
Abstract
A multiple dependent state (MDS) sampling plan is developed based on the coefficient of variation of the quality characteristic which follows a normal distribution with unknown mean and variance. The optimal plan parameters of the proposed plan are solved by a nonlinear optimization model, which satisfies the given producer’s risk and consumer’s risk at the same time and minimizes the sample size required for inspection. The advantages of the proposed MDS sampling plan over the existing single sampling plan are discussed. Finally an example is given to illustrate the proposed plan.
Similar content being viewed by others


Background
Nowadays, quality is one of the most important consumer decision factors. It has become one of the main strategies to increase the productivity of industries and service organizations. Therefore, the companies are trying to enhance the quality of their products by using various statistical techniques and tools. Acceptance sampling plans are important tools that have been widely used for lot sentencing in the industries. The inspection of the final product is always done on the basis of acceptance sampling scheme. There are two major types of acceptance sampling plans: attribute sampling plans and variable sampling plans. The major advantage of a variable sampling plan is that it has the same protection as an attribute acceptance sampling plan with a smaller sample size. When destructive testing is employed, variables sampling is particularly useful in reducing the costs of inspection. For more detail about the applications of the acceptance sampling plan can be found in Wu (2012), Liu et al. (2014), Kurniati et al. (2015), Yen and Chang (2009), and Sheu et al. (2014).
The coefficient of variation (CV), which is defined as the ratio of the standard deviation to the mean, is widely used to measure the relative variation of a variable to its mean. CV has been widely used in many practical applications. It is used as a measure of the reliability of an assay in chemistry and medicine (Reed et al. 2002), to quantify the riskiness of stocks in finance (Miller and Karson 1977), in clinical trials to account for baseline variability of measurements (Pereira et al. 2004), in physical therapy to determine sincerity of effort (Robinson et al. 1997), in quality control to seek production processes with minimal dispersion (Box 1988). Recently, Parsons et al. (2009) concluded that it was important to use CVs to assess the quality of metabonomics datasets. Kang et al. (2007) developed a Shewhart-type control chart for monitoring the CV using rational subgroups and showed the CV to be a very attractive tool in quality control.
In the literature, either the mean or the standard deviation (SD) of the quality characteristics are usually considered to measure the quality of products. However, in certain scenarios, the practitioner is not interested in the changes in the mean or the standard deviation but is instead interested in the relative variability compared with the mean (see for Yeong et al. 2015). This relative variability is called the CV. Verrill and Johnson (2007) have pointed that building materials are often evaluated not only on the basis of mean strength but also on relative variability, but laboratory techniques are often compared on the basis of their CVs. In many laboratories, the variability of the chemical assay that produces continuous-type values is summarized not by the SD but by the CV, because the SDs of such assays generally increase or decrease proportionally as the mean increases or decreases (refer to Reed et al. 2002). Therefore, acceptance sampling plans considering the CV as the reliability parameter can complement each other with the other acceptance sampling plans, so as to control the product quality and improve the management level.
CV can be applied not only characteristic analysis of ultimate strength or fatigue limit, failure rates and structural/material reliability, but also for both the reliability-based design of mechanical systems or components and the evaluation of an existing product (see for He and Oyadiji 2001). In the fields of materials engineering and manufacturing, Castagliola et al. (2015) have stated that some quality characteristics related to the physical properties of products often have a standard deviation that is proportional to their population mean. Tool cutting life and several properties of sintered materials are some typical examples. In such scenarios, the CV remains constant even though the mean and standard deviation may change from one sample to another. Zhang (1989) pointed that the CV can be predetermined from the long term of engineering practice in the research of structural reliability design, evaluation, and inspection.
CV is a good measure of the reliability of experiments, that is, the smaller the CV value, the higher the reliability (Steel and Torrie 1980; Taye and Njuho 2008). Recently, Ma and Zhang (1997) deduced the CV method for structural reliability inspection using the CV as the quality control parameter, under the condition of the CV being known. The inspection efficiency of CV method is higher than S method and \(\sigma\) method. Tong and Chen (1991) proposed a variable single sampling plan using CV to evaluate the quality stability of normally distributed products. Yan et al. (2016) developed a variable two stage sampling plan based on CV, which is more efficient than the single sampling plan proposed by Tong and Chen (1991).
In advanced manufacturing processes, supplier production is frequently continuous, so the quality of preceding and/or successive lots is expected to be homogeneous and dependent (Kuraimani and Govindaraju 1992). But the single sampling plan and the two stage sampling plan only consider the present state of a lot, that is, they accept or reject a lot based on the present lot quality. In order to compensate for this weaknesses, Wortham and Baker (1976) introduced the multiple dependent state (MDS) sampling plan, which examines a lot based on not only the sample information from the current lot but also the quality of preceding lots. So the MDS sampling plan can be used in the case that lots are submitted for inspection serially. Recently, Balamurali and Jun (2007) proposed MDS sampling plan by variables for the assessment of normally distributed quality characteristics. Aslam et al. (2015) proposed a mixed MDS sampling plan using the process capability index, and Aslam et al. (2014) considered MDS sampling for the development of a new attribute control chart. To the best of our knowledge, there exist no studies about the MDS plan based on the CV. Therefore, assuming that the quality characteristic follows the normal distribution, we will develop the MDS sampling plan using the CV with expectation that it is more efficient than the single plan proposed by Tong and Chen (1991) in this article.
Multiple dependent state (MDS) sampling plan
The coefficient of variation (CV) is a statistic defined as the ratio of the standard deviation \(\sigma\) to the mean \(\mu\). Suppose that the quality of interest X follows a normal distribution with the mean of \(\mu\) and the variance of \(\sigma^{2}\), the CV of the random variable X is defined as
Assume that \(X_{1} ,X_{2} , \ldots ,X_{n}\) is a sample of the normal distribution \(N(\mu ,\sigma^{2} )\), then the sample coefficient of variation is defined as
where \(S = \sqrt {\frac{1}{n - 1}\sum\nolimits_{i = 1}^{n} {(X_{i} - \bar{X})^{2} } }\) is the sample standard deviation, \(\bar{X} = \sum\nolimits_{i = 1}^{n} {X_{i} /n}\) is the sample mean.
Iglewicz et al. (1968) noticed that the statistic \(\sqrt n /\hat{\gamma }\) follows the noncentral t distribution, i.e. \(\sqrt n /\hat{\gamma }\sim t(n - 1,\sqrt n /\gamma )\), where n − 1 is the degrees of freedom, and \(\sqrt n /\gamma\) is the noncentrality parameter. Denote the cumulative distribution function (cdf) of \(\hat{\gamma }\) as
where \(F_{t} ( \cdot )\) is the cdf of the \(t(n - 1,\sqrt n /\gamma )\) distribution.
Steel and Torrie (1980), Taye and Njuho (2008) point that the CV is a good measure of the reliability of the experiment. Here we use the CV as the quality benchmark for acceptance of a product lot. Let \(v_{1}\) and \(v_{2}\) denote the quality level of AQL (acceptable quality level) and LQL (limiting quality level) based on the CV, respectively. Then the operating procedure of the proposed plan based on the CV is stated as follows:
-
Step 1: Choose the values of \((v_{1} ,v_{2} )\) based on the CV at producer’s risk \(\alpha\) and consumer’s risk \(\beta\).
-
Step 2: Select a random sample of size n, (\(X_{1} ,X_{2} , \ldots ,X_{n}\)), from the lot, then compute the sample CV \(\hat{\gamma }\) defined in (2).
-
Step 3: Accept the entire lot if \(\hat{\gamma } \le k_{a}\), reject the lot if \(\hat{\gamma } > k_{r}\); if \(k_{a} < \hat{\gamma } \le k_{r}\), then accept the current lot provided that the proceeding m lots have been accepted under the condition of \(\hat{\gamma } \le k_{a}\), otherwise reject the lot. Note that \(k_{a}\) and \(k_{r}\) are acceptance constant and rejection constant, respectively.
The proposed plan is characterized by four parameters \(k_{a}\), \(k_{r}\), m and n. If \(k_{a} = k_{r}\), then it reduces to an ordinary variable single sampling plan proposed by Tong and Chen (1991) .
According to Balamurali and Jun (2007), the OC function of the proposed MDS sampling plan is
The lot acceptance probability using single sampling and the probability of rejecting the lot directly based on the CV are respectively given as follows
So,
Then the OC function of the MDS sampling plan can be rewritten as
Determination of the proposed sampling plan parameters
Yen and Chang (2009) stated “A well-designed sampling plan must provide a probability of at least (\(1 - \alpha\)) of accepting a lot if the product quality level is \(v_{1}\) and a probability of no more than \(\beta\) of accepting a lot if the level of the product quality is \(v_{2}\).” Thus, the OC curve of the proposed variables MDS plan will be designed to pass through two designated points, (\(v_{1}\), \(1 - \alpha\)) and (\(v_{2}\), \(\beta\)). For the specified \(\alpha\), \(\beta\), \(v_{1}\) and \(v_{2}\), the proposed MDS sampling plan parameters must satisfy the following two inequalities
Since there are several combinations of the parameters for the proposed plans which satisfy the above two inequations, we choose the designed parameters which minimize the sample size. The parameters \(k_{a}\), \(k_{r}\) and n of the proposed plan can be obtained by solving the following optimization problem:
In order to investigate the effect of different m values on the required sample size of the proposed MDS sampling plan, we vary m from 1 to 8. Figure 1 shows the required sample size n varies with the m value under \((v_{1} ,v_{2} )\) = (0.05, 0.07), \((\alpha ,\beta )\) = (0.05, 0.10), (0.10, 0.05) and (0.10, 0.10). From Fig. 1, we see that the required sample size n decreases with the increase of \(\beta\) value (or \(\alpha\) value) for fixed the value of \(\alpha\)(or \(\beta\)). That is to say, the larger the risk tolerance, the smaller the sample size required to ensure the same quality level. In addition, the required sample sizes do not change much under the different m values for each set of risk values.

Required sample size n of MDS sampling plan with m = 1–8
Referring to the values of CV selected by Kang et al. (2007) and Tong and Chen (1991), we consider \(v_{1}\) = 0.05, 0.06, 0.07, 0.08, 0.09, 0.10, \(v_{2}\) = 0.06 ~ 0.12 here. The proposed sampling plan parameters (n, \(k_{a}\), \(k_{r}\)) with schemes m = 1, 2, 3 are respectively displayed in Tables 1, 2 and 3 for \((\alpha,\,\beta )\) = (0.05, 0.10), (0.10, 0.05) and (0.10, 0.10). From the results of Tables 1, 2 and 3, we note that the corresponding sample size n decreases when \(v_{2}\) value increases for fixed values of \(\alpha\), \(\beta\) and \(v_{1}\). On the other hand, for fixed \(\alpha\), \(\beta\) and \(v_{2}\), the corresponding sample size n increases when \(v_{1}\) value increases. For example, when m = 3, \(v_{1}\) = 0.06, (\(\alpha\), \(\beta\)) = (0.05, 0.10), n = 127 as \(v_{2}\) = 0.07, and for all other same values, n = 8 when \(v_{2}\) = 0.12. On the other hand, when m = 3, \(v_{2}\) = 0.08, (\(\alpha\), \(\beta\)) = (0.05, 0.10), n = 16 as \(v_{1}\) = 0.05, and for all other same values, n = 167 when \(v_{1}\) = 0.07.
Advantages of the MDS plan
In this section, we will use these two criteria, the OC curves and the sample size required for inspection, to demonstrate the advantages of the proposed MDS plan over the single plan proposed by Tong and Chen (1991).
OC curves
In order to show the efficiency of the proposed sampling plan, Fig. 2 displays the OC curves of the MDS plan (m = 1, 2, 3) and the single sampling plan for two cases: (a) (\(v_{1}\), \(v_{2}\)) = (0.06, 0.09), (\(\alpha\), \(\beta\)) = (0.05, 0.10), (b) (\(v_{1}\), \(v_{2}\)) = (0.09, 0.12), (\(\alpha\), \(\beta\)) = (0.10, 0.05). In Fig. 2, we can see that the four curves of the sampling plans are very similar in case (a) or in case (b), but the sample size required by the MDS sampling plan is much fewer. For example, the single plan requires n = 28 while the MDS plan with m = 1 requires n = 19 in case (a). In addition, all of the OC curves show that the probability of acceptance will become smaller as the value of CV increases, which is as expected from the theory. Since the MDS sampling plan requires fewer sample size to give the desired protection, the cost of inspection will greatly be reduced. Therefore, it is reasonable to conclude the MDS plan has a better performance.

OC curves of MDS plan (m = 1, 2, 3) and single plan for different quality and risk parameters: a (\(v_{1}\), \(v_{2}\)) = (0.06, 0.09), (\(\alpha\), \(\beta\)) = (0.05,0.10). b (\(v_{1}\), \(v_{2}\)) = (0.09, 0.12), (\(\alpha\), \(\beta\)) = (0.10,0.05)
Sample sizes required for inspection
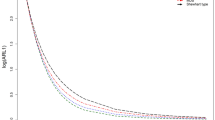
In order to compare the sample sizes required for inspection in the MDS plan (m = 1, 3) and the single plan with different values of \(v_{1}\) and \(v_{2}\), the \(v_{1}\) value is fixed at 0.05 and \(v_{2}\) value increases from 0.06 to 0.12. The results are showed in Fig. 3 (\(\alpha\) = 0.05, \(\beta\) = 0.10) and Fig. 4 (\(\alpha\) = 0.10, \(\beta\) = 0.05). From Figs. 3 and 4, the required sample size n of three sampling plans all decreases as the value of \(v_{2}\) rises from 0.06 to 0.12. Clearly, the required sample size n is larger as the value of \(v_{2}\) is closer to the value of \(v_{1}\). Moreover, we also find that the single sampling plan requires more samples than the MDS plans when \(v_{2}\) takes any value between 0.06 and 0.12. Therefore, the MDS sampling plan is a more cost-effective plan while the single plan is relatively uneconomical.

Required sample sizes of MDS plan (m = 1, 3) and single plan for \(\alpha\) = 0.05, \(\beta\) = 0.10, \(v_{1}\) = 0.05

Required sample sizes of MDS plan (m = 1, 3) and Single plan for \(\alpha\) = 0.10, \(\beta\) = 0.05, \(v_{1}\) = 0.05
On the other side, we also list the sample sizes required for the single sampling plan and MDS plan (m = 1, 2, and 3) in Table 4 with commonly used values of \(v_{1}\) and \(v_{2}\) when \((\alpha ,\beta )\) = (0.05, 0.10), (0.10, 0.05) and (0.10, 0.10). From Table 4, it is obvious that the sample size required by the MDS plan is fewer than required by the single sampling plan for all cases. For example, when \(v_{1}\) = 0.08, \(v_{2}\) = 0.09, \((\alpha ,\beta )\) = (0.10, 0.05), the sample size of the MDS plan is 218 for m = 1, 227 for m = 2, and 240 for m = 3, while the single plan is 318. Therefore, the proposed sampling plan will give the desired protection with the less required sample size so that the MDS plan is economically superior to the single plan.
An illustrative example
To illustrate the proposed MDS plan for practical applications, we use the actual data as discussed by Aslam et al. (2013). The data is about concrete which is widely used to construct buildings, roads, and a variety of other structures. The compressive strength of concrete is the most common quality measure used by the engineer in designing buildings and other structures. In the contract formulated from the producer and the consumer, suppose that the producer requires the probability of accepting the concrete at least 95 % if the CV of the compressive strength is less than 0.08, and the consumer require that the probability of accepting the concrete would be no more than 10 % if the CV of the compressive strength is larger than 0.12. That is, the values of \(v_{1}\) and \(v_{2}\) are set to 0.08 and 0.12 with the producer’s risk \(\alpha\) = 0.05 and the consumer’s risk \(\beta\) = 0.10. Therefore, the problem is the determination of the acceptance constants and the inspected sample sizes that provide the desired levels of protection for both producers and consumers.
Based on our proposed methodology, we can obtain the plan parameters as (n, \(k_{a}\), \(k_{r}\)) = (20, 0.09241, 0.122) from Table 2 considering the MDS plan with m = 2. Hence, the 20 inspected samples are taken from the lot randomly and the compressive strength of these 20 concrete mixture specimens is measured and displayed in Table 5. Aslam et al. (2013) have showed that these observed measurements are fairly close to the normal distribution. Based on the collected 20 measurements, we have
Since \(k_{a} < \hat{\gamma } = 0.1194 < k_{r}\), the consumer will accept the lot provided that the proceeding m (= 2) lots have been accepted under the condition of \(\hat{\gamma } \le k_{a}\), otherwise, reject the lot. Moreover, we note that if the single sampling plan (Tong and Chen 1991) based on the CV are applied to this case, the sample size required for inspection is 28 under the same conditions.
Conclusions
In this paper, a multiple dependent state (MDS) sampling plan for accepting a lot whose quality characteristic follows a normal distribution based on the coefficient of variation (CV) is presented. Several tables are given for practical use. By comparison with the single sampling plan propose by Tong and Chen (1991) in terms of the required sample size and the OC curve, which show that our proposed MDS plan has a better performance than the single plan. Hence, the industrialists can save the inspection cost if they use the proposed MDS plan. Finally, a real example shows the application of the proposed plan in various industries. The present study can be extended for non-normal distribution as future research.
References
Aslam M, Wu CW, Azam M, Jun CH (2013) Variable sampling inspection for resubmitted lots based on process capability index Cpk for normally distributed items. Appl Math Model 37:667–675
Aslam M, Nazir A, Jun CH (2014) A new attribute control chart using multiple dependent state sampling. Trans Inst Meas Control. doi:10.1177/0142331214549094
Aslam M, Balamurali S, Azam M, Rao GS, Jun CH (2015) Mixed multiple dependent state sampling plans based on process capability index. J Test Eval 43(1):171–178
Balamurali S, Jun CH (2007) Multiple dependent state sampling plans for lot acceptance based on measurement data. Eur J Oper Res 180:1221–1230
Box G (1988) Signal-to-noise ratios, performance criteria, and transformations. Technometrics 30:1–17
Castagliola P, Amdouni A, Taleb H, Celano G (2015) One-sided Shewhart-type charts for monitoring the coefficient of variation in short production runs. Qual Technol Quant Manag 12(1):53–67
He X, Oyadiji SO (2001) Application of coefficient of variation in reliability-based mechanical design and manufacture. J Mater Process Technol 119:374–378
Iglewicz B, Myers R, Howe R (1968) On the percentage points of the sample coefficient of variation. Biometrika 55:580–581
Kang CW, Lee M, Seong Y, Hawkins D (2007) A control chart for the coefficient of variation. J Qual Technol 39:151–158
Kuraimani K, Govindaraju K (1992) Selection of multiple deferred (dependent) state sampling plan. Commun Stat Theory Methods 21(5):1339–1366
Kurniati N, Yeh RH, Wu CW (2015) Designing a variables two-plan sampling system of type TNTVSS-(nT, nN; k) for controlling process fraction nonconforming with unilateral specification limit fraction nonconforming. Int J Prod Res 53(7):2011–2025
Liu SW, Lin SW, Wu CW (2014) A resubmitted sampling scheme by variables inspection for controlling lot. Int J Prod Res 52(12):3744–3754
Ma BJ, Zhang JH (1997) The CV method for structural reliability inspection. J Mech Strength 19(2):29–32
Miller EC, Karson MJ (1977) Testing equality of two coefficients of variation. In: American Statistical Association: Proceedings of the business and economics section
Parsons HM, Ekman DR, Collette TW, Viant MR (2009) Spectral relative standard deviation: a practical benchmark in metabolomics. Analyst 134:478–485
Pereira MA, Weggemans RM, Jacobs DR, Hannan PJ, Zock PL, Ordovas JM, Katan MB (2004) Within-person variation in serum lipids: implications for clinical trials. Int J Epidemiol 33:534–541
Reed GF, Lynn F, Meade BD (2002) Use of coefficient of variation in assessing variability in quantitative assays. Clin Diagn Lab Immun 9:1235–1239
Robinson ME, Sadler IJ, O’Connor PD, Riley JL (1997) Detection of submaximal effort and assessment of stability of the coefficient of variation. J Occupat Rehabilit 7:207–215
Sheu LC, Yeh CH, Yen CH et al (2014) Developing acceptance sampling plans based on incapability index Cpp. Appl Math Inform Sci 8:2509–2514
Steel RGD, Torrie JH (1980) Principles and procedures of statistics: a biometrical approach, 2nd edn. McGraw-Hill, New York
Taye G, Njuho P (2008) Monitoring field variability using confidence interval for coefficient of variation. Commun Stat Theory Methods 37:831–846
Tong Y, Chen Q (1991) Sampling inspection by variables for coefficient of variation. Theor Appl Probab 3:315–327
Verrill S, Johnson RA (2007) Confidence bounds and hypothesis tests for normal distribution coefficients of variation. Commun Stat Theory Methods 36(12):2187–2206
Wortham AW, Baker RC (1976) Multiple deferred state sampling inspection. Int J Prod Res 14:719–731
Wu CW (2012) An efficient inspection scheme for variables based on Taguchi capability index. Eur J Oper Res 223:116–122
Yan AJ, Liu SY, Dong XJ (2016) Variables two stage sampling plans based on the coefficient of variation. J Adv Mech Des Syst 10(1):JAMDSM0002
Yen CH, Chang CH (2009) Designing variables sampling plans with process loss consideration. Commun Stat Simul Comput 38:1579–1591
Yeong WC, Khoo MBC, Teoha WL, Castagliola P (2015) A control chart for the multivariate coefficient of variation. Qual Reliab Eng Int. doi:10.1002/qre.1828
Zhang JH (1989) The structural reliability design and analysis. Press of Aerospace, Beijing
Authors’ contributions
AY conceived this project and wrote this manuscript. XD helped to write a part of R code. All authors read and approved the final manuscript.
Acknowledgements
The authors would like to thank the National Natural Science Foundation of China (Nos. 61373174, 71271165 and 11502184) and the Fundamental Research Funds for the Central Universities under Grant (No. 7214475301).
Competing interests
The authors declare that they have no competing interests.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Yan, A., Liu, S. & Dong, X. Designing a multiple dependent state sampling plan based on the coefficient of variation. SpringerPlus 5, 1447 (2016). https://doi.org/10.1186/s40064-016-3087-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s40064-016-3087-3