
Abstract
This study involves the preparation of polymer composites using untreated and treated chicken feather, leather, and cow hair fiber in combination with unsaturated polyester resin (UPR) and analyzing the effect of gamma radiation on tensile properties. These fibers were incorporated into the resin matrix at various weight percentages (2%, 5%, 7%, 10%, 12%, and 15%). Additionally, the nanoparticle ZnO was added in the composites as filler to improve the mechanical properties. The composites that utilized treated chicken feather fibers yielded superior results in comparison to those that relied on untreated fibers. Prepared composites outperformed neat composites when inorganic components were added as filler to UPR. Composite materials’ mechanical properties, particularly their tensile strength and modulus, can be improved by combining cow hair feather and chicken feather mixed fibers with ZnO filler and gamma radiation modification, according to this study. The morphological and spectroscopic analysis provides supporting evidence for the mechanical strength between the fibers and the resin. Ionizing gamma radiation modification of the fiber resulted in superior tensile characteristics. The optimized composites of animal fibers were then subjected to gamma radiation of variable dose of 0, 2.5, 5 and 7.5 kGy. The tensile properties were found to be the maximum at 5 kGy. Scanning electron microscopy was used to investigate the structural changes caused by the incorporation of animal fibers (chicken feather and cow hair) and ZnO. Composite material and UPR functional group identification were achieved by means of Fourier Transform Infrared Spectroscopy (FTIR).
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The origin of natural fibers can be traced back to certain plants, animals, or minerals. It differs from synthetic fibers in that it is inexpensive, lightweight, and biodegradable [1]. According to several writers and experts, feathers are able to withstand high levels of mechanical stress as well as various chemical and thermal treatments because of their excellent physical and mechanical qualities. Feather structural proteins, mostly composed of keratin, are believed to be responsible for this peculiar activity. The chicken industry produces feathers as a byproduct. The “raw” chicken feathers were picked up from the manufacturing factory, cleaned with detergent, and then dried. Machines that pluck feathers from quills were used after the feathers were cleaned. After that, the feathers were separated into two piles: one with the potential textile fiber and the other with the enormous quill and feather fragments [2]. Nonwoven batting was made by combining binder fibers with chicken feather fibers (sheath/core construction). The battings do an adequate job of retaining heat when compared to battings made of similar materials, such as polyester fiber and goose down. The enormous amount of solid waste produced annually by poultry processing factories amounts to billions of kilograms of feathers. An excessive amount of feathers end up in the trash can from the poultry industry. Worldwide, around 3000 tons of feather waste is generated every week due to the fact that a bird’s feather can only weigh 125 g at most [3].
Components for the composites came from Nigerian Zebu breed cows and polyester resin. The about 10-cm-long hairs came from the cattle’s tails. A solution of sodium hydroxide was used to treat the fibers. The hand lay-up approach was used to make the composites at room temperature. There were fiber loadings of 2%, 5%, 7%, 10%, 12%, and 15% by weight, respectively. The abrasion Resistance, Hydrophobicity and ultimate tensile strength (UTS) were at their peak at 4% weight. The UTS was 10 MPa, whereas the Young’s and flexural moduli were 756 MPa and 5179 MPa, respectively. 35 MPa at 20%wt was the greatest figure for flexural strength [4]. Using cow hair, an organic solid waste, they also created animal fiber-based polyester resin composites that are environmentally beneficial in order to achieve the random dispersion of the matrix, short fibers were necessary. After being treated with NaOH, some cow hair fibers were sliced to a length of 10 mm. An open-mould manufacturing technique was employed to fabricate the composites. A first curing procedure was performed on the samples immediately following production, and a second was performed 27 days prior to testing. Compared to the treated and control samples, the untreated cow hair reinforced composites had better mechanical characteristics [5].
Because of their improved mechanical, thermal, and environmental qualities, hybrid polymer composites—which blend several fiber types into a single matrix—are drawing more attention. Studies have indicated that when compared to single-fiber composites, hybrid composites—that is, composites made of glass and bamboo fibers combined in an epoxy matrix—significantly increase tensile and flexural strength [6]. Furthermore, hybrid composites such as glass, sisal, and coir that combine natural and synthetic fibers provide a harmonious blend of sustainability, flexibility, and strength [7]. Additionally, there is an improvement in thermal stability, as demonstrated by hybrids of glass and jute fibers in a polypropylene matrix that show less thermal degradation. These materials are used in the aerospace and automotive industries, where the required impact resistance and strength-to-weight ratios are provided by carbon and glass fiber hybrids. Notwithstanding their benefits, issues including processing methods and fiber-matrix adhesion still exist [8]. In order to further improve performance and sustainability, future research will concentrate on refining hybridization procedures, enhancing interfacial bonding, and utilizing developments in nanotechnology and bio-based resins [9].
The fibers utilized to make the UPR composites studded with cow hair were from the tanneries and leather industries. To make the composites, hand lay-up was employed. We examined mechanical parameters such as tensile strength, bending modulus, and tensile modulus. We also analyzed them using SEM, FTIR, and water uptake. Results were greatest for composites loaded with 5% fiber [6]. India is a country where animal fiber waste, namely human hair, is used for commercial purposes. The composites were created by combining polypropylene (PP) with human hair. Human hair and polypropylene were mixed at 5%, 10%, and 15% by weight using two roll mills. Criteria have to be satisfied in order for compression molding to take place. Impact and flexural strengths were higher in the hair-reinforced PP composites compared to the polypropylene in the control sample [7]. Low-Density Polyethylene (LDPE) and cow hair fibers which gathered from the leather industries were utilized to make the polymer composites. The LDPE came from recycled water sachets and other LDPE-based plastic packaging. The composites were made by melting together the leftovers and then compressing them using heat. In order to enhance the adhesive properties of cow hair fibers, 0.2 M H2O2, 0.2 M KOH, and 0.2 M NaOH were used. The loading of fibers was changed from 0 to 50% of the weight, at 10% intervals, in order to observe the physical and mechanical characteristics. Composites that included fibers that had been chemically treated performed better [8].
New approaches have been developed to help developing nations make high-quality items at affordable rates using animal fibers. While gelatin and glue are made from waste leather fibers, which has an effect on the environment, our nation does not utilize chicken feathers or cattle hair. Animal fiber reinforced composites are versatile and could see growing use in many different contexts. Animal fiber composites have the potential to supplant several non-biodegradable plastic products. Composites manufactured from animal fibers can considerably contribute to the growth and security of our economy. It may be used for a variety of purposes, including moulding, furniture, windows, doors, baths, dividing boards, storage tanks, toys, and more.
2 Materials
The following items served as the raw materials for this investigation:
The selection of chicken feather fibers (CFF), leather fibers (LF) and cow hair fibers (CHF) for composites as shown in Fig. 1, is based on their similarity in protein structure, mechanical strength, biodegradability, and economical use of leftover materials. The average tensile strength of CFFs was 203 ± 74 MPa, and their tensile modulus was 3.59 ± 1.09 GPa. The leather has a tensile strength of 8 to 25 MPa [9]. These characteristics make it possible to produce high-performing, environmentally friendly composites for a range of uses. A local poultry farm provided the chicken feathers for the project (Hazaribagh Chickens Limited, Dhaka, Bangladesh) where chickens are processed for selling purpose. So, the chicken feather was provided to authors as waste materials upon request for this research purpose. Black cow hair fiber and shaving dust were provided by the local leather industry (Apex Tannery Limited, Hemayetpur, Savar, Dhaka, Bangladesh) where the crust and finished leather are processed from raw hides. So, authors didn’t harm or injure any animal for this research.

a Cow hair. b Chicken feather. c Waste leather. d Polymer composite
2.1 Chemicals
ZnO (Merk, Germany): It was Procured for use as a filler in the composite materials and its particle size was 172 nm after processed. ZnO is used as a filler in composites to enhance mechanical strength, thermal stability, electrical properties, UV protection, antibacterial properties, and chemical stability cost-effectively.
KOH (Merck, Germany): Potassium hydroxide is a strong base and could potentially be used for specific treatments or modifications of animal fibers.
UPR (Pidilite Industries Ltd. in India): It was commercial grade and Used as a matrix material in the composite.
Methyl Ethyl Ketone Peroxide, MEKP (Pidilite Industries Ltd. in India): Methyl Ethyl Ketone Peroxide is a common hardener and used in the curing of unsaturated polyester resins.
3 Methods
3.1 Composite fabrication
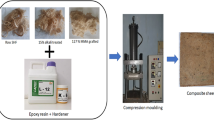
Detergent and distilled water were used to clean the abandoned leather, poultry feathers, and cow hairs. The goal of this stage was probably to clean the surface of any debris, such as dust, oils, and grime. After the first wash, the items were exposed to sunshine for twelve hours. Sun drying is an all-natural technique that uses the sun’s rays to speed up the drying time. This procedure might aid in drying up the area and making it more sanitary. The materials were washed in the sun and then baked at 30 °C for a while. The five-day procedure of drying in the oven at a low temperature was completed. The goal of this stage is probably to get everything as dry as possible and get rid of any lingering pollutants and moisture. The purpose of this painstaking process was to clean the surfaces of these materials so that they would be ready for further investigation or usage. The length of used cow hair, Chicken feather barb and waste leather fiber was 21.04 ± 02 mm, 16.04 ± 1.02 mm and 18.61 ± 1.07 mm and the radius was 41.66 ± 10.75 μm, 28.50 ± 0.96 µm and 2.32 ± 0.06 mm respectively. We used cutting equipment from FRITSCH, Industries tr. 8, 55743 Idar-Oberstein, Germany, to cut the rods into segments with an average length of 5 mm in order to divide them into two equal pieces. After washing, some samples were soaked in 0.20 M KOH at 50 °C for two hours, and then they were dried at 60 °C for five hours to obtain the highest tensile and stiffness qualities. Not even half of it was touched. A piece of clear, immaculate plastic paper (Mica) was laid on top of a slab of glass that had been set on a table. Next, we used a sterile plastic beaker to blend untreated and treated chicken feather fibers, UPR, MEKP hardener (which was added to 15% of UPR), and a chemical component that contained 0.5% zinc oxide. The use of a glass rod allowed for complete mixing and constant stirring. Careful pouring onto plastic paper followed to avoid matrix leaking. Ensuring that no air bubbles remained in the mixture was a top priority. The sample combination was covered with mica, a transparent, sterile plastic paper. After that, a glass rod was used to roll the mixture across its whole surface in order to distribute the material evenly. Transferring the mixture to polythene bags for storage was done after it had crosslinked and solidified for 24 h in the fume hood. Figure 2 shows the results of a series of hand lay-up composite materials that were made by adding various weight proportions of fiber components to a matrix of unsaturated polyester resin (UPR). The proportions of fiber components used were 2%, 5%, 7%, 10%, 12%, and 15%. Depending on whether they were made of CFF, LF and CHF, or these composites were referred to as CHF-UPR, LF-UPR, CFF-UPR, or, respectively. Additionally, the composites were made by combining CHF and CFF in a 1:1 ratio. Forming reinforced composites required meticulous stacking and integration of the selected fiber percentages with the UPR matrix. Some of the manufactured composites had their physio-mechanical properties improved by subjecting them to ionizing gamma radiation [10].

Flow sheet of preparation of polymer composites
4 Results and discussion
4.1 Tensile strength
In accordance with the ASTM D638 standard, the tensile testing process was carried out on the samples by utilizing a testing apparatus that was designed for all purposes. The universal testing machine (UTM) is used to mechanically test composite materials to determine the tensile test. The crosshead speed for tensile testing of composites was 4 mm/min. Approximately 600 samples were prepared as flat forms with specific dimensions (145 mm length, 11 mm breadth, and 4.25–4.5 mm thickness).
Figures 3, 4, 5, and 6 show that the tensile strength value of the unsaturated polyester resin control sample was 18 N/mm2, which is lower than the other samples of the polymer composites based on animal fibers. All of the data show that there is a range in tensile strength, and the findings indicate that the best results were obtained with 5% fiber reinforcement. This is because all of the data reveal the variation.

The peaks in tensile strength for control sample, UTCFF + UPR, TCFF + UPR, TCFF + UPR + ZnO, UTCFF + UPR + ZnO composites

The peaks in tensile strength for UTCHF + UPR, TCHF + UPR, TCHF + UPR + ZnO, UTCHF + UPR + ZnO composites

The peaks in tensile strength for UT(CHF + CFF) + UPR, T(CHF + CFF) + UPR, T(CHF + CFF) + UPR + ZnO, UT(CHF + CFF) + UPR + ZnO composites

The peaks in tensile strength for UTLF + UPR, TLF + UPR, TLF + UPR + ZnO, UTLF + UPR + ZnO composites
The treated fiber-based composites showed greater improvement in TS values compared to the 5% untreated fiber-based composites. TS values for the treated composites were as follows: 23.2 N/mm2 for TLF + UPR, 32.3 N/mm2 for TCFF + UPR, 33 N/mm2 for T(CFF + CHF), 30.5 N/mm2 for TCHF + UPR. On the other hand, the untreated composites showed TS values of 22.32 N/mm2 for UTLF + UPR and 30.99 N/mm2 for UT(CFF + CHF). The tensile strength of composites manufactured from treated chicken feather, cow hair, mixed (cow hair and chicken feather) and leather fiber increased by 6.65%, 2.91%, 6.39%, and 3.53%, respectively. Leather fiber was also among the composites that showed the greatest increase, over the untreated samples. The preservation of the structural protein, which provides the composites with additional strength, is responsible for the significant increase in strength that has been seen. This protein remains intact even after the removal of impurities and other binding agents during the chemical treatment of the fibers. It is demonstrated that tensile strength improves up to 5% fiber loading, and subsequently decreases with increasing fiber content. But polymer composites reinforced with chicken feathers were much stronger than those reinforced with cow hair or leather fibers. Using ZnO as a filler raised the TS value of composites. The composite sample that was formed of treated cow hair fibers and chicken feather (CHF + CFF) with UPR and ZnO filler was the most robust of all the tests. It showed 34.95 N/mm2 tensile strength, making it the most robust of all the samples. When contrasted with the control sample’s 18 N/mm2 tensile strength, this was a substantial improvement. A 94.2% improvement in tensile strength was achieved. The tensile strength of the CFF + UPR + ZnO composite increased by 3.1% when compared to the control, whereas the tensile strength of the CHF + UPR + ZnO composite climbed by 7.1%, and the tensile strength of the LF + UPR + ZnO composite increased by 39.8% overall.
Composites containing inorganic particles, such as zinc oxide, are attractive due to their efficacy and wide range of high antibacterial characteristics [11]. Composites containing ZnO in a polymer matrix have gained considerable attention in recent years. Zinc oxide nanoparticles significantly reduce the absorption of ultraviolet light. The mechanical, water vapour barrier, and antibacterial properties of polymer matrix composites loaded with ZnO NPs have been found to be substantially enhanced [12]. The composites’ tensile strength is greatly impacted by a ZnO concentration of 1%, which is a significant quantity. The tensile strength of the bio-composites was boosted in comparison to that of neat composites as a result of these inorganic components. There is a possibility that the incorporation of the inorganic elements listed above into the biopolymer matrix resulted in an increase in the tensile strength [13]. As a consequence of this, the creation of robust films and biopolymer helices that were more wide and extensive was encouraged.
4.2 Tensile modulus
The tensile modulus variation of the composites is seen in Figs. 7, 8, 9, and 10. These findings indicate that the control sample has a tensile modulus of 650.02 N/mm2, which is a significant magnitude. 1122.1 N/mm2 and 1093.2 N/mm2 are the respective values for these two values, the 5% TCFF and 5% UTCFF reinforcement (Fig. 7) outperformed the control sample, an increase of 72.62% and 68.18%, respectively. Figure 8 shows that compared to the untreated samples, the composites made from chicken feather, leather fiber and cow hair exhibited tensile moduli that were 2.64% higher, 10.0% higher, and 4.16% higher, respectively. Upon completion of the chemical treatment of the fibers, which eliminated impurities and other binding chemicals, the only component that remained was the structural protein, which was responsible for increasing the tensile modulus of the composites. When compared to the other animal fiber-UPR reinforced composites, the TCFF reinforcement, which had a fiber loading of 2–15%, performed significantly better. Chemical treatment and the addition of filler materials, ZnO, cause TM to fluctuate, as seen in Figs. 7, 8, 9, and 10. The tensile modulus goes up until the fiber loading reaches 5%, and then it goes downhill from there. Due to an increase in stress concentration and a decrease in effective matrix cross-section, the tensile modulus decreased as fiber loading increased.

The peaks in tensile modulus for control sample, UTCFF + UPR, TCFF + UPR, TCFF + UPR + ZnO

The peaks in tensile modulus for control sample, UTLF + UPR, TLF + UPR, TLF + UPR + ZnO, UTLF + UPR + ZnO composites

The peaks in tensile modulus for control sample, UT(CHF + CFF) + UPR, T(CHF + CFF) + UPR, T(CHF + CFF) + UPR + ZnO, UT(CHF + CFF) + UPR + ZnO, composites

The peaks in tensile modulus for control sample, UTCHF + UPR, TCHF + UPR, TCHF + UPR + ZnO, UTCHF + UPR + ZnO composites
Figure 7 displays the highest TM value in the dataset, which is 1777.4 N/mm2. This value is 1400.01 N/mm2 for treated 5% CHF + UPR (Fig. 8), 1512.5 N/mm2 for treated 5% LF + UPR, 1788.8 N/mm2 for treated 5% (CFF + CHF) + UPR (Fig. 9), and (Fig. 10). Compared to the value in the control sample, they were 173.5%, 115.4%, 175.2%, and 132.7% higher, respectively. In comparison to TCFF, TCHF, and TLF based composites that included ZnO, the treated 5% (CFF + CHF) + UPR composite achieved the best value of 1788.741 N/mm2, an improvement of 0.64%, 20%, and 11.65%, respectively. When added to composites at a concentration of 1%, ZnO significantly changes their tensile modulus. Stress transfer between the matrix and the fibers was reduced as a result of the presence of fibers in the composite.
4.3 Elongation at break (%)
Figures 11, 12, 13, and 14 show the results for the elongation at break (Eb) for five different composites. According to the results, the control sample had the best elongation at break value at 5%. The UTLF + UPR + ZnO composite outperformed all other composite reinforcements with a value of 2.89% when reinforced with a 2% fiber loading. This was a considerable increase above the control sample’s performance, which was 42.20% higher. When compared to the UPR control sample, the elongation at break was found to be lower in the composites that were based on animal fibers. It is common for the elongation at break value to rise after chemical processing. The results demonstrated that chemical treatment had a lesser effect on chicken feather, cow hair, and leather fibers in most instances of elongation at break. Ductile polymer composites are composed of tiny, uniformly dispersed filler particles and possess a high elongation to break. Increases in tensile strength (TS) and tensile modulus (TM) and decreases in elongation at break (Eb) were seen after treatment and filler agent (ZnO) introduction. In particular, for (CHF + CFF) fiber-reinforced UPR-based composites, increasing the TS and TM values required a sacrifice of Eb, meaning that Eb had to be given up in order to achieve the TS and TM increases that were wanted. Elongation at break was found to be 2.89 percent when the loading of leather fibers was 2%. So, tensile strength went down and elongation at break went up. Composites loaded with 15% CHF, CFF, and (CHF + CFF) had the greatest elongation at break values of 2.49%, 1.93%, and 1.19%, respectively. Results showed that the UPR matrix’s deformation behavior and the fillers’ capacity to absorb energy during deformation led to an improved average value of elongation at break (Fig. 12). Figures 11, 13, and 14 show the average elongation values for CFF and (CHF + CFF) loaded composites, whereas Fig. 14 shows the best mean result for composites based on leather fibers. Specifically, this is due to the fact that elongation at break decreases as strength increases, and vice versa. Within the context of this experiment, animal fibers were utilized as a filler in order to strengthen the construction. Thus, it was expected that the elongation at break values would decrease with increasing tensile strength and tensile modulus. These results are consistent with those of other records [14]. Based on the results of this experiment, it is clear that jute composites had much better fiber matrix adhesion than the matrix material (UPR). The durability, elastic modulus, and ductility of the composite material are all enhanced when the elongation at break is increased.

The peaks in Eb for control sample, UTCFF + UPR, TCFF + UPR, TCFF + UPR + ZnO, UTCFF + UPR + ZnO, composites

The peaks in Eb for control sample, UTCHF + UPR, TCHF + UPR, TCHF + UPR + ZnO, UTCHF + UPR + ZnO, composites

The peaks in Eb for control sample, UT(CHF + CFF) + UPR, T(CHF + CFF) + UPR, T(CHF + CFF) + UPR + ZnO, UT(CHF + CFF) + UPR + ZnO composites

The peaks in Eb for control sample, UTLF + UPR, TLF + UPR, TLF + UPR + ZnO, UTLF + UPR + ZnO composites
4.4 The impact of gamma radiation on the tensile characteristics of the composite material
When composite materials are exposed to high-energy gamma rays, usually from a Cobalt-60 source, under regulated circumstances, the composite is said to be subjected to gamma radiation. By causing scission or cross-linking in the polymer matrix, this procedure improves the mechanical and thermal stability of the material. To obtain the intended material alterations without undue degradation, the exposure duration and radiation dose are meticulously regulated. Improved interfacial adhesion between fibers and the matrix can also result from this process. On the other hand, excessive radiation can degrade fibers, which would lower the performance of the composite as a whole [15]. There was an increase in tensile strength (TS) following gamma radiation treatment of animal fiber and unsaturated polyester resin (UPR) composites. Conversely, at a particular radiation exposure threshold, the TS values of sucrose-free composites began to decline after initially climbing. The maximum tensile strength value of each 5% fiber-based composite was determined by exposing both of the treated and untreated fiber loaded composites to gamma radiation doses. A gamma radiation of 5.0 kGy dosage produced the best results, with UTLF + UPR + ZnO composites seeing an improvement of 9.57%, UTCHF + UPR + ZnO composites of 4%, UTCFF + UPR + ZnO composites of 5.11%, and UT(CFF + CHF) + UPR + ZnO composites of 3.16%. Although there was a little decrease in the TS for the alkaline-treated animal fiber/UPR-based composite after a dosage of 7.50 kGy, there were no evident repercussions of gamma radiation exposure seen in the composite. It is possible that the chain scission of UPR and animal fiber composites that have been treated with alkaline is to fault. Chicken feather fiber, leather fiber, and cow hair fiber are the components that make up the UPR composite that can be seen in Fig. 15.

Gamma radiation’s impact on the tensile characteristics of different animal fibers/UPR-based composites
The TM values for the composite material composed of untreated animal fiber/UPR increased up until a certain dose of gamma radiation was introduced to it. The UTLF + UPR + ZnO, UTCHF + UPR + ZnO, UTCFF + UPR + ZnO, and UT(CFF + CHF) + UPR + ZnO composites showed the most improvement in patients at 4.78%, 3.89%, 2.91%, and 2.98%, respectively, when administered with a 5.0 kGy gamma dosage. The TM values of the composite made of UPR and chemically treated animal fibers decreased linearly when exposed to gamma radiation; the maximum loss, or 1.34% of the TM, happened at 7.5 kGy. The 7.5 kGy gamma dosage may have caused the chemically treated fibers and the UPR-based combination to break apart in a longer chain, which is one of the possible explanations for the phenomenon. Diagrammatic representation of the effects of gamma radiation on a fiber-and-UPR combination may be found in Fig. 16.

Gamma radiation’s impact on the tensile modulus of various animal fiber/UPR-based composites
Following administration of gamma radiation dosage, the Eb values first decreased in the chemically treated animal/UPR-based combination, but subsequently climbed again. The untreated materials showed an increase in Eb values at the outset and a subsequent drop. The fiber-based material that had not been treated with chemicals responded best to the 5.0 kGy gamma radiation. Composites with different amounts of UPR and ZnO showed varying degrees of improvement: 15.1% for UTLF + UPR + ZnO, 9.09% for UT(CFF + CHF) + UPR + ZnO, 14.28% for UTCHF + UPR + ZnO, and 11.43% for UTCFF + UPR + ZnO,. At a dose of 7.50 kGy, the TCFF + UPR + ZnO composite showed the greatest decrease in Eb at 18.10%. The composite was based on chemically treated fibers and UPR. An animal fiber/UPR-based composite’s Eb is affected by gamma radiation, as shown in Fig. 17.

Gamma radiation’s impact on the Eb of different animal fibers/UPR-based composites
It is well-known that gamma radiation may induce energy deposition in solids by many processes, such as the photoelectric effect, Compton scattering, and pair production. When intermediate energy doses of gamma radiation are applied, the principal process responsible for energy transfer among these systems is generally acknowledged as Compton scattering. The gamma rays cause the fiber to produce free radicals. This freshly formed radical changes the properties of the composite and fiber materials. When used to composite materials or textiles made of animal fiber or UPR, gamma radiation’s high energy means that a photo-initiator is not required.
4.5 FTIR spectroscopy analysis
Samples for FTIR testing was prepared by mixing the sample with potassium bromide (KBr) and pressing it into a pellet or by applying a thin film of the sample onto an appropriate substrate. A Fourier Transform Infrared (FTIR) spectrometer is used. The analysis was performed in transmission mode. The resolution was 8 cm−1 and the number of scans was 32 for this analysis. The values produced by Fourier Transform Infrared Spectroscopy, which were used to identify the functional groups of the composite materials and unsaturated polyester resin (UPR), are displayed in Figs. 18, 19, 20, and 21. Figure 18 shows the UPR graph, which shows a peak at around 1719 cm−1 wave-number for the carbonyl (C=O) group. C–O–C is another important part of the spectrum; it shows up at about 1261 cm−1.

FTIR spectrum of unsaturated polyester resin

FTIR spectrum of UPR + LF + ZnO composites

FTIR spectrum of UPR + CFF + ZnO composites

FTIR spectrum of UPR + CHF + ZnO composites
Chicken feather fiber-reinforced UPR Composites showed carbonyl (C = O) groups at 1715 cm−1, 1734 cm−1, and 1734 cm−1 in the infrared spectra (Fig. 20). The small displacement of the peaks from 1719 cm-1 is likely caused by the formation of a hydrogen bond between the oxygen atoms of the carbonyl group and the hydrogen atoms of the –NH group in dermatin. For carbonyl (C=O) groups in UPR Composites reinforced with cow hair, the same thing happened for comparable H-bonding (Fig. 21). Wide peaks at around 3400 cm−1 were seen in fiber-based composites including polymeric –NH2 and –OH groups, with only a little shift from 3410 cm−1 caused by the creation of H-bonds between the hydrogen atoms of the –NH and O atoms of the –OH groups. A medium peak, not seen in the UPR spectra, was seen in the range of 1578 cm−1 to 1630 cm−1 for the fibers/UPR composites. Keratin and collagen are the sources of this group, which is responsible for bending the vibration of -NH. One functional group showed up in the 3405 cm−1 region time and time again in the FT-IR functional group analysis. Composites made with unsaturated polyester resin (UPR) were anticipated to have C=C and C–O–C groups. In addition, it was seen in the FT-IR spectra of the composite sample that the fibers contributed to the observed peaks at C–O, C–H, and –NH. It’s worth mentioning that the filler materials and feather fiber did not initiate any chemical ties with the UPR or each other. Nonetheless, it was found that the enhanced mechanical properties of the materials were a result of the mechanical strength between the UPR and the fibers. These findings are in line with previous research that has been published in the field [16, 17].
4.6 Scanning electron microscopic (SEM) analysis
For SEM examination, the composite sample was coated with a tiny coating of conductive carbon material to prevent charging and improve image quality while scanning. The scanning electron micrographs of the composites of the chicken feather fiber, cow hair, (CHF + CFF), and leather fiber with UPR are displayed in Figs. 22a–d. Here 5% fiber loaded composites are shown. In order to examine the matrix adhesion, chicken feather, leather fiber and cow hair components of the composites, a scanning electron microscopy (SEM) surface morphology examination was performed on the fractured samples that had previously undergone a tensile test. An SEM examination of the composites’ fracture surfaces provided insight into the interfacial properties of the matrix and the discarded fibers of chicken, cow, and leather. There was a balanced distribution of the inorganic substance ZnO in the scanning electron micrograph.

SEM images (2000×) of chicken feather, cow hair and leather fiber reinforced UPR composites with inorganic materials as filler
The SEM images further showed that the fibers were not properly pulled from the composites. The tensile test separated a few cow hair fibers from the UPR, revealing the tight bond between the two in scanning electron micrographs of the composite materials. The produced composites did not include any empty space. Using the blank spaces in the images (Fig. 22d), we can see the fibers being extracted from the matrix. Composites revealed broken bonding in scanning electron micrographs. Composites’ mechanical qualities are somewhat better than the control sample’s because the fiber and matrix are tightly woven together. Previous research has also examined and reported on matrix and fiber adhesion in natural fiber-reinforced composites [18, 19]. Cracks are uncommon in composites reinforced with animal fibers. The SEM pictures revealed a few cracks following the tensile testing. The physical–mechanical properties and the environmental issue were the key foci of this study. The inclusion of fiber improved the properties up to a certain point. Delicately incorporating fibers into the matrix—unsaturated polyester resin—improved the force transfer from the matrix to the reinforcing agent. A little improvement in mechanical properties was brought about by the enhanced force transfer between the matrix and fiber. Filler improved the fiber-matrix interface and, to a certain extent, the mechanical properties through enhanced bonding. In every case, there were spaces created by fibers that had been taken out, but the fibers themselves were still embedded in the resin. The FT-IR spectra did not reveal the formation of any new bonds, suggesting that the fibers and UPR did not undergo any chemical interaction. At 5 weight percent fiber reinforcement, the fibers are able to successfully transmit stress between the fibers and the UPR matrix while simultaneously enhancing the tensile strength, findings from a scanning electron microscopy investigation of the surface-interface properties of UPR composites reinforced with treated chicken feather fiber. Furthermore, entanglement and fiber misalignment were discernible. When thinking about the overall properties of composites, it’s crucial to take fiber alignment into account. Pores and cavities might form as a result of this fiber tangling leading to resin-rich areas. Multiple sources have detailed similar SEM image types [20, 21].
5 Conclusion
To create composites that may significantly reduce pollution levels, biodegradable chicken feather, leather fiber and cow hair fiber were combined with ultra-pressurized resin (UPR) and filler zinc oxide (ZnO). The hand lay-up approach was used to make the composites. Chemically treated animal fibers bonded with unsaturated polyester resin composites performed far better mechanically than their untreated counterparts. Optimal mechanical properties, including tensile strength and modulus, were achieved in composites made from a combination of cow hair fibers and chicken filled with ZnO. The results indicates that the tensile strength increases up to 5% of fiber loading and subsequently decreases as the fiber content increases. Therefore, only 5% fiber loaded composite was further considered for gamma radiation process. In contrast, polymer composites reinforced with chicken feathers were much stronger than those reinforced with cow hair or leather fibers. It was at the UPR reinforcing step that the ideal filler for these fibers was found to be ZnO. Elongation at break was an area where the UTLF + UPR + ZnO combination really shone. Both scanning electron microscopy (SEM) and Fourier transform infrared (FTIR) analysis provide significant evidence that the link between the fiber and UPR matrix is mechanical rather than chemical. After optimization, the animal fiber composites were subjected to gamma radiation of variable dose of 0, 2.5, 5 and 7.5 kGy. At 5 kGy, the tensile properties were determined to be at their highest. Composites with different amounts of UPR and ZnO showed varying degrees of improvement: 15.1% for UTLF + UPR + ZnO, 14.28% for UTCHF + UPR + ZnO, 9.09% for UT(CFF + CHF) + UPR + ZnO, and 11.43% for UTCFF + UPR + ZnO,. At a dose of 7.50 kGy, the TCFF + UPR + ZnO composite showed the greatest decrease in Eb at 18.10%. At a dose of 7.50 kGy, the TCFF + UPR + ZnO composite showed the greatest decrease in Eb at 18.10%. The composite was based on chemically treated fibers and UPR. Therefore, it can be contended that this study provides significant new information on the use of gamma radiation for researchers and scientists dealing with natural and hybrid fiber-reinforced composites.
Data availability
The datasets generated during and/or analyzed during the current study are not publicly available, but are available from the corresponding author upon reasonable request.
Abbreviations
- LDPE:
-
Low density polyethylene
- PP:
-
Polypropylene
- LF:
-
Leather fiber
- CFF:
-
Chicken feather fiber
- CHF:
-
Cow hair fiber
- UPR:
-
Unsaturated polyester resin
- MEKP:
-
Methyl ethyl ketone peroxide
- UTLF:
-
Untreated leather fiber
- UTCFF:
-
Untreated chicken feather fiber
- UTCHF:
-
Untreated cow hair fiber
- TLF:
-
Treated leather fiber
- TCHF:
-
Treated cow hair fiber
- TCFF:
-
Treated chicken feather fiber
References
Carvalho MJ, Collares-Pereira M, Cunha FM, Vitorino C. An experimental comparison of operating strategies for solar water systems. Sol Energy. 1988;41(1):33–9.
Herrera-Franco PJ, Valadez-González A. Mechanical properties of continuous natural fibre-reinforced polymer composites. Compos Part A Appl Sci Manuf. 2004;35(3):339–45.
Taylor P, Iii CLW, Shrefler JW, Webber CL. Corn gluten meal applicator for weed control in organic vegetable production. J Veg Sci. 2012;1689:37–41.
Oladele IO, et al. Effects of fiber fraction on the mechanical and abrasion properties of treated cow hair fiber reinforced polyester composites. ResearchGate Tribol Indus. 2018;40(2):254–62.
Oladele IO, Agbeboh NI. Development of mathematical models and estimation for the mechanical properties of organic fiber reinforced polyester composites. Fibers Polym. 2017;18:1336–45.
Thwe MM, Liao K. Effects of environmental aging on the mechanical properties of bamboo–glass fiber reinforced polymer matrix hybrid composites. Compos A Appl Sci Manuf. 2003;34(1):105–11.
Singha AS, Thakur VK. Fabrication of hybrid green composites using natural fibers and their analysis. Polym Plast Technol Eng. 2008;47(6):584–90.
Kumar R, Ul Haq MI, Raina A, Anand A. Mechanical properties of hybrid natural fiber composites: a review. J Mater Environ Sci. 2017;8(6):2173–84.
Zhan M, Wool RP. Mechanical properties of chicken feather fibers. Polym Compos. 2011;32(6):937–44. https://doi.org/10.1002/pc.21112.
Facca AG, Kortschot MT, Yan N. Predicting the tensile strength of natural fibre reinforced thermoplastics. Compos Sci Technol. 2006;66(14):2261–9.
Ali MF, et al. Fabrication and characterization of eco-friendly composite materials from natural animal fibers. NIH Nat Lib Med Nat Center Biotechnol Inf. 2021;7(5):e06954.
Choudhry S, Pandey B. Mechanical behavior of polypropylene and human hair fibers and polypropylene reinforced polymeric composites. Int J Mech Industr Eng. 2013;10:1–13.
Muktari S, Ishiaku US, Lawal AS. Surface modified cow hair fibres reinforced recycled low-density polyethylene composites. ATBU J Sci Technol Educ. 2019;7(4):204–10.
Bansal G, Singh VK. Review on chicken feather fiber (CFF) a livestock waste in composite material development. Int J Waste Resour. 2016;6(4):1000254.
Sarat G. Co-composting of solid waste and fecal sludge for nutrient and organic matter recovery. Int J Waste Resour. 2018;08(03):1–4.
Rogers NJ, Franklin NM, Apte SC, Batley GE. Mechanical and solubility properties of bio-nanocomposite film of semi refined kappa carrageenan/ZnO nanoparticles. Integr Environ Assess Manag. 2007;3:7–8.
Joni IM, Purwanto A, Iskandar F, Hizata M, Okuyama K. Mechanical and solubility properties of bio-nanocomposite film of semi refined kappa carrageenan/ZnO nanoparticles. Chem Eng J. 2009;155:433–41.
Khan RA, Salmieri S, Dussault D, Calderon JUC, Kamal MR, Safrany A, Lacroix M. Preparation, gamma-irradiation and thermo-mechanical characterization of chitosan-loaded methylcellulose films. J Polym Environ. 2012;20:43–52.
Shahriar Kabir M, Hossain MS, Mia M, Islam MdN, Rahman MdM, Hoque MB, Chowdhury AMS. Mechanical properties of gamma-irradiated natural fiber reinforced composites. Nano Hybrids Compos. 2018;23:24–38.
Sari NH, Sanjay MR, Arpitha GR, Pruncu CI, Siengchin S. Synthesis and properties of pandanwangi fiber reinforced polyethylene composites: evaluation of dicumyl peroxide (DCP) effect. Compos Commun. 2019;15:53–7.
Tarik HM, Sahadat HM, Ahmed S, Khan RA, Sarwaruddin CAM. Fabrication and characterization of jute cotton blended fabrics reinforced UPR based composite: effect of gamma radiation and reactive dye. Radiat Eff Defects Solids. 2021;176(11–12):1–18.
Acknowledgements
Authors want to thank and acknowledge those industries (Hazaribagh Chickens Limited, Dhaka, Bangladesh and Apex Tannery Limited, Hemayetpur, Savar, Dhaka, Bangladesh) for providing required samples and materials.
Funding
No funding information is available.
Author information
Authors and Affiliations
Contributions
Md. Farhad Ali: Conceptualization, Methodology, Software, Data Collection, Investigation, Writing—Original draft preparation, Md. Abdus Shabur: Validation, Data analysis, Review and Editing A. M. Sarwaruddin Chowdhury: Supervision, review and editing.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
It confirms that the study complies with all regulations and informed consent was obtained where necessary. No animals (Chicken or Cow) were injured during this research.
Competing interests
There is no financial competing interest in this research.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Farhad Ali, M., Abdus Shabur, M. & Sarwaruddin Chowdhury, A.M. Gamma radiation’s influence on the tensile characteristics of waste animal fiber reinforced biocomposites. Discov Mater 4, 37 (2024). https://doi.org/10.1007/s43939-024-00106-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43939-024-00106-5