
Abstract
Soil stabilization is usually used to enhance the soil properties and characteristics. Cement or supplementary cementitious materials (SAMs) are used for soil stabilization. Stabilized soil can be used in several civil constructions and structures such as roads bed, roadside stability and slop, and subgrade layers for pavement structures. Also, developing countries use stabilized soil for building houses due to low-cost, energy-efficient, and environment benefits. In this study, compressed earth blocks (CEBs) stabilized with Rice Husk Fiber without the use of cement are utilized to evaluate the effects of Rice Husk Fiber on the soil properties and behaviors. Different percentages of rice husk fiber (0.5, 1.0, 1.5, 2.0, 2.5, and 3.0%) are blended into the moist clay and pit sand mixture. The CEBs were extracted from the soil mixture and dried. CEB cube crushing strength and modulus of rupture were determined in laboratory tests. The effect of rice husk fiber on the fundamental structural properties of CEBs was studied and compared to those that did not contain rice husk fiber. The results show that increasing the amount of rice husk fiber reduced shrinkage, drying time, cube crushing strength, and modulus of rupture by half (50%) as well as load-carrying capacity by 25%. According to existing guidelines, the compressive strength and modulus of rupture of the CEBs presented in this study are sufficient for use in earth buildings.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
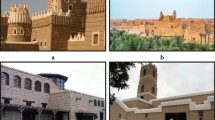
Stabilized soil can be used in several civil constructions such as highway roads, geotechnical structures as well as buildings constructions. Enhancing the soil properties and characteristics is one of the cost effective solutions in constructions. Also, Nemours famous structures were built utilizing stabilized soils such as the Egyptian pyramids [1], the Great Wall of China [2], the Alhambra palace in Granada [3], and the grand mosque in Djenne, Mali [4]. Stabilized soil is considered cost effect compared with other construction materials. Depending on the stabilizer materials, the cost of the stabilized soil would vary and still lower compared with other traditional construction materials such as aggregates, cement, and steel, and reinforced cement concrete.
Various earth-building techniques are utilized for soil stabilization, including cob, adobe, wattle and daub [5]. Compressed Earth Blocks (CEBs) are currently being used to construct earthen buildings [6]. CEBs are traditionally stabilized with 5–10% cement [7, 8]. Furthermore, the production of cement necessitates high-temperature heating, which produces greenhouse gas emissions that contribute to global warming [9]. As a result, it is critical to investigate potential options for manufacturing CEBs without cement in order to reduce greenhouse gas emissions, protect the environment, and gain economic benefits without sacrificing compressive strength.
Lakho et al. [10] studied the linear shrinkage behaviour of compacted loam masonry blocks. The results showed that the average drying time of CEBs was 150 days, with linear shrinkage of up to 2.3%. This period is relatively long and inefficient. Adding fibers to CEBs helps to reduce shrinkage and drying time [11,12,13,14,15,16]. The addition of various dosages of RHA and nylon fiber to organic soil increases the optimum moisture content while decreasing the maximum dry density [17]. According to the moisture and density curves, the addition of RHA and pond ash increases the optimum moisture content (OMC) and decreases the maximum dry density (MDD) [18]. When rice husk fiber is added to soil, it increases the angle of internal friction while decreasing cohesion, density, and compressive strength [19].
Rice husk is produced as a byproduct of rice mills that separate the grain from the husk. Rice husk production is typically 20% by weight of rice [20]. This material, Rice husk, is a waste product that is typically discarded or incinerated. As a result, using this waste material as a fiber in CEBs to build low-cost houses would be advantageous and help the sustainability of materials and environment. Thus, investigating the utilization of fibers to shorten drying time and reduce shrinkage of CEBs as well as other properties of enhanced soil (compressive and tensile strength) would be beneficial.
2 Materials and methods
2.1 Casting of compressed earth blocks
Table 1 provides the properties of clay and pit sand utilized in this study. Clay was pulverized to a fine powder and mixed with pit sand in a 70:30 weight ratio. Clay has a natural moisture content of 12% and a plasticity index of 22%. The pit sand is non-plastic, with a natural moisture content of 8% and a bulk unit weight of 20 kN/m3. Pit sand is classified as fine sand. Previously, it was discovered that earth cubes cast with the proportion mentioned above of soil showed reduced shrinkage and optimal compressive strength [21, 22].
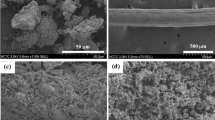
Different percentages of rice husk fiber (Fig. 1a) were mixed with the clay (Fig. 1b) as 0.5, 1.0, 1.5, 2.0, 2.5, and 3.0%. The clay and pit sand mixture were diluted with 20% water. A pan mixer was used to mix the ingredients for 15 min. The resulting mixture was placed in plastic bags for 1 day to ensure proper saturation and workability. The mixed soil’s Optimum Moisture Content (OMC) was 13%. It should be noted that approximately 7% more water was mixed into the soil to facilitate the casting of earth blocks.

Mixing of clay, pit sand, and rice husk
The earth blocks with dimensions of 1980 × 300 × 150 mm were made from a combination of clay, pit sand, and rice husk fiber (Fig. 2). Six equal layers of moist soil mixture were placed in the mold. After tamping with a wooden pad, each layer was sprayed with water. After casting, the earth blocks were wrapped in a porous polypropylene fabric sheet. The moist clay blocks were then compacted in the Mechanized System’s compacting chamber (Fig. 3). The earth blocks were compressed for 24 h with a wooden plunger attached to the Mechanized System at a compactify pressure of 6 MPa.

Mould to produce compressed earth blocks

Compaction chamber
2.2 Drained state compaction of earth blocks
A porous sheet of propylene fiber was used to cover the moist earth blocks. The mixed water was squeezed out when the load was applied to moist clay blocks. At a compactify pressure of 2 MPa, the mixed water began to squeeze out of the earth blocks. When a compaction pressure of 6 MPa was applied continuously for 24 h, almost all of the extra water in earth blocks above OMC was driven off. To achieve the highest possible dry density and compressive strength, compressed earth blocks in drained conditions were required to reduce the water content to OMC. The compaction process was completed after the draining state; the CEBs were de-molded and dried in a ventilated hall (Fig. 4).

Drying of compressed earth block in a ventilated hall
2.3 Testing of compressed earth blocks
The drying time and shrinkage rate of the CEBs were recorded. After drying, each CEB was cut in half longitudinally. One-half of each CEB was sawed into five cubes. A sawed cube was 150 mm in size. The compressive strength of the cubes was determined using a universal testing machine (Fig. 5). The cube-crushing strength test was carried out in accordance with ASTM C109 [23]. Using the universal beam testing machine, the remaining one-half of each CEB was tested for modulus of rupture (Fig. 6). The earth beams' total and effective lengths were 900 and 850 mm, respectively. ASTM C293 [24] was used to calculate the rupture modulus (R):
where P, L, b, and d, respectively, stand for the earth beams' failure load, length, breadth, and thickness.

Universal testing machine

Universal beam testing
3 Results and discussion
Five replicants were used for all tests, and the average results are demonstrated in the flowing sections. The standard deviation for modulus of rupture and cube crushing strength was 0.19 and 0.58, respectively. The coefficient of variance for modulus of rupture and cube crushing tests were 0.038 and 0.008, respectively.
3.1 Shrinkage behavior of compressed earth blocks
Figures 7 and 8 show the linear and volumetric shrinkage of CEBs, respectively. The linear and volumetric shrinkage of the CEBs decreased as the amount of rice husk used increased. The linear shrinkage was reduced from 2.0 to 1.0%, with an increase in rice husk from 0.5 to 3.0%. Volumetric shrinkage decreased from 6.5 to 2.0%, while rice husk content increased from 0.5 to 3.0%. The reason for this is that fibers within soils prevent shrinkage-related volume changes.

Linear shrinkage response of compressed earth blocks reinforced with 0.5 to 3.0% rice husk fiber

Volumetric shrinkage behavior of compressed earth blocks reinforced with 0.5 to 3.0% rice husk fiber
3.2 Weight reduction in compressed earth blocks
Figure 9 shows that increasing the amount of rice husk reduced the weight of the CEBs. When rice husk fiber was increased from 0.5 to 3.0%, the weight of CEBs was reduced from 9.5 to 4.0%. This is due to the randomly distributed fibers being lighter in weight than the soil particles.

Reduction in weight of compressed earth blocks reinforced with 0.5 to 3.0% rice husk fiber
3.3 Compressive strength and modulus of rupture of compressed earth blocks
Table 2 shows the average compressive strength of cubes cut from CEBs reinforced with 0.5 to 3.0% rice husk fiber. Each 0.5% increase in rice husk fiber was tested on five cubes. The results show that as the amount of rice husk fiber increased, the compressive strength of the cubes decreased. The compressive strength of cubes with 0.5% rice husk was 2.5 MPa, which decreased to 2 MPa when rice husk was added and remained unchanged up to 3.0%. The compressive strength of building materials such as concrete, stone, and baked and unbaked clay blocks is generally determined by their density. CEBs with less fiber added had higher density, resulting in higher compressive strength of the cubes, and vice versa.
The modulus of rupture increased as the amount of rice husk fiber increased (Table 2). This is due to the presence of fiber in CEBs, which increases tensile strength and stops crack development by interlocking the path of cracks produced.
The cube crushing strength and modulus of rupture of CEBs should be at least 2 MPa and 0.34 MPa, respectively, according to the New Mexico Earthen Building Materials Code [25]. The cube crushing strength and modulus of rupture values of the CEBs reinforced with rice husk fiber meet the abovementioned criteria. This means that CEBs reinforced with rice husk fiber in concentrations ranging from 0.5 to 3.0% could be used to build earthen houses.
3.4 Load deflection response of compressed earth blocks
Figure 10 depicts the load–deflection response of CEBs containing 0.5–3.0% rice husk fiber. CEBs reinforced with 3.0% rice husk fiber carried approximately 25% more load than those reinforced with 1.0% fiber, as expected. However, an increase in rice husk content resulted in an increase in CEB deflection under the same load. This is due to the fact that the CEBs contained rice husk particles that were randomly distributed in both compression and tension zones. As a result, the rice husk fibers in the CEBs reduced crack formation while increasing flexural strength and deflection.

Load versus deflection response of Earth Blocks reinforced with 0.5 to 3.0% rice husk fiber
High deflection values of CEBs caused by the addition of more fiber indicate the material's ductility [26]. Failure at higher strain implies that tension caused by fiber reinforcement is mobilized at higher shear strain [27].
When the load was applied at the mid-span of the CEBs, both compression and tension zones developed. The greater the area of the tension zone, the greater the load that the CEBs can support. The area of the clay content decreased as the fiber content increased. Rice husk fiber was added to reduce the area of clay and sand particles in the tension zone. This implies that the soil’s load-carrying capacity (i.e., clay and sand) decreased, which could have resulted in cracks at a lower load than CEBs without fiber. The complex behavior of the fibers randomly distributed in the tensile zone resisted further increases in the applied load on the CEBs after the development of cracks.
3.5 Drying time and cracks in compressed earth blocks
The drying time for CEBs containing 0.5–3.0% rice husk fiber was approximately 74 days (Table 2). Whereas CEBs dried in about 150 days without the addition of any fiber. This means that by including rice husk fiber in CEBs, the drying time was cut in half compared to those without fiber. The presence of randomly distributed fibers in CEBs created channels that allowed moisture to move from the inside to the outside. The interior moisture in CEBs evaporated through the surface, resulting in a shorter drying time when compared to those without fibers. Furthermore, no cracks were found in CEBs containing 0.5–3.0% rice husk fiber. Cracks in the CEBs were reduced due to the randomly distributed fiber particles.
4 Conclusions
The article’s objective was to laboratory evaluate the effect of rice husk fiber on soil structural properties and behaviors. The study showed that rice husk fiber has enhanced the soil properties and behaviors. The increase of rice husk fiber percentages into CEBs reduces the shrinkage, decrease in cube crushing strength, increases the modulus of rupture, and reduce drying time. Also, the addition of fibers results in no drying cracks in CEBs as well as increasing the soil strength. More investigation of the effect of other natural organic fibers on the fundamental structural properties of CEBs is recommended.
Availability of data and materials
Data beyond what was provided in the article can, on a case by case basis, be made available to others on request to the corresponding author.
References
Giulieri A (2017) Ancient Egyptian Pyramids. Capstone Global Library Ltd
Staubach S (2005) Clay: the history and evolution of humankind’s relationship with earth’s most primal element. Berkley Books
Enrique ÁL (2015) Modern Spain. ABC-CLIO
Millar A (2017) The 50 greatest wonders of the world. Icon Books
Racusin JD, McArleton A (2012) The natural building companion: a comprehensive guide to integrative design and construction. Chelsea Green Publishing
Heathcote K (2002) An investigation into the erosion of earth walls, Ph.D. Thesis, University of Technology, Sydney, Australia
Jayasinghe C, Kamaladasa N (2007) Compressive strength characteristics of cement stabilized rammed earth walls. Constr Build Mater 21(11):1971–1976
Morel JC, Pkla A, Walker P (2007) Compressive strength testing of compressed earth blocks. Constr Build Mater 21(2):303–309
Damtoft JS, Lukasik J, Herfort D, Sorrentino D, Gartner EM (2008) Sustainable development and climate change initiatives. Cement Concrete Res 38(2):115–127
Lakho NA, Zardari MA, Pathan AA (2017) Linear shrinkage behaviour of compacted loam masonry blocks. Mehran Uni Res J Eng Tech 36(2):367–372
Salehan I, Yaacob Z (2011) Properties of laterite brick reinforced with oil palm empty fruit bunch fibers. Pertanika J Sci Tech 19:33–43
Islam M, Iwashita K (2010) Earthquake resistance of adobe reinforced by low-cost traditional materials. J Nat Disas Sci 32:1–21
Li C (2009) Large volume, high-performance applications of fibers in civil engineering. J Appl Polym Sci 83:660–686
Mansour A, Srebric J, Burley J (2007) Development of straw-cement composite sustainable building material for low-cost housing in Egypt. J Appl Sci Res 3:1571–1580
Bouhicha M, Aouissi F, Kenai S (2005) Performance of composite soil reinforced with barley straw. Cement Concrete Compos 27:617–621
Kazragis A (2005) Minimizing atmosphere pollution by utilizing cellulose waste. J Environ Eng Landscape Manage 13:81–90
Brahmachary TK, Ahsan MK, Rokonuzzaman M (2019) Impact of rice husk ash (RHA) and nylon fiber on the bearing capacity of organic soil. SN Appl Sci 1:1–13
Gupta D, Kumar A (2017) Stabilized soil incorporating combinations of rice husk ash, pond ash and cement. Geomech Eng 12(1):85–109
Chacko A, Roy N, Poweth MR (2014) Effect of rice husk on soil properties. Int J Eng Res Dev 9(11):44–49
Siddique R (2010) Waste materials and byproducts in concrete. Springer, Berlin
Memon M, Ansari AA (2006) Fundamental structural properties of compacted baked clay specimens. Quaid-e-Awam Uni Res J Eng Sci Tech 7(2):39–44
Ansari AA (2008) Experimental study of the behavior of pre-perforated post-reinforced baked clay panels of beams. Ph.D. Thesis, Quaid-e-Awam University of Engineering Science and Technology, Nawabshah
ASTM C109/C109M-20. Standard test method for compressive strength of hydraulic cement mortars (using 2-in. or [50-mm] Cube Specimens)
ASTM C293/C293M-10 (2010) Standard test method for flexural strength of concrete (using simple beam with center-point loading). ASTM International, West Conshohocken, PA
NMAC (2016) New Mexico Earthen Building Materials Code. New Mexico Register
Soltani A et al (2022) Tyre rubber and expansive soils: two hazards, one solution. Proc Inst Civil Eng-Construct Mater 175(1):14–30
Sujatha ER et al (2021) Mechanical properties of glass fiber reinforced soil and its application as subgrade reinforcement. Road Mater Pavement Design 22(10):2384–2395
Funding
This research received no external funding.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bazuhair, R.W. Laboratory evaluation of the effect of rice husk fiber on soil properties and behaviors. J. Umm Al-Qura Univ. Eng.Archit. 14, 166–171 (2023). https://doi.org/10.1007/s43995-023-00027-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s43995-023-00027-z