-Ti dendrites with microsegregation in the interdendritic regions and at the grain boundaries in the center of the rods. The grains are equiaxed and randomly oriented. The additively manufactured TNZT and TNZT-TiB2 samples reach relative densities of approximately 99.0%. The as-built TNZT solely contains β-Ti with a cellular structure. A coarse columnar grain morphology was observed and the grains grow across more than one powder layer and are preferentially aligned in the building direction.
The addition of 1 wt% of TiB2 significantly influences the solidification of the TNZT alloy during the L-PBF processing, which becomes manifest in a finer columnar-dendritic microstructure. In addition, needle-shaped TiB crystals with submicron size precipitate along the grain boundaries of the β-Ti matrix. The reduced grain size is accompanied by a more equiaxed grain morphology as a result of TiB precipitation. The grains no longer span more than one powder layer thickness. Moreover, a less pronounced crystallographic texture is observed in the TNZT samples with 1 wt% TiB2 processed by L-PBF.
The additively manufactured TNZT-TiB2 samples have a compressive yield strength about 15% higher than that of the as-built TNZT samples (σYS = 495 ± 11 MPa and σYS = 430 ± 38 MPa, respectively). The strengthening effect can be attributed to grain refinement and second phase strengthening. No failure was observed in any of the tested specimens up to a compressive strain of 60%, which means that the addition of 1 wt% of TiB2 does not deteriorate plasticity. The Young’s modulus of the laser-powder bed fusion samples with and without the TiB2 reinforcement does not change (46 ± 3 GPa and E = 45 ± 5 GPa, respectively).
The as-cast TNZT exhibits the recoverable strain value of 1.5% during cyclic compression. This pseudoelasticity results from the stress-induced martensitic transformation β → αʺ that occurs in the interdendritic regions of the as-cast TNZT samples. This displacive transformation is absent in all the TNZT samples (with and without TiB2) processed by L-PBF.
This work demonstrates that a small addition of only 1 wt% of TiB2 is an effective approach for tailoring the microstructure and for manipulating the deformation behavior of a Ti–35Nb–7Zr–5Ta alloy fabricated by L-PBF. In other words, additive manufacturing of blended powders is a promising route for obtaining Ti-based materials with a high specific strength and a low Young’s modulus a combination of properties, which is particularly demanded in biomedical applications.
References
M. Geetha, A.K. Singh, R. Asokamani, A.K. Gogia, A review. Prog. Mater. Sci. (2009). https://doi.org/10.1016/j.pmatsci.2008.06.004
M. Abdel-Hady Gepreel, M. Niinomi, J. Mech. Behav. Biomed. Mater. (2013). https://doi.org/10.1016/j.jmbbm.2012.11.014
M. Niinomi, Mater. Sci. Eng. A (1998). https://doi.org/10.1016/S0921-5093(97)00806-X
M. Niinomi, Metals for Biomedical Devices, 1st edn. (CRC Press Woodhead Publishing Limited, United Kingdom, 2010)
B. Mjöberg, E. Hellquist, H. Mallmin, U. Lindh, Acta Orthop. Scand. (1997). https://doi.org/10.3109/17453679708999016
M. Niinomi, M. Nakai, J. Hieda, Acta Biomater. (1997). https://doi.org/10.1016/j.actbio.2012.06.037
D. Kuroda, M. Niinomi, M. Morinaga, Y. Kato, T. Yashiro, Mater. Sci. Eng. A (1998). https://doi.org/10.1016/S0921-5093(97)00808-3
Y. Li, C. Yang, H. Zhao, S. Qu, X. Li, Y. Li, Mater. (1998). https://doi.org/10.3390/ma7031709
M. Abdel-Hady Gepreel, K. Hinoshita, M. Morinaga, Scr. Mater. (2006). https://doi.org/10.1016/j.scriptamat.2006.04.022
A.H. Plaine, M.R. da Silva, C. Bolfarini, J. Mater. Res. Technol. (2019). https://doi.org/10.1016/j.jmrt.2019.06.047
S. Guo, Q. Meng, X. Zhao, Q. Wei, H. Xu, Sci. Rep. (2015). https://doi.org/10.1038/srep14688
L.M. Elias, S.G. Schneider, S. Schneider, H.M. da Silva, F. Malvisi, Mater. Sci. Eng. A (2006). https://doi.org/10.1016/j.msea.2006.06.013
H.Y. Kim, H. Satoru, J.I. Kim, H. Hosoda, S. Miyazaki, Mater. Trans (2004). https://doi.org/10.2320/matertrans.45.2443
H.Y. Kim, S. Miyazaki, Shape Mem. Superelasticity (2006). https://doi.org/10.1007/s40830-016-0087-7
R. Banerjee, S. Nag, J. Stechschulte, H.L. Fraser, Biomaterials (2004). https://doi.org/10.1016/j.biomaterials.2003.10.041
V.R. Jablokov, N.G.D. Murray, H.J. Rack, H.L. Freese, J. ASTM Int. (2005). https://doi.org/10.1520/JAI12776
P.L. Ferrandini, F.F. Cardoso, S.A. Souza, C.R. Afonso, R. Caram, J. Alloys Compd. (2007). https://doi.org/10.1016/j.jallcom.2006.06.094
M. Tahara, H.Y. Kim, H. Hosoda, T. Nam, S. Miyazaki, Mater. Sci. Eng. A (2010). https://doi.org/10.1016/j.msea.2010.07.052
T.A.G. Donato, L.H. De Almeida, R.A. Nogueira, T.C. Niemeyer, C.R. Grandini, R. Caram, S. Schneider, A.R. Santos Jr., Mater. Sci. Eng. C (2009). https://doi.org/10.1016/j.msec.2008.10.021
K. Morsi, V.V. Patel, J. Mater. Sci. (2007). https://doi.org/10.1007/s10853-006-0776-2
H. Attar, M. Bönisch, M. Calin, L. Zhang, S. Scudino, J. Eckert, Acta Mater. (2014). https://doi.org/10.1016/j.actamat.2014.05.022
M.C. Poletti, M. Balog, T. Schubert, V. Liedtke, C. Edtmaier, Compos. Sci. Technol. (2008). https://doi.org/10.1016/j.compscitech.2008.03.018
J.A. Vreeling, V. Ocelík, J.T.H.M. De Hosson, Acta Mater. (2002). https://doi.org/10.1016/S1359-6454(02)00366-X
Z.J. Wei, L. Cao, H.W. Wang, C.M. Zou, Mater. Sci. Technol. (2011). https://doi.org/10.1179/026708310X12699498462922
K.B. Panda, K.S.R. Chandran, Metall. Mater. Trans. A (2003). https://doi.org/10.1007/s11661-003-0164-3
H. Attar, K.G. Prashanth, L. Zhang, M. Calin, I.V. Okulov, S. Scudino, C. Yang, J. Eckert, J. Mater. Sci. Technol. (2015). https://doi.org/10.1016/j.jmst.2015.08.007
H. Attar, L. Löber, A. Funk, M. Calin, L. Zhang, K.G. Prashanth, S. Scudino, Y. Zhang, J. Eckert. Mater. Sci. Eng. A (2015). https://doi.org/10.1016/j.msea.2014.12.036
L.E. Murr, S.A. Quinones, S.M. Gaytan, M.I. Lopes, A. Rodela, E.Y. Martinez, D.H. Hernandez, E. Martinez, F. Medina, R.B. Wicker, J. Mech. Behav. Biomed. Mater. (2012). https://doi.org/10.1016/j.jmbbm.2008.05.004
D. Herzog, V. Seyda, E. Wycisk, C. Emmelmann, Acta Mater. (2016). https://doi.org/10.1016/j.actamat.2016.07.019
T. Debroy, H. Wei, J.S. Zuback, T. Mukherjee, J.W. Elmer, J.O. Milewski, A.M. Beese, A.E. Wilson-Heid, A. De, W. Zhang, Prog. Mater. Sci. (2018). https://doi.org/10.1016/j.pmatsci.2017.10.001
C.Y. Yap, C.K. Chua, Z.L. Dong, Z.H. Liu, D.Q. Zhang, L.E. Loh, S.L. Sing, Appl. Phys. Rev. (2015). https://doi.org/10.1063/1.4935926
B. Vandenbroucke, J.P. Kruth, Rapid Prototyp. J. (2007). https://doi.org/10.1108/13552540710776142
S.L. Sing, J. An, W.Y. Yeong, F.E. Wiria, J. Orthop. Res. (2016). https://doi.org/10.1002/jor.23075
N. Singh, S. Acharya, K.G. Prashanth, K. Chatterjee, S. Suwas, J. Mater. Res. (2021). https://doi.org/10.1557/s43578-021-00238-x
K. Zhang, X. Tian, M.J. Bermingham, J.H. Rao, Q. Jia, Y. Zhu, X. Wu, S. Cao, A. Huang, Mater. Des. (2019). https://doi.org/10.1016/j.matdes.2019.108191
R.L. Batalha, W.C. Batalha, L. Deng, T. Gustmann, S. Pauly, C.S. Kiminami, P. Gargarella, J. Mater. Res. (2020). https://doi.org/10.1016/j.matdes.2019.108191
R. Boyer, G. Welsch, E. W. Collings, Materials Properties Handbook: Titanium Alloys, 4th edn. (ASM International, Ohio, 1994).
C. Leyens, M. Peters, Titanium and Titanium Alloys. Fundamentals and Applications, 1st edn. (WILEY-VCH Verlag GmbH & Co., Weinheim, 2003).
J.J.G. Moreno, M. Bönisch, N.T. Panagiotopoulos, M. Calin, D.G. Papageorgiou, A. Gebert, J. Eckert, G.A. Evangelakis, C.E. Lekka, J. Alloys Compd. (2017). https://doi.org/10.1016/j.jallcom.2016.11.231
J.P. Luo, J.F. Sun, Y.J. Huang, J.H. Zhang, Y.D. Zhang, D.P. Zhao, M. Yan, Mater. Sci. Eng. C (2019). https://doi.org/10.1016/j.msec.2018.11.077
Z. Fan, Z.X. Guo, B. Cantor, Compos. Part A Appl. Sci. Manuf. (1997). https://doi.org/10.1016/S1359-835X(96)00105-4
T. Kozieł, K. Pajor, Ł Gondek, J. Mater. Res. Technol. (2020). https://doi.org/10.1016/j.jmrt.2020.09.082
T. Kozieł, Arch. Metall. Mater. 60 (2015).
W.E. Frazier, J. Mater. Eng. Perform. (2014). https://doi.org/10.1007/s11665-014-0958-z
V. Manvatkar, A. De, T. Debroy, Mater. Sci. Technol. (2015). https://doi.org/10.1179/1743284714Y.0000000701
A. Basak, S. Das, Annu. Rev. Mater. Res. (2016). https://doi.org/10.1146/annurev-matsci-070115-031728
C. Schulze, M. Weinmann, C. Schweigel, O. Keßler, R. Bader, Mater. (2018). https://doi.org/10.3390/ma11010124
B.J. Kooi, Y.T. Pei, JTh.M. De Hosson, Acta. Mater. (2003). https://doi.org/10.1016/S1359-6454(02)00475-5
Y. Hu, F. Ning, H. Wang, W. Cong, B. Zhao, Opt. Laser Technol. (2018). https://doi.org/10.1016/j.optlastec.2017.08.032
R.L. Batalha, S. Pauly, U. Kühn, K. Kosiba, C. Bolfarini, C.S. Kiminami, P. Gargarella, Mater. Lett. (2020). https://doi.org/10.1016/j.matlet.2019.127149
W. Chen, C. Chen, X. Zi, X. Cheng, X. Zhang, Y.C. Lin, K. Zhou, Mater. Sci. Eng. A (2018). https://doi.org/10.1016/j.msea.2018.04.087
L. Thijs, F. Verhaeghe, T. Craeghs, J. Van Humbeeck, J.P. Kruth, Acta Mater. (2010). https://doi.org/10.1016/j.actamat.2010.02.004
T. Ishimoto, K. Hagihara, K. Hisamoto, S.H. Sun, T. Nakano, Scr. Mater. (2017). https://doi.org/10.1016/j.scriptamat.2016.12.038
Acknowledgments
This study was financed in part by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior—Brasil (CAPES)—Finance Code 001 and German Research Foundation (DFG) through the BRAGECRIM collaboration project (CAPES BEX 7185/13-8 and DFG PA 2275/4-1), and by São Paulo Research Foundation (FAPESP) under the Thematic Project n. 2013/05987-8 and Young Research Project n. 2017/27031-4.
Author information
Authors and Affiliations
Contributions
RLB: conceptualization, methodology, data curation, formal analysis, investigation, writing—final version. VEP: data curation, writing—first draft. OOSA: conceptualization, writing—review & editing. WCB: investigation, writing—review & editing. SP: resources, writing—review & editing, supervision, project administration, funding acquisition. TG: writing—review & editing, visualization, validation. KK: writing—review & editing, visualization, validation. CB: writing—review & editing, validation. CSK: resources, writing—review & editing, supervision, project administration, funding acquisition. PG: conceptualization, resources, writing—review & editing, supervision, funding acquisition.
Corresponding author
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Batalha, R.L., Pinotti, V.E., Alnoaimy, O.O.S. et al. Microstructure and properties of TiB2-reinforced Ti–35Nb–7Zr–5Ta processed by laser-powder bed fusion. Journal of Materials Research 37, 259–271 (2022). https://doi.org/10.1557/s43578-021-00422-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43578-021-00422-z