
Abstract
Remanufacturing is the process of rebuilding used products that ensures that the quality of remanufactured products is equivalent to that of new ones. Although the theme is gaining ground, it is still little explored due to lack of knowledge, the difficulty of visualizing it systemically, and implementing it effectively. Few models treat remanufacturing as a system. Most of the studies still treated remanufacturing as an isolated process, preventing it from being seen in an integrated manner. Therefore, the aim of this work is to organize the knowledge about remanufacturing, offering a vision of remanufacturing system and contributing to an integrated view about the theme. The methodology employed was a literature review, adopting the General Theory of Systems to characterize the remanufacturing system. This work consolidates and organizes the elements of this system, enabling a better understanding of remanufacturing and assisting companies in adopting the concept.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Background
Increasing market competition, environmental concerns, changing customer requirements, and the emergence of new laws for end-of-life product management have led companies to seek new ways to maintain and expand their market share [1]. In this context, the adoption of product end-of-life strategies, which include recycling, reusing, and remanufacturing, have gained increasing importance in day-to-day business.
In reuse, according to Rose [2], the product and/or components are used immediately after their first cycle, i.e., they are second-hand goods. On the other hand, according to Thierry et al. [3], the purpose of recycling is to enable the reuse of the materials of used products and their components. In this case, the built-in energy, identity, and functionality of products and components are lost. Remanufacturing, however, preserves the shape and added value of products since the remanufactured product should be used for the same purpose it had during its original life cycle [4]. In remanufacturing, the used product returns to the production line, where it is disassembled, cleaned, reconditioned, inspected, and reassembled to ensure that the remanufactured product has the same quality as a new one. Additionally, less effort and resources are required for the recovery of products and their components compared with other product end-of-life strategies [5].
Among these strategies, remanufacturing is one of the preferable alternatives [6] since the remanufacturing process preserves part of the raw materials and value added to the product during its fabrication, allowing companies to increase their productivity and profitability [7]. Hence, in view of its environmental and economic benefits, remanufacturing is gaining significant ground in the global scenario.
However, it is difficult to achieve an integrated and systematic vision of all the issues involved in remanufacturing. Remanufacturing is a complex business due to the high degree of uncertainty in the production process, mainly caused by two factors: the quantity and the quality of returned products. Clearly, the lack of an integrated perspective of remanufacturing limits the possibilities for companies to evaluate and decide about whether or not to offer remanufactured products [8].
The potential of remanufacturing is underexploited in Brazil. There are still only few Brazilian companies showing awareness of environmental issues and commitment to the fate of the used products they manufacture, although this situation is expected to change soon pursuant to the newly enacted National Policy on Solid Waste. Acting to change this situation, these companies can increase the degree of competitiveness vis-à-vis foreign companies, gain new customers, and survive in the market, as well as contribute toward more sustainable production and consumption.
Companies find it difficult to implement and consolidate remanufacturing for several reasons, including a lack of knowledge about the theme, a lack of consideration about the strategic issues of remanufacturing [8], and the scantiness of studies indicating how to implement it [6]. Thus, it is clear that this theme, which is a new one especially for Brazilian companies, is in its exploratory phase, which explains the importance of a structured review of the literature about remanufacturing.
In this paper, remanufacturing is treated as a system. A system is considered a set of interdependent elements that interact to achieve an objective and perform a given function. It is the elements and their relationships to each other that determine how the system works, forming a unitary, organized, and complex whole [9].
The majority of authors discuss isolated elements of remanufacturing, making it difficult to gain an integrated view of them, which are treated separately and in different contexts. It is believed that the conceptuation of a model for the remanufacturing system can help companies understand and implement remanufacturing. In agreement with Östlin [10], characterizing the remanufacturing system contributes substantially toward understanding the problems and difficulties involved in remanufacturing.
Thus, the objective of this work is to organize the body of knowledge about remanufacturing by means of a model that offers a vision of the remanufacturing system, the elements in this system, and how they interact with each other, contributing toward an integrated view of the theme.
This paper is divided into introduction and context. The next section presents a literature review about remanufacturing, with the findings organized so as to draw up a model of the remanufacturing system. The elements of this system are characterized, and their difficulties and practices described, as well as their interdependencies and interconnections.
Method
This work was developed based on General System Theory [11] and by means of a cross-analysis of the elements and characteristics of remanufacturing found in the literature review. Since we intend to present these elements within a systemic vision, we use the General System Theory, the objective of which is to study the elements that make up a system as well as the interactions between them [11]. Studying each element separately does not lead to an exact conclusion of the system in which these elements are inserted for their interactions are fundamental to understanding the system as a whole. As we found in the literature, this is the case of papers that deal with remanufacturing, which in the most part discuss its elements separately.
General System Theory arose from the need to understand the problems of today's complex world; however, analyzing them separately and dealing with them piecemeal to fit theoretical problems and problems resulting from modern technology does not suffice. A system, or ‘organized complexity’, can be defined as a set of elements governed by ‘strong interactions’ [11]. Uhlmann [12], based on Bertalanffy, sees a system as a set of elements interrelated to each other and to the environment. The next section presents our literature review about remanufacturing, in which concepts are organized to define and characterize the remanufacturing system and the elements that make up this system.
Remanufacturing system
An organizational system can be considered a set of dynamic and interdependent parts and functions with shared objectives. These systems are open and may belong to larger systems and contain smaller ones. They present specific objectives and complex structures. Since a system is larger than the sum of its parts, the investigation of any part of a system should involve it as a whole.
The remanufacturing system proposed here is inspired by Östlin [10]. According to this author, this system begins with the collection of the used product or parts, also named as core, followed by its remanufacturing and delivery of the remanufactured product to the client. Thus, the remanufacturing system comprises internal processes, such as the remanufacturing operation, and external processes involving the collection of cores and delivery of the remanufactured product.
Seeking to complement Östlin's proposal [10], this paper proposes the following elements and sub-elements for the remanufacturing system:
-
Element 1: Design for remanufacturing
-
Element 2: Reverse supply chain (RSC)
○ Sub-element 2.1: Acquisition/relationship with the core supplier
○ Sub-element 2.2: Reverse logistics (RL)
-
Element 3: Information flow in the remanufacturing system
-
Element 4: Employees' knowledge and skills in remanufacturing
-
Element 5: Remanufacturing operation
-
Element 6: Commercialization of the remanufactured product
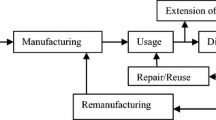
Figure 1 illustrates the proposed remanufacturing system. The first element is the design for remanufacturing, which is part of the product development process and is responsible for the product's design, with a view to its end of life and how to facilitate its remanufacturing (e.g., facilitate disassembly). This element provides information for the reverse supply chain, particularly for element 5 (remanufacturing operation; e.g., disassembly sequence). The reverse supply chain, in turn, is composed of two sub-elements: acquisition/relationship with the core supplier and reverse logistics. The last element is the commercialization of the remanufactured product. Among these elements, there are both information and material flows. The main actor of this system is the end client, who becomes the supplier at the end of life of the product.

Remanufacturing system model (adapted from [13] ).
Given the importance and influence of the information flow throughout the remanufacturing system, it is also considered an element that permeates and interconnects all the others. The flow of materials was not mentioned as an element because it is mainly part of the sub-elements of the reverse supply chain. It should also be kept in mind that a crucial factor for the feasibility of the system is the employees' knowledge and skills in remanufacturing (element 4), which are required in all the processes. Each of the aforementioned elements is characterized in the following items, describing their characteristics, difficulties, and practices.
Element 1: design for remanufacturing
Characteristics
Approximately 80% of the environmental impacts of products are determined during their development, more specifically in the concept phase, which emphasizes the responsibility of product development teams to address issues related to the service life of products [14]. This underlines the importance of designing the product considering the most suitable end-of-life strategies for their reuse after their use, such as remanufacturing [15].
A variety of pressures challenge companies to alter their product development paradigms. The sanction of legislation on manufacturer responsibility, allied to increasing global competition and the potential for the recovery of used products to make use of their residual value, encourages companies to design products with greater durability and facility to reuse them at their end of life [16].
For Andrue (in [16]), remanufacturable products have the following characteristics:
-
The product contains a component or part that allows for its reuse.
-
There is availability in the supply of such components or parts.
-
The product and/or its parts can be disassembled and reused according to the original specifications.
-
The product and/or its parts has high added value in relation to its market value and its original cost.
-
The product and the process are stable.
Examples of the product's characteristics that affect remanufacturing, identified by Ijomah et al. [16], are listed below:
-
Technological changes: At the time the product is to be remanufactured, its technology may have become obsolete. If the product cannot be updated during remanufacturing, its reuse is unnecessary.
-
Business model of services: Development of business model that allows for a combination of products and services, e.g., a product service system.
-
Environmental legislation: This type of legislation may require companies to reuse the product at its end of life and make it more expensive to discard, for instance.
During product conception, it is important to take into account strategies for updating the product due to rapid changes in technology as well as clients' needs. In this case, too, design for remanufacturing can give companies a significant market advantage [15].
Integrating the design for remanufacturing in the product development process optimizes the achievement of the benefits of remanufacturing by companies (reduction of energy, materials and wastes, among others). This is the case of companies such as Xerox Corporation (Norwalk, USA), which recognizes this factor as an opportunity to obtain competitive advantages [15].
Difficulties and practices
Many of the challenges related to remanufacturing are consequences of how the products were designed [16, 17]. In order to support the company's product development process, several ecodesign methods and tools have been developed, which consider remanufacturing and product end-of-life issues [18].
Interdependence and interaction among the elements
A limiting factor for putting design for remanufacturing into practice is the low level of knowledge of product designers concerning about end-of-life strategies, such as a remanufacturing. This is due to the fact that a product's conception is usually centered on its functionality and costs, in detriment to environmental issues [16]. Thus, this indicates a relationship between the elements' design for remanufacturing and employees' knowledge and skills.
It should also be noted that to perform design for remanufacturing, product designers require specific expertise to develop the product with a view to its easy future remanufacture, in other words, to facilitate the efficient execution of the remanufacturing operation.
Element 2: reverse supply chain
Characteristics
According to Guide and Van Wassenhove [19], RSC is a set of stages needed to collect the core, followed by the application of the desired end-of-life strategy (remanufacturing, reuse, recycling or disposal) [1]. Driven by cost reductions through product reuse and by the customer's heightened perception of value, many supply chains have increased their involvement in activities that go beyond the product's service life, extending its life cycle [20].
The RSC begins with the collection of products from clients and/or companies in different links of the supply chain, and collection sources tend to be geographically dispersed. The next phase involves inspection or tests performed at the collection site, at a receiving center, or at the site where the product will be reused. At this point, a decision is made about the destination of the collected product, which presents various possibilities of reuse, such as remanufacturing [21].
An example of how a reverse supply chain works is described by Guide and Van Wassenhove [22]. To reuse used mobile phones, it is necessary first to gain access to a sufficient number of telephones of suitable quality and at the right price (acquisition of the used product). The telephones must be transported and stored (reverse logistics); after which, an end-of-life strategy is selected for the product (including remanufacturing). After they have been remanufactured (remanufacturing operation), product commercialization strategies are devised. Some recommendations to achieve efficiency in the reverse supply chain are the following [23]:
-
Structure a team specialized in contacts with the used product supplier, with a view to standardizing the processes involved in the collection and increasing these products' chances for reuse;
-
Make a forecast of the time of return of the product, which may be based on its sales and its service life;
-
Align the reverse supply chain with the direct supply chain and achieve the effectiveness of the activities of a closed-loop supply chain.
Difficulties and practices
The phases of the RSC are treated as a series of independent stages that are dealt with separately, without considering their integrated nature. Moreover, business and academia are doing very little about the strategic issues of the RSC [1]. The majority of studies are centered on technical and operational issues since the focus on technical activities is attractive for initial investigations [22].
Because RSCs are not yet part of the core competencies of companies, it is difficult to organize and align their stages, obtain the necessary resources, and catch the attention of top management. The direct supply chain requires similar requisites, but the issues and the context of reverse supply chains are still little understood, more complex, and receive scanty attention [1].
The reverse supply chain presents some characteristics that make managing and planning its stages and activities complex. For example, when a company collects cores, its supplier is usually the end client, which makes it difficult to gain access to a sufficient number of cores at the moment of return. Another complication is the quality of these cores, which requires efficient inspection [24]. In addition, there is the need to disassemble the collected products, to set up a reverse logistics network, and to deal with the high variability in processing times [25].
Sub-elements of the RSC
The sub-elements of the RSC considered in this paper, which were adapted from the works of Guide and Van Wassenhove [22], and Blackburn et al. [26], are the following:
-
Acquisition/relationship with the used product supplier: contact with the supplier for the acquisition of cores by the remanufacturer;
-
Reverse logistics: the activities of transport, storage, and distribution of the products that will be reused.
Acquisition/relationship with the used product supplier
-
1.
Characteristics. Sundin et al. [27] concluded that the remanufacturer's relationship with his supplier of cores is an extremely important aspect for the effectiveness of the business, which is consistent with the findings of Östlin et al. [28].
-
2.
Difficulties and practices. If the collected product is destined for remanufacturing, it is important to emphasize that before the product is selected for return by the reverse flow, its remanufacturability should be ‘pre-assessed’ to avoid it being transported without it serving for reuse, which would incur additional costs. This trade-off between potential reuse and additional costs is difficult and requires employees with certain skills and experience [29]. Employees that perform this pre-assessment should be part of the team responsible for collecting cores because if the product's remanufacturability is evaluated at the remanufacturing company and this product is deemed unfit for reuse, its transportation to the company will have been unnecessary.
The large number of suppliers of small quantities of cores and the diversity of their conditions makes it difficult for the companies that receive them for remanufacturing to control their quality, as does the lack of closeness in the relationship between the remanufacturer and his supplier. Moreover, when selecting their suppliers, many remanufacturers choose the ones that offer the lowest prices [6]. This may lead to the purchase of cores in poor conditions to be remanufactured.
In some cases, the suppliers of cores are the clients that discard the product due to its end-of-service life or for other reasons, such as the launch of a more modern product. In this case, there are some problems concerning the lack of motivation to get these customers to return used products to remanufacturing companies [30]. Below are some situations that may influence this lack of motivation:
-
The remanufacturer's lack of contact with the client [28];
-
The client's lack of knowledge and confidence about remanufacturing [31], e.g., the economic and environmental advantages of remanufacturing.
Thus, companies that want to succeed should think about remanufacturing strategies that encourage the client to make this return and that bring him close to the remanufacturing company [28].
Reverse logistics
-
1.
Characteristics. According to the Council of Logistics Management [32], reverse logistics is the process of planning, implementing, and effectively controlling the flow of components, materials undergoing processing, end product, and related information from the consumption point to the source point [23].
-
2.
Difficulties and practices. Reverse logistics is one of the great challenges of the remanufacturing system due to the difficulty in predicting product volumes, return times, and quality conditions, which makes planning of the remanufacturing operation difficult [24]. In recent years, RL has received more attention from managers due to its strategic implications [33].
Some of the issues that make it difficult for companies to implement RL are the lack of a system that integrates the activities of direct and reverse logistics [34], the difficulty of measuring the impact and of controlling the return of products and materials, and the fact that reverse flow is considered a cost for companies and therefore is given little or no priority as a business strategy [32]. The costs of reverse logistics activities can rely on different actors. The company that will remanufacture can be the one to handle with this cost by acquiring cores directly from clients. In a different scenario, these cores can be stored in deposits by an intermediate actor that will sell them to the one responsible for performing remanufacturing. In both cases, there is a great probability that the costs of reverse logistics activities are added to the remanufactured product final costs.
Hence, most companies are uninterested in implementing RL. In addition, there is a lack of studies by companies to assess the effects of the practice of RL on the success of organizations, the relationship between the actors involved in the activities of reverse logistics is poorly structured, there is little closeness between the plants and the suppliers of cores, and the cost of shipping is higher due to the lower volumes transported (Ballou 2006 in [35]).
Unlike distribution in direct logistics, which is designed to transport large volumes of the same product from the manufacturer to a few local clients, in reverse logistics, the product mix may vary considerably and the volume may be very low. This can make economic transportation difficult to achieve [29].
Another aspect to consider is the fact that, contrary to the situation in direct logistics, cores are not packaged and are therefore unprotected and susceptible to damage, which limits their recovering. Therefore, a packaging system is necessary to protect the product's residual value [29]. Pires [35] points out some characteristics specific to RL, which affect its efficiency:
-
A convergent network structure, i.e., products from numerous sources and with few destinations;
-
Geographically dispersed sources, usually not homogeneous in quantity, availability, and quality of product and/or parts with each other and over time, making planning activities difficult;
-
Difficulty in achieving an economy of scale due to the small quantity of products collected from each source;
-
Higher tendency for products to stay longer in reverse channels, resulting in higher inventory, transport, and storage costs, as well as reduced income due to the possibility of product obsolescence and degradation;
-
Entrance of products into the flow that should not enter (e.g., products that cannot be reused), generating unnecessary costs;
-
When the client is the core supplier, RL depends on his willingness to cooperate and reinsert the post-consumer material into the reverse logistics flow.
For Lacerda [36], the main factors that influence the efficiency of reverse logistics activities are good input and output controls, mapped and formalized processes, short cycle times, accurate information systems, planned logistics network, and collaborative relationships between clients and suppliers.
Element 3: information flow in the remanufacturing system
Characteristics
The main role of the information flow in the remanufacturing system is to deal with uncertainties concerning the return of products. An efficient information flow is an important tool to reduce these uncertainties and to help establish an effective system.
Due to the characteristics of the remanufacturing system, the information required for planning the system becomes accessibly very late, hampering its operation. If the remanufacturer does not reduce the lead time of information, the coordination of the remanufacturing operations and reverse logistics is impaired, thereby increasing the costs of the system [6]. Information about the product is important both in planning the reuse activities and in avoiding the transportation and reprocessing of products that have no potential to be recovered.
Difficulties and practices
To reduce these uncertainties and their consequences on the remanufacturing system, the remanufacturer must manage the following information [6]:
-
Which products should be returned to the remanufacturer?
When will these products arrive?
Where are these products located?
-
How many of these products can be remanufactured?
According to Thierry et al. [3], information related with product return management can be classified in four categories:
-
Information about the composition of the product: types of material, their quantities, value, potential of harmfulness to nature, and how the different types of materials are combined.
-
Information about the magnitude and uncertainty of the return flow: according to the type of commercialization chosen for the product, e.g., traditional sale, leasing, rental.
-
Information about the market for remanufactured products: the perceived difference in the quality and cost of remanufactured and new products affects the acceptance of these products.
-
Information about how product returns are currently done includes an analysis of the organizations involved, the obstacles, and the quantity of product that is remanufactured (for each returned product), the costs, and the overall environmental impact of the remanufacturing system.
Most companies experience difficulties in obtaining accurate information about aspects of product return management in their supply chains. However, companies can obtain such information by collaborating with their suppliers and others in the chain. To obtain this information, it is essential to deal with issues involving the characteristics of the product, the supply of cores, and the demand for remanufactured products, and to balance the supply and demand. Obtaining and processing this information require the development of an adequate information system [3].
Element 4: employees' knowledge and skills in remanufacturing
Characteristics
From the moment of contact with the supplier, acquisition, collection of cores (transport, storage), and the phases of the remanufacturing operation (inspection, disassembly, cleaning, etc.), to the sale of the remanufactured product, the employees should be perfectly familiar with the remanufacturing system in order to deal correctly with each stage of the system.
Difficulties and practices
According to Jacobsson [6], the success of the implementation of the remanufacturing operation often does not require a more highly qualified work force than the one in the manufacturing operation, but the qualifications required in each of these operations are different. In the remanufacturing operation, the employees should be trained and qualified to deal with variability and uncertainties, especially insofar as quality and quantity of cores are concerned.
Uncertainties lead to situations in which resources will sometimes be scarce and at other times abundant, thus requiring people with a good vision of the overall operation and with the necessary flexibility to deal with the different stages of the operation [37]. For the aforementioned authors, both qualified and non-qualified employees are necessary since non-qualified people are usually better able to think outside the box and contribute with new ideas.
Training for the remanufacturing operation should preferentially be given by the remanufacturing company itself which can train its employees according to the specificities of its operations and the characteristics and complexity of the product. For example, employees responsible for disassembling products should take them apart without damaging them. Cleaning, handling the product, and assembling it require less specialized qualifications, less precision, experience, and skills than inspection and testing [6].
Element 5: the remanufacturing operation
Characteristics
The remanufacturing operation begins with the arrival of the core at the remanufacturer's facilities, where it will go through several stages that include its complete disassembly, cleaning of its parts, inspection, reconditioning of the parts that will be reused, replacement of non-remanufacturable components, and assembly, resulting in a remanufactured product. This product is then tested to ensure that its quality is equivalent to that of a new product [16, 31, 38]. The order of these activities may differ according to the characteristics and type of the product [16]. It should be noted that, in this paper, the steps of reconditioning and replacement of used parts for new ones, with or without possible product updates, will be called reprocessing.
Next, a brief description of the stages of remanufacturing operation is given, according to Steinhilper [39]:
-
Product disassembly: The purpose of this stage is the total disassembly of the product. This is one of the most time-consuming activities due to its degree of complexity.
-
Cleaning of the components: Each of the components is cleaned with a different cleaning product, according to the material composing it. Four process variants can be cited that contribute to this cleaning: chemical effects (e.g., detergents), influence of temperature (e.g., heat), mechanical action (e.g., removal by high-pressure water jetting), and time (e.g., duration of the process).
-
Inspection and storage of components: This stage proposes an identification to classify the components as well as an inspection to determine which should be replaced or allocated for other purposes, such as cannibalization, repair, reconditioning, or recycling. Storage refers to the site where the material will be deposited for subsequent assembly of the products.
-
Reconditioning and replacement of components and parts (reprocessing): Components and parts are recovered. Therefore, some of them are replaced with new ones because they do not satisfy the minimal requirements to ensure the quality of the remanufactured product.
-
Product reassembly: This consists of the assembly of the remanufactured product. A final test will ensure that the remanufactured product performs similarly to a new one, with the same characteristics, functionalities, and quality.
Steinhilper [39] states that the final test should not be considered a step but a certification that the product will have the same characteristics as a new one. The stages of the remanufacturing operation may follow a different order, depending on the type of product to be remanufactured.
Difficulties and practices
Remanufacturing operations require lower investments than manufacturing operations since the number of new parts produced is smaller, and a large part of the efforts and resources required has already been invested by the original manufacturer (Lund and Skeels 1983 in [4]).
Element 6: commercialization of the remanufactured product
Characteristics
This element encompasses sales, distribution, and relationship with the client who bought the remanufactured product. Additionally, it explores potential market segments and strategies to increase the attractiveness of remanufactured products.
Remanufactured products can be commercialized in different ways. Some companies may choose to sell them, while others will turn to leasing, using them as replacement products for warranties or selling their functionality to the client. The clients' preferences, the nature of the product, and its technical maturity are the main factors that influence the decision about which channel to use.
Atasu et al. [40] conducted a study involving a marketing approach to remanufacturing, related with the market demand for remanufactured products. These authors treat remanufacturing as a strategic marketing tool that strongly enhances the company's competitive advantage, which differs from the idea of remanufacturing as cost savings or an obligation with legal implications. The authors concluded that the main factors that influence the decision to remanufacture are competition, market growth, and increase in the ‘green’ range of the market.
An important decision about the commercialization of remanufactured products is whether or not they will be sold through the same distribution channels as new products. Because remanufactured products cost less than new products, they may cannibalize the sales of new ones. Therefore, many companies do not offer remanufactured products together with new ones. This is the case of Dell, Inc. (Round Rock, USA), which has a separate site for the sale of remanufactured products (http://www.delloutlet.com). On the other hand, selling remanufactured products together with new ones enables companies to better segment their market and to sell also to clients who cannot afford new products [41].
Difficulties and practices
Few studies explain how to place remanufactured products on the market [6]. In this regard, remanufacturers face major challenges because even though there is an increasing demand for environmentally attractive products, the remanufactured product contains parts, components, or materials that have been used previously. Therefore, marketing strategies must be adapted to market this product, especially with respect to issues such as below [6]:
-
Market segment: Lower prices for products with the same performance as new ones expand the market range by making them accessible to clients who cannot afford new original products.
-
Buying behavior: The remanufactured product offers the same functionality as a new product, at a lower price, but may not offer the client the same shopping experience.
-
Client profile: Issues involving ‘fashion’ and ‘currentness of the fashion’ also affect remanufacturing. Clients may prefer the latest version of the product, regardless of the quality and cost of the remanufactured alternative. Some clients demand novelty, and the selection and purchase of new products is a lifestyle.
-
Perception about the product: Even if the price of remanufactured products is lower, some clients are not interested in them because of a perceived risk.
-
Warranty: Remanufactured products should come with a guarantee that they meet the client's needs just like a new product would.
-
Complementary services, e.g., warranties and maintenance.
From the standpoint of how the remanufactured product is commercialized, it has been demonstrated that the product-service system (PSS), through leasing or the offer its functionality, appears to be a promising approach [27]. Therefore, from the marketing point of view, products whose function is prioritized by the client are the most suitable ones for remanufacturing [6].
PSS can be defined as the result of a strategic innovation in the business model of companies, in which the focus shifts from the design and sale of physical products to the offer of a system of products and services that, together, can meet customer expectations. Moreover, the value is functionality rather than the physical properties of individual products [42].
The PSS is based on a fundamental change in the relationship between the manufacturers and consumers of a product and/or service. Instead of focusing on the traditional form of sale, consumption, and disposal of the product, the PSS focuses on the delivery of a function to the client, which means a combination of products and services that, together, meet the client's needs [43].
Another important point is the need to gain the client's confidence in the remanufactured product. In a case study with a manufacturer of copier machines, which remanufactures its products, it was observed that the sales department faces challenges to persuade customers of the equivalent quality of remanufactured and new copiers [3]. Thus, ensuring the performance, reliability, and quality of remanufactured products is essential to creating and sustaining the demand for them.
Results and discussion
Analyzing the literature and characterizing the elements of the system, one sees a considerable interdependence and interaction among the elements. Firstly, with regard to the RSC, several points are relevant.
The degree of structuring of a RSC can be defined based on the existence of structured organizational practices of core returns, the relationship and information exchanged among companies that belong to the reverse chain, and the level of resources these companies make available, e.g., employees' skills in remanufacturing [6, 21, 32, 44]. The proper management of reverse chains also serves as an excellent source of information about clients' expectations and habits, contributing for the company to provide differentiated services and to increase the value perceived by its clients [21].
A relationship with the core supplier can augment information about the product's remanufacturing conditions, since the remanufacturer will have knowledge about the performance of the product during its service life. This knowledge is useful for the remanufacturing operation as well as for the improvement of the conception of the product as a whole and for remanufacturing (design for remanufacturing).
Still with regard to the RSC, the activities of reverse logistics require skills and information to correctly carry out the transportation, storage, and warehousing of cores. Information about the volume, condition, and time of return of products is also essential for planning the remanufacturing operation.
It is essential for the employees involved in the commercialization of the remanufactured product to be properly trained, to inform the client about the benefits of the product, about what remanufacturing is and how it works, and to dispel doubts regarding the quality of the product [41].
It is also clear that an efficient information flow is necessary to underpin the relationship of the core supplier with the remanufacturer, since information about the availability and quality of the core is essential for the remanufacturing system to work properly, particularly for the planning of remanufacturing operations. Information flow between the remanufacturer and the designers of the product is also essential in case of doubts emerging during the remanufacturing operation about how the product was designed, or even for suggestions to be made to the designers, aimed at improving the design for remanufacturing.
It is also clear that the skills, knowledge, and experience of employees involved in the stages and activities of the remanufacturing system are important. The literature places particular emphasis on the importance of employees qualified for the steps of the remanufacturing operation, since this is when the used product undergoes the transformations needed to turn it into a remanufactured product with the same quality as a new one [6, 37, 45].
In addition, the type of product and its complexity, which are issues of design for remanufacturing, influence the sequence and difficulty of the stages of the remanufacturing operation [38]. Jacobsson [6] also mentions the importance of the qualifications of the work force for the design for remanufacturing and to deal with the financial and legal aspects of remanufacturing.
Conclusions
This work involved the organization of the body of knowledge about remanufacturing by conceptualizing the remanufacturing system and its elements, contributing toward an integrated vision and expanding the theoretical knowledge about the theme. The elements of this system were consolidated and organized, enabling a better understanding of remanufacturing and facilitating the work of future studies as well as of companies that are restructuring their remanufacturing operations or intend to start them.
This paper clearly shows the interactions and interdependence among the elements of the remanufacturing system. Dividing the elements in this paper was not intended to omit or conceal these interactions, but instead, to make it easier to understand and organize the remanufacturing system.
In terms of its academic contribution, this paper aims to promote knowledge about remanufacturing and the development of studies on the theme, particularly in Brazil, since there are still very few companies that remanufacture and few studies about remanufacturing in the country. It is also hoped that companies will feel encouraged to implement remanufacturing, since this research describes characteristics and provides a better overall understanding about the remanufacturing system.
Authors’ information
APB studied Pharmacy and Food Technology in the Federal University of Santa Catarina (2007). In 2010, she got her masters degree in Industrial Engineering at the Federal University of Santa Catarina and her dissertation was focused on the development of the first version of the remanufacturing system. Now, she is a Ph.D. candidate in the Industrial Engineering Department, School of Engineering of São Carlos, University of São Paulo. She has experience in industry in the area of product development and food technology, and researches on the following topics: product development, remanufacturing, product-service systems. HR studied Mechanical Engineering in the University of São Paulo (1980), has masters degree in Mechanical Engineering from the University of São Paulo, and has a dissertation on Production Planning and Control (1983). HR has a Ph.D. degree in Systematic Production in WZL RWTH Aachen, and his thesis was on Planning Process Computer CAPP (1988). He is a professor at the University of São Paulo, in the Faculty of Engineering School of São Carlos (EESC) USP since 1982. Nowadays, he is the deputy head of the Production Engineering, the coordinator of the Graduate Program in Production Engineering, and the coordinator of the Center for Advanced Manufacturing (NUMA), and Integrated Engineering Group Engineering and Integration (GEI2) of NUMA in University of São Paulo. He is currently researching on the development of products and services, and product lifecycle management and has a international project on BRAGECRIM Program which the main topic of research is remanufacturing. HR is supervisor of APB during her Ph.D. and supported the improvement of the first version of the remanufacturing system by means of case study execution in companies that do remanufacturing. FAF studied Mechanical Engineering in the Federal University of Santa Catarina, has masters degree in Mechanical Engineering from the Federal University of Santa Catarina, has Ph.D. in Mechanical Engineering from the same university (1994), and has post-doctorate degree in Industrial Engineering from the University of São Paulo in 2008. FAF is currently the associate professor at the Federal University of Santa Catarina. He researches in the areas of development, modeling, improvement and management of processes, products and services. FAF was the supervisor of APB during her master degree and supported the development of the first version of the remanufacturing system, which was improved in this paper.
References
Guide VDR Jr, Harrison TP, Van Wassenhove LN: The challenge of closed-loop supply chains. Interfaces 2003,33(6):3–6. 10.1287/inte.33.6.3.25182
Rose C: Design for environment: a method for formulating product end-of-life strategies. Stanford University, Dissertation; 2000.
Thierry M, Salomon M, Nunen JAEE, Van Wassenhove LN: Strategic issues in product recovery management. Calif. Manage. Rev. 1995,37(2):114–135. 10.2307/41165792
Amezquita T, Hammond R, Salazar M, Bras B: Characterizing the remanufacturability of engineering systems. In Proceedings of ASME Advances in Design Automation Conference. Boston, Massachusetts; 1995.
Lindahl M, Sundin E, Östlin J: Environmental issues within the remanufacturing industry. In Proceedings of LCE: 13th CIRP International Conference on Life Cycle Engineering, Katholieke Universiteit Leuven. Belgium; 2006.
Jacobsson N: Emerging product strategies: selling services of remanufactured products. Lund University, Dissertation; 2000.
Giuntini R, Gaudette K: Remanufacturing: the next great opportunity for boosting US productivity. Bus Horiz 2003,46(6):41–48. 10.1016/S0007-6813(03)00087-9
Ferguson ME, Toktay LB: The effect of competition on recovery strategies. INSEAD, Fontainebleau; 2004.
Johnson RA, Kast FE, Rosenweig JE: The Theory and Management of Systems. McGraw-Hill, New York; 1963.
Östlin J: On remanufacturing systems: analyzing and managing material flows and remanufacturing processes. Linkoping University, Dissertation; 2008.
Bertalanffy VL: Teoria Geral Dos Sistemas. Vozes, Petrópolis; 1975.
Uhlmann GW: Teoria Geral Dos Sistemas: Do Atomismo Ao Sistemismo. Instituto Siegen, São Paulo; 2002.
Barquet APB, Rozenfeld H, Forcellini FA: Remanufacturing System: characterizing the reverse supply chain. In Adaptation and Value Creating Collaborative Networks. Edited by: Camarinha-Matos LM, Pereira-Klen A, Afsarmanesh H. Springer, Heidelberg; 2011:556–563.
Park M: Sustainable consumption in the consumer electronics sector: design solutions and strategies to minimize product obsolescence. In Proceeding of the 6th Asia Pacific Roundtable for Sustainable Consumption and Production. Melbourne; 2005.
Nasr N, Thurston M: Remanufacturing: a key enabler to sustainable product systems. In Proceedings of LCE. 13th CIRP International Conference on Life Cycle Engineering, Katholieke Universiteit Leuven. Belgium; 2006.
Ijomah WL, McMahon CA, Hammond GP, Newman ST: Development of design for remanufacturing guidelines to support sustainable manufacturing. Robot Comput Integrated Manuf 2007,23(6):712–719. 10.1016/j.rcim.2007.02.017
Hatcher GD, Ijomah WL, Windmill JFC: Design for remanufacture: a literature review and future research needs. J Clean Prod 2011, 19: 17–18.
Pigosso DCA, Zanette ET, Guelere Filho A, Ometto A, Rozenfeld H: Ecodesign methods focused on remanufacturing. J Clean Prod 2010, 18: 21–31. 10.1016/j.jclepro.2009.09.005
Guide VDR Jr, Van Wassenhove LN: The reverse supply chain. Harv Bus Rev 2002,80(2):25–26.
Corbett C, Savaskan C: Contracting and coordination in closed-loop supply chains. In Quantitative Models for Closed Loop Supply Chain Management. Edited by: Dekker R, Fleischmann M, Inderfurth K, Wassenhove LN. Springer, New York; 2002:1–23.
Kopicki R, Berg MJ, Legg L: Reuse and recycling-reverse logistics opportunities. Oak Brook, United States; 1993.
Guide VDR Jr, Van Wassenhove LN: The evolution of closed-loop supply chain research. Oper Res 2009,57(1):10–18. 10.1287/opre.1080.0628
Fioravanti RD, Carvalho MFH: Aplicações de modelos de cadeia reversa em uma operação de serviços: estudo de caso no setor de serviços de impressão. XI SIMPOI - Symposium on Production, Logistics and International Operations Management, FGV. São Paulo, Brazil; 2008.
Guide VDR Jr: Production planning and control for remanufacturing: industry practice and research needs. J Oper Manag 2000, 18: 467–483. 10.1016/S0272-6963(00)00034-6
Guide VDR Jr, Jayaraman V, Linton JD: Building contingency planning for closed-loop supply chains with product recovery. J Oper Manag 2002,21(3):259–279.
Blackburn JD, Guide VDR Jr, Souza GC, Van Wassenhove LN: Reverse supply chains for commercial returns. Calif Manage Rev 2004,46(2):6–22. 10.2307/41166207
Sundin E, Ostlin J, Rönnbäck AÖ, Lindahl M, Sandström GÖ: Remanufacturing of products used in product service system offerings. In Proceeding of the 41st CIRP conference on manufacturing systems. Tokyo, Japan; 2008.
Östlin J, Sundin E, Björkman M: Importance of closed-loop supply chain relationships for product remanufacturing. Int J Prod Econ 2008, 115: 336–348. 10.1016/j.ijpe.2008.02.020
Ferrer G, Whybark DC: From garbage to goods: successful remanufacturing systems and skills. Business Horizons 2000,43(6):55–64. 10.1016/S0007-6813(00)80023-3
King AM, Burguess SC: The development of a remanufacturing platform design: a strategic response to the directive on waste electrical and electronic equipment. Proc IMechE Part B: J Eng Manufacture 2005, 219: 623–631. 10.1243/095440505X32526
Seitz MS: A critical assessment of motives for product recovery: the case of engine remanufacturing. J Clean Prod 2006, 15: 1147–1157.
Rogers DS, Tibben-Lembke RS: Going Backwards: Reverse Logistics Practices and Trends. Reverse Logistics Executive Council, Reno, Nevada; 1998.
Daugherty PJ, Autry CW, Ellinger AE: Reverse logistics: the relationship between resource commitment and program performance. J Bus Logist 2001,22(1):107–123. 10.1002/j.2158-1592.2001.tb00162.x
Daher CE, Silva EPS, Fonseca AP: Logística reversa: oportunidade para redução de custos através do gerenciamento da cadeia integrada de valor. Brazilian Business Review 2006,3(1):58–73.
Pires N: Modelo para a logística reversa dos bens de pós-consumo em um ambiente de cadeia de suprimentos. Universidade de Santa Catarina, Thesis; 2007.
Lacerda L: Logística Reversa, uma Visão sobre os Conceitos Básicos e as Práticas Operacionais. Center of Logistics Research, Rio de Janeiro; 2004.
Hermansson H, Sundin E: Managing the remanufacturing organization for an optimal product life cycle. In Proceedings of the fourth international symposium on environmentally conscious design and inverse manufacturing, Tokyo, 12–14 December 2005. Edited by: Yamamoto R. IEEE, New York; 2005:143–156.
Sundin E: Product and process design for successsful remanufacturing. Linkoping University, Thesis; 2004.
Steinhilper R: Remanufacturing: the ultimate form of recycling. The Remanufacturing Institute. 1998.
Atasu A, Sarvary M, Van Wassenhove LN: Remanufacturing as a marketing strategy. Manag Sci 2008,54(10):1731–1746. 10.1287/mnsc.1080.0893
Ovchinnikov A: Revenue and cost management for remanufactured products. Prod Oper Manag 2011,20(6):1–17.
United Nations Environment Programme (UNEP): Product-service Systems and Sustainability. Opportunities for Sustainable Solutions. UNEP, Paris; 2002.
Goedkoop MJ, Van Halen CJG, Riele HRMT, Rommens PJM: Product Service Systems: Ecological and Economic Basics. VROM and Economic Affairs, Netherlands; 1999.
Leite PR: Logística Reversa: Meio Ambiente e Competitividade. Prentice Hall, São Paulo; 2003.
Ferrer G: Yield information and supplier responsiveness in remanufacturing operations. Eur J Oper Res 2003, 149: 540–556. 10.1016/S0377-2217(02)00454-X
Acknowledgements
The authors would like to extend sincere thanks to Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq) and Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) for supporting this research topic.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
APB has done the literature research on the main publications concerning the remanufacturing topic. HR and FAF supported on the development of this article. All the authors read and approved the final manuscript.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Barquet, A.P., Rozenfeld, H. & Forcellini, F.A. An integrated approach to remanufacturing: model of a remanufacturing system. Jnl Remanufactur 3, 1 (2013). https://doi.org/10.1186/2210-4690-3-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2210-4690-3-1