
Abstract
To achieve sustainable development, it is imperative that we find ways to manage sand resources wisely. One approach to mitigate the impact of sand extraction is the recycling of construction demolition waste (CDW) and its reuse in construction activities. This research paper primarily delves into the investigation of the strength and fracture properties of slag-based geopolymer mortar (SGPM) while varying the molarities of sodium hydroxide and altering the proportions of recycled fine aggregate (RFA) sourced from CDW. Two distinct binder-to-fine aggregate mix ratios, namely 1:1 and 1:3, were taken into consideration. The study employed sodium hydroxide (NaOH) and sodium silicate solutions as alkali-activators. Various NaOH concentrations of 2 M, 4 M, 6 M, 8 M, and 10 M were utilized, and RFA was employed to replace natural fine aggregate at levels of 10%, 20%, 30%, and 40%. The workability of SGPM was assessed in terms of flowability, while the compressive and flexural strengths were measured following a 28-day curing period. Moreover, fracture parameters, including load–deflection behavior, peak load, deflection at peak load, and fracture energy, were investigated through a three-point bending (TPB) test conducted on notched beams. The test results revealed that the flowability, expressed as a percentage of flow, decreased as the molarity of NaOH and the percentage of RFA increased. Conversely, the compressive and flexural strength values exhibited an upward trend as the NaOH concentration increased from 2 to 10 M. A substantial improvement in both compressive and flexural strengths was observed at a 10 M NaOH solution, with increases of 20.73% and 10.63% in the 1:1 mix ratio and 18.94% and 10.46% in the 1:3 mix ratio. However, these values decreased with an increase in the percentage of RFA, ranging from 10 to 40%. Notably, specimens containing 8 M and 10 M NaOH concentrations demonstrated a more brittle behavior compared to specimens with other NaOH concentrations. Moreover, a decline in fracture energies was evident as the molarity of NaOH and the percentage of RFA increased. These findings highlight effect of NaOH concentration, RFA content on mechanical and fracture properties of SGPM, providing valuable insights for sustainable construction materials.
Similar content being viewed by others


Introduction
The incorporation of industrial waste materials like fly ash, rice husk ash and slag as substitutes for OPC in the manufacturing of concrete has garnered significant recognition owing to its manifold benefits [1]. This approach not only contributes to the ecological sustainability of concrete but also enhances its rheological, structural, and durability characteristics. Replacement ratios for fly ash or similar pozzolans typically range from 15 to 25% [2, 3], while GGBS can replace as much as 50% to 70% of the cementitious materials [4, 5]. However, certain levels of OPC are typically required in the mix, even in high replacement scenarios [6, 7]. Cement-free binders, known as alkali-activated binders (alkali activated concretes/mortars), presents an innovative approach. It uses industrial waste materials or natural aluminosilicate materials activated by alkali activators to create alkali-activated binders. These binders are combined with fine aggregates and cured under specific conditions to form Alkali Activated Mortar (AAM) [8]. One of the key benefits of AAM is the substantial reduction in CO2 emissions compared to OPC based composite production, making it an eco-friendly alternative [9, 10]. However, AAC/AAM, similar to OPC, is characterized by its brittle nature. A comprehensive study of its fracture parameters, including fracture energy and characteristic length, is indispensable for ensuring its secure utilization within structural environments [11, 12]. The fracture properties of mortar/concrete are influenced by factors like fine and coarse aggregate size and angularity, paste microstructure, and interfacial transition zone (ITZ) where aggregates and paste interact [13,14,15]. Despite the many advantages of using industrial waste materials and alkali-activated binders, the study of fracture properties in these materials remains limited. In particular, there is relatively less research on fracture properties of AAM. This gap in knowledge necessitates a closer examination to ensure the safe and effective application of these materials in structural contexts.
A related issue is the extensive extraction and use of sand, which is the most extracted solid material globally, second only to water [16,17,18]. The unregulated depletion of sand resources poses a serious environmental concern, necessitating a shift in the way we produce and consume construction materials. To achieve sustainable development, it is imperative that we find ways to manage sand resources wisely. One approach to mitigate the impact of sand extraction is the recycling of CDW and its reuse in construction activities [19,20,21]. Many countries have already standardized the use of recycled CDW, promoting more sustainable construction practices [22]. A. De Rossi et al. [23] used industrial residues, like fly ash and CDW, in geopolymer mortar production and examined how substituting CDW for sand impacts mortar properties, revealing improved strength with CDW. Sourav Kumar Das and Sandeep Shrivastava [24] focused on optimizing the conditions for achieving desirable properties in geopolymer mortar, such as compressive strength, through adjustments in alkali concentration. Kushal Ghosh and Partha Ghosh [25] investigated the effect of alkali content, silica content, and water-to-binder ratio on the setting time and workability of fly ash-based geopolymer mortar. The findings highlight the pivotal role of these factors in shaping characteristics like setting time, workability, and microstructure development. Ghasan Fahim Huseien et al. [26] explored the influence of sodium hydroxide solution molarity on multi-blend geopolymer mortar properties and found that increasing alkali concentration reduced flowability and setting time, while enhancing comprehensive, splitting tensile, and flexural strengths. The research also identified the ideal conditions for achieving peak compressive strength. Pinghua Zhu et al. [27] explored the feasibility of using recycled geopolymer fine aggregate (RGFA) as sustainable alternative to river sand in construction. Results indicate that, when the replacement rate is below 50%, RGFA mortar exhibits comparable mechanical properties to river sand mortar. The decline in properties at higher replacement rates is attributed to the inherent weak properties of RGFA, which are partially mitigated by filler effects and improved interfacial transition zones. Tanakorn Phoo-ngernkham et al. [28] examined the mechanical and fracture properties of high calcium fly ash geopolymer mortar containing OPC. Zhu Pan et al. [29] investigated fracture characteristics of fly ash-based geopolymer concrete and paste have been explored in terms of their brittleness and fracture energy. These properties were compared to equivalent OPC concrete and paste, revealing that geopolymer materials exhibit higher brittleness and lower fracture energy.
Research significance
The cited studies highlight the progress in sustainable construction by replacing OPC with industrial waste materials and developing alkali-activated mortars, offering enhanced environmental benefits. Additionally, addressing sand extraction concerns through CDW recycling and alternative materials like recycled fine aggregate promotes eco-friendly construction practices. There is a noticeable gap in the existing literature regarding the fracture properties of Slag-based Geopolymer Mortars (SGPM) incorporating CDW as a fine aggregate. Therefore, present study concentrates on influence of recycled fine aggregate and molarity of NaOH on fresh, hardened and fracture characteristics of SGPM. This research aims to provide valuable insights into the efficient utilization of CDW under varying NaOH concentrations and the fracture characteristics of SGPM, contributing to the advancement of sustainable construction practices.
Experimental program
Materials
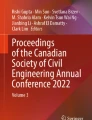
In this research, Ground Granulated Blast Furnace Slag (GGBFS) obtained from JSW cementitious suppliers served as the binder. Table 1 provides detailed information on physical properties and chemical composition of the GGBFS. Natural fine aggregate, which had been passed through a 4.75 mm sieve and possessed a specific gravity of 2.65 and a density of 1650 kg/m3, was utilized. Recycled fine aggregate (RFA) was derived from the crushed waste materials of mixed construction and demolition waste, processed through aggregate jaw crushers and sieves to obtain fine aggregates with a maximum size of 4.75 mm. The RFA, GGBFS materials and jaw crusher are shown in Fig. 1. The specific gravity and density of the RFA were determined to be 2.52 and 1610 kg/m3, respectively. The chemical composition of the RFA is outlined in Table 2. Both natural and recycled fine aggregates were in compliance with IS: 383–2016 standards [30]. The study involved the substitution of RFA for natural fine aggregate at varying proportions, namely 10%, 20%, 30%, and 40%. As for the alkali-activated solutions, sodium hydroxide and sodium silicates were employed. Sodium hydroxide solutions with different molarities, specifically 2 M, 4 M, 6 M, 8 M, and 10 M, were used. Importantly, a consistent alkaline ratio of 2.5 was maintained across all the mixes, and potable water was employed to dissolve the sodium hydroxide pellets.

a Recycled fine aggregate b GGBFS and c Jaw crusher
Mixing, casting and curing
In this research, two different binder-to-fine aggregate mix proportions, namely 1:1 and 1:3, were employed. The alkali-activated solution was prepared by pre-mixing it 24 h prior to use. To make this solution, NaOH pellets were dissolved in water, cooled, and subsequently mixed with sodium silicate. The mixing process began by combining the dry form of the binder material (GGBFS) and fine aggregates in a mixer. After a thorough mixing of GGBFS and fine aggregates, the alkali-activated solution was introduced and stirred until a consistent and homogeneous blend was attained. Two types of fine aggregates, namely natural fine aggregates (NA) and recycled fine aggregates (RFA), were incorporated into the study in two distinct phases. In the initial phase, 100% natural fine aggregates were utilized, and these mixtures were termed control mixes. In the subsequent phase, natural fine aggregates were progressively replaced with recycled fine aggregates at levels of 10%, 20%, 30%, and 40%. The mix proportioning details of SGPM mixes presented in Table 3. After achieving homogeneity in the mixture, the mortar was placed in the requisite moulds and cast. Following the hardening of the mortar within the moulds, the specimens were demolded and allowed to cure at room temperature. This study employed ambient temperature curing for the specimens. Figure 2 shows the SGPM cube and prism specimens.

a mortar cubes b prism specimens
Tests performed
In this research, the workability of the mortar mix was evaluated by means of a flow table test, quantified as a percentage of flow. The test was conducted as per IS: 4031-Part 7:1988 [31]. To determine the compressive strength of the mortar, specimens measuring 70.6 × 70.6 × 70.6 mm were prepared and subjected to compression testing using a machine with a capacity of 3000 kN. For each mix composition, three samples were tested. Additionally, the compressive strength testing was carried out in accordance with IS:4031(Part-6):1988 [32]. For the evaluation of flexural strength, mortar prisms of dimensions 500 × 100 × 100 mm were cast, and a three-point bending (TPB) test was conducted utilizing a Universal Testing Machine (UTM) with a 200 kN capacity. The experiment was carried out using displacement control, maintaining a constant loading rate of 0.2 mm/minute. Throughout the testing process, the displacement was monitored by a Linear Variable Differential Transformer (LVDT) with a capacity of 50 mm. To investigate fracture parameters such as load–deflection behavior and fracture energy, notched prismatic members of the same size (500 × 100 × 100 mm) were prepared with a central notch, resulting in an a/d ratio of 0.4. Subsequently, these specimens were used for the test, following the procedures outlined in RILEMTC50-FMC [33]. The experimental setups for these tests are depicted in Figs. 3 and 4.

Flow table with spread mortar

Three-point bending test setup
Results and discussion
Flowability of SGPM
The assessment of fresh SGPM's flowability is carried out through a flow table test, in accordance with the IS: 4031-Part 7:1988 [31]. This flow test is performed right after the mixing process and influence of NaOH molarity and percentage of RFA on flowability of SGPM mixes are inspected. Percentage of flow, compressive strength, flexural strength, fracture energy, peak load values of 1:1 and 1:3 mix proportions presented in Tables 4 and 5.
Based on Fig. 5, it is evident that the flowability of the mortar is higher when using lower NaOH molarity, while an increase in NaOH molarity leads to a reduction in flowability [34]. This phenomenon can be attributed to the fact that higher NaOH molarity increases the solution's viscosity and decreases the overall workability of the mixture. Additionally, this observation can be linked to the decrease in the H2O/Si ratio, particularly in the case of higher molarity solutions [35]. The reduction in flow percentage in a 1:1 mixture as the molarity of NaOH increases exhibits the following trends: a 4.17% reduction at 4 M, a 8.71% reduction at 6 M, a 17.81% reduction at 8 M, and a 27.81% reduction at10M. In contrast, for a 1:3 mixture, the reduction percentages are slightly lower: 3.85% at 4 M, 7.85% at 6 M, 16.18% at 8 M, and 25.28% at 10 M. Based on the findings from Fig. 6(a), using a 10 M NaOH solution led to specific percentage reductions in flow at different RFA percentage intervals: a 5.55% reduction at 10% RFA, a 11.43% reduction at 20% RFA, a 17.68% reduction at 30% RFA, and a significant 31.01% reduction at 40% RFA. Figure 6(b) shows a 5% reduction at 10% RFA, a 10.26% reduction at 20% RFA, a 15.81% reduction at 30% RFA, and a substantial 27.57% reduction at 40% RFA for the same molarity. These findings indicate that, in both cases, the percentage reduction in flow remains relatively stable as the RFA percentage increases from 0 to 30%, but experiences a substantial reduction in flow when the RFA percentage increases to 40%. It is apparent that the addition of RFA leads to a decrease in flow. Mermerdaş, K et al. [36] have reported that geopolymer mortars using natural sand exhibit higher workability compared to recycled aggregates. This is due to the rounded particle shape of natural sand, which results in a lower specific surface area.

Percentage of flow w.r.t NaOH molarity in different binder to fine aggregate ratios

Percentage of flow due to RFA replacement in NA a 1:1 mix and b 1:3 mix
Compressive strength of SGPM
Figure 7 reveals the compressive strength of two different mix proportions with subjected to different concentrations of NaOH. In both mix proportions, as molarity of NaOH increases, compressive strength of SGPM increases. The higher concentration of NaOH has a positive impact on the dissolution of silicate within the SGPM mixture, resulting in an enhancement of both compressive strength and the microstructural qualities of SGPMs. This increase in sodium incorporation within the CSH phase reduces C/S ratio, consequently promoting the strength development of SGPMs [26]. In the 1:1 mix proportion, the percentage increase in compressive strength is as follows: 4.28% at 4 M NaOH, 9.2% at 6 M, 15.06% at 8 M, and 20.73% at 10 M NaOH. Furthermore, in 1:3 mix proportion, the corresponding percentage increases are: 5.40% at 4 M NaOH, 8.38% at 6 M, 11.94% at 8 M, and a noteworthy 18.94% at 10 M NaOH. Figure 7 shows the compressive strength of SGPM samples follows a decreasing trend from mix 1:1 to 1:3 at every molarity of the NaOH. The reduced ratio of binder to fine aggregate (B:FA) is a well-documented factor that adversely affects the bond strength between fine aggregate particles, resulting in lower compressive strength. As the proportion of B:FA decreases to 1:3, the production of C-S–H and C-A-S–H gels is diminished. This decrease in the B:FA content is accompanied by an elevation in the specific surface area, which, in turn, leads to greater absorption of alkali-activated solution. This increased absorption directly influences the dissolution of silicate and aluminum, ultimately contributing to the observed decrease in compressive strength [37].

Compressive strength w.r.t molarity in different binder to fine aggregate ratios
In accordance with Fig. 8, in 1:1 and 1:3 mix proportion as the percentage of RFA increases the compressive strengths of samples decreased. Specifically, in 1:1 mix proportion, the reduction in strength amounted to 2.47% at 10% RFA, 8.03% at 20% RFA, 14.72% at 30% RFA, and a significant 26.05% drop at 40% RFA replacement. Similarly, in the case of a 1:3 mix proportion, the percentage reduction in compressive strength followed a similar trend. It stood at 1.95% at 10% RFA, increased to 7.11% at 20% RFA, and was 11.35% at 30% RFA. Notably, there was a substantial 23.31% reduction in compressive strength observed when the RFA content reached 40%. These findings illuminate a consistent pattern of decreasing compressive strength in SGPM as the percentage of RFA replacement increases. This decline in strength is relatively modest up to a 20% RFA replacement level. However, it becomes significantly pronounced when specimens contain 40% RFA, indicating the importance of managing RFA content within the mix to maintain desired compressive strength levels. This decline in material properties at higher replacement rates can be attributed to the inherent weaknesses of RFA. It is important to note that this reduction is somewhat alleviated by filler effects and improvements in the interfacial transition zones [27].

Compressive strength due to percentage of RFA replaced in fine aggregate a 1:1 mix and b 1:3 mix
Flexural strengths of SGPM
From Fig. 9, it is observed that the distinct trends in the percentage increase in flexural strength for different NaOH concentrations in two different mixing ratios (1:1 and 1:3). In both mix proportions flexural strength of SGPM samples increased as the molarity of alkali activated solution increased. Sourav Kumar Das and Sandeep Shrivastava [24] also reported that flexural strengths increased with increased molarity of NaOH. In 1:1 mix proportion, the increase in percentage of flexural strength at 4 M NaOH is 3.63%, followed by 8.44% increase at 6 M. However, as the concentration further rises to 8 M, the increase becomes relatively modest at 9.28%, and at 10 M, it shows a slightly higher but still limited growth of 10.63%. In 1:3 mix proportion, the flexural strength experiences a 5.96% increase at 4 M NaOH. However, the subsequent increase becomes less significant, with only 8.95% gain at 6 M. At 8 M, there is a modest 10.46% rise, and at 10 M, there is a slightly higher but still modest 12.18% increase. These findings collectively suggest that there is a notable enhancement in flexural strength up to a 6 M NaOH concentration, but beyond this point, the increase in strength becomes relatively minimal. This observation may be attributed to the interaction between Al2O3 and SiO2, leading to the formation of NASH [26]. These results align closely with those reported by Atis et al. [38]. As depicted in Fig. 10, the flexural strength of two distinct mixes, one with a 1:1 ratio and the other with a 1:3 ratio, experiences percentage reductions as the RFA content varies from 10 to 40%. For instance, at 10 M NaOH, in the 1:1 mix, the reduction in flexural strength is 3.47% at 10% RFA, 10.67% at 20%, 24.7% at 30%, and 41.41% at 40%. Similarly, in the 1:3 mix, reductions of 2.59%, 14.6%, 26.54%, and 41.29% are observed across the same RFA content ranges. These findings underscore the detrimental effect of increasing RFA percentage on flexural strength, consistent with the trends seen in compressive strength, and emphasize that the most pronounced reductions occur in specimens containing 40% RFA in both mix proportions. Pinghua Zhu et al. [27] also demonstrated that the flexural strength of mortar made recycled geopolymer fine aggregate (RGFA) decreased with an increase in the proportion of RGFA.

Flexural strength w.r.t molarity in different binder to fine aggregate ratios

Flexural strength due to percentage of RFA replacement in fine aggregate a 1:1 mix and b 1:3 mix
Load–deflection behavior of SGPM
The comprehensive load–displacement curve is of paramount importance as it serves as a valuable indicator for assessing the fracture characteristics of geopolymer mortar. In this context, the Load–deflection response of the SGPM can be observed in Figs. 11 and 12. The curve initially exhibits a linear upward trend until applied load approaches the material's cracking limit. It is evident from the plotted data, for specimens with higher strength, the incline of the pre-peak curve becomes steeper. Once the peak load is attained, the initiation of cracks leads to a subsequent downward trajectory, representing the post-peak curve. The steepness of the post-peak segment of the curve provides insights into the behavior of the fractured specimen until it ultimately fails. The curvature of the post-peak curve is influenced by the material's ductility, with an increase in compressive strength leading to a gradual reduction in slope, indicating decreased specimen ductility as strength rises. The incline of the curve before reaching its peak became steeper with higher concentrations of NaOH. Compared to 1:3 mix proportion samples, 1:1 mix proportion samples exhibited more brittleness.

Load–deflection behaviour due to RFA replacement in fine aggregate in 1:1 mix proportion at different molarities a 2 M, b 4 M, c 6 M, d 8 M, and e 10 M

Load–deflection behaviour due to RFA replacement in fine aggregate in 1:3 mix proportion at different molarities a 2 M, b 4 M, c 6 M, d 8 M, and e 10 M
Peak load
The term "peak load" as a fracture property represents the maximum load necessary to initiate the separation of the surfaces involved in a crack, occurring along an extended crack tip or within the cohesive zone [39]. In accordance with the data presented in Fig. 13, the percentage increase in peak load for a 1:1 mix exhibits distinct trends when the concentration of NaOH solution is altered. Specifically, there is a 3.70% increase at 4 M NaOH, a 7.27% increase at 6 M, a 12.44% increase at 8 M and a 18.17% increase at 10 M. For the 1:3 mix, the percentage increase in peak load follows a different pattern. It shows a 2.55% increase at 4 M NaOH, a more pronounced 8.02% increase at 6 M, a 13.68% increase at 8 M, and a substantial 20.38% increase at 10 M. These findings highlight the influence of the molarity of NaOH on the peak load. It indicates a positive correlation, suggesting that as the molarity of NaOH increases, so does the peak load. In Fig. 13, it is evident that as the B:FA ratio changes from 1:1 to 1:3, the peak load exhibited a consistent decrease. This change corresponds to an average reduction of 8.8% in peak load when transitioning from a 1:1 to a 1:3 B:FA ratio. According to the data presented in Fig. 14, the use of a 10 M NaOH solution in a 1:1 mix resulted in a percentage reduction in peak load as follows: 2.33% at 10% RFA, 6.7% at 20% RFA, 12.51% at 30% RFA, and 19.12% at 40% RFA. In a 1:3 mix with the same molarity, the reduction in peak load percentages were as follows: 2.09% at 10% RFA, 6.79% at 20% RFA, 12.17% at 30% RFA, and 19.28% at 40% RFA. These results suggest that an increase in the percentage of RFA has a negative impact on peak load reduction, similar to the observed effect on compressive strength. In both cases, higher RFA percentages are associated with decreased peak loads.

Peak load w.r.t molarity in different binder to fine aggregate ratios

Peak load due to percentage of RFA replacement in fine aggregate a 1:1 mix and b 1:3 mix
Fracture energy
Fracture energy is a critical parameter for characterizing the behaviour of concrete material when it comes to its susceptibility to fracture. RILEM TC50-FMC suggests employing a TPB test on a notched concrete beam as an indirect means of determining fracture energy of mortar and concrete [33]. By making assumption that all external force is entirely utilized in promoting crack extension, the fracture energy of mortar can be quantified using Eq. (1).
where W0 represents work done by external load, which is quantified as area under the load–displacement curve derived from TPB test (Nm);m stands for combined mass of beam, as well as any components of loading arrangement that are not fixed to the machine but move along with the beam until the point of failure (kg); d0 signifies the deformation experienced by beam at moment of its ultimate failure (m); g is acceleration due to gravity, 9.81 m/s2; Alig = ligament area (m2).
In Fig. 15, the graph illustrates the relationship between fracture energy and the molarity of NaOH in two different mix proportions, namely 1:1 and 1:3. It is noteworthy that, in both mix proportions, an increase in the molarity of NaOH led to a decrease in fracture energy. This observation aligns with the findings of Yao Ding et al. [40]. as they also reported a decrease in fracture energy with increasing molarity of NaOH in slag-based alkali-activated mortars. The reduction in fracture energy in the case of SGPM can be attributed to the higher concentration of alkali activator used, which may result in more pronounced autogenous and drying shrinkage and the formation of shrinkage cracks [38, 41, 42]. SGPM samples are denser and possess greater strength, requiring more energy to propagate cracks, as also suggested by Yao Ding et al. [40]. Moreover, SGPM exhibits a more brittle behaviour, leading to a reduction in the energy consumed during the crack propagation throughout the testing procedure. In Fig. 15, the fracture energies for both 1:1 and 1:3 mixes are illustrated across various NaOH molarities. Specifically, for the 1:1 mix, the fracture energies are recorded as follows: 85.48 N/m, 85.82 N/m, 84.48 N/m, 75.49 N/m, and 74.34 N/m at NaOH concentrations of 2 M, 4 M, 6 M, 8 M, and 10 M, respectively. In the case of the 1:3 mix, the corresponding fracture energies are measured as 81.70 N/m, 80.46 N/m, 79.85 N/m, 78.83 N/m, and 78.12 N/m for the same range of NaOH molarities.

Peak load w.r.t molarity in different binder to fine aggregate ratios
In Fig. 16, a graph illustrates the relationship between fracture energies and varying percentages of RFA in both 1:1 and 1:3 mixtures, under different molarities of NaOH solution. The data reveals a consistent decrease in fracture energy as the percentage of RFA increases, with a significant reduction observed at the 40% RFA composition. Specifically, in the 1:1 mixture, when the RFA content is 40%, the fracture energy experiences percentage reductions of 22.22%, 15.36%, 14.28%, 16.02%, and 18.86% at NaOH concentrations of 2 M, 4 M, 6 M, 8 M, and 10 M, respectively. On the other hand, for the 1:3 mixture with a 40% RFA composition, the fracture energy shows percentage reductions of 21.54%, 20.92%, 21.24%, 20.75%, and 21.85% at the same NaOH concentrations.

Fracture energies due to percentage of RFA replacement in fine aggregate a 1:1 mix and b 1:3 mix
Conclusions
In this study, the strength and fracture parameters of slag-based geopolymer mortar (SGPM) using different molarities of sodium hydroxide and different percentages of recycled fine aggregate (RFA) from construction demolition waste as replacements are investigated. From this study the following conclusions are made.
-
Flowability decreases with an increase in NaOH molarity and RFA replacement. However, flowability increases when the mix proportion changes from 1:1 to 1:3 due to a reduction in the binder content in the total mixture. The most significant reduction in flowability is observed at 10 M NaOH and 40% RFA replacement, with reductions of 31.01% and 27.57% in 1:1 and 1:3 mix proportions, respectively.
-
Compressive and flexural strengths of SGPM samples increase with increasing NaOH molarity but decrease as the percentage of RFA content replacement increases from 10 to 40% in all the mixes.
-
The maximum percentage increase in compressive and flexural strengths is observed at 10 M NaOH, with increases of 20.73% and 10.63% in the 1:1 mix proportion, and 18.94% and 10.46% in the 1:3 mix proportion. Specimens with 10 M NaOH exhibit the maximum percentage reduction in compressive and flexural strengths at the 40% RFA replacement level, with reductions of 26.05% and 41.41% in the 1:1 mix proportion and 23.31% and 41.29% in the 1:3 mix proportion.
-
The load–deflection curves reveal that the inclination of pre-peak curve becomes steeper for specimens with higher compressive strength, indicating decreased ductility as compressive strength increases. The 1:1 mix proportion specimens exhibit more brittleness compared to the 1:3 mix proportion specimens.
-
Among the 1:1 and 1:3 mix proportions, 1:1 mix samples exhibit higher peak loads at different NaOH molarities, which increase with the molarity of NaOH. The maximum peak load is achieved in samples with 10 M NaOH, measuring 2.58kN in the 1:1 mix proportion and 2.39kN in the 1:3 mix proportion. Peak load values decrease as the percentage of RFA increases from 10 to 40%, with the maximum percentage reduction in peak load observed at 40% RFA, which amounts to 19.12% and 19.28% in the 1:1 and 1:3 mix proportions, respectively.
-
In both mix proportions, fracture energies decrease with an increase in NaOH molarity and with an increase in the percentage replacement of RFA. For the 1:1 mix, fracture energies are recorded as follows: 85.48 N/m, 85.82 N/m, 84.48 N/m, 75.49 N/m, and 74.34 N/m at NaOH concentrations of 2 M, 4 M, 6 M, 8 M, and 10 M, respectively. In the case of the 1:3 mix, the corresponding fracture energies are measured as 81.70 N/m, 80.46 N/m, 79.85 N/m, 78.83 N/m, and 78.12 N/m for the same range of NaOH molarities.
-
Even though detailed experimental studies on fracture properties of SGPM presented in this study, there is a persistent need for the development of empirical relations among fracture energy, Crack Mouth Opening Displacement (CMOD), Crack Tip Opening Displacement (CTOD), Critical stress intensity factor to accurately determine fracture behaviour of SGPM.
Availability of data and materials
The manuscript includes the essential data, while any supplementary material can be obtained from the corresponding author upon request.
Abbreviations
- SGPM:
-
Slag-based Geopolymer Mortar
- RFA:
-
Recycled Fine Aggregate
- NaOH:
-
Sodium Hydroxide
- TPB:
-
Three-Point Bending
- CDW:
-
Construction Demolition Waste
- AAM:
-
Alkali Activated Mortar
- AAC:
-
Alkali Activated Concrete
- ITZ:
-
Interfacial Transition Zone
- RGFA:
-
Recycled Geopolymer Fine Aggregate
- GGBFS:
-
Ground Granulated Blast Furnace Slag
- NA:
-
Natural fine aggregate
- UTM:
-
Universal Testing Machine
- CSH:
-
Calcium Silicate Hydrate
- CMOD:
-
Crack Mouth Opening Displacement
- CTOD:
-
Crack Tip Opening Displacement
References
Vikas G, Rao TG (2021) Setting time, workability and strength properties of alkali activated fly ash and slag based geopolymer concrete activated with high silica modulus water glass. Ir J Sci Technol Transact Civ Eng 45:1483–1492
Alonzo O, Barringer WL, Barton SG, Bell LW, Bennett JE, Boyle M, Dixon DE (1993) Guide for selecting proportions for high-strength concrete with portland cement and fly ash. ACI Mater J 90(3):272–283
Ramezanianpour AA, Malhotra VM (1995) Effect of curing on the compressive strength, resistance to chloride-ion penetration and porosity of concretes incorporating slag, fly ash or silica fume. Cement Concr Compos 17(2):125–133
Osborne GJ (1999) Durability of Portland blast-furnace slag cement concrete. Cement Concr Compos 21(1):11–21
Jau WC, Tsay DS (1998) A study of the basic engineering properties of slag cement concrete and its resistance to seawater corrosion. Cem Concr Res 28(10):1363–1371
Malhotra VM (2002) High-performance high-volume fly ash concrete. Concr Int 24(7):30–34
Bilodeau A, Malhotra VM (2000) High-volume fly ash system: concrete solution for sustainable development. Materials Journal 97(1):41–48
Davidovits J (1991) Geopolymers: inorganic polymeric new materials. J Therm Anal Calorim 37(8):1633–1656
Duxson, P., Provis, J. L., Lukey, G. C., & Van Deventer, J. S. (2007). The role of inorganic polymer technology in the development of ‘green concrete’. cement and concrete research, 37(12), 1590–1597.
Provis, J. L., & Van Deventer, J. S. J. (Eds.). (2009). Geopolymers: structures, processing, properties and industrial applications. Elsevier.
Hillerborg A, Modéer M, Petersson PE (1976) Analysis of crack formation and crack growth in concrete by means of fracture mechanics and finite elements. Cem Concr Res 6(6):773–781
Hillerborg A (1985) The theoretical basis of a method to determine the fracture energy GF of concrete. Mater Struct 18:291–296
Wang XH, Jacobsen S, Lee SF, He JY, Zhang ZL (2010) Effect of silica fume, steel fiber and ITZ on the strength and fracture behavior of mortar. Mater Struct 43:125–139
Zampini D, Jennings HM, Shah SP (1995) Characterization of the paste-aggregate interfacial transition zone surface roughness and its relationship to the fracture toughness of concrete. J Mater Sci 30:3149–3154
Zegardło B, Szeląg M, Ogrodnik P (2016) Ultra-high strength concrete made with recycled aggregate from sanitary ceramic wastes–The method of production and the interfacial transition zone. Constr Build Mater 122:736–742
Mahmoodi O, Siad H, Lachemi M, Şahmaran M (2023) Effects of mono and binary recycled aggregates on the rheological properties of geopolymer mortars synthesized with construction and demolition waste-based binders. J Build Eng 77:107545
Chitlange MR, Pajgade PS (2010) Strength appraisal of artificial sand as fine aggregate in SFRC. ARPN J Eng Appl Sci 5(10):34–38
Siddique R, Singh M, Mehta S, Belarbi R (2020) Utilization of treated saw dust in concrete as partial replacement of natural sand. J Clean Prod 261:121226
Ozcelikci E, Kul A, Gunal MF, Ozel BF, Yildirim G, Ashour A, Sahmaran M (2023) A comprehensive study on the compressive strength, durability-related parameters and microstructure of geopolymer mortars based on mixed construction and demolition waste. J Clean Prod 396:136522
Kul A, Ozel BF, Ozcelikci E, Gunal MF, Ulugol H, Yildirim G, Sahmaran M (2023) Characterization and life cycle assessment of geopolymer mortars with masonry units and recycled concrete aggregates assorted from construction and demolition waste. J Build Eng 78:107546
Komnitsas K, Zaharaki D, Vlachou A, Bartzas G, Galetakis M (2015) Effect of synthesis parameters on the quality of construction and demolition wastes (CDW) geopolymers. Adv Powder Technol 26(2):368–376
Coutinho, J. S., Salamoni, N., & Toigo, G. (2020). Fine Aggregate from CDW For Sand Replacement. In 62º Congresso Brasileiro do Concreto IBRACON 2020.
De Rossi A, Ribeiro MJ, Labrincha JA, Novais RM, Hotza D, Moreira RFPM (2019) Effect of the particle size range of construction and demolition waste on the fresh and hardened-state properties of fly ash-based geopolymer mortars with total replacement of sand. Process Saf Environ Prot 129:130–137
Das SK, Shrivastava S (2021) Influence of molarity and alkali mixture ratio on ambient temperature cured waste cement concrete based geopolymer mortar. Constr Build Mater 301:124380
Ghosh K, Ghosh P (2012) Effect of Na2O/Al2O3, SiO2/Al2O3 and w/b ratio on setting time and workability of fly ash based geopolymer. Int J Eng Res Appl 2(4):2142–2147
Huseien GF, Ismail M, Khalid NHA, Hussin MW, Mirza J (2018) Compressive strength and microstructure of assorted wastes incorporated geopolymer mortars: Effect of solution molarity. Alex Eng J 57(4):3375–3386
Zhu P, Hua M, Liu H, Wang X, Chen C (2020) Interfacial evaluation of geopolymer mortar prepared with recycled geopolymer fine aggregates. Constr Build Mater 259:119849
Phoo-ngernkham T, Sata V, Hanjitsuwan S, Ridtirud C, Hatanaka S, Chindaprasirt P (2016) Compressive strength, bending and fracture characteristics of high calcium fly ash geopolymer mortar containing portland cement cured at ambient temperature. Arab J Sci Eng 41:1263–1271
Pan Z, Sanjayan JG, Rangan BV (2011) Fracture properties of geopolymer paste and concrete. Mag Concr Res 63(10):763–771
IS 383. (2016). Specification for coarse and fine aggregates from natural sources for concrete. Bureau of Indian Standards, New Delhi, India.
IS 4031(Part-7). (1988). Methods of physical tests for hydraulic cement. Bureau of Indian Standards, New Delhi, India.
IS 4031(Part-6). (1988). Methods of physical tests for hydraulic cement. Bureau of Indian Standards, New Delhi, India.
RILEM, D. R. (1985) 50-FMC Committee Fracture Mechanics of Concrete, “Determination of the fracture energy of mortar and concrete by means of three-point bending tests on notched beams.” Mater Struct 85(85):285–290
Chindaprasirt P, Chareerat T, Sirivivatnanon V (2007) Workability and strength of coarse high calcium fly ash geopolymer. Cement Concr Compos 29(3):224–229
Malkawi AB, Nuruddin MF, Fauzi A, Almattarneh H, Mohammed BS (2016) Effects of alkaline solution on properties of the HCFA geopolymer mortars. Procedia Eng 148:710–717
Mermerdaş K, Manguri S, Nassani DE, Oleiwi SM (2017) Effect of aggregate properties on the mechanical and absorption characteristics of geopolymer mortar. Eng Sci Technol Int J 20(6):1642–1652
Huseien G, Ismail M, Tahir M, Mirza J, Hussein A, Khalid N, Sarbini N (2018) Effect of binder to fine aggregate content on performance of sustainable alkali activated mortars incorporating solid waste materials. Chem Eng Trans 63:667–672
Atiş CD, Bilim C, Çelik Ö, Karahan O (2009) Influence of activator on the strength and drying shrinkage of alkali-activated slag mortar. Constr Build Mater 23(1):548–555
Dugdale DS (1960) Yielding of steel sheets containing slits. J Mech Phys Solids 8(2):100–104
Ding Y, Dai JG, Shi CJ (2018) Fracture properties of alkali-activated slag and ordinary Portland cement concrete and mortar. Constr Build Mater 165:310–320
Cincotto, M. A., Melo, A. A., & Repette, W. L. (2003). Effect of different activators type and dosages and relation to autogenous shrinkage of activated blast furnace slag cement. In Proceedings of the 11th international congress on the chemistry of cement, Durban, South Africa (Vol. 18781888).
Bakharev T, Sanjayan JG, Cheng YB (1999) Alkali activation of Australian slag cements. Cem Concr Res 29(1):113–120
Acknowledgements
The authors express their sincere gratitude to National Institute of Technology, Warangal, for their generous support in supplying essential materials and equipment required for experimental program.
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
PR, TDG, and MCS collaboratively formulated and designed the research concept. PR took charge of data collection, processing, result analysis, and manuscript composition. TDG and MCS contributed to manuscript review and editing. The final manuscript was thoroughly reviewed and approved by all authors.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated in a credit line to the data.
About this article

Cite this article
Rohit, P., Gunneswara Rao, T.D. & Chandrasekhar, M. Effect of construction demolition waste as fine aggregate and NaOH molarity on strength and fracture parameters of slag based geopolymer mortars. J. Eng. Appl. Sci. 71, 37 (2024). https://doi.org/10.1186/s44147-024-00373-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s44147-024-00373-2