
Abstract
We have performed atomic force microscopy to investigate the effect of various indium compositions and various AsH3 flow times during cooling on the formation of self-assembled In x Ga1 − xAs quantum dots (QDs). The In x Ga1 − xAs QDs were grown by metal-organic chemical vapour deposition using the Stranski-Krastanow (S-K) growth mode. The migration of group III species in the growth of In x Ga1 − xAs QDs is influenced by the AsH3 flow during the cooling period due to the increasing surface population of the active arsenic species. It influences the size and density of the dots on the surface. For various indium compositions, an increase in In x Ga1 − xAs QD density with increasing indium composition is observed. It indicates that the dot density depends on lattice parameters. The dot density is inversely proportional to surface diffusion (ρ ∝ R/D), with D = (2kT/h)/a2 exp(−ED/kT). In the growth of In x Ga1 − xAs QDs using the S-K growth mode, the dots were formed on the surface as the effect of elastic strain relaxation due to the lattice mismatch. Increasing indium composition affects the lattice mismatch of the In x Ga1 − xAs/GaAs QD system, which influences the dot formation on the surface. However, due to the stochastic nature of the nucleation of self-assembled growth, control of the spatial ordering of the QDs has proved to be extremely challenging.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The fabrication of quantum dots (QDs) by self-assembled processes has attracted increasing attention in the last few years. This is of great importance for fundamental studies as well as applications in novel semiconductor devices. The QDs show unique physical properties due to their zero-dimensional density of states [1, 2] which can be used for the realization of quantum dot lasers with very low threshold current density and very high characteristic temperature [3–6]. Self-assembled In x Ga1 − xAs QD structures have been considered as one of the promising candidates for 1.3-μm-long-wavelength devices [7]. It is a promising material for attractive optical device applications, such as QD lasers [8, 9] and QD infrared photodetectors [10, 11]. The performance of quantum dot devices is affected by the size, shape, uniformity, composition, density and structure of the dots [12].
High-quality In x Ga1 − xAs QDs can be easily fabricated by MBE or metal-organic chemical vapour deposition (MOCVD) via a self-assembled process known as the Stranski-Krastanow (S-K) growth mode [13]. The growth of In x Ga1 − xAs QDs on a GaAs substrate using the S-K mode is based on the lattice mismatch at the interface between 0% and7.2%, which causes lattice strain in the layer and creates defects, especially misfit dislocations at the interface. The quality of In x Ga1 − xAs QDs grown on lattice-mismatched GaAs depends largely on the indium composition (x) and the thickness of the epilayer [14]. If the lattice mismatch between the QDs and substrate is small and the layer is thin, the mismatch is accommodated by strain in the layer [15]. In the S-K growth mode, the mismatched epitaxy is initially accommodated by biaxial compression in a layer-by-layer (two-dimensional (2D)) growth region, traditionally called the wetting layer. After the deposition of a few monolayers, the strain energy increases and the development of islands (three-dimensional (3D)) becomes more favourable than the planar growth [16]. There are some problems, however, such as the inevitable two-dimensional wetting layer residue, poor size controllability, no ordering and very narrow range of growth conditions. A number of studies have shown that the growth of QDs by the S-K growth mode is complex and very sensitive to growth conditions such as growth temperature [1], growth rate [17] and V/III ratio [5, 18]. There are not many publications on the effects of indium composition and AsH3 flow time during the cooling period on the QD formations. In this work, we report the surface morphology studies of In x Ga1 − xAs QDs by atomic force microscopy (AFM) measurement as the impacts of various AsH3 flow periods during cooling and indium composition in the QD formation.
Experiment
Self-assembled In x Ga1 − xAs QDs were grown on GaAs (100) substrates via the S-K growth mode by MOCVD. Precursors used for the growth of the GaAs layer and In x Ga1 − xAs QDs were trimethylgallium (TMGa), trimethylindium (TMIn) and arsine (AsH3). The group III source materials were TMGa and TMIn, held in temperature-controlled baths at −3.5°C and 17°C, respectively, while arsine diluted to 10% in hydrogen was the group V source. Palladium-diffused hydrogen was used as the carrier gas. Prior to the growth, the substrate temperature was increased up to 700°C for 10 min under arsine flow to remove oxides on the substrate surface. The growth was initiated from the GaAs buffer layer with a thickness of 200 nm at 650°C, and then temperature was reduced to 550°C for the growth of self-assembled In x Ga1 − xAs QDs. Three samples with deposition times of 4.5, 5 and 6 s were prepared. Other samples with 3 and 1 min of AsH3 overflow during cooling down after In x Ga1 − xAs deposition were also prepared. The nominal indium composition of the self-assembled In x Ga1 − xAs QDs was varied between 40% and 70% with a V/III ratio fixed at 10.1 during deposition. The growth rate for In x Ga1 − xAs QDs was set at 1.1 μm/h, and the total pressure of the reactor was kept at 76 Torr during the growth. The surface morphologies of all the samples were studied in air at room temperature using a SII AFM system. AFM is ideally suited for both the visualization of nanostructure materials and the measurement of the spatial dimensions of features on the nanomaterial surfaces.
Results and discussion
Figure 1 shows AFM micrographs of In x Ga1 − xAs QDs on GaAs (100) substrates with growth times of 4.5, 5 and 6 s. These AFM images show the change of the surface morphology of In x Ga1 − xAs QDs with increasing growth time. The area density of In x Ga1 − xAs QDs for samples (a), (b) and (c) is 1.04 × 1010, 1.59 × 1010 and 1.14 × 1010 cm−2, respectively. A high dot density in the order of 1010 cm−2 for all samples is in agreement with other studies [6, 7, 12] on In x Ga1 − xAs QDs. AFM analysis also shows that the average height and diameter of In x Ga1 − xAs QDs for samples (a), (b), and (c) are 7 nm × 18 nm, 9 nm × 24 nm and 13 nm × 35 nm, respectively. An increase in the QD size and some excessive large dots (coalesced dots) were observed in the case of 5 and 6 s of growth time. The size of the In x Ga1 − xAs QDs gradually increases and the dot density decreases with increasing growth time of QDs. The large dots formed mainly due to the coalescence of small dots. Evidence for the occurrence of this coalescence can be detected from the increase in the number of relatively larger dots with decreasing density. Although the mechanism of large dot formation is not yet well understood, they probably form due to the large migration distance of indium atoms along the GaAs step edges [12]. An increase in both diameter and height was observed with increasing growth time. This is due to the increase in the dot nuclei on the surface because the longer growth time of QDs causes the migration of indium and gallium atoms.

AFM images of In x Ga 1 − x As QDs with (a) 4.5, (b) 5 and (c) 6 s of growth time.
Another reason for the larger dots to form on the surface was because the deposition layer during the S-K growth mode was thicker than the critical thickness. The coherent dots appear beyond a critical thickness of the deposited layer during the S-K growth mode. Increasing growth time contributed to the exceedance of the self-assembled QD thickness beyond the critical thickness, which then contributed to the formation of several large dots as shown in AFM images. The S-K growth mode is a damage-free formation of dot structures directly on the epilayer surface by self-assembled mechanisms. However, the QDs are not sufficiently uniform in size and distribution [12].
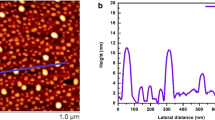
Figure 2 shows typical AFM images of In x Ga1 − xAs QDs grown on GaAs substrates with (a) 3 and (b) 1 min of AsH3 overflow period during cooling down. These AFM images show that the dots are elongated in the direction with different AsH3 overflow periods. It was because the dots were easily grown near the step edges of GaAs multi-atomic steps compared to the terrace centres. In the deposition process during epitaxial growth by MOCVD, the GaAs multi-atomic steps naturally formed along the direction as an effect of substrate misorientation. The morphology of the GaAs buffer layer strongly influences the dot formation on the surface as shown by Xie et al. [19]. The AFM measurements show that the average dot height was 7 nm, the average diameter was 18 nm and the density was 1.04 × 1010 cm−2 with 3 min of AsH3 overflow period, while the In x Ga1 − xAs QDs on the GaAs substrate with 1 min of AsH3 overflow during cooling have an average diameter of 23 nm, height of 8 nm and density of 4.54 × 1010 cm−2.

AFM images of In x Ga 1 − x As QDs grown on GaAs substrates with different AsH 3 overflow periods. (a) 3 min. (b) 1 min.
The AsH3 overflow time during cooling strongly affects dot nucleation. The dot density and morphology drastically change with different periods of AsH3 overflow during this cooling down. The longer AsH3 overflow period causes quicker nucleation of In x Ga1 − xAs QDs, which then results in larger size and low QD density. The different AsH3 overflow periods during cooling affect the migration of gallium and indium atoms due to the increase of the surface population of active AsH3 species. Riel et al. [20] stated that the migration of group III species is due to the AsH3 pressure. However, the exact mechanism by which AsH3 encourages indium and gallium redistribution is still unclear. The AsH3 overflow during cooling may affect the kinetics of the dot formation by changing its binding energy. These then change the surface energy and thermodynamic equilibrium of the QD ensembles. In principle, both kinetic and thermodynamic limitations can influence the size, shape, uniformity, density and composition of the dots.
Figure 3a,b,c,d compares the surface morphology of the In x Ga1 − xAs QDs deposited with different indium compositions. The statistical result of the former samples by AFM analysis is shown in Table 1. When the indium composition is increased from 40% to 70%, the average dot size and density fluctuate. The main reason for the evolution of the dots on the growth of self-assembled In x Ga1 − xAs QDs is the different critical thicknesses of the dots due to the increment of indium composition. In the S-K growth mode, when the thickness of the dots is more than the critical layer thickness, several small dots are merged into larger dots which decreases the area dot density [21, 22].

AFM images of In x Ga 1 − x As QDs grown on GaAs substrates with different indium compositions. (a) 40%. (b) 50%. (c) 60%. (d) 70%.
In general, sizes and densities show an inverse behaviour: with increasing deposition temperature and decreasing deposition rate, R, the typical sizes of the coherent dots increase, whereas the typical surface densities decrease [23]. The mathematical calculation of the density (ρ) follows power nucleation:
where D is the surface diffusion coefficient, k is the Boltzmann constant, h is the Planck constant, T is the temperature, a is the lattice parameter and ED is the activation energy related to the mobility of the surface atoms. Except for very high densities of the 3D island, the exponent ξ was found to be 1D [24].
Equation 2 shows that the lattice parameter of the dots affects the surface diffusion coefficient. In our work, the different indium compositions on the In x Ga1 − xAs QDs have caused the difference in the lattice parameter. The relationship between lattice constant (a) and indium mole fraction (x) was given by the empirical equation [25]:
From Equation 3, the lattice parameter increases with increasing indium composition. This then causes an increase in the surface diffusion coefficient as in Equation 2. The correlation between dot density and lattice parameter is the combination of Equations 1, 2 and 3. Assuming a constant growth rate, the dot density increases with increasing indium composition in the In x Ga1 − xAs QDs. This result is similar to our experiment, where the dot density has also increased when the composition of indium was increased from 40% to 60%. In another result in our experiment, the dot density has decreased with increasing indium composition from 60% to 70%. In this case, the increment indium composition may influence the change in the growth rate of In x Ga1 − xAs QDs. As shown by Clayton and Irvine [26], the growth rate is increased with the partial pressure of TMGa due to a greater supply of ·CH3 radical in the gas phase and more Ga species deposited on the surface. This may be similar to TMIn, where the growth rate has increased with increasing indium composition as the effect of high TMIn flow into the chamber.
Yu et al. [6] showed that a higher indium component reduces the critical thickness as observed in this work at 70% indium composition. The increasing indium atoms tend to adhere to the existing QDs when growth interruption was introduced in the QD-forming period and resulting larger dots. On the other hand, the dot density increases as the indium composition increases. The pre-existing indium atoms play the role of nucleation sites and the origin of the shortened diffusion length [27]. In this work, the increment of indium composition contributed to the increase of dot density, but at a higher indium composition (0.7), the dots became larger in size and have decreased in area density as shown in the AFM images.
In the formation of self-assembled In x Ga1 − xAs QDs via the S-K growth mode, the dot formation (3D) occurs following the layer-by-layer/wetting layer (2D). The transition from layer-by-layer to dot growth occurs at the critical layer thickness which is slightly dependent on the surface energy, strain energy and lattice mismatch of the system [6, 28]. When In x Ga1 − xAs is deposited on the GaAs substrate, the possibility of the island formation process on the surface can be understood with the equilibrium growth mode or interfacial misfit dislocation. Since the formation of the wetting layer (2D) occurs on the surface, as the wetting layer gets thicker, the associated strain energy increases rapidly. In order to relieve the strain, the island occurs in either a dislocated or an elastic deformation [29].
In dislocated islands, strain relief arises by forming interfacial misfit dislocation. The reduction of strain energy is accommodated by the introduction of generally greater than the concomitant cost of increased surface energy associated with creating the cluster. The dot formation depends on the critical thickness of the wetting layer, which is strongly dependent on the lattice mismatch between In x Ga1 − xAs QDs and GaAs substrate. In another case, the dislocation-free dots can be formed during the S-K growth mode by the introduction of undulation into the near-surface layer of the substrate. These regions of local curvature serve to elastically deform both the substrate and dots. Because of this, the S-K growth mode is typically synonymous with the growth of a wetting layer followed by the nucleation of elastically strained islands, rather than islands containing dislocations [29]. The dots were formed on the surface as the effect of the elastic strain relaxation of the lattice mismatch.
The mismatch between the lattices causes a strain known as the lattice mismatch strain, which can be defined as:
where as is the relaxed lattice constant of the substrate and ae is the relaxed lattice constant of the epitaxial layer. The variation of indium composition affects the lattice mismatch of the In x Ga1 − xAs/GaAs QD system. The lattice mismatch increases with increasing indium composition in the dots (Equation 4). The QD formation, evolution and defect introduction depend strongly on the balance between the surface energy and the strain energy of the system and the growth kinetics. In the growth of self-assembled hetero-epitaxial QDs, the effect of strain due to the lattice mismatch between the substrate and epilayer is an important factor on the surface morphology.
Conclusion
The surface properties of self-assembled In x Ga1 − xAs QDs grown on GaAs substrates using the S-K growth mode have been analyzed by AFM. Different AsH3 overflow times during cooling down period and indium compositions on the self-assembled In x Ga1 − xAs QDs have affected the dot formation on the surface. The AsH3 overflow during cooling affects the change in the surface energy and thermodynamic equilibrium of the QD ensembles. For the various indium compositions investigated, the density of the dots was strongly influenced by the lattice parameter. The surface diffusion of the dots changes with the change in the lattice parameter as the effect of different indium compositions in the self-assembled In x Ga1 − xAs QDs. The formation of the dots via the S-K growth mode is slightly dependent on the lattice mismatch system. The variation of indium composition affects the lattice mismatch of In x Ga1 − xAs QDs, which then causes the change in the area dot density. Various indium compositions on the growth of QDs have also shown the effect of surface diffusion and lattice mismatch on dot formation.
References
Heinrichsdorff F, Korst A, Grundmann M, Bimberg D, Bertram F, Christen J, Kogosov A, Werner P: Self organization phenomena of InGaAs/GaAs quantum dots grown by metalorganic chemical vapor deposition. J. Crystal Growth 1997, 170: 568–573. 10.1016/S0022-0248(96)00614-8
Bimberg D, Grundmann M, Ledentsov NN: Quantum Dot Heterostructures. Chichester: Wiley; 1999.
Bimberg D, Grundmann M, Heinrichsdorff F, Ledentsov NN, Ustinov VM, Zhukov AE, Kovsh AR, Maximov MV, Shernyakov YM, Volovik BV, Tsatsulnikov AF, Kopev PS, Alferov ZI: Quantum dot lasers: breakthrough in optoelectronics. Thin Solid Films 2000, 367: 235–249. 10.1016/S0040-6090(00)00697-0
Maximov MV, Ledentsov NN, Ustinov VM, Alferov ZI, Bimberg D: GaAs-based 1.3 μm InGaAs quantum dot lasers: a status report. J. Electronic Materials 2000,29(5):476–486. 10.1007/s11664-000-0032-5
Kim JS, Oh DK, Yu PW, Leem JY, Lee JI, Lee CR: Optical characteristics of self-assembled InAs quantum dots with InGaAs grown by a molecular beam epitaxy. J. Crystal Growth 2004, 261: 38–43. 10.1016/j.jcrysgro.2003.09.017
Yu LK, Xu B, Wang ZG, Jin P, Zhao C, Lei W, Sun J, Li K, Hu LJ, Liang LY: The effect of In content on high-density In x Ga 1-x As quantum dots. J. Crystal Growth 2005, 282: 173–178. 10.1016/j.jcrysgro.2005.05.010
Lan Q, Niu ZC, Zhou DY, Kong YC, Wang XD, Miao ZH, Feng SL: Surface morphology and optical property of 1.3 μm In 0.5 Ga 1-x As/GaAs self-organized quantum dots grown by MBE. Physica E 2003, 17: 114–116.
Germann TD, Strittmatter A, Kettler T, Posilovic K, Pohl UW, Bimberg D: MOCVD of InGaAs/GaAs quantum dots for laser emitting close to 1.3 μm. J Crystal Growth 2007, 298: 591–594.
Grundmann M, Ledentsov NN, Hopfer F, Heinrichsdorff F, Guffarth F, Bimberg D, Ustinov VM, Zhukov AE, Kovsh AR, Maximov MV, Musikhin YG, Alferov ZHI, Lott JA, Zhakharov ND, Werner P: Long-wavelength quantum-dots lasers. J. Material Science in Electronics 2002, 13: 643–647. 10.1023/A:1020610109933
Lim JY, Nam HD, Song JD, Choi WJ, Lee JI, Yang HS: Characterization of In 0.5 Ga 0.5 As quantum dot infrared photodetector (QDIP) structures treated with post-growth processes. Curr. Appl. Phys. 2006, 6S1: e33-e37.
Jiang L, Li SS, Liu W-S, Yeh N-T, Chyi J-I: A two-stack, multi-color In 0.5 Ga 0.5 As/GaAs and InAs/GaAs quantum dot infrared photodetector for long wavelength infrared detection. Infrared Physics & Technology 2005, 46: 249–256. 10.1016/j.infrared.2004.04.003
Ishihara T, Lee S, Akabori M, Motohisa J, Fukui T: Dependence on In content of InGaAs quantum dots grown along GaAs multiatomic steps by MOVPE. J. Crystal Growth 2002, 237–239: 1476–1480.
Ng J, Missous M: Improvement of stacked self-assembled InAs/GaAs quantum dots structures for 1.3 μm applications. Microelectron. J 2006, 37: 1446–1450. 10.1016/j.mejo.2006.05.024
Dyk EEV, Leitch AWR, Neethling JH: High quality In x Ga 1-x As epitaxial layers grown on GaAs by MOVPE. J. Phys. Stat. Sol. (a) 2002, 189: 223–231. 10.1002/1521-396X(200201)189:1<223::AID-PSSA223>3.0.CO;2-5
Jasik A, Kosiel K, Strupiński W, Wesołowski M: Influence of covering on critical thickness of strained In x Ga 1-x As layer. Thin Solid Films 2002, 412: 50–54. 10.1016/S0040-6090(02)00312-7
Henini M: Properties and applications of quantum dots heterostructures grown by molecular beam epitaxy. Nanoscale Res. Lett. 2006, 1: 32–45. 10.1007/s11671-006-9017-5
Joyce PB, Krzyzewski TJ, Bell GR, Jones TS, Malik S, Childs D, Murray R: Growth rate effects on the size, composition and optical properties of InAs/GaAs quantum dots grown by molecular beam epitaxy. J. Crystal Growth 2001, 227–228: 1000–1004.
Jiang L, Lin T, Wei X, Wang GH, Zhang GZ, Zhang HB, Ma XY: Effect of V/III ratio on InGaAs and InP grown at low temperature by LP-MOCVD. J. Crystal Growth 2004, 260: 23–27. 10.1016/j.jcrysgro.2003.08.013
Xie Q, Brown JL, Jones RL, Nostrand JEN: Shape stabilization and size equalization of InGaAs self organized quantum dots. J. Electronic Materials 1999,28(12):L24-L45.
Riel BJ, Hinzer K, Moisa S, Fraser J, Finnie P, Piercy P, Fafard S, Wasilewski Z: InAs/GaAs(100) self-assembled quantum dots, arsenic pressure and capping effects. J. Crystal Growth 2002, 236: 145–154. 10.1016/S0022-0248(01)02391-0
Song JD, Choi WJ, Lee JI, Lee JY: Structural and optical properties of In 0.5 Ga 0.5 As/GaAs quantum dots in an In 0.1 Ga 0.9 As well using repeat depositions of InAs/GaAs short-period superlattices for the application of optical communication. Physica E 2006, 32: 115–118. 10.1016/j.physe.2005.12.021
Kim JS, Kim JS: Formation of InAs/GaAs quantum dots by alternating growth of InAs and GaAs with a quasi monolayer thickness. J. Korean Physical Society 2006,49(1):195–198.
Johanson J, Carlson N, Seifert W: Manipulations of size and density of self-assembled quantum dots grown by MOVPE. Physica E 1998, 2: 667–671. 10.1016/S1386-9477(98)00136-2
Seifert W, Johansson J, Carlsson N, Gustafsson A, Malm J-O: Continuous and discontinuous metal-organic vapour phase epitaxy of coherent self-assembled islands: effects on size homogeneity. J. Crystal Growth 1999, 197: 19–24. 10.1016/S0022-0248(98)00881-1
Pal R, Singh M, Murlidharan R, Agarwal SK, Pal D, Bose DN: Lattice mismatch and surface morphology studies of In x Ga 1-x As epilayers grown on GaAs substrates. J. Bulk. Mater. Sci. 1998, 21: 313–316. 10.1007/BF02744959
Clayton AJ, Irvine SJC: The kinetics of parasitic growth in GaAs MOVPE. J. Crystal Growth 2007, 300: 277–283. 10.1016/j.jcrysgro.2006.11.311
Park SK, Tatebayashi J, Yang T, Kim JS, Kim EK, Arakawa Y: InAs/AlAs quantum dots with InGaAs insertion layer, dependence of the indium composition and the thickness. Physica E 2005, 26: 138–142. 10.1016/j.physe.2004.08.040
Henini M, Patanè A, Polimeni A, Levin A, Eaves L, Main PC, Hill G: Electrical and optical properties of self-assembled quantum dots. Microelectron J. 2002, 33: 313–318. 10.1016/S0026-2692(01)00124-0
Woll AR, Rugheimer P, Lagally MG: Self-organized quantum dots. In Quantum Dots. Edited by: Borosvitskaya E, Shur MS. Singapore: World Scientific; 2002:45–78.
Acknowledgements
This work was supported by the Ministry of Science, Technology and Innovation, Malaysia. The authors are also grateful to Ibnu Sina Institute for Fundamental Science Studies, Universiti Teknologi Malaysia for providing the laboratory facilities.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
DA, ZO and AKI conceived of the study and participated in its design and coordination. All authors read and approved the final manuscript.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Aryanto, D., Othaman, Z. & Ismail, A.K. The impact of AsH3 overflow time and indium composition on the formation of self-assembled In x Ga1 − xAs quantum dots studied by atomic force microscopy. J Theor Appl Phys 7, 27 (2013). https://doi.org/10.1186/2251-7235-7-27
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2251-7235-7-27