
Abstract
This paper considers the deformation of Al/B4C and NiTi/TiC composites and 6061T6 aluminum alloy with double-layer composite coatings reinforced by B4C and TiC particles. Three- and two-dimensional dynamic problems are solved numerically using Abaqus/Explicit. The thermomechanical behavior of homogeneous aluminum matrices and substrates is modeled by an isotropic elastic-plastic formulation. The nitinol matrix implies the possibility of a completely reversible elastic phase transition from austenite to martensite upon reaching the critical equivalent strains. The fracture of particles in the composite coating is modeled using the Huber criterion, taking into account the stress mode type. The study also examines the effects of the volume fraction of boron carbide particles and the phase transition in NiTi on the magnitude of residual stresses and strains in composites after cooling and under mechanical loads. The influence of the arrangement of composite layers on the strength of the material with a double-layer coating is evaluated theoretically and experimentally. The results of the experiments qualitatively confirm the simulation results.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1. INTRODUCTION
Composite materials and coatings have found many applications in power engineering, mechanical engineering, aviation and space technology due to their high specific strength. The use of composites enhances the power-to-weight ratio of military and civilian vehicles, machines, and devices. Despite the widespread applications, there are still debatable issues concerning the strength and reliability of composite material products. This is primarily due to the fact that composites have high structural heterogeneity and interfaces of different physical nature with different properties. The interfaces are regions of stress concentrations that can lead to cracking and early loss of strength and durability of the material. The determining factors in this case are the geometry and size of reinforcing particles and fibers, state of the interfaces, and difference in thermomechanical properties between the matrix and the filler. Single-level approaches operate with averaged effective characteristics of the medium and can hardly assess the reliability and service life of composite material products. Multiscale models are more promising. The development of such models and identification of localized deformation and fracture patterns in composite materials and coatings in order to improve their structure and properties is an important task of modern computational mechanics and solid state physics.
The latest reviews of modern materials used in the production of metal matrix composites and microstructural studies of composites can be found in [1, 2]. Metal matrix composites produced by laser additive manufacturing are discussed in [3]. Particular attention is paid to the complex microstructural characteristics and operational properties of composites in which the second phase can be formed in situ, i.e., through a chemical reaction during manufacturing, or by ex situ mixing with the matrix powder, which can be accompanied by second phase dissolution and interfacial reactions with the matrix. In recent years, there is a growing interest in unconventional material processing techniques (e.g, electrical discharge machining (EDM)) used in additive manufacturing of products and coatings for medicine, food, automotive and aviation industries. In [4], the control parameters of the EDM process were considered for some composites based on aluminum 2024, 6061, 7075 with ceramic silicon and boron carbide particles. In [5], EDM was used to obtain a nitinol shape memory alloy. It was found that the addition of carbon nanotubes to the dielectric liquid significantly improves the processing efficiency due to higher erosion rate and lower surface roughness. Nitinol is commonly used as a strengthening material in the production of composite materials based on aluminum, magnesium, steels, and even ceramics [6–8]. It was shown [6] that the surface roughness and hardness of AA6061AA/NiTi composite increase with a 0–12% increase in the percentage of NiTi reinforcements, which is explained by good adhesion of the matrix and particles. In [7], powder metallurgical techniques were used to fabricate aluminum matrix composites reinforced by straight-, wave- and rectangle-shaped nitinol fibers. Mechanical tests showed that composites with wave-shaped fibers have the highest elastic moduli and tensile strength. The addition of wave- and rectangle-shaped fibers provides a high Poisson’s ratio. Numerical simulations led to an important conclusion [7] that the internal stresses arising during composite manufacturing affect the subsequent mechanical behavior of the composites. In [8], a review is presented on metal matrix composites reinforced by nitinol particulates and fibers, including multilayered composites, and manufacturing methods such as liquid-phase and solid-state sintering, hot pressing, ultrasonic consolidation, and friction stir processing. The latter shows advantages over competing solid-state methods, especially regarding interfacial reactions, dispersion of NiTi particles, and adhesion. The authors highlight the increasing relevance of studying the mechanical and functional properties of composites with various base metal matrices and NiTi reinforcements. In [9], tensile deformation of a NiTi matrix composite with tungsten nanowires was studied. It was found that the average deformation of the nanowire lattice is about 1.5%. In regions adjacent to the NiTi matrix where plastic strains and cracks are generated, the W nanowire shows pronounced ductile necking with an ~80% reduction in the cross-sectional area.
Many modeling studies focus on the deformation of composite structures with a homogeneous matrix and regularly shaped reinforcements. In [10], a 2D dynamic model is proposed to investigate the deformation and fracture of metal matrix composites with round particles at various loading rates. A nonlocal approach is applied in [11] to consider the fracture of composites with square and rectangular particles. The influence of round and elliptical reinforcements and their volume fraction on the fracture and effective properties of the composite is studied in [12] in a two-dimensional formulation. Similar to this work, in [13], 3D models of composites with spherical and elongated particles are used to study the effect of cooling-induced residual stresses on the stress/strain localization and effective properties of the composites during tension. The experimentally observed complex shape of boron carbide particles is taken into account in [14], where finite element models of composites are developed on the basis of experimental 3D microstructures obtained by X-ray computed microtomography with synchrotron radiation. The matrix is assumed to be homogeneous. The particle size effect on the mechanical behavior of powder metallurgy B4C/6061Al composites is investigated through tensile tests and finite element simulations. It is shown that the particle size increase from 20 to 80 µm deteriorates the tensile properties of the composite. In [15], the deformation of a composite with a spherical NiTi particle is analyzed by a 3D finite element method. The deformation behavior of phase transition alloys, including nitinol, is described using crystal plasticity models. In [16], finite element simulation is employed to model the plastic deformation of a polycrystalline NiTi structure under compression at 400°C, when there is only a B2 austenite phase in which plastic deformation occurs by dislocation slip without phase transformation and deformation twinning. In fact, the authors consider common plasticity of crystals of cubic system. A phase field model based on nonlocal elasticity theory is presented in [17] to describe thermally and mechanically induced martensitic phase transformations at the nanoscale. In [18], a molecular dynamics simulation is performed for cryogenic thermal cycling of as-cast complex NiTi-based alloys consisting of a major B2 austenite phase, an interdendritic amorphous phase, and a minor B19′ martensite phase at temperatures from 77 to 303 K.
The study of the deformation and fracture of composite materials and coatings aimed to optimize their properties is a complex multistage and multiparametric problem. The parameters are first of all the structural characteristics: irregular particle shape, interparticle distance, coating thickness, and coating/substrate interface geometry. Secondly, this is the difference in the properties of the structural components: elastic moduli, thermal expansion coefficients, strength of the matrix and particles, yield strength and hardening law of the matrix. If the matrix can undergo a phase transition, the above parameters also include at least the critical direct and reverse transformation temperatures and strains/stresses, and the corresponding properties of the material in various phase states. Thus, dozens of parameters should be varied in order to predict the optimal properties of the composite. In this respect, numerical simulation is an important and sometimes indispensable complement to the experiment. Each parameter can be varied independently in the calculations, which is difficult or simply impossible in the experiment. In recent years we have been studying the influence of various factors on localized plastic deformation patterns, residual stress evolution, and fracture of composites. Our previous works [19–23] report on numerical simulations of the deformation and fracture patterns in composites without accounting for residual stresses, consider the generation of residual stresses during cooling of fabricated composites, and provide experimental data on residual stress evolution during mechanical loading of composites with different reinforcement volume fractions.
The purpose of this work is to further investigate the deformation behavior of composites and coatings depending on three factors: volume fraction of ceramics, phase transition in a metal matrix, and arrangement of composite layers in a double-layer coating. The materials studied are aluminum, nitinol, boron and titanium carbides, as most widely used for aerospace, automotive, biomedical, electronic and robotic applications. Composites containing boron carbide have the best tribological properties, and titanium carbide sinters well with nitinol. The latter materials have similar elastic properties but differ by a factor of two in strength, which makes them convenient for studying the strength effect of reinforcements in composites.
2. PROBLEM FORMULATION AND METHODS IN THE STUDY OF COMPOSITES AND COATED MATERIALS
Boundary value problems on the deformation of particle-reinforced metal matrix composites and materials with double-layer metal matrix composite coatings were solved numerically in a dynamic formulation using Abaqus/Explicit. Three-dimensional structures of composites with a single embedded particle of complex shape were obtained using surface imaging of natural rock samples [21, 22]. It is assumed that the spalling process during mechanical rock grinding is scale-invariant, and accordingly the topology of different-sized chip stones and carbide powder particles is similar. Two-dimensional model structures of coated materials correspond to the experimentally observed ones. The investigation is performed on Al/B4C, NiTi/TiC composites, and B4C- and TiC-reinforced Al6061T6 alloy composite coatings. Thermoelastic behavior of metals is isotropic. The Duhamel–Neumann relations are used:
where σij, εij and εpij are the stress tensor, total strain tensor and plastic strain tensor, T is the temperature, αT is the thermal expansion coefficient, K and μ are the bulk and shear moduli, δkl is the Kronecker delta, the upper dot denotes the time derivative, and the repeated index convention for summation is systematically used.
It is assumed that nitinol can undergo a reversible austenite-martensite transformation with and without accounting for hysteresis. The phase transformation is accompanied by changes in both the shape and the volume of elementary material regions. This effect is taken into account in the proposed simplest model by changing both the bulk modulus and the shear modulus. The threshold strains at which the moduli of local matrix regions change are Ka and μa for austenite, Kam = 0.05Ka and μam = 0.05μa for the intermediate state, Km = 0.5Ka and μm = 0.5μa for martensite. Poisson’s ratio ν = 0.33 remains constant. It is assumed that upon reaching the first critical equivalent strain a local austenite region transforms to the martensitic state, which is modeled by introducing intermediate moduli. After the local region, easily changing its shape and volume, reaches the second critical equivalent strain, it begins to resist elastically with moduli corresponding to martensite. The model implies that only martensite can undergo plastic deformation and irreversible shape change with further load increase.
The plastic response of aluminum and nitinol martensite is described by the following flow rule:
which is associated with the flow condition
where λ is a scalar parameter, and σeq, εpeq are the equivalent stress and accumulated equivalent plastic strain. The isotropic hardening function has the form
where φs and φ0 are the ultimate strength and yield strength, and εphard is the degree of hardening.
Deformation and fracture of the coated material are modeled in a plane stress formulation. Huber’s energy criterion is used to describe the initiation and growth of cracks in ceramic particles. The fracture of a local ceramic region under any type of external load can occur only in bulk tensile regions:
where σparticle is the tensile strength of ceramics.
Previously we have shown that the criterion of maximum equivalent plastic strain in bulk tensile regions correctly describes the experimentally observed cracking behavior of brittle and quasi-brittle ceramic particles, if it is used in calculations with explicit accounting for the structure of the material, when local bulk tensile regions can appear due to curvilinear interfaces [19–21]. This fact has been established for simple types of loading which involve free sample surfaces. In this case, the spherical and deviatoric parts of the stress tensor are comparable in most areas of ceramic particles. The proposed fracture criterion has only one constant, but the model correctly describes the difference in the crack initiation sites as well as in the crack growth directions and rates in metal matrix composites under tension and compression.
The parameters of the models correspond to the experimental data on the mechanical loading of metals and ceramics (Table 1) [20, 24–26].
Here we solve two types of problems: (i) cooling from the initial state from 350 to 23°C, modeled by a linear decrease in temperature that was the same for all points of the computational domain, and subsequent mechanical loading, and (ii) mechanical loading from the initial state. The stress and kinematic boundary conditions will be specified in Sects. 3–5. The interfaces between the reinforcement particles and the metal matrix were under perfect mechanical contact conditions.
Experimental samples with double-layer composite coatings were prepared from D16T duralumin powders and two D16T powder mixtures with 20% B4C and TiC volume fractions with an average grain size of 50–80 μm. The samples were consolidated by hot pressing in the form of cylindrical tablets with a diameter of 15 mm, a height of 10 mm, and a weight of 4 g. The compaction was carried out layer by layer as follows: 0.25 g D16T-B4C, 0.25 g D16T-TiC, 3 g D16T, 0.25 g D16T-B4C, 0.25 g D16T-TiC. Hot pressing was performed at a temperature of 600°C and a load of 0.3–0.5 kN, with reaching the maximum temperature within 20 min and holding for 20 min. Compression was performed on an Instron 1185 testing machine. Before and after mechanical tests, the polished surfaces of the samples were examined and imaged on a TESCAN VEGA3 scanning microscope in secondary and backscattered electron modes. The magnitude of residual stresses in the aluminum matrix was determined by X-ray diffraction analysis. Diffraction patterns were recorded using a DRON-3 X-ray diffractometer with filtered copper radiation. The instrumental broadening was taken into account using the coarse-grained quartz lines.
3. EFFECT OF PARTICLE VOLUME FRACTION ON RESIDUAL STRESS EVOLUTION IN THE COMPOSITE
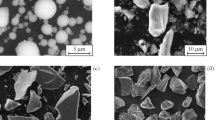
Numerical studies were conducted to assess the influence of the volume fraction of ceramic particles on the residual stresses and plastic strain localization during cooling alone and cooling with subsequent tension, compression and shear of metal matrix composites. Structural models were obtained by surface imaging of natural rock samples (Fig. 1) [21, 22]. In tension and compression, the mass velocity vector components in the Y direction on the surfaces ABCD and EFGH were equal in absolute value but opposite in sign, and the shear stress tensor components were equal to zero. The remaining four surfaces were free from loads, i.e., the stress vector normal to the points of the surfaces was zero. In pure shear, positive and negative shear stress vectors of equal absolute value were set in the Z direction on the surfaces ABCD and EFGH, and in the Y direction on the surfaces ABFE and CDHG.

Structure of metal matrix composite with different particle volume fractions.
The equivalent stress distribution during tension/compression of the composite by up to 5% and pure shear up to the corresponding equivalent stress in the matrix is shown in Fig. 2. Two cases are presented: when the residual thermal stresses resulting from cooling of the composite were taken into account (Fig. 2a), and when mechanical loading was carried out from the initial undeformed state (Fig. 2b). For clarity, the placements of the material points are magnified 10 times. The results suggest two conclusions. Firstly, it is shown for both cases that the stress concentration around the particle is less in shear than in tension or compression (cf. the loading types in Figs. 2a and 2b). Secondly, the stress values are larger in the case of accounting for thermal residual stresses than during mechanical loading without preliminary cooling (cf. states in Figs. 2a–2c and 2d–2f for the same type of loading).

Distribution of equivalent stresses (105 MPa) in the aluminum matrix in compression (a, d), tension (b, e), and shear (c, f) of the composite with (a–c) and without accounting for residual thermal stresses (d–f): a, b, d, e—5% deformation; c, f—15 MPa shear stress on the faces (color online).
The influence of the volume fraction of reinforcement particles on the residual stress magnitude after compression and shear of composites with accounting for thermal residual stresses is illustrated in Fig. 3. It was found that mechanical loads relieve thermal residual stresses. Figure 3a shows the stress–strain curves of Al/B4C composite subjected successively to cooling, 7% compression, and unloading. It can be seen that the average equivalent stress in the matrix of the unloaded composite is lower than that after cooling (Fig. 3a, 1% B4C). With an increase in the volume fraction of boron carbide, the residual stresses after unloading increase and reach about 33 MPa at 20% B4C. This means that 7% deformation is not enough for the composite with a 20% B4C volume fraction, and the sample should be compressed to a higher strain in order to remove thermal residual stresses. These conclusions are also confirmed for the case of shear after cooling of the composite. Figure 3b shows the average stresses in the matrix depending on the external applied shear load with and without accounting for thermal residual stresses. The curves are seen to converge at a certain shear load value, which weakly depends on the volume fraction of boron carbide. Thus, it is shown that the pure shear load is more efficient for the relief of thermal residual stresses than uniaxial loading.

Averaged stresses in the matrix during cooling and subsequent compression (a) and pure shear (b) of composites with different volume fractions of boron carbide particles (color online).
The experimental studies of residual stress evolution during deformation of Al/B4C composites were carried out in [19]. The results fully confirm the above conclusions obtained by direct numerical simulation. The residual stresses arising during composite manufacture increase with increasing particle volume fraction, but the subsequent deformation of the composite reduces the degree of this dependence: residual stress magnitude in the composite at the prefracture stage weakly depends on the volume fraction of reinforcement particles.
4. DEFORMATION OF THE COMPOSITE WITH ALLOWANCE FOR PHASE TRANSITION IN THE MATRIX
If the composite matrix is composed of near-equiatomic nitinol, which is in the austenitic state at room temperature, then subsequent mechanical loading of the composite can induce an austenite-martensite phase transformation in the stress concentration regions near the curvilinear matrix/particle interfaces.
This effect can be taken into account in our simulation model of reverse transition. The model contains threshold strains at which the elastic properties of the matrix material change from one phase state to another and back. In accordance with the experimental data it is assumed in the model that the elastic moduli of martensite are lower by a factor of 2 than those of austenite. Figure 4 shows the test calculation results on uniaxial tension of a homogeneous three-dimensional nitinol sample. The stresses and strains in Figs. 4 and 5 are the tensor components averaged over the entire computational domain along the Y loading axis. The cases considered present the elastic behavior of the matrix during austenite–intermediate state–martensite transition without (Fig. 4a) and with accounting for hysteresis (Fig. 4b). The intermediate state describes the superelasticity region and is characterized by a 20-fold decrease in the bulk and shear moduli. Upon completion of the phase transformation, martensite can undergo plastic flow with isotropic hardening in accordance with Eq. (2) and the model parameters given in Table 1.

Reversible elastic behavior of NiTi matrix during austenite–martensite–austenite phase transition without (a) and with accounting for hysteresis (b) (color online).

Stress–strain curves of NiTi/B4C composite: elastic behavior (a), elastic behavior with hysteresis (b) and elastic-plastic behavior with hysteresis (c) (color online).
Based on the above model a VUMAT subroutine was developed to simulate the deformation of the two-phase composite structures shown in Fig. 1b, taking into account phase transitions in the homogeneous matrix without preliminary cooling from the initial undeformed state. The integral stress–strain curves for uniaxial tension of the composite are given in Fig. 5. Stress tensor components along the Y direction were specified on the ABCD surface, and symmetry conditions were specified on the ABFE, EFGH, and ADHE surfaces. It is interesting to note that in the case of accounting for hysteresis, predominantly compressive residual stresses and strains arise around the ceramic particle, which is due to energy dissipation during unloading of the elastically loaded composite (Fig. 5b).
The formation and evolution of local second phase regions were studied. It was shown that the composite deformation leads to the formation of local martensite regions in the austenite matrix near the particle. The martensite extends deep into nitinol (Fig. 6), causing the appearance of superelasticity regions in the stress-strain curve (Fig. 5). In a direct transition, local regions of plastic flow in the matrix around the particle are generated long before the phase transition is fully completed (Fig. 7, state 3), i.e., even at the end of the superelasticity region in the integral stress–strain curve (Fig. 5c, state 3). With further deformation, martensite covers a large part of the matrix volume (Fig. 6, state 4). The plastic strain localization around the particle becomes more pronounced (Fig. 7, state 4). Unloading is accompanied by a complete reverse transition (Fig. 6, state 5) of martensite to the intermediate state (Fig. 6, state 6). However, not the entire volume of the matrix is in the austenitic state after unloading (Fig. 6, state 7), because irreversible plastic deformation (Fig. 7, state 4) changes the stress-strain state and shape of the sample. There is a residual deformation in the stress–strain curve (Fig. 5c, state 7).

Reversible phase transition in the matrix of NiTi/B4C composite. Blue color—austenite, green—intermediate state, red—martensite. States 1–7 are shown in Fig. 5c (color online).

5. DEFORMATION AND FRACTURE OF THE MATERIAL WITH A DOUBLE-LAYER COATING
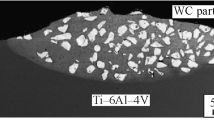
The evolution of residual stresses in deformed Al6061T6 aluminum alloy with a double-layer composite coating was studied theoretically and experimentally. The results are presented in Figs. 8–11. First, we performed calculations of uniaxial loading of model structures with double-layer coatings after cooling (Fig. 8a). The following cases were considered: (i) stretching and compression of structures along the coating, and (ii) compression of structures across the coating. In the first case, the mass velocity vector components of opposite sign were set along the X axis on the left and right faces; the upper and lower faces were free from loads. In the second case, a negative velocity along the Y axis was set on the upper face, symmetry conditions were set on the lower face, and the left and right faces were free from loads. As a result of cooling, residual stresses and plastic strains arise in the composite due to the difference in elastic moduli and thermal expansion coefficients between aluminum and carbides. For comparison, we performed calculations of mechanical loading without allowance for residual stresses, when tension and compression started from the initial undeformed state. Thus, we studied the formation and evolution of residual stresses in bulk tensile regions in ceramic particles as well as plastic strain localization in the metal matrix and the aluminum substrate under the coating. We also characterized the fracture behavior of ceramic particles in the coating and the effect of residual thermal stresses and arrangement of coating layers on the strength of materials with a composite coating. Two layer arrangements starting from the sample surface were considered: (i) B4C layer–TiC layer–Al6061T6 substrate, and (ii) TiC layer–B4C layer–Al6061T6 substrate.

Model structure of a sample with a double-layer coating (a), lower (b) and upper parts (c) of the polished side surface of an aluminum sample with double-layer composite coatings (color online).

Portions of the stress–strain curves of the structure with a double-layer coating shown in Fig. 7a, without (a) and with accounting for residual thermal stresses (b), fracture patterns of particles in coatings (c). States A–D are shown by dots on the stress–strain curves (b) (color online).

Schematic of measurement areas (a) and dependence of residual stresses on compression strain in the corresponding regions of the sample (b) (color online).

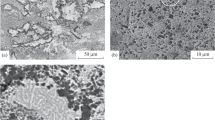
Fracture of double-layer coatings with upper B4C layer/middle TiC layer (a) and upper TiC layer/middle B4C layer (b).
The simulation results are shown in Fig. 9. The figure illustrates the macroscopic response of the coated material at the prefracture and fracture stages, and the characteristic cracking patterns of particles in the composite coating under tension and compression for cases 1 and 2 under mechanical loading from the initial state (Fig. 9a) and after cooling (Fig. 9b). The stresses and strains in the curves were calculated as the equivalent stresses and the relative elongation/contraction of the region along the applied load axis averaged over the entire computational domain.
The results lead to two main conclusions. First, comparison of Figs. 9a and 9b shows that the residual thermal stresses arising after cooling play a positive role in the subsequent stretching of the coated material and a negative role in compression. The stress drop in the red stress–strain curves during tension occurs at higher strains than in the blue curves. The reverse trend is observed under compression both along and across the coating. This is due to the fact that the ceramic particles in the cooled composites are under triaxial compression [21, 22] and the compressive stresses counteract the tensile mechanical loads, due to which strains in the composite increase before fracture. The second conclusion can be drawn by comparing cases 1 and 2 with different arrangements of the coating layers. It was found that the material with the B4C/TiC coating has a higher strength than that with the TiC/B4C coating. This conclusion was confirmed for all six cases under study (cf. curves with triangular and square symbols in Figs. 9a and 9b).
Analysis of the coating cracking behavior showed that titanium carbide has a lower strength than boron carbide. Therefore, if the layer with titanium carbide particles is located between the aluminum substrate and the upper layer reinforced with boron carbide, then there is a gradient of strength properties over the coating thickness. In this case, the intermediate TiC layer is damping in the sense that its extensive fracture contributes to the dissipation of the deformation energy and prevents early multiple cracking in the upper layer with B4C particles. If the TiC layer is the upper one, the properties of the material change nonmonotonically over the coating thickness. Intense fracture of titanium carbide particles in the upper layer causes rapid cracking of the stronger intermediate B4C sublayer, with the formation of main cracks in the coating perpendicular to the tensile axis (cf. states A and B in Figs. 9b and 9c) and more intense uniform cracking of both coating layers along the compression axis (cf. states C and D in Figs. 9b and 9c).
The above conclusions were confirmed experimentally for coated samples fabricated by solid-phase sintering (Figs. 8b and 8c). Coatings with different layer arrangements were formed on both sides of the same sample. Residual stresses in the sintered samples were measured by X-ray diffraction in three regions (Fig. 10a): 1—B4C/TiC coating, 2—central part of the aluminum substrate, and 3—TiC/B4C coating. Next, we performed successive axial compression tests with a step of 3, 6, 9, 12, and 15% strain. Residual stresses were measured after each series of experiments up to a given strain. X-ray photography was carried out in the angle range of 110°–120° where the (331) and (420) aluminum lines were observed. Microdistortions were determined by the formula
where W is the full width at half maximum of the peak in radians, and θ is the angular width of the central maximum in the diffraction pattern of the X-ray profile analyzed. Stresses were calculated using the elastic modulus values of aluminum.
Experiments showed that the level of residual stresses is higher in the TiC/B4C coating (Fig. 10b). According to the observed deformation and fracture patterns of gradient composite coatings, the B4C/TiC coating (region 1) has less cracks by the time of sample fracture (Fig. 11a) compared to TiC/B4C (region 3), in which the layers are completely damaged (Fig. 11b). Thus, the experiments qualitatively agree with the results of numerical simulations.
6. CONCLUSIONS
Numerical simulations were carried out to study the deformation behavior of composites based on pure aluminum and nitinol, as well as a material with a composite double-layer coating of 6061T6 aluminum alloy reinforced with boron and titanium carbide particles. Dynamic problems were solved numerically in 2D and 3D formulations by the finite element method using Abaqus/Explicit. Homogeneous matrices and substrates demonstrated an elastic-plastic behavior with isotropic hardening. An original simulation model was proposed for the deformation-induced austenite-martensite phase transition in nitinol at room temperature. The fracture of ceramic particles in the composite coating was taken into account using a Huber–Mises fracture criterion, with allowance for crack initiation and growth in bulk tensile regions. The formation and evolution of residual stresses during cooling, tension, compression, and shear of composites, as well as the fracture behavior of composite coatings were studied. The simulation results agree well with the experiments and lead to the following conclusions.
The magnitude of residual stresses after cooling of sintered composites increases with an increase in the volume fraction of ceramic particles. The degree of this dependence decreases with subsequent deformation of the composites. The shear loading is more efficient for the relief of residual thermal stresses than tension and compression.
Residual compressive and tensile stresses and strains around a ceramic particle in the nitinol-based composite arise due to hysteresis energy dissipation in the superelasticity region of reversible elastic phase transition and during plastic deformation of martensite.
The double-layer composite coating with the upper B4C layer has a higher strength than the coating with the intermediate B4C layer located between the TiC layer and the aluminum substrate.
REFERENCES
Selvam, J.D.R., Dinaharan, I., and Rai, R.S., Matrix and Reinforcement Materials for Metal Matrix Composites, in Encyclopedia of Materials: Composites, 2021, pp. 615–639. https://doi.org/10.1016/B978-0-12-803581-8.11890-9
Panemangalore, D.B. and Shabadi, R., Microstructural Aspects of Metal-Matrix Composites, in Encyclopedia of Materials: Composites, 2021, pp. 274–297. https://doi.org/10.1016/B978-0-12-819724-0.00019-7
Mertens, A.I., Metal Matrix Composites Processed by Laser Additive Manufacturing: Microstructure and Properties. Chapter 13, in Handbooks in Advanced Manufacturing, Additive Manufacturing, Pou, J., Riveiro, A., and Davim, J.P., Eds., Elsevier, 2021, pp. 409–425. https://doi.org/10.1016/B978-0-12-818411-0.00005-7
Devi, M.B., Birru, A.K., and Bannaravuri, P.K., The Recent Trends of EDM Applications and Its Relevance in the Machining of Aluminium MMCs: A Comprehensive Review, Mater. Today Proc., 2021, vol. 47, pp. 6870–6873.
Chaudhari, R., Khanna, S., Vora, J., Patel, V.K., Paneliya, S., Pimenov, D.Y., Giasin, K., and Wojciechowski, S., Experimental Investigations and Optimization of MWCNTs-Mixed WEDM Process Parameters of Nitinol Shape Memory Alloy, J. Mater. Res. Technol., 2021, vol. 15, pp. 2152–2169.
Chauhan, A., Vates, U.K., Kanu, N.J., Gupta, E., Singh, G.K., Sharma, B.P., and Gorrepati, S.R., Fabrication and Characterization of Novel Nitinol Particulate Reinforced Aluminium Alloy Metal Matrix Composites (NiTip/AA6061 MMCs), Mater. Today Proc., 2021, vol. 38, pp. 3027–3034.
Tsukamoto, H., Mechanical Behavior of Shape Memory Alloy Fiber Reinforced Aluminum Matrix Composites, Mater. Today Commun., 2021, vol. 29, p. 102750.
Gangil, N., Siddiquee, A.N., and Maheshwari, S., Towards Applications, Processing and Advancements in Shape Memory Alloy and Its Composites, J. Manuf. Process., 2020, vol. 59, pp. 205–222.
Jiang, D., Jia, Z., Yang, H., Liu, Y., Liu, F., Jiang, X., Ren, Y., and Cui, L., Large Elastic Strains and Ductile Necking of W Nanowires Embedded in TiNi Matrix, J. Mater. Sci. Technol., 2021, vol. 60, pp. 56–60. https://doi.org/10.1016/j.jmst.2020.04.058
Zhan, J., Yao, X., Han, F., and Zhang, X., A Rate-Dependent Peridynamic Model for Predicting the Dynamic Response of Particle Reinforced Metal Matrix Composites, Compos. Struct., 2021, vol. 263, p. 113673. https://doi.org/10.1016/j.compstruct.2021.113673
Zhan, J.M., Yao, X.H., and Zhang, X.Q., Study on Predicting the Mechanical Properties and Fracturing Behaviors of Particle Reinforced Metal Matrix Composites by Non-Local Approach, Mech. Mater., 2021, vol. 155, p. 103790. https://doi.org/10.1016/j.mechmat.2021.103790
Suo, Y., Wang, B., Jia, P., and Gong, Y., Numerical Analysis of Mechanical Properties and Particle Cracking Probability of Metal Matrix Composites, Mater. Today Commun., 2020, vol. 24, p. 101082. https://doi.org/10.1016/j.mtcomm.2020.101082
Zhang, J.F., Zhang, X.X., Andrä, H., Wang, Q.Z., Xiao, B.L., and Ma, Z.Y., A Fast Numerical Method of Introducing the Strengthening Effect of Residual Stress and Strain to Tensile Behavior of Metal Matrix Composites, J. Mater. Sci. Technol., 2021, vol. 87, pp. 167–175. https://doi.org/10.1016/j.jmst.2021.01.079
Peng, P., Gao, M., Guo, E., Kang, H., Xie, H., Chen, Z., and Wang, T., Deformation Behavior and Damage in B4Cp/6061Al Composites: An Actual 3D Microstructure-Based Modeling, Mater. Sci. Eng. A, 2020, vol. 781, p. 139169. https://doi.org/10.1016/j.msea.2020.139169
Gouripriya, S. and Tandaiya, P., Mechanistic Origins of Work Hardening in Shape Memory Alloy Particle Reinforced Ex-Situ Bulk Metallic Glass Matrix Composites, Scripta Mater., 2020, vol. 185, p. 1–6. https://doi.org/10.1016/j.scriptamat.2020.04.013
Yan, B., Jiang, S., Hu, L., Zhang, Y., and Sun, D., Crystal Plasticity Finite Element Simulation of NiTi Shape Memory Alloy under Canning Compression Based on Constitutive Model Containing Dislocation Density, Mech. Mater., 2021, vol. 157, p. 103830. https://doi.org/10.1016/j.mechmat.2021.103830
Danesh, H., Javanbakht, M., and Mirzakhani, S., Nonlocal Integral Elasticity Based Phase Field Modelling and Simulations of Nanoscale Thermal- and Stress-Induced Martensitic Transformations Using a Boundary Effect Compensation Kernel, Comput. Mater. Sci., 2021, vol. 194, p. 110429. https://doi.org/10.1016/j.commatsci.2021.110429
Jiang, J., Ko, W.-S., Joo, S.-H., Wei, D.X., Wada, T., Kato, H., and Louzguine-Luzgin, D.V., Experimental and Molecular Dynamics Studies of Phase Transformations during Cryogenic Thermal Cycling in Complex TiNi-Based Crystalline/Amorphous Alloys, J. Alloys Compnd., 2021, vol. 854, p. 155379. https://doi.org/10.1016/j.jallcom.2020.155379
Balokhonov, R.R., Romanova, V.A., Schmauder, S., and Emelianova, E.S., A Numerical Study of Plastic Strain Localization and Fracture Across Multiple Spatial Scales in Materials with Metal-Matrix Composite Coatings, Theor. Appl. Fract. Mech., 2019, vol. 101, pp. 342–355. https://doi.org/10.1016/j.tafmec.2019.03.013
Balokhonov, R., Romanova, V., and Kulkov, A., Microstructure-Based Analysis of Deformation and Fracture in Metal-Matrix Composite Materials, Eng. Fail. Analys., 2020, vol. 110, p. 104412. https://doi.org/10.1016/j.engfailanal.2020.104412
Balokhonov, R.R., Evtushenko, E.P., Romanova, V.A., Schwab, E.A., Bakeev, R.A., Emelyanova, E.S., Zinovyeva, O.S., Zinovyev, A.V., and Sergeev, M.V., Formation of Bulk Tensile Regions in Metal Matrix Composites and Coatings under Uniaxial and Multiaxial Compression, Phys. Mesomech., 2020, vol. 23, no. 2, pp. 135–146. https://doi.org/10.1134/S1029959920020058
Balokhonov, R., Romanova, V., Schwab, E., Zemlianov, A., and Evtushenko, E., Computational Microstructure-Based Analysis of Residual Stress Evolution in Metal-Matrix Composite Materials during Thermomechanical Loading, Facta Univ. Ser. Mech. Eng., 2021, vol. 19(2), pp. 241–252. https://doi.org/10.22190/FUME201228011B
Balokhonov, R.R., Kulkov, A.S., Zemlyanov, A.V., Romanova, V.A., Evtushenko, E.P., Gatiyatullina, D.D., and Kulkov, S.N., Evolution of Residual Stresses and Fracture in Thermomechanically Loaded Particle-Reinforced Metal Matrix Composites, Phys. Mesomech., 2021, vol. 24, no. 5, pp. 503–512. https://doi.org/10.1134/S1029959921050015
CRC Materials Science and Engineering Handbook, Shackelford, J.F., Han, Y.-H., Kim, S., and Kwon, S.-H., Eds., Boca Raton: CRC Press, 2015.
Domnich, V., Reynaud, S., Haber, R.A., and Chhowalla, M., Boron Carbide: Structure, Properties, and Stability under Stress, J. Am. Ceram. Soc., 2011, vol. 94(11), pp. 3605–3628. https://doi.org/10.1111/j.1551-2916.2011.04865.x
Chang, R. and Graham, L.J., Low-Temperature Elastic Properties of ZrC and TiC, J. Appl. Phys., 1966, vol. 37, pp. 3778–3783. https://doi.org/10.1063/1.1707923
Funding
The study was supported by Russian Science Foundation Grant No. 18-19-00273, https://rscf.ru/project/18-19-00273/. Fracture model (3) used in the study was developed under the government statement of work for ISPMS SB RAS, research line FWRW-2021-0002.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access. This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Balokhonov, R.R., Romanova, V.A., Buyakova, S.P. et al. Deformation and Fracture Behavior of Particle-Reinforced Metal Matrix Composites and Coatings. Phys Mesomech 25, 492–504 (2022). https://doi.org/10.1134/S1029959922060029
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1029959922060029