
Abstract
The technology for manufacturing optical microlenses on the end of an optical fiber using optical resin is considered. The method of dosing and positioning an adhesive microdroplet is implemented, which allows placement of a resin volume of ~0.2 pL with an error of at most 1 μm at the end of the optical fiber in the core region. The selection of optical resin that maximally meets the requirements of the technological process and physicochemical properties of microlenses has been performed. It is shown that the use of microvibrations makes it possible to control the droplet shape, whose polymerization makes it possible to obtain a lensed fiber with a given shape and focal length. The results of measuring the focal length and the diameter of the mode field of the resulting lens are presented.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
Optical fibers with microlenses at their ends, which are also called lensed fibers, are widely used in integrated and fiber optics to change the parameters of transmitted radiation [1–6]. Basically, such light guides are used to increase the efficiency of inputting or outputting radiation into or from optical integrated circuits [7, 8] with channel small-diameter waveguides (less than 3 μm) based on InP, SOI, and Si3N4 to optimize the output of optical radiation from laser diodes (LED, PUMP, DFB, SLD) to fiber-optic networks [9], the transmission of radiation from fibers into photodiodes [10], for applications in miniature optical switches with MEMS (microelectromechanical systems) mirrors [11], and in medical applications [12–15]. Such fibers are also used as probes in optical near-field microscopy [16], in biosensors [17–19], and other applications where point sources of optical radiation are required [20].
In standard single-mode fibers, the diameter of the propagating optical-radiation mode is 9 μm at λ = 1.55 μm and exceeds the diameter of the mode in the waveguide of an optical silicon-based integrated circuit by a factor of three to ten. Radiation is focused using lensed fibers that reduce the beam diameter to 2 μm [10]. In addition, radiation focusing allows joining of an optical fiber and a photonic integrated-circuit chip through air without contact with the resin in the light-propagation region. This reduces the sensitivity of the assembled circuit to temperature changes and allows operation with higher values of the transmitted radiation power [21–27].
The following techniques are used for the production of fiber lenses: fiber pulling [28, 29], melting [30, 31], mechanical polishing, chemical etching [30, 32–34], and laser microprocessing [35, 36]. It was shown in [37] that the shape of the lens also plays an important role in the efficiency of inputting radiation into a chip of a photonic integrated circuit. Theoretically, it is possible to collect almost 100% of laser radiation when working with aspherical lenses [35, 38]. Hyperbolic microlenses that were manufactured directly at the fiber end using laser microprocessing have demonstrated an efficiency of up to 90% (the radiation input loss is 0.45 dB) [39]. This value is twice as high as the best result for hemispherical lenses (the radiation input loss is 3 dB) [37, 40].
This paper presents an alternative method for creating microlenses at the end of an optical fiber using optical resin that is used in integrated photonics. In particular, we are talking about an optical glue of ultraviolet curing with a refractive index equal to the refractive index of the fiber core. Due to variations in the density, surface tension, kinematic viscosity, and polymerization parameters, it becomes possible to make lenses of any desired geometry from such resin.
The idea of this study is to place a microscopic droplet of resin in the shape of a lens on the fiber core and solidify it with UV radiation. With the correct selection of the droplet size and shape, such an operation can be carried out more quickly than polishing an optical fiber or etching a lens of a desired shape. Paper [41] describes a method for producing lensed fibers using NOA-61 optical resin; however, the authors adjust the lens shape by sequentially increasing the resin volume. This paper describes a technique for changing the geometry of a resin-based microdroplet using high-frequency microvibrations. Under certain conditions in the absence of external vibrations, the hydrodynamic system is capable of executing its own vibrations, which usually fade due to the viscous dissipation. Capillary–gravitational waves [42], natural vibrations of a bubble suspended in a liquid, etc., can serve as examples of such a motion. Pumping of energy into a heterogeneous system due to the presence of external vibrations may lead to the appearance of resonant effects [43]. In this case, inhomogeneities may be represented by various impurities, inhomogeneous heating of the system, and the presence of an interfacial boundary or a free surface.
Situations are known in which the impact of high-frequency vibrations not only does not disturb the equilibrium of the system but may contribute to the formation of new states, the existence of which is impossible in the absence of vibrational fields. In addition to resonant effects, which are suppressed by viscosity, high-frequency vibrations may lead to the appearance of such averaged effects as the stabilization of the Rayleigh–Taylor instability by vertical vibrations, the appearance of a quasi-stationary relief at the interface under the action of tangential or orthogonal vibrations, and the average deformation of the droplet suspended in a liquid with a different density [43–46]. In this case, quasi-equilibrium should be understood as a state in which the velocity of the averaged flow in the system is zero, and all average characteristics, such as the pressure, density, and velocity field, are stationary.
In such problems, to describe a hydrodynamic system, the principle of dividing variables into fast-oscillating and slow average parts is effectively used, for which comparatively simple equations can be obtained by the averaging methods [47]. This separation is possible if the characteristic vibration time is much less than the hydrodynamic time:
where ω is the vibration frequency, ν is the kinematic viscosity of the liquid, and L is the characteristic size of the hydrodynamic structures. It is also shown that the compressibility of the liquid can be neglected, while the viscosity ν and the surface tension σ must be taken into account.
In [48], the problem of pulsation and averaged motion of a compressible liquid droplet, which is placed on a solid substrate oscillating according to a harmonic law, was considered. Neglecting the gravity and thermal energy released in vibrations, such parameters as the capillary number \({\text{Ca}} = \sigma R{\text{/(}}\rho {{\nu }^{2}})\) and the vibration parameter \(Q = \rho {{a}^{2}}{{{{\omega }}}^{2}}R{\text{/}}\sigma \), were obtained in [48]. Here, σ is the coefficient of surface tension, ν and ρ are the kinematic viscosity and density of the liquid, respectively; R is the average radius of the drop, and ω and a are the frequency and amplitude of harmonic oscillations, respectively. The capillary number is the parameter responsible for the transition of the system to a quasi-equilibrium state. The vibrational number Q, in turn, makes it possible to determine the droplet-surface profile in a quasi-equilibrium state. It is shown that, under the influence of orthogonal vibrations, the droplet shape may significantly differ from a spherical one: with an increase in the vibrational parameter Q, the area of the droplet base increases, and its height decreases.
The change in the surface profile of an optical-resin droplet under the action of high-frequency low-amplitude vibrations was used in this study as the main mechanism for forming a microlens of a given geometry at the end of an optical fiber.
TECHNIQUE FOR CREATING A MICROLENS
The creation of a microlens at the end of an optical fiber occurred in several stages: (1) selection of an optical resin; (2) applying an optical resin to an intermediate element and transferring it to the end of the optical fiber; (3) imparting a given shape to a drop under the action of a high-frequency vibration field; and (4) polymerization of the optical resin.
Selection of the Optical Resin
Since an optical resin is the basis for manufacturing microlenses, special attention was paid when choosing a resin to the dynamic viscosity before its solidification, the refractive index, and the hardness and temperature characteristics of the material after polymerization. The refractive index of the polymerized adhesive should be equal to the refractive index of the optical core of the fiber, i.e., must have a value of 1.45 ± 0.05. In order for a microlens to be resistant to external influences, its hardness in the polymerized state must be in the range from 70 to 90 on the Shore D scale [49]. The temperature of the environment in which the finished device is operated ranges from –40 to +120°C; therefore, the resin used must retain its characteristics under these conditions. The formation of the drop geometry using microvibrations imposes a condition on the value of the dynamic viscosity, which must be in the range from 0.1 to 0.3 Pa s at a temperature of +25°C. Having considered the characteristics of NOA 61, NOA 68, J-91, P-92, SK-9, and ACW-545 optical adhesives manufactured by ZAO OPTEKOM [50] and R-262 by Addison Clear Wave [51], which are used in silicon photonics, the R-262 composition was chosen for operation (with a refractive index of 1.44, an operating temperature of 40 to +140°C, a dynamic viscosity of 0.22 Pa s, and a hardness (HSD) of 80 [51]), which best met the stated requirements.
Application of the Optical Resin
Based on the size of the fiber core (9 μm), the creation of a hemispherical microlens requires application of an optical resin volume of ~0.2 pL to the fiber end. To take such a small volume of resin and transfer it to the fiber, an intermediate element, a sharpened metal needle, was used. Sharpening and grinding of the needle was performed in three stages. At the first stage, the needle that was clamped in a drill chuck was brought to sandpaper with a grain size of 30 μm at an angle of ~15° to the plane of the grinding disc. The rotation speed of the drill chuck during polishing varied from 1000 to 4500 rpm in increments of 500 rpm. The polishing time at a fixed rotation speed was 60 s. At the second and third stages of sharpening, sandpaper with a grain size of 10 and 0.3 μm, respectively, was used. The final diameter of the needle tip after the third stage of grinding was 5 μm. For the intake of the optical resin of small volume (Fig. 1a), the prepared metal needle 1 was fixed by a universal holder on a three-axis positioner. After fixing the needle, its tip that was pretreated with Teflon was immersed in a drop of optical resin 2 (V ~ 10 µL) to a depth of 10–20 μm. Due to the surface tension forces, resin was held on the tip of the needle when removing the tip from the drop.

Schematic diagram of the setup: (а) taking optical resin onto the intermediate element; (b) applying resin to the end of an optical fiber; and (c) changing the shape of a droplet and its polymerization: (1) metal needle; (2) droplet of optical resin; (3) optical fiber; (4) microscope; (5) speaker; (6) waveguide; and (7) UV lamp.
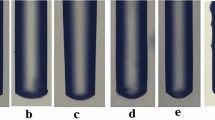
The needle was then smoothly brought to the fiber with the help of the three-axis positioner until it came into contact with the fiber (Fig. 1b). At the same time, a certain amount of resin flowed onto the fiber in the core region (Fig. 2d). The pretreatment of the fiber before applying the adhesive droplet consisted only in removing the protective and strengthening coating; the fiber was chipped at a right angle.

Stages in the formation of a resin microdroplet on the fiber end.
The microdroplet size and position were monitored using a Leitz Ergolux AMC optical microscope at 50× magnification; the images obtained at different stages of the droplet formation are shown in Fig. 2.
The operation with sharpened needles at the stage of applying the optical resin when creating microlenses allows one to avoid the use of commercial mechanical dispensers that do not provide statistically homogeneous production of droplets with a given volume with a dynamic viscosity of the optical resin greater than 0.1 Pa s. Pneumatic microdosers, such as InjectMan N12, Transfer Man NK2, and Patch Man NP2, could solve this problem, but the high cost of equipment makes their use impractical in this study. The use of needles also allows controlling the volume of a droplet and its precise positioning at the end of the fiber.
Changing the Profile of the Interfacial Surface
It was noted in the introduction that the effect of a vibrational field on droplet structures can modify the surface shape depending on the vibration frequency and amplitude. The vibration parameter Q = ρa2ω2R/σ allows determination of the droplet height depending on the density and surface tension of the liquid in the limit of small Q values.
When solving the pulsation problem for a hemispherical incompressible droplet by the boundary-element method, isolines of the pulsation-velocity potential were constructed in this study (Fig. 3). For small values of the vibration parameter, the results that were obtained using the variational principle are in good agreement with the solution that was obtained in the limit of Q ~ 1 (Fig. 4).

Averaged droplet shape with the isolines of the pulsation-speed potential in the quasi-equilibrium state at Q equal to (a) 0.5 and (b) 14.5.

Dependence of the droplet height H on the vibration parameter. The line shows the solution obtained in the limit of a small vibration parameter. Dots are the results of calculations using the variational principle.
The criterion for the efficiency of optical-radiation transmission from the fiber to the waveguide is the coupling coefficient C or the overlap integral of the electromagnetic fields of the optical fiber and waveguide [52]. Since the diameter of the mode propagating in the waveguide exceeds the geometric dimensions of the waveguide, lensed fibers that are capable of creating a beam with a diameter close to the mode diameter are required for effective transmission of optical radiation. In [53], based on the results of numerical modeling, it was shown that, in order to obtain a beam with a mode field diameter (MFD) of the order of 5–10 μm, the radius of curvature of the lens should lie in the range from 15 to 20 μm, while the focal length f of the lens is 20–30 μm. Based on the physicochemical properties of the chosen R-262 optical resin and the optical characteristics required for the manufactured microlens, the computational task has shown that, in order to impart the necessary geometric shape to the droplet, it is required to exert a vibration effect on it with an amplitude of 1 mm and a frequency of ~10 kHz.
The change in the droplet shape was performed on the installation, the scheme of which is shown in Fig. 1c. The vibration effect on the microdroplet was exerted using acoustic vibrations from a speaker 5 connected to a sine-wave oscillator. Harmonic vibrations from the membrane of speaker 5 were transmitted to the optical fiber using a waveguide tube 6 with a diameter of 2.5 mm and a length of 10 cm, thereby generating high-frequency vibrations along the droplet axis.
Polymerization of Optical Resin
Fixing the shape of the microdroplet surface is the final stage of the technological process. The optical resin was polymerized using an ultraviolet (UV) lamp 7 with a power of 60 W, which is located perpendicular to the end of the optical fiber 3 at a distance of 20 cm (Fig. 1c).
The characteristics of the optical resin indicate that its precuring time when gluing together glass elements with a transmission capacity of long-wave UV radiation of at least 85% at an ambient temperature of 22°C and using a 15-W emitter, which is positioned at a distance of ~25 mm above the glued elements, is 10–15 s. The time of complete solidification of the resin under the same external conditions is ~1 h. In this case, it will be necessary to transmit a radiation dose of 4.5 × 104 J/m2 to the resin layer [51].
The characteristics of the UV lamp used in this study and the geometric dimensions of the droplet make it possible to give only a rough estimate of the radiation dose that was received by the resin volume during its preliminary curing and to calculate the irradiation time.
To determine the exposure time for the preliminary polymerization of the resulting microdroplets, experiments were carried out to measure the hardness of manufactured lenses using the Vickers method on a DM-8 hardness tester [54]. This method is suitable for studying solid samples and products on a microscale with a transparent or translucent structure. The method consists in pressing a diamond tip in the form of a regular quadrangular pyramid into a sample under a constant load. The ratio of the load to the surface area of the resulting pyramidal print allows us to calculate the hardness of the samples under study. A graph of the dependence of the hardness on the Vickers scale at a constant load of microlenses of 25 kg s/mm2 on the irradiation time is shown in Fig. 5.

Graph of the dependence of the hardness of optical-resin microdroplets on the polymerization time.
According to this graph, the hardness of the droplets reaches stable values after 60 s of irradiation. Experiments also showed that the polymerization of samples for longer than 2 min led to a change in the droplet color and its further destruction. Thus, it can be concluded that 60–90 s is a necessary and sufficient time for curing the optical resin in the microdroplet volume.
ASSESSMENT OF THE MICROLENS QUALITY
The key optical parameters of fiber lenses are the MFD, the minimum diameter d of the optical beam in the waist region, and the focal length f of the lens. These characteristics were measured using the methods described below.
Measurement of the Diameter of the Optical Radiation Mode Field by the Method of Transverse Shift in the Near Field
The MFD measurement of manufactured lensed fibers was performed by the transverse-shear method [55, 56]. The method is based on measuring the power of radiation coming out of two sequentially joined single-mode fibers under their mutual radial displacement at the location of joining. The MFD was defined as the distance between the points of the Gaussian distribution of the fundamental mode of an optical fiber, in which the signal power decreases by е2 times.
The following conditions were observed to improve the accuracy of measurements: the scanning probe and the studied lensed fiber were located at the same level, the characteristics of the scanning probe were as close as possible to the characteristics of an ideal point source, and the sample under study was located at the focus of the probe. A photo of the setup where the MFD measurements were performed is shown in Fig. 6.

(a) Photo of the installation for measuring the mode field; (b) photo obtained using a vision system (left) and a diagram (right) of the probe-to-sample joining area: (1) radiation source; (2) fiber under study; (3) scanning probe; (4) three-axis micropositioners; and (5) optical-radiation power meter.
The long-wave radiation (λ = 1.55 μm) generated by laser 1 was directed to scanning probe 3. The role of the scanning probe was played by a lensed fiber industrially manufactured via grinding. The investigated lensed fiber 4, which was manufactured according to the method that was proposed in this study, was located opposite probe 3 coaxially to it. Probe 3 and fiber 4 were fixed by magnetic holders on three-axis micropositioners 2. To measure the diameter of the optical-radiation mode field, the scanning probe 3 was shifted in 0.5-µm increments orthogonally to the axis of test sample 4. The optical power of radiation passing through fiber 4 was registered by detector 6. The graph of the normalized power of radiation that passes through the investigated fiber as a function of the position of the scanning probe is shown in Fig. 7. The MFD was determined from the graph as the distance between the points at which the signal power decreased by a factor of е2.

Graph of the dependence of the normalized radiation power on the coordinate of the scanning probe: (1) optical fiber before the formation of a resin microlens at its end and (2) lensed fiber. The dotted line corresponds to a power decrease by e2 times.
The performed measurements showed that the value of the optical-fiber MFD before and after the formation of a resin-based microlens at its end was 9.8 (see Fig. 7, curve 1) and 4.1 μm (curve 2).
Measurement of the Focal Length of the Microlens
The focal length of the lensed fibers was determined using a Fabry–Perot interferometer [53, 56–58]. This method was used for a number of reasons. First, the method avoids the problem of optics adjustment and the need for precise positioning of the main optical planes. Second, a single-mode optical fiber used as the main element in an optical circuit serves simultaneously as a light source, an object, and a detector with micron dimensions, while having a high sensitivity to a spatial displacement of the focused back-reflected emission. In this way, a high accuracy of determining the MFD is achieved (the error of the method is lower than 0.5%). Third, the basic optical scheme is simple, compact, and easy to implement. The scheme of the installation for performing measurements is shown in Fig. 8a.

(a) Block diagram of an experimental fiber-optic autocollimation installation for determining the focal length of microlenses: (1) radiation source, (2) optical circulator, (3) lensed fiber under study, (4) mirror surface, (5) optical-power meter, (6) micropositioner, and (7) machine-vision camera; (b) photograph with machine-vision camera.
Radiation with a wavelength of 1.55 μm generated by laser 1 passes through circulator 2 and enters the fiber with resin-based microlens 3. The beam is then reflected from mirror surface 4, returns to the optical fiber, and is redirected by optical circulator 2 to optical-power meter 5. The distance between the fiber and the mirror is changed using micropositioner 6. Assuming the location of the lens in the position where it touches mirror 4 to be zero (Fig. 8b), the fiber is removed from the mirror surface with a step of 50 nm using positioner 6. Using a power meter, the reflected signal is recorded depending on the position of the lensed fiber relative to the mirror surface. The measurement results are shown in Fig. 9.

Graph of the normalized reflected power as a function of the position of the lensed fiber relative to the mirror surface.
As can be seen from the graph shown in Fig. 9, as a result of the beam rereflection from the mirror and microlens, a characteristic interference pattern of a signal is observed. Approximating the data with a sixth-order polynomial, we determined the focal length of the microlens: f = 36.4 μm. The latter corresponds to the estimate made at the stage of calculating the geometric shape of the lens depending on the vibration parameter Q (see the Section “Changing the Interfacial Surface Profile”).
Effect of the Microlens Positioning Accuracy on the Coupling Coefficient
It was noted earlier that one of the main criteria for assessing the quality of a lensed fiber is the amount of optical radiation loss during joining of a photonic integrated circuit [59].
Table 1 presents the results of a numerical simulation of the optical-radiation profile in the focusing region of the signal that passes through the resin-based microlens. The simulation was conducted in the COMSOL Multiphysics program and used to calculate the loss as a function of the relative shift of the optical axis of the lens relative to the fiber center.
The simulation results have shown that the deviation of the lens axis by 0.5 μm relative to the center of the optical fiber leads to a signal loss by 5%, which is a critical value for the suitability of using this fiber in practice. This effect must be taken into account in the production of lensed fibers according to the method described in this article.
CONCLUSIONS
This paper presents an alternative method for creating microlenses at the end of an optical fiber and an assessment of the quality of the formed lenses. The method consists in applying a droplet of optical resin with a refractive index that corresponds to the refractive index of the fiber to the end of this fiber. The method of dosing the optical resin to form a droplet of a desired size and its positioning on the optical-fiber axis is described in detail. The use of microvibrations allows setting the shape of a droplet, which is held by surface-tension forces. Irradiation of the droplet with UV light leads to curing of resin, while a microlens with a given focal length is formed at the end of the optical fiber. The optimal methods for curing a resin-based microlens have been determined: the necessary dosing of the irradiation power and the time for curing the optical resin. The measurement of optical, physicochemical, physicomechanical, and operational properties of manufactured lenses was performed with an assessment of the efficiency of their further use.
REFERENCES
Piccirillo, F., Giaquinto, M., Ricciardi, A., and Cusano, A., Results Opt., 2021, vol. 6, p. 100203. https://doi.org/10.1016/j.rio.2021.100203
Ghenuche, R., Rigneault, H., and Wenger, J., Opt. Express, 2012, vol. 20, no. 27, p. 28379. https://doi.org/10.1364/OE.20.028379
Allen, K.W., Kosolapov, A.F., Kolyadin, A.N., Pryamikov, A.D., Mojaverian, N., Limberopoulos, N.I., and Astratov, V.N., Proc. 15th Int. Conference on Transparent Optical Networks (ICTON), Cartagena, 2013, p. 1. https://doi.org/10.1109/ICTON.2013.6602908
Zelgowski, J., Abdurrochman, A., Mermet, F., Pfeiffer, P., Fontaine, J., and Lecler, S., Opt. Lett., 2016, vol. 41, no. 9, p. 2073. https://doi.org/10.1364/OL.41.002073
Bouaziz, D., Chabrol, G., Guessoum, A., Demagh, N.E., and Lecler, S., Photonics, 2021, vol. 8, no. 9, p. 373. https://doi.org/10.3390/photonics8090373
Xiong, Y. and Xu, F., Adv. Photonics, 2020, vol. 2, no. 6, p. 064001. https://doi.org/10.1117/1.AP.2.6.064001
Yang, L., Dai, D., Yang, B., Sheng, Z., and He, S., Appl. Opt., 2009, vol. 48, p. 672. https://doi.org/10.1364/AO.48.000672
Ounnas, B., Sauviac, B., Takakura, Y., Lecler, S., Bayard, B., and Robert, S., IEEE Trans. Antennas Propag., 2015, vol. 63, no. 12, p. 5612. https://doi.org/10.1109/TAP.2015.2491328
Song, J.H., Rensing, M., Daunt, C.L., O’Brien, P., and Peters, F.H., Opt. Eng., 2010, vol. 49, p. 014301. https://doi.org/10.1117/1.3286539
Datasheet, Tapered and Lensed Fibers, OZ Optics. https://www.ozoptics.com/ALLNEW_PDF/DTS0080.pdf.
Wu, G., Mirza, A.R., Gamage, S.K., Ukrainczyk, L., Shashidhar, N., Wruc, G., and Ruda, M., J. Micromech. Microeng., 2004, vol. 14, p. 1367. https://doi.org/10.1088/0960-1317/14/10/011
Utzinger, U. and Richards-Kortum, R.R., J. Biomed. Opt., 2003, vol. 8, p. 121. https://doi.org/10.1117/1.1528207
Colchester, R.J., Mosse, C.A., Bhachu, D.S., Bear, J.C., Carmalt, C.J., Parkin, I.P., Treeby, B.E., Papakonstantinou, I., and Desjardins, A.E., Appl. Phys. Lett., 2014, vol. 104, no. 17, p. 173502. https://doi.org/10.1063/1.4873678
Colchester, R.J., Little, C.D., Alles, E.J., and Desjardins, A.E., Appl. Phys. Lett., 2019, vol. 114, p. 113505. https://doi.org/10.1063/1.5089750
Finlay, M.C., Mosse, C.A., Colchester, R.J., Noimark, S., Zhang, E.Z., Ourselin, S., Beard, P.C., Schilling, R.J., Parkin, I.P., Papakonstantinou, I., and Desjardins, A.E., Light: Sci. Appl., 2017, vol. 6, p. el7103. https://doi.org/10.1038/lsa.2017.103
Veiko, V.P., Voznesenskii, H.B., and Voronin, Yu.M., Izv. Ross. Akad. Nauk, Ser. Fiz., 1999, vol. 63, no. 10, p. 1954
Leung, A., Shankar, P.M., and Mutharasan, R., Sens. Actuators, B, 2007, vol. 125, p. 688. https://doi.org/10.1016/j.snb.2007.03.010
Shi, C., Yan, H., Gu, C., Ghosh, D., Seballos, L., Chen, S., Zhang, J.Z., and Chen, B., Appl. Phys. Lett., 2008, vol. 92, p. 103107. https://doi.org/10.1063/1.2883957
Yang, X., Gu, C., Qian, F., Li, Y., and Zhang, J.Z., Anal. Chem., 2011, vol. 83, no. 15, p. 5888. https://doi.org/10.1021/ac200707t
Datasheet, Micro-Lensed Optical Fibers, WTT Technology. https://www.wttechnology.com.
Pawar, D. and Kale, S.N., Microchim. Acta, 2019, vol. 186, no. 4, p. 1. https://doi.org/10.1007/s00604-019-3351-7
Islam, M., Ali, M.M., and Lai, M.H., Sensors, 2014, vol. 14, no. 4, p. 7451. https://doi.org/10.3390/s140407451
Zhang, Y., Peng, H., and Qian, X., Sens. Actuators, B, 2017, vol. 244, p. 393. https://doi.org/10.1016/j.snb.2017.01.004
Shao, J., Xie, W., Song, X., and Zhang, Y., Sensors, 2017, vol. 17, no. 9, p. 2144. https://doi.org/10.3390/s17092144
Yan, H., Zhao, X., Zhang, C., Li, Q.Z., Cao, J., Han, D.F., Hao, H., and Wang, M., Opt. Commun., 2016, vol. 359, p. 157. https://doi.org/10.1016/j.optcom.2015.09.041
Yu, C., Liu, L., Chen, X., Liu, Q., and Gong, Y., Photonic Sens., 2015, vol. 5, no. 2, p. 142. https://doi.org/10.1007/s13320-015-0237-0
Li, Y., Zhao, C., Xu, B., Wang, D., and Yang, M., Opt. Commun., 2018, vol. 414, p. 166. https://doi.org/10.1016/j.optcom.2017.12.012
Kuwahara, H., Sasaki, M., and Tokoyo, N., Appl. Opt., 1980, vol. 19, no. 15, p. 2578. https://doi.org/10.1364/AO.19.002578
Wu, C.C., Tseng, Y.D., Kuo, S.M., and Lin, C.H., Opt. Express, 2011, vol. 19, no. 23, p. 22993. https://doi.org/10.1364/OE.19.022993
Eisenstein, G. and Vitello, D., Appl. Opt., 1982, vol. 21, p. 3470. https://doi.org/10.1364/AO.21.003470
Choi, H.Y., Ryu, S.Y., Na, J., Lee, B.H., Sohn, I.B., Noh, Y.C., and Lee, J., Opt. Lett., 2008, vol. 33, no. 1, p. 34. https://doi.org/10.1364/OL.33.000034
Kawachi, M., Edahiro, T., and Toba, H., Electron. Lett., 1982, vol. 18, no. 2, p. 71. https://doi.org/10.1049/el:19820049
Ghafoori-Shiraz, H. and Asano, T., Opt. Lett.,1986, vol. 11, p. 53. https://doi.org/10.1364/OL.11.000537
Zaboub, M., Guessoum, A., Demagh, N.E., and Guermat, A., Opt. Commun., 2016, vol. 366, p. 122. https://doi.org/10.1016/j.optcom.2015.12.010
Presby, H.M. and Edwards, C.A., Electron. Lett., 1992, vol. 28, no. 6, p. 582. https://doi.org/10.1049/el:19920367
Malki, A., Bachelot, R., and Lauwe, F.V., J. Opt. A: Pure Appl. Opt., 2001, vol. 3, no. 4, p. 291. https://doi.org/10.1088/1464-4258/3/4/310
Edwards, C.A., Presby, H.M., and Corrado, D., J. Lightwave Technol., 1993, vol. 11, p. 252. https://doi.org/10.1109/50.212535
Mandal, H., Maiti, S., and Chiu, T.L., Optik, 2018, vol. 168, p. 533. https://doi.org/10.1109/50.212535
Edwards, C.A., Presby, H.M., and Dragone, C., J. Lightwave Technol., 1993, vol. 11, p. 252. https://doi.org/10.1109/50.212535
Yang, H.M., Chen, C.T., Ro, R., and Liang, T.C., Opt. Laser Technol., 2010, vol. 42, no. 6, p. 918. https://doi.org/10.1016/j.optlastec.2010.01.009
Wen, C., Hu, J., Xu, W., Shi, J., Zhen, S., Cao, Z., Yu, B., and Xu, F., Opt. Laser Technol., 2020, vol. 214, p. 164829. https://doi.org/10.1016/j.ijleo.2020.164829
Thomson, W., London, Edinburgh, Dublin Philos. Mag. J. Sci., 1871, vol. 42, no. 281, p. 362. https://doi.org/10.1080/14786447108640585
Faraday, M., Philos. Trans. R. Soc. London, 1831, vol. 121, p. 299. https://doi.org/10.1098/rstl.1831.0018
Kapitsa, P.L., Usp. Fiz. Nauk, 1951, vol. 44, p. 7.
Landau, L.D. and Lifshits, E.M., Mekhanika (Mechanics), Moscow: Nauka, 1973.
Wolf, G.H., Z. Phys., 1969, vol. 227, p. 291. https://doi.org/10.1007/BF01397662
Lyubimov, D.V., Lyubimova, T.P., and Cherepanov, A.A., Dinamika poverkhnostei razdela v vibratsionnykh polyakh (Dynamics of Interfaces in Vibrational Fields), Moscow: Fizmatlit, 2003.
Ivantsov, A.O., Cand. Sci. (Phys.-Math.) Dissertation, Perm: Perm State Univ., 2009.
Metrotest. Summary of Shore Method for Measuring. https://metrotest.ru/article/sushhnost-metoda-izmereniya-po-shoru.
OPTEKOM Sankt-Peterburg. http://www.optecom.ru.
Addison Clear Wave. https://www.addisoncw.com/wp-content/uploads/R262-MOD-5WD3.pdf.
Lefevre, H.C., The Fiber-Optic Gyroscope, London: Artech House, 1993.
Karnaushkin, P.V. and Ponomarev, P.S., Vestn. Permsk. Univ., Ser.: Fiz., 2017, vol. 1, no. 35, p. 54. https://doi.org/10.17072/1994-3598-2017-1-54-64
GOST (State Standard) no. 2999-75 (ST SEV 470-77): Metals and Alloys. Vickers Hardness Test by Diamond Pyramid, Moscow: Izd. Standartov, 1975.
GOST (State Standard) no. R MEK (60793-1-45-2013): Optical Fibres. Part 1-45. Measurement Methods and Test Procedures. Mode Field Diameter, Moscow: Izd. Standartov, 1994.
Li, E., Opt. Lett., 2006, vol. 31, no. 2, p. 169. https://doi.org/10.1364/OL.31.000169
Ilev, I., Opt. Lett., 1995, vol. 20, no. 6, p. 527. https://doi.org/10.1364/OL.20.000527
GOST (State Standard) no. R MEK (793-1-93): Optical Fibres. Generic Specification, Moscow: Izd. Standartov, 1994.
Blistanov, A.A., Kristally kvantovoi i nelineinoi optiki (Crystals for Quantum and Nonlinear Optics), Moscow: Moscow State Institute of Steel and Alloys (Technological Univ.), 2007.
Funding
This study was performed within the framework of the State Task of the Ministry of Education and Science of the Russian Federation (topic no. 121101300016-2).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflicts of interest.
Additional information
Translated by A. Seferov
Rights and permissions
Open Access. This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kozhevnikov, V.S., Ponomarev, R.S. & Shmyrova, A.I. The Technology for Manufacturing a Lensed Optical Fiber Using Optical Resin. Instrum Exp Tech 65, 924–933 (2022). https://doi.org/10.1134/S0020441222050256
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0020441222050256