
Abstract
The removal of platinoids (Pd, Rh, and Ru) from irradiated fuel the yield of which is kilograms per ton is a complex problem due to a number of technological and economic reasons. The paper proposes ways of a phased approach to the introduction of technology for the recovery of platinum-group metals (PGM) at one of the radiochemical enterprises. Information is presented on the dynamics of production volume and prices of PGMs in the world over the past decades and on the possibility of using reactor platinoids in various fields. According to the authors, it is of interest to consider the problem of isolating and using reactor Pd in hydrogen power engineering and in the processing of waste from radiochemical enterprises.
Similar content being viewed by others

INTRODUCTION
The first publications concerning the isolation of individual fission products from irradiated fuel appeared in the proceedings of the Second International Conference on the Peaceful Uses of Atomic Energy (Geneva) in 1958 [1]. Even then, the understanding came that spent nuclear fuel (SNF) cannot be considered only as a waste or a source of fissile materials. And today the point of view that SNF is a valuable source of raw materials for a number of important radionuclides is generally accepted, and their industrial production really exists in our country and abroad. For example, for many years the production of cesium, strontium, and other nuclides that are in demand in the national economy has been carried out at the Mayak Production Association.
From the list of radionuclides present in SNF, platinum-group metals (PGMs) deserve special attention. The search for ways to remove PGM from fuel was started long ago [2]. However, despite all the successes achieved in this area, no country has proposed an acceptable industrial method for removal of platinum metals from real radioactive solutions formed during the processing of SNF from nuclear power plants. Among the reasons that led to this situation, the authors would like to note that the development of fuel reprocessing technology began with the aim of separating plutonium (uranium) as part of solving defense problems, but not in any way for recovery of individual fission products for any commercial use.
Probably, for the first time, the task of industrial separation of PGMs and other fission products was announced in the design of the RT-2 plant with a capacity of 900 to 3000 tons/year of uranium, but these plans were not implemented. It should also be noted that there were other separate programs for the separation of PGMs from fuel and their further use in the national economy and for the creation of a reserve of technogenic platinoids.
At the same time, the development of even the most efficient technologies for the isolation of Pd, Rh, and Ru cannot lead to their implementation unless there is a steady demand for them from consumers. Prospects for isolating reactor Pd (Rh) from SNF processing products will be determined primarily by the needs of technology and the possibility of its appearance on the market at lower prices compared to the cost of platinoids from ore sources [3].
In addition to the cost, PGMs, which will be extracted from fuel in the future, another important question remains. Is it possible to replace natural elements (from ore raw materials) with man-made metals with certain specific properties? Strategic decisions on the problem of platinoids must take into account the quantities that can be obtained and the possibility of their use in the foreseeable future.
The purpose of the presented work was to outline possible ways for the phased introduction of PGM separation technologies that would be compatible with the main technology of the enterprise and with minimal interference in the existing production process. At the same time, at the initial stage, it will be equally important to combine the practice of separating PGMs (for example, palladium) with the current tasks of the main production associated with the modernization of the vitrification unit.
TECHNOLOGICAL ASPECT OF PGM ISOLATION
With the appearance of a real demand for technogenic PGMs, sooner or later the question of choosing a method and an industrial enterprise will arise, which will begin mastering the technology for separating platinoids, and all this will take place under the conditions of existing production.
In the longer term, the issues of isolating Pd, Rh (Ru) and creating a reserve with the prospect of their use in the future will be resolved. This approach will require reviewing the operation of many other units in the plant scheme and, first of all, the dissolution unit and operations for handling insoluble precipitate.
When planning work at the enterprise, two important circumstances will need to be taken into account. First of all, it will be necessary to know the distribution of platinoids over the units of the existing scheme and the features of their chemical behavior, which determine the distribution over individual products in the scheme. These issues are of the utmost importance, as the individual products in the plant layout vary widely in both platinum metal content and specific activity.
It is also necessary to take into account the presense of all available equipment in the main production (and the possibility of reassembling). It should not be forgotten that the main requirement when choosing one or another method for platinoid separation is the condition of full compatibility with the current SNF reprocessing scheme, including HLW partitioning operations and further handling of all wastes.
A complete review of the methods and proposed schemes for separating PGMs from SNF was beyond the scope of this publication. Here, emphasis was placed on methods that are most suitable at the first stage of their development at the enterprise, do not affect the main technology, and can be implemented at minimal cost.
When we talk about the problem of isolation of platinoids, we immediately note that today most of the publications are devoted to Pd, which is largely due to the simpler and better studied chemistry of its compounds in nitrate media.
The situation with Rh is much more complex, and the number of publications on Rh is much smaller. Speaking about the possibility of separating rhodium, we note that its chemistry is much more complicated than that of palladium, and there are currently no reliable data on its distribution in the Purex process. At the same time, the ion-exchange and extraction separation of rhodium is unpromising, since the most stable form cis-[Rh(NO2)3(H2O)3] has zero charge.
As for ruthenium, the goal of the first studies on its isolation was the desire of researchers to increase the degree of purification of target products from radioactive isotopes of Ru in the first cycle of the Purex process, and the issue of isolating ruthenium as a target product was never considered. For reactor Ru, the issue of demand is not so relevant and unattractive for potential consumers due to the low need. At the same time, the situation may change radically in the case of an unforeseen (and large) demand in some completely new strategic areas, for example, in metallurgy, to replace Re with Ru in superalloys.
The most convenient approach is the extraction of the bulk of ruthenium in the operation of fuel dissolution by distillation in the form of tetroxide. In the future, with the introduction of the voloxidation operation, the distillation of ruthenium may become the main method for its isolation.
Today, as potential sources for extraction of platinoids at an industrial enterprise, first of all, we should name the raffinate of the first extraction cycle of the Purex process and the waste of the fuel dissolution unit (insoluble precipitates).
The first studies on the palladium separation at the Mayak Production Association with the participation of employees of the Radium Institute were carried out in the 1970s, and the first cycle raffinate was used as the product for palladium extraction. Activated carbon was used to isolate Pd in the experiments, and about 660 g of reactor palladium was obtained. The degree of purification after refining from γ-active impurities was ≥1011 [4].
In addition to activated carbon, sorbents of various classes (Amberlite, Dowex, and domestic ion exchanger VP1-AP) were used in a number of studies. In the sorption of palladium from nitric acid solutions, the experiment with domestic ampholyte VP1-AP was the most successful [5]. As a result of the experiments, a purification factor from β-active radionuclides of 3 × 102 was obtained at a Pd recovery of 88.6%.
With the improvement of extraction technologies for the tasks of partitioning, the number of publications on the isolation of Pd from high-level waste (HLW) using various extractants increased in the literature. Of the proposed extraction systems for the HLW processing and the subsequent isolation of Pd, systems based on neutral organophosphorus compounds, alkylphosphine oxides and carbamoylphosphine oxides, are of interest. Within the framework of the proposed variants of the Truex process, along with the isolation of TPE, REE, U, and Pu, it is possible to achieve the selective isolation of Pd into individual product [6]. Note, the high capacity of the extractant makes it possible to process solutions of any composition up to the evaporated raffinates of the first extraction cycle.
Positive results of experiments on model solutions were also obtained using extraction systems based on isoamyldialkylphosphine oxide (POR), calixarenes, and dipicolinic acid diamides. However, despite the positive results of the conducted researches, one cannot count on the introduction (or even experimental verification) of extraction methods in the current production. It will be possible to talk about this only after a change in the approach to the entire SNF reprocessing scheme and when it becomes possible to seriously modernize the equipment in the partitioning cycle. Therefore, at the first stage of work on the PGM separation from SNF at an industrial enterprise, attention should be paid to simpler technologies to minimize the impact on the production cycle.
Unlike extraction systems, which provide for the isolation of metals of interest, the use of an electrochemical or precipitation process can be carried out on a separate product selected from the main technological scheme of an operating enterprise. And these operations do not lead to the need to stop or reassembly of the main scheme for the recycling of fissile nuclides and the subsequent HLW processing.
Precipitation methods are quite attractive from the viewpoint of both instrumentation and the possibility of obtaining high purification in one operation. In view of the chemical features of Pd ions in nitric acid solutions, the isolation of Pd in the form of a metal seems to be more preferable than its precipitation in the form of some sparingly soluble compound.
The process of palladium deposition using hydrazine and carbon monoxide (CO) was studied at the Radium Institute [7]. At room temperature and an excess of hydrazine, the reduction of palladium is accompanied by the precipitation of a white palladium hydrazinate [Pd(N2H4)2](NO3)2·nH2O. Upon heating and keeping the solution, palladium hydrazinate decomposes to form palladium metal. In parallel with the hydrazinate precipitation, the radiolytic oxidation of hydrazine occurs with the formation of hydronitrous acid, nitrogen, and ammonium nitrate as end products.
Taking into account the results obtained, it was proposed to precipitate palladium from a heated solution by adding portions of hydrazine after a period extended in time. Thus, it was possible to solve the problem of precipitation of palladium in the form of a metal, bypassing the stage of formation of a bulk hydrazine precipitate. In the acidity range 0.9–3.0 M at room temperature, 80–90% Pd precipitated. Increasing the solution temperature to 70°C and above decreases the amount of the precipitate. This could be due to the solubility and decomposition of palladium hydrazinate. Despite the rather high efficiency of palladium extraction, it should be noted that in the case of the practical use of this process in the HLW processing technology, the presence of even minor amounts of hydrazine in the solution is highly undesirable.
The use of gaseous reagents (hydrogen, carbon monoxide, methane, ethylene, etc.) is more preferable. Experiments have shown that only carbon monoxide can reduce palladium to metal from nitric acid solutions. With certain additives preliminarily introduced into nitric acid solutions of palladium, palladium precipitates with carbon monoxide even at high acidity [7]. In this case, high values of the purification coefficients from the radionuclides present in the solution were obtained. For such radionuclides, as 137Cs, 144Ce, 154Eu, and 241Am, the purification coefficients of palladium exceeded 1 × 103. At the same time, we note that for 106Ru and 125Sb, the purification coefficient did not exceed 10. A patent was obtained for the proposed method [8].
In one of the latest publications [9], it was proposed to recover palladium using a precipitate containing an iron composition with potassium hexacyanoferrates. It was shown that the recovery degree of Pd does not depend on the acidity of the solution up to a nitric acid concentrations of 5 M. In experiments on model solution, Pd was recovered almost completely, and the resulting composite contained cesium, molybdenum, and silver.
In view of the simplicity of equipment in the conditions of a working enterprise, the use of an electrochemical method for Pd recovery will be the simplest. We also note the absence of additional reagents that can have a negative impact on the further stages of waste processing.
The reduction of Pd(II) ions proceeds on a platinum electrode at potentials of 0.1–0.2 V relative to a standard hydrogen electrode in a wide range of nitric acid concentrations, and the precipitation rate of Pd on the cathode will be determined by the current density and conditions ensuring the supply of ions to the near-cathode layer from the solution bulk.
In accordance with the experimental results of Japanese scientists [10, 11], at a nitric acid concentration of 2.5 M and a current density of 500 mA/cm2, the following yield values (%) can be obtained from the model solution at the cathode: Ru 23, Rh 28, Pd 94 and Tc 68. Thus, the use of the difference in the potentials of precipitation and dissolution of the precipitated metals can allow quantitative recovery (and separation) of platinum-group metals.
A variant of the process has been proposed to recover the platinum-group metals from solution after dissolution of the fuel prior to extraction processing. According to the proposed concept, platinum metals are isolated from the solution by electrochemical processes, then U, Pu, Np are extracted from the solution, and after that Am and Cm are extracted from the raffinate [12].
The results on the electrochemical recovery of palladium, including in non-aqueous media, are given in the works of Indian researchers [13–15]. According to the authors of [15], the process of selective electrochemical recovery of palladium can be used in combination with other methods, for example, with its deposition in the form of a metal after extraction.
Many experimental studies were carried out at the Radium Institute to select the conditions for electrochemical deposition of Pd [5, 16, 17], and, in contrast to the generally accepted electrochemical deposition schemes, it was proposed to use a short-circuited electrode pair. If a bimetallic pair, such as aluminum and stainless steel, is placed in the solution, palladium can be isolated as a metal at the cathode. Upon contact with the solution, the bimetallic pair acquires a potential in the range from +0.4 to +0.6 V. The experiments were carried out in a specially designed electrochemical cell with a working volume of 100 cm3 (Fig. 1). A special insert was placed inside the body, filled with pieces of steel and stainless wire.

General view of the electrochemical cell (a) and an insert with a nozzle made of aluminum and stainless steel (b).
Under the conditions of a working enterprise, it will be quite simple to perform the first experiments in such an electrochemical cell of a small volume (~200–1000 cm3) on a facility that is not involved into the main technological process.
The use of the electrochemical method of recovery in the conditions of the operating production cycle will not only allow debugging of Pd production, but will also help in many ways to solve the problem of purification of production solutions supplied for vitrification.
Further development of electrochemical technology and the improvement of larger pilot plant installations will allow the introduction of methods to recover, in addition to palladium, other platinoids and technetium.
At the end of the review of methods that make it possible to extract Pd from aqueous solutions, let us dwell on the question of the possible use of another potential source, namely, insoluble precipitates of the fuel dissolution unit. According to the existing technology, these precipitates are sent for burial along with zirconium shells, and separation of these products is not provided.
The number of publications on the composition and handling methods of precipitates is much inferior compared to works on the aqueous chemistry of platinoids. To date, it is reliably known that insoluble residues formed during the dissolution of SNF are polydisperse particles of various phases, including the quinary alloy Mo–Tc–Ru–Rh–Pd, oxides and oxyhydrates of these metals, undissolved fuel (UO2, PuO2), and fine fragmented shells.
The main factors that determine the amount and composition of precipitates formed at the stage of fuel processing are the degree of burnup and dissolution conditions. The amount of insoluble residues increases approximately linearly with increasing burnout. They include: 0.5–5% Tc, ~20% Mo, 50–60% Ru, and ~10% Rh + Pd. Unfortunately, the processes of dissolution of irradiated fuel and the accompanying processes of precipitate formation have not been sufficiently studied, and the authors of publications do not have a common opinion about the mechanism of their formation.
Insoluble precipitates obtained after the dissolution of irradiated fuel from the WWER-1000 reactor with different burnup have been studied at the Radium Institute. The studies were aimed not only at determining the mass and composition of primary precipitates, but also the nature of secondary precipitates formed during the keeping already clarified solutions. The results obtained are described in [18].
It was shown that the content of platinoids in the precipitates formed in the course of dissolution of fuel with different burnup can vary strongly depending on the conditions for obtaining solutions (Table 1). Based on the data [18], calculations were performed and it was clearly demonstrated that, depending on the conditions of dissolution (and solution keeping), the large relative yield of individual fission products (Pd, Rh, Ru, Zr, and Mo), as well as U and Pu, into precipitates can be achieved.
Very similar results were obtained in at Mayak Production Association (Table 2). The diagram illustrating the distribution of major components of the suspensions present in the WWER-1000 SNF solutions (average values) is demonstrated in Fig. 2 [19].

Distribution diagram of the major components in the WWER-1000 SNF precipitate [19].
The mass spectral analysis of the precipitate found Ru, Mo, Al, and Mg as major components. The sum of the mass fractions is 86% by the precipitate weight (other components were not identified).
Ahe task of high-level products analyzing is associated with difficulties both in sampling and directly in the analysis and the results evaluation. Attention is drawn to the presence of Na, Mg, Al, K, Ca, and Cu, which form well-soluble salts both in water and in nitric acid. It is obvious that these salts must have been washed out of the precipitates during their washing upon the preparation for opening. The reasons for the contamination of sample solutions from precipitates opening are unclear and require a separate study. Another important circumstance must also be emphasized. The dissolution conditions (acid concentration, temperature) have such a strong effect on the mass and composition that even the use of identical fuel samples in experiments can result in the formation of precipitates greatly differing in the compositions. In turn, changing the composition of precipitates changes their specific activity and the content of uranium and plutonium in them.
To summarize the above, let’s try to determine 2 directions in the handling approach to insoluble precipitates. The first option is associated with providing the dissolution conditions for the most complete transfer of PGM into solution. In this case, platinoids can be extracted from the solution before the extraction cycle.
An alternative to this approach is to solve the problem of the most complete removal of PGMs into the precipitate. It is rather difficult to provide conditions for the complete precipitation of platinum-group metals. The difficulty lies in the choice of equipment that provides effective clarification of a large mass of hard-to-filter precipitates. Let’s not forget about the large losses of uranium (plutonium), which will remain in the precipitate.
On the other hand, if the dissolution-filtration operation is carried out with the aim of the maximum possible isolation of platinoids and other multivalent fission products (molybdenum, zirconium), then a significant gain can be obtained at the next stages of processing (evaporation, HLW vitrification). Further removal of platinum metals from such precipitates seems to be rather complex problem, but, nevertheless, this possibility should not be denied.
The main advantage of this approach will be the ability to create a certain reserve of platinoids in insoluble precipitates, which can be used later. And if successful, an opportunity will open up for an industrial enterprise to remove the problem of HLW purification before vitrification, where the presence of PGM is highly undesirable. We also note that the use of high-temperature methods for the isolation of platinoids before vitrification seems to be inappropriate.
We emphasize once again that the tasks of the planned work on the PGM isolation at the enterprise must be clearly divided in time, taking into account the technical feasibility and relevance of their implementation for the production cycle itself, as well as the appearance of areas where they will be in demand.
The simplest approach for recovering Pd in view of instrumentation in the conditions of a working industrial enterprise will be the electrochemical method using a short-circuited electrode pair. The information available today is quite enough to prepare a project for a small installation with reference to the equipment available in the plant.
The development of a technology for the PGM separation from the entire mass of SNF, unloaded and stored, will be in demand only in the future. By this time, only stable Rh (Ru) nuclides will remain in the fuel, and the low activity of the fuel itself will make these platinoids more accessible and cheaper.
The task of industrial development of the technology for the PGMs separation from spent fuel is inextricably associated with the appearance of demand for these technogenic metals. Therefore, starting from the first publications, along with the description of various methods for the platinoids isolation, we tried to outline those technological areas where PGMs would be in demand [3]. The most complete review of platinoids reserves, world price dynamics, and forecasts of the use of technogenic metals is reported in [20, 21].
POSSIBLE APPLICATIONS OF REACTOR PGMs WHICH DEVELOPMENT WILL LEAD TO THEIR INDUSTRIAL PRODUCTION
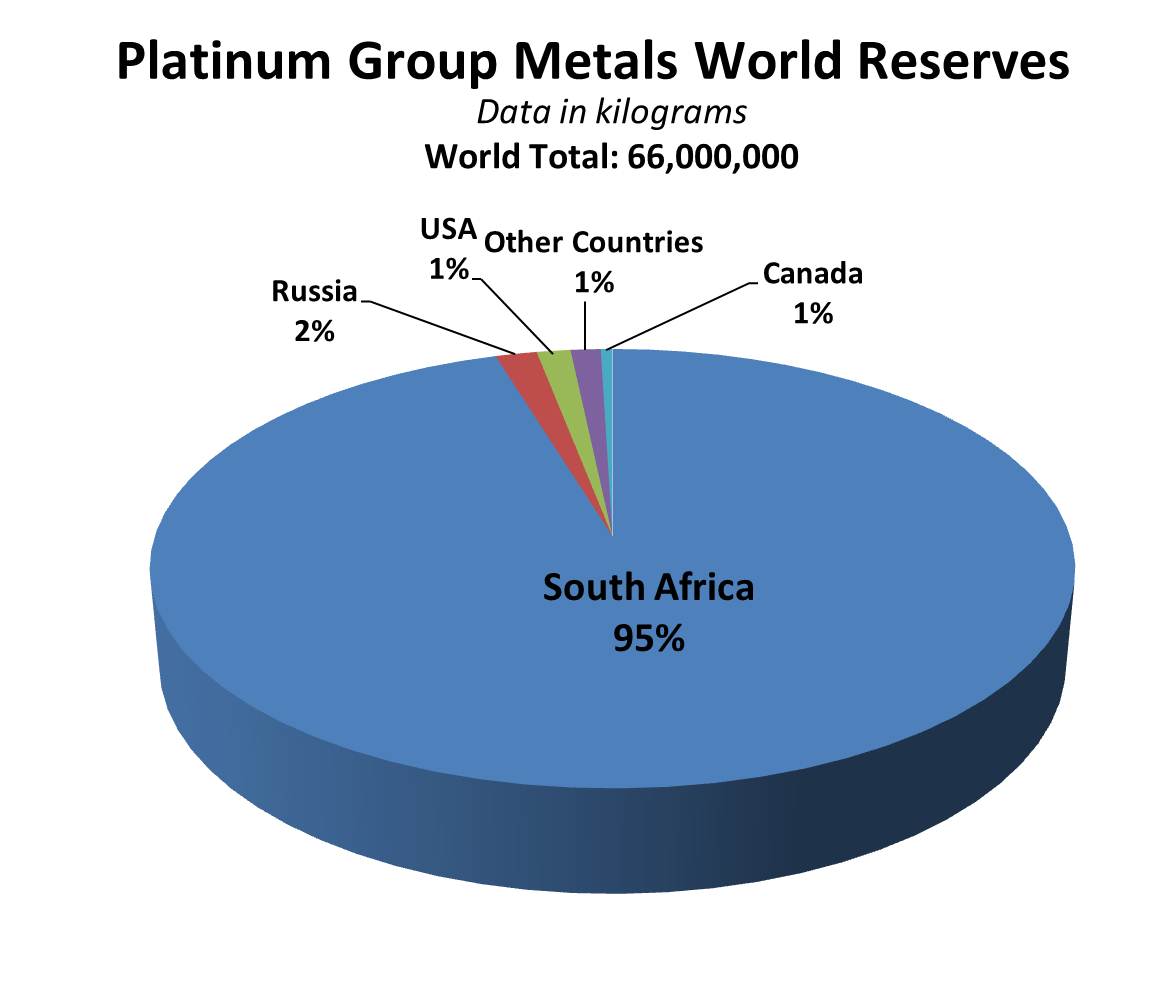
World resources of platinoids, including reserves in the bowels, at the end of the 20th century were estimated at 120–140 thousand tons. South Africa is the world leader in platinoids reserves (deposits account for 95% of all world reserves). Russia accounts for about 2% [22]. At the same time, owing to the ores composition, Russia is today the world leader in the production of palladium and rhodium. The four largest companies control 90% of all palladium production, among them Norilsk Nickel, which accounts for about 37% of all world production. The structure of PGM production capacities in Russia and South Africa is fundamentally different. South African ores are dominated by platinum, the production of which is about 2 times greater than that of palladium. In Russia, the reserves of palladium in ores are more than 3 times higher than the reserves of platinum. And therefore, if we compare with South Africa, then with significantly lower volumes of platinum production (compared to South Africa), Russia produces more palladium, and since the 1970s the USSR was the main supplier of palladium on the world market.
To date, the bulk of palladium consumed in the world is spent on catalysts for afterburning exhaust gases in cars and in the chemical industry [21]. And the automotive sector remains the main demand segment for palladium (82% of total demand in 2020).
Let’s not forget that in addition to the constant growth in production in the mining industry, there is a constant increase in the production of recycled PGMs in the world. And the recycling of these metals is growing every year.
From the viewpoint of chemical properties, the replacement of palladium produced from ore sources with palladium from spent nuclear fuel is quite acceptable. The presence of minor amounts of 107Pd will not affect its catalytic activity. At first glance, the low specific activity of products (catalysts) containing 107Pd nuclides will not pose any significant danger to consumers. At the same time, two important facts cannot be forgotten.
First, the catalyst production itself will immediately fall into the sphere of handling radioactive materials, and this will entail a number of problems both in the production of such catalysts and in the use of cars.
Another major trouble is that palladium is part of government strategic materials and there is always a risk of mixing these products when using “reactor” palladium. And no one can guarantee that this will not happen in the course of using catalysts or when handling end-of-life products (during recycling). Now, few people remember that this circumstance was the reason for curtailing programs in the USSR for the use of platinoids, which were planned to be extracted from spent fuel [3].
The increase in demand for palladium may be influenced by the growing interest in renewable energy sources, where palladium is used in solar cells and significantly increases their efficiency by improving the conductivity of metal-semiconductor contacts. Palladium-based materials with thermoelectric properties have also been developed. Another promising area is the use of palladium in gas sensors, devices for monitoring environmental pollution and controlling the gas composition in a number of technological processes.
The most likely demand for “reactor” palladium is in areas where handling radioactive substances will not require major changes in licensing and RAW handling restrictions.
We are talking about the use of Pd in processes and apparatus applied in the nuclear power industry, isolated from the civilian sector. One such application could be hydrogen handling and overpressure protection in boiling water reactor vessels. To remove hydrogen from the reactor vessel, the possibility of using palladium-coated tantalum was investigated. The use of the unique properties of palladium with respect to hydrogen can be used in the process of dry storage of irradiated nuclear fuel [3].
Noteworthy is the idea of using “reactor” palladium in the technology of SNF reprocessing at the stage of fuel voloxidation. During the oxidation of spent fuel, more than 99% of tritium passes into the gas phase, which can be separated into a separate product in the form of palladium hydride.
On the other hand, poorly soluble palladium iodide is known in the literature, which can claim the role of a compound for long-term storage and/or final disposal of 129I. And the use of “reactor” palladium for the synthesis of such products in this case seems to be quite reasonable [3].
Similarly, one can expect to use reactor palladium when choosing compositions for the immobilization of transplutonium elements. A distinctive feature of palladium compared to other platinoids is its ability to dissolve in nitric acid. If Pd-based materials are used for long-term storage of TPEs and a need arises to extract them, it will be sufficient to perform dissolution in nitric acid followed by extraction (separation) of the elements of interest (for example, Am, Cm) [20].
Note, the transition to hydrogen power engineering and large-scale production of hydrogen, as well as its storage, transportation, and use in fuel cells for energy generation can be the main factor that will lead to the demand for reactor-grade palladium. It is difficult to predict the pace of development of this new industry, but it is safe to say that with a growing shortage of palladium in the market, the demand for “reactor” palladium will become a reality.
We also note that the future of hydrogen power engineering is directly related to the success of creating industrial high-temperature gas-cooled reactors (HTGR). With the help of high-temperature heat, it is possible to carry out the processes of decomposition and gasification of organic fuel and obtain hydrogen. It is difficult now to estimate the amount of palladium that will be required in case of successful implementation of the plans, but it is the use of “reactor” palladium within the on-site HTGR complex that will be fully resonable.
If we talk about Rh and Ru, then the composition of mixtures of their radionuclides formed in SNF makes it possible to use these metals after exposure in technology without any restrictions, along with those obtained from ore sources.
Summarizing the above, we repeat that due to the unique properties platinoids remain indispensable in many areas. And no one can guarantee that in the coming decades new technological directions will not appear where platinoids from spent fuel will be in demand.
The authors do not pretend that the article does not contain controversial and insufficiently substantiated provisions, but they very much hope that the proposals made will be carefully analyzed and taken into account when planning future work.
CONCLUSIONS
From the viewpoint of hardware design in the conditions of a working industrial enterprise, the simplest method is electrochemical recovery of Pd at the first stage. The information available to date is sufficient to prepare a design for a small installation. These works will also contribute to the solution of another urgent problem, namely, the removal of palladium from HLW solutions before vitrification. And the results of joint research at the Radium Institute (Department of Applied Radiochemistry, Gatchina) and at the Mayak Production Association can be a serious help for starting work.
Since it is not possible to expect the appearance of demand for technogenic platinoids in traditional industries, the first step towards the industrial use of reactor palladium may the radiochemical industry [RAW isolation and capturing hydrogen (tritium)].
Significant changes in the market may occur with the further successful development of hydrogen power engineering, which, in turn, will be based on the use of high-temperature gas-cooled reactors.
REFERENCES
Topchiev, A.V., Alad’ev, I.T., and Savitsky, I.S., Trudy II Mezhdunarod. konf. po mirnomu ispol’zovaniyu atomnoi energii. Doklady sovetskikh uchenykh. Poluchenie i primenenie izotopov (Proceedings of the 2nd United Nations Intern. Conf. on the Peaceful Uses of Atomic Energy Geneva September 1–13, 1958; Reports of Soviet Scientists. Isotope Production and Application), Kurdyumova, G.V., and Novikov, I.I., Eds., Moscow: Atomizdat, 1959.
Feasibility of Separation and Utilization of Ruthenium, Rhodium, and Palladium from High-Level Wastes, IAEA Tech. Rep. Ser., Vienna: IAEA, 1989, no. 308.
Pokhitonov, Yu.A., Atom. Strategiya, 2021, no. 173, pp. 11–15.
Zaitsev, B.N., Korolev, V.A., Popik, V.P., Prokopchuk, Yu.Z., and Chubarov, M.N., Radiokhimiya, 1998, vol. 30, no. 3, pp. 411–412.
Pokhitonov, Yu.A., Davydov, V.A., Kirshin, M.Yu., Korolev, V.A., Ryazantsev, V.I., and Savin, R.A., Radichemistry, 2008, vol. 50, no. 2, pp. 176–179. https://doi.org/10.1134/S106636220802015X
Pokhitonov, Yu.A., Zaitsev, B.N., Kvasnitsky, I.B., and Korolev, V.A., Radichemistry, 2005, vol. 47, no. 4, pp. 343–346. https://doi.org/10.1007/s11137-005-0104-8
Pokhitonov, Yu.A., Gevirts, V.B., Zelentsova, L.A., and Kozlov A.E.,Radichemistry, 2005, vol. 47, no. 4, pp. 347–350. https://doi.org/10.1007/s11137-005-0105-7
Patent RU 2228380, publ. 2004.
Davydova, P.V., Korneiko, Yu.I., Korolev, V.A., Krasnikov, L.V. and Kretser, Yu.L., Radichemistry, 2022, vol. 64, no. 3, pp. 279–282. https://doi.org/10.1134/S106636222203002X
Koizumi, K., Ozawa, M., and Kawata, T. J., Nucl. Sci. Technol., 1993, vol. 30, no. 11, pp. 1195-1197.
Ozawa, M., Sano, Y., Nomura, K., Koma, Y., and Takanashi, M., A New Reprocessing System Composed of PUREX and TRUEX Processes for Total Separation of Long-lived Radionuclides,Tokyo, Japan: Japan Nuclear Cycle Development Inst. (JNC).
Ozawa, M., Ishida, M., and Sano, Y., The Third Russian-Japanese Seminar on Technetium (Tc-2002): Extended Synopses, Dubna, Russia, June 23–July 1, 2002, pp. 82–85.
Giridhar, P., Venkatesan, K.A., Srinivasan, T.G., and Rao, P.R.V., Hydrometallurgy, 2006, vol. 81, no. 1, pp. 30–39.
Jayakumar, M., Venkatesan, K.A., and Srinivasan, T.G., Electrochim. Acta, 2007, vol. 52, no. 24, pp. 7121–7127.
Jayakumar, M., Venkatesan, K.A., Srinivasan, T.G., and Vasudeva Rao, P.R., J. Appl. Electrochem., 2009, vol. 39, no. 10, pp. 1955–1962.
Pokhitonov, Yu.A. and Kirshin, M.Yu., Radichemistry, 2005, vol. 47, no. 1, pp. 365–369. https://doi.org/10.1007/s11137-005-0102-x
Patent RU 2235374, Publ. 2002.
Burakov, B.E., Pokhitonov, Yu.A., Ryazantsev, V.I., Savin, R.A., Saprykin, V.F., and Rance, P.J.W., Radiochemistry, 2010, vol. 52, no. 3, pp. 342–345. https://doi.org/10.1134/S1066362210040144
Mashkin, A.N., Features of SNF Processing. Influence of Burnup on the Features of SNF Reprocessing. Fulfillment of Requirements for Finished Products from Sides of Fuel Fabrication, Proceedings of the 7th Intern. School on Power Reactors Spent Nuclear Fuel Management, September 2-6, 2019, Moscow, Russia.
Palladium. Global Production, Consumption, and Trade in 2019. Who are the Leaders? https://zen.yandex.ru/media/statistica/palladii-mirovaia-dobycha-potreblenie-i-torgovlia-v-2019-godu-kto-lidery-5ed38550a12a0d12252838f8.
Review of the Market for Platinum-Group Metals. Center for Integration Studies 04/2019>. https://eabr.org/upload/iblock/b32/EABR_Platinum-Group-Metals_04_2019.pdf.
Platinum-Group Metals World Reserves. http://americanresources.org/wp-content/uploads/2011/05/PtGroup_Reserves_small.jpg
ACKNOWLEDGMENTS
The authors are grateful to K.K. Korchenkin for help in preparing the work and provided materials.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflict of interest.
Additional information
Translated from Radiokhimiya, No. 3, pp. 203–212, July, 2022 https://doi.org/10.31857/S0033831122030017
Supplementary information
Rights and permissions
Open Access. This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

{kind=link}
Cite this article
Pokhitonov, Y.A., Tananaev, I.G. Prospects for the Use of Palladium from NPP Spent Nuclear Fuel and Ways to Design the Technology of its Recovery at a Radiochemical Enterprise. Radiochemistry 64, 270–279 (2022). https://doi.org/10.1134/S106636222203002X
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S106636222203002X