
Abstract
Centrifugal spinning is a fiber spinning method capable of producing fibers in the nanoscale diameter range from a multitude of polymers, including polyacrylonitrile (PAN). With a traditional centrifugal spinner, fiber can be rapidly spun and collected on static collection posts. However, the use of posts inevitably forms a dense fiber “ring” that is incompatible with roll-to-roll manufacturing processes. In this work, factors that influence throughput and scalability of highly aligned centrifugally spun PAN fibers are explored. A custom centrifugal setup is used to vertically translate collected fibers during the spinning process to distribute them over a large surface area. In addition, factors that affect PAN fiber diameter during the spinning process are investigated, including spinneret to collector distance, rotational speed, and humidity. Resulting data demonstrates that these factors can be independently optimized to reliably produce quality PAN fiber in the nanoscale diameter range. Furthermore, the fiber mass collection rate can be increased without affecting sample quality when the vertical translation speed is increased. This work demonstrates the potential scalability of centrifugal spinning to quickly produce large amounts of highly aligned nanofiber in a cheap, efficient, and reliable manner, and also lends the ability to be collected in a roll-to-roll fashion.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Polymer nanofibers, which typically have a diameter between 1 and 1000 nm, are commercially desirable for a variety of reasons. This includes a high surface area to volume ratio, potential for higher tensile strength, and higher porosity [1,2,3]. One notable polymer is polyacrylonitrile (PAN), which serves as a precursor to making carbon nanofiber [4,5,6]. Carbon nanofiber is extremely versatile due to its specific strength and good electrical and thermal conductivity. This makes carbon nanofiber ideal for a variety of applications, such as energy storage and mechanical reinforcement [7,8,9]. The process of producing nanofibers is commonly described as spinning, and there are several popular nanofiber spinning processes.
Polymer fibers with nanoscale diameters cannot be fabricated with conventional extrusion based fiber manufacturing methods, such as wet, dry and melt spinning, due to physical limitations. A number of dry spinning based nanofabrication methods have been explored, including centrifugal spinning, electrospinning, jet blowing, and STEP [10,11,12]. Centrifugal spinning is a method for producing polymer nanofibers with high productivity. Also known as rotary jet spinning or Forcespinning™ [13], this process was first proposed as a fiber spinning method in 1924 [14]. The process involves rotating a spinneret containing the polymer solution at high speeds. The spinneret contains one or more small diameter orifices that the solution is forced through by means of centrifugal force [15]. As the solution is extruded through the orifice, it is affected by several other forces as well, including viscous, surface tension, and gravitational forces [16, 17]. The solvent rapidly evaporates, and the fibers are collected onto non-moving or static collection posts [18,19,20]. A depiction of a traditional centrifugal spinner can be seen in Fig. 1a–c. In comparison to the widely used electrospinning method, centrifugal spinning can produce nanofiber in the absence of an electric field and has a much higher throughput rate. Multiple studies have shown that centrifugal spinning can potentially produce one hundred times as much fiber in the same amount of time as conventional electrospinning devices [21,22,23,24]. This is ideal when aiming to produce a high volume of nanofiber. Also, the setup of a centrifugal spinning system is relatively simple, as it only requires a high speed motor, allowing for easy scalability. The lack of dependency on an electric field, for example, means that humidity control is not as stringent for centrifugal spinning, which can be costly to maintain at high operating volumes.

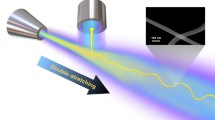
a Schematic of a typical centrifugal spinner apparatus. A centrally located spinneret is surrounded by a series of poles, referred to as static collection posts. b Illustration of the same centrifugal spinner apparatus but viewed from a top-down angle. During the centrifugal spinning process, fiber is extruded from the rotating spinneret and deposits on the static collection posts. c As the spinning process continues, collected fiber forms a “ring” around the collection posts. d Photo from centrifugal spinner used during experiments. Ring-shaped deposition of collected fibers is evident. e Fibers deposited in a narrow band in the plane of the ejected polymer jet.
In order to produce fibers with centrifugal spinning, several parameters need to be maintained at certain ranges to produce quality, uniformly shaped fibers. If one or more of these parameters are maintained outside their optimal value ranges, then the produced fibers will have undesirable qualities. For example, the produced fibers may have inconsistent fiber diameter, or beading [25, 26]. In some cases, fiber production may not even be possible with a given set of parameters. Some parameters that affect fiber quality and morphology in centrifugal spinning include rotational speed, spinneret orifice diameter, polymer solution viscosity and molecular weight, and spinneret to collection post distance [27,28,29,30,31,32,33].
While centrifugal spinning is known for its high fiber throughput rate, there are challenges that must be overcome to collect fiber in any configuration other than a dense ring (Fig. 1d-e). Fiber produced via centrifugal spinning has a very predictable trajectory when traveling between the spinneret and the static collection posts [16, 17, 34]. After only a few minutes of operation, collected fibers will appear to deposit on top of themselves, creating a dense one-dimensional “ring” of fibers stretching around the collection posts, as seen in Fig. 1c. As the centrifugal spinning process continues, fibers will continue to deposit and collect on this ring, gradually depositing closer to the spinneret. If the fiber ring deposits in close enough proximity to the spinneret, which is actively spinning at high rpm, the ring of collected fiber may be forcefully ripped off the collection posts. A series of timelapse photos capturing this process can be seen in Fig. S1. This phenomenon limits the types of fiber configuration that can be collected and renders centrifugal spinning with static posts to be a non-continuous manufacturing process that is difficult to scale up.
The aim of this work is to enhance the centrifugal spinning process by moving the collection target to facilitate uniform continuous fiber deposition. This was made possible by implementing a custom fiber collection method, which dynamically translates collected PAN fibers vertically during the spinning process. Vertically translating the collected fibers caused fibers to be distributed over a large surface area and prevents excessive fiber build up in a dense ring. To establish a baseline for quality PAN fibers, factors that affected the uniformity and diameter of PAN fibers were first optimized. This included the spinneret to collection post distance, spinneret rotational speed, and environmental humidity. The effects of these factors were characterized by average fiber diameter measurements via scanning electron microscopy (SEM) and weight measurements. The potential throughput capability of the vertically translating fiber collection system was then investigated and was characterized by fiber mass throughput rate.
2 Materials and methods
2.1 PAN solution
The polymer solution comprised of polyacrylonitrile (PAN; Mw = 150,000 Da, Sarchem) dissolved in dimethylformamide (DMF; Beantown). The PAN solution was mixed as an 18% wt./vol. mixture, as this had been deemed an appropriate viscosity for centrifugal spinning based on previous laboratory experiments [35, 36]. The PAN and DMF mixture was placed on a slow-moving rotisserie in an oven at 60 °C for 48 h to ensure the PAN was completely dissolved. PAN solution was consistently spun after approximately one week of mixing to ensure consistency in results. The one week waiting period was chosen based on an investigation of the change in viscosity of PAN/DMF solutions over time when exposed to different environmental factors described in Supplemental Materials & Fig. S2. The viscosity of the PAN solutions in this experiment were measured by recording the fluid drag on a sphere of known diameter and density, which was measured by timing how long it took for the sphere to descend through the PAN solution.
2.2 Custom centrifugal spinner device and parametric optimization experiment
A custom centrifugal spinner was used to perform the experiments. The custom centrifugal spinner used a SmartMotor (Moog Animatics; 4000 RPM Maximum) was combined with a 10:1 planetary gearbox to boost the output rotational speed (Fig. S3). The SmartMotor was used to precisely set and maintain the output speed of the centrifugal spinner. The initial spinneret for the centrifugal spinner was FDM 3D printed (Ultimaker 2) using polylactic acid (PLA; 1.75 mm OD, generic brand) filament. The spinneret was made using an additive manufacturing process to allow for rapid prototyping, and the geometry was rationally designed using computational modelling (COMSOL) to limit disruptive air currents during the centrifugal spinning process [35, 36].
Before implementing a dynamic fiber collection system, optimal centrifugal spinning parameters were established. A study was performed to determine the effects of various manufacturing parameters on centrifugally spun PAN fiber collected on static posts. This included the distance between the spinneret and collection posts, the rotational speed of the spinneret, and the environmental humidity. Each factor was tested and modified individually while keeping the other two factors constant in order to measure their individual effect on the PAN fibers. The parameters for each test are listed in Table 1. Certain values are bolded to clarify which factor is changing in each test. Each test was performed three times (n = 3). All test were performed at room temperature, approximately 18–20 °C. For each test, the centrifugal spinner was first accelerated to the desired rotational speed. Once this speed was reached, the syringe pump (New Era; Model NE-1000) was turned on, dispensing the PAN solution at a rate of 15.98 mL/hr. The PAN solution was pumped through 0.25″ ID polyethylene tubing and dispensed into the open top of the spinneret through a 14-gauge stainless steel blunt syringe tip. At the same time the syringe pump was turned on, a timer was started. Each test was conducted for four minutes. Once four minutes had been reached, the syringe pump was immediately turned off and the centrifugal spinner was decelerated to zero.
To validate and measure the effects each parameter had on the centrifugal spinning process, PAN fibers were collected on adhesive plastic sheets attached to the collection posts. The PAN fibers collected on the adhesive sheets would be later used to characterize the effects of each parameter as described in Sect. 2.5).
2.3 Surface friction experiment
It was observed that the PLA spinneret was not suitable for commercial systems because it appeared to deflect when operated at relatively high rotational speeds for prolonged periods of time. It was hypothesized that the operational temperature of the centrifugal spinneret was approaching or exceeding the glass transition temperature of the PLA spinneret, which is approximately 60 °C [37]. This was verified by measuring the centrifugal spinner with a surface temperature probe (Fieldpiece). Maintaining the same geometric shape, a new spinneret was made using a stereolithographic (SLA) additive manufacturing process. The High Temp SLA resin from FormLabs (RS-F2-HTAM-02) was listed to have a much higher glass transition temperature of 238 °C. The High Temp SLA resin was printed using an SLA Resin 3D printer (FormLabs; Series 3 SLA Resin printer). Once finished, the print was then post-processed in an isopropyl alcohol (IPA) bath for 15 min (FormLabs; Form Wash), followed by a cure under ultraviolet light for 5 min at 80 ºC (FormLabs; Form Cure).
Since the spinneret materials had different surface roughness (the SLA resin was smoother than the PLA spinneret), it was believed that the difference in the drilled hole inner wall surface roughness would create a difference in PAN fiber exit velocity during the centrifugal spinning process. To quantify this, a simple experiment was conducted where the mass flow rate of the PAN solution through holes drilled in various materials was measured. Samples varied in material and hole diameter, as denoted in Table 2. Samples were made using drill bits of their respective diameters.
The drilled tubes were individually attached to the tip of a 60 mL syringe containing PAN solution. For each test, precision weights were placed on the syringe plunger. The amount of weight placed on the plunger was changed proportionally with the drilled tube diameter so that the applied force divided by the hole cross-sectional area was the same across all tests. Precision weights equaling forces of 0.609, 0.952, and 1.371 kgf were used for tube diameters of 1/16″, 5/64″, and 3/32″, respectively. Each test was performed three times (n = 3). All tests were performed at room temperature and humidity, which were approximately 18–20 °C and 50%, respectively. All tests were performed with the same batch of PAN solution.
The mass flow rate (Q) of PAN solution was measured for each material/inner diameter combination using a stopwatch and a mass balance (Mettler Toledo). Other experimental constants included the tube length (L), fluid viscosity (μ), and fluid density (ρ), which were fixed for all conditions. Flow velocity (V) was calculated based on the measured mass flow rate and inner diameter. The Reynolds number (Re) of the PAN solution was then able to be calculated using the following equation:
The Reynolds number can be related to the unitless friction factor (f) found in the Darcy-Weisbach equation; an equation used to quantify (pressure) head loss due to viscous effects. The relationship between friction factor and the Reynolds number of a laminar fluid flow is as follows:
By comparing the friction factor of the PAN solution’s fluid flow through different materials and inner diameters, the effect on the PAN solution’s exit velocity can be seen. This can be directly correlated to what was previously observed regarding the two different spinneret materials used in the centrifugal spinning process.
2.4 Dynamic fiber collection system
The main goal of this study was to determine the advantages of a dynamic fiber collection system over a static post collection system in the centrifugal spinning process. In conjunction with the custom centrifugal spinner, a vertically translating collection system (VTCS) was used to distribute the collected fibers over a large surface area during the centrifugal spinning process. A CAD model of the dynamic collection system with the custom centrifugal spinner can be seen in Fig. 2. The VTCS was FDM 3D printed (Ultimaker 2) using polylactic acid (PLA; 1.75 mm OD, generic brand) filament. The VTCS was made using an additive manufacturing process to allow for rapid prototyping, and the unique geometry eliminated the need for support material. Attached to the VTCS was a stepper motor and geartrain (final ratio 64:1) to vertically translate the VTCS and collected fibers.

a Schematic of the Vertically Translating Collection System (VTCS) used during experiments. The VTCS was made from polylactic acid (PLA) using an FDM process. b Using the VTCS, the spinning process begins identically to a traditional centrifugal spinner with static collection posts. c During the spinning process, the VTCS is translated upward (vertically) through the use of a stepper motor. Collected PAN fiber is distributed along the length of the VTCS, preventing ring formation and the “fiber tearing” phenomenon from occurring, which would disrupt the fiber collection process
Fiber distribution over the collection surface depended on the travel speed of the VTCS, dictated by the stepper motor. If the travel speed of the VTCS was insufficient or too slow, collected fibers would exhibit the same phenomenon of depositing too densely and “tearing” off the collection posts. The minimum sufficient travel speed of the VTCS for multiple PAN solution pump rates without fiber tearing was determined experimentally. The PAN solution pump rates tested with the VTCS were 31.96 mL/hr., 47.94 mL/hr., and 63.92 mL/hr. Ambient temperature and humidity in the laboratory for these tests were approximately 18–20 °C and 30%, respectively. The same procedure for previous testing was followed, in which the centrifugal spinner was first accelerated up to the desired speed before PAN solution was dispensed. Due to the varying travel speeds of the VTCS, the length of each test also varied. The High Temp SLA resin spinneret was used for these tests due to its ability to withstand prolonged operational temperature.
For a further understanding of the centrifugal spinning process, several alternate spinneret designs were also used with the VTCS. The alternate spinnerets were identical to the original design in terms of exterior geometry and orifice diameter. The difference was the number of orifices in each spinneret. It was hypothesized that adding additional orifices would increase the PAN fiber throughput rate, since PAN fiber would be able to extrude from additional orifices at once. The alternate spinnerets were tested using the following conditions with the VTCS: Collection radius: 6 cm, rotational speed: 20,000 RPM, humidity: 40%, test length: 1 min, PAN solution pump rate: 47.96 mL/hr. The alternate spinnerets were made from the same High Temp SLA resin and manufactured using the same FDM processes and hardware as described in Sect. 2.3.
2.5 Morphology and sample mass measurements
The morphology and diameter of the PAN fibers were characterized by a scanning electron microscope (SEM; Phenom XL desktop). To prepare the fibers for SEM, the fibers were sputter coated (Cressington) with a thin layer of gold. Using the SEM, the diameters of 50 random fibers were obtained to get an average fiber diameter per test. The net mass of fibers was also measured per test using an analytical balance(Mettler Toledo). PAN fibers were collected on plastic adhesive sheets to allow for easy storage and so that the fibers could be weighed multiple times. PAN fiber samples from each test were weighed multiple times: immediately after, 24 h after, and 48 h after the centrifugal spinning process. The purpose of this was to measure the evaporation of the DMF solvent from the fibers over time and to determine when a sufficient amount of DMF had evaporated so that the dry mass of PAN fibers could be established.
3 Results and discussion
3.1 Effects of spinning parameters on PAN fiber diameter and sample mass
3.1.1 Spinneret to collection post distance
As shown in Fig. 3g, a fiber collection radius of 4 cm exhibited the highest average initial fiber mass of 442 ± 85 mg, while a fiber collection radius of 8 cm exhibited the lowest average initial fiber mass of 136 ± 46 mg. It was hypothesized that this was due to the exit velocity of the PAN solution, which was largely determined by the spinneret rotational speed and the spinneret orifice diameter [28, 29, 32, 38, 39]. For the farther collection radius of 8 cm, PAN fibers appeared to deposit in front of the collection posts, suggesting that the fibers did not have enough velocity to reach the posts. It was also evident that a collection radius of 8 cm, for example, would have been inefficient for collecting fiber due to the axial elongation experienced by the fiber as it extrudes from the spinneret. A longer distance between the spinneret and the posts necessitated the fiber to stretch farther. While this correlated to a smaller fiber diameter, too much axial strain was also seen causing some fibers to break. With this mechanism in mind, the fiber mass data was interpreted to select a collection distance range of 3–5 cm as the most ideal.
The fiber collection radius that exhibited the highest average initial fiber mass also experienced the highest average final (48 h after the spinning process) fiber mass, and vice versa. Across all groups, the PAN fibers experienced a 67.65 ± 4.98% decrease in mass due to the evaporation of the DMF solvent. The PAN fiber mass recorded after 48 h was assumed to represent the approximate dry weight of the sample because no measurable mass loss was observed between 48–336 h (data not shown) for all experiments in this manuscript.

a-f Images taken of PAN fibers from the parametric optimization experiment where the collection radius was modified. PAN fibers were collected at a collection radius of (a) 3 cm, (b) 4 cm, (c) 5 cm, (d) 6 cm, and (e) 8 cm. Images a-e were taken using a scanning electron microscope (SEM). f Gross image of PAN fibers collected on a plastic adhesive sheet at a collection radius of 6 cm. g Graph depicting the experimental average net mass of PAN fibers from various collection radii. Mass of PAN fibers was measured immediately after (≤ 10 min), 24 h, and 48 h after conducting each test. Rotational speed: 16,000 RPM, humidity: 50%, test length: 4 min. The one-way ANOVA results for mass measurements recorded 10 min and 48 h after spinning were reported to be F(4, 10) = 5.340, p = .015 and F(4, 10) = 3.767, p = .040, respectively. h Graph depicting the experimental average PAN fiber diameter from various collection radii. Test parameters are identical to those listed for (g). The one-way ANOVA results for fiber diameter were F(4, 10) = 10.644, p = .001
It was expected that the spinneret to collection post distance would impact fiber diameter because short distances would not allow time and distance required for jet elongation and fiber stretching [40, 41]. This was supported by diameter data taken from SEM measurements, as seen in Fig. 3h. The smallest collection radius (3 cm) exhibited the largest size and variation of fiber diameters, which was 3.12 ± 1.68 µm, while the largest collection radius (8 cm) exhibited the smallest size and variation of fiber diameters, which was 1.13 ± 0.38 µm. For the intermediate collection radii, there was a clear linear trend, in which as the collection radius increased, the average fiber diameter decreased. This trend would be expected to continue as long as the jet has significant exit velocity to be able to reach the collection posts.
3.1.2 Spinneret rotational speed
The fiber mass throughput from varying rotational speeds, shown in Fig. 4g, appeared to be optimal at a range between 14 and 18,000 RPM, with the highest mass throughput observed at 18,000 RPM. The initial fiber mass for 18,000 RPM was 289 ± 58 mg. This was contrary to the expectation that the highest tested rotational speed of 20,000 RPM would give the highest mass throughput. It was hypothesized that the fiber mass throughput at 20,000 RPM was lower than expected due to the material failure of the PLA spinneret, as described in Sect. 2.3. The total mass loss due to the evaporation of residual DMF was similar to what was observed in the previous section, which averaged 60.73 ± 4.66%.

a-f Images taken of PAN fibers from the parametric optimization experiment where the spinneret’s rotational speed was modified. PAN fibers were collected at a rotational speed of (a) 10,000 RPM, (b) 12,000 RPM, (c) 14,000 RPM, (d) 16,000 RPM, (e) 18,000 RPM, and (f) 20,000 RPM. Images a-f were taken using a scanning eletron microscope (SEM). Image d is a duplicate from Fig. 3c. g Graph depicting the experimental average net mass of PAN fibers from various rotational speeds. Mass of PAN fibers was measured immediately after (≤ 10 min), 24 h, and 48 h after conducting each test. Collection radius: 5 cm, humidity: 50%, test length: 4 min. The one-way ANOVA results for mass measurements recorded 10 min and 48 h after spinning were reported to be F(5, 12) = .868, p = .530 and F(5, 12) = .220, p = .947, respectively. h Graph depicting the experimental average PAN fiber diameter from various rotational speeds. Test parameters are identical to those listed for (g). The one-way ANOVA results for fiber diameter were F(5, 12) = 1.894, p = .169
It was also expected that as the rotational speed increased, the fiber diameter would decrease, as seen in related studies [18, 40]. However, the average fiber diameter experienced minimal change with changes in rotational speed, especially in the range of 14–20,000 RPM, as seen in Fig. 4(h). The average fiber diameter of this range was 1.48 ± 0.05 µm. While it was expected that the fiber diameter would steadily decrease, as seen in related studies, this was not the case. After prolonged usage, the PLA spinneret was observed to spin off-axis with the centrifugal spinner. This could have been due to the temperature of the PLA spinneret increasing and altering its geometry, possibly affecting jet formation. It was also observed that this phenomenon would occur sooner when the PLA spinneret is used at a higher rotational speed. In other words, the time it took for the PLA spinneret to become affected by temperature change decreased with increasing rotational speeds. To limit this potential source of error in Sect. 3.1.3, the higher rotational speeds were not used.
3.1.3 Humidity
Mass throughput was minimally affected by humidity in the range of 20–70% (Fig. 5g). The overall average initial fiber mass across all humidity levels was 247 with a standard deviation of only ± 26 mg. A small variation between groups was expected to occur since the collection distance and the rotational speed were kept constant during this portion of the experiment. The highest and lowest fiber initial masses were observed at 50% and 70%, respectively, and were recorded at 276 ± 60 mg and 217 ± 45 mg, respectively. The DMF evaporation rate from the samples over 48 h was similar to the result of other experiments at 62.29 ± 2.64%.

a-f Images taken of PAN fibers from the parametric optimization experiment where the environmental humidity was modified. PAN fibers were collected at a humidity level of (a) 20%, (b) 30%, (c) 40%, (d) 50%, (e) 60%, and (f) 70%. Images a-f were taken using a scanning electron microscope (SEM). Image d is a duplicate from Fig. 4c. g Graph depicting the experimental average net mass of PAN fibers from various humidity percentages. Mass of PAN fibers was measured immediately after (≤ 10 min), 24 h, and 48 h after conducting each test. Collection radius: 5 cm, rotational speed: 14,000 RPM, test length: 4 min. The one-way ANOVA results for mass measurements recorded 10 min and 48 h after spinning were reported to be F(5, 12) = .882, p = .522 and F(5, 12) = .235, p = .940, respectively. h Graph depicting the experimental average PAN fiber diameter from various humidity percentages. Test parameters are identical to those listed for g. The one-way ANOVA results for fiber diameter were F(5, 12) = 24.287, p = < .001
The average fiber diameter changed dramatically with increasing humidity as shown in Fig. 5h. As humidity increased, fiber diameter also increased. In addition, PAN fiber became more difficult to spin at relatively high humidity levels. When relative humidity was above 70%, we observed a less controlled average fiber diameter, as well as many PAN fibers showing non-homogeneous morphology (beading, inconsistent fiber diameter, etc.). The lowest and highest tested humidity levels (20% and 70%) exhibited the smallest and largest fiber diameters, respectively, which were 0.79 ± 0.23 µm and 1.87 ± 0.74 µm, respectively. It is hypothesized that the sensitivity of fiber diameter to humidity was facilitated by the miscibility of DMF with water. This may have allowed the solvent’s evaporation rate and thus final fiber diameter to be affected by surrounding water vapor.
3.2 Effect of spinneret material on PAN solution exit velocity
When the PLA spinneret was switched for the more heat-resistant High Temp SLA resin spinneret to facilitate higher rpms and longer spinning times, there was a noticeable change in the trajectory of the PAN fibers. It was hypothesized that the smoother inner surface of the holes drilled into the High Temp SLA resin material was affecting the exit velocity of the centrifugally spun PAN fibers, causing them to deposit on the ground rather than on the collection posts, as illustrated in Fig. 6c-e. This hypothesis was supported when a smaller orifice diameter resulted in a “corrected” fiber trajectory for the SLA spinneret. This was further supported in a surface friction experiment using tubes of various materials and different inner diameters to measure the effect of surface roughness on PAN solution exit velocity. This also confirmed that the holes drilled into High Temp SLA resin parts had a lower inner wall surface friction than those drilled into PLA.

a Spinnerets made from polylactic acid (PLA) using an FDM process and b a spinneret made from a thermoset resin using a stereolithographic (SLA) process. Both spinnerets have the same geometry. c Image showing fiber deposition from a PLA spinneret with 0.5 mm orifice diameter. The trajectory of the PAN fibers from the spinneret was optimal, as indicated by the blue arrow. d High Temp SLA resin spinneret with 0.5 mm orifice diameter. Due to the difference in spinneret material, the PAN fiber trajectory “fell short” of the collection posts, as indicated by the blue arrow. e High Temp SLA resin spinneret with 0.3 mm orifice diameter. After reducing the orifice diameter to effectively increase PAN fiber exit velocity, the trajectory of the PAN fibers became satisfactory, as indicated by the blue arrow. f Graph depicting the relative friction factor of PAN solution flowing through various hole diameters made of various materials. g Graph comparing the experimental average PAN fiber diameter between the original PLA spinneret with 0.5 mm orifice diameters and the SLA resin spinneret with 0.3 mm orifice diameters
As expected, the holes drilled into the SLA resin part had a lower friction factor than holes drilled into the PLA part across all tested tube diameters (Fig. 6f). It was hypothesized that the decrease in exit velocity caused by the smoother material surface could be compensated for by decreasing the orifice diameter of the spinneret. This was verified in Fig. 6c-e, where the reduction in orifice diameter from 0.5 mm to 0.3 mm prevented the fibers from falling short of the collection posts when the SLA spinneret was used. Since the orifice diameter was reduced, the fiber diameter was also expected to be reduced. This was supported by diameter measurements using the SEM, shown in Fig. 6g. Under the same spinning conditions (collection distance, rotational speed, humidity, etc.), fibers produced using the SLA spinneret were 32.47% smaller in diameter than fibers from the PLA spinneret.
This gave insight into the two other tube materials tested in this surface friction experiment: aluminum and stainless steel. These two materials are both even smoother than PLA and SLA, which would require an even greater orifice diameter compensation to maintain fiber exit velocity. If the trend of reducing orifice diameter were to continue, it is hypothesized that spinnerets made from an even smoother material would produce fibers with even smaller diameters.
3.3 Enhanced PAN fiber throughput via vertically translating fiber collection system and spinneret modifications
When the travel speed of the vertically translating collection system (VTCS) was above a certain threshold, PAN fibers were able to be continuously collected along the entire length of the VTCS, as seen in Fig. 7a-b. Various PAN solution pump rates were tested, each necessitating a different minimum travel speed of the VTCS in order to prevent “fiber tearing,” similar to when fiber is too densely collected and deposited on static collection posts. PAN fibers were able to reliably collect at a uniform fiber density at any travel speed above the minimum travel speed. The three tested PAN solution pump (flow) rates were 31.96, 47.94, and 63.92 mL/hr., and the associated observed minimum VTCS travel speeds to collect fiber without tearing at each flow rate were 37.41, 89.76, and 149.61 mm/min, respectively. The average mass throughput rates for the three solution pump rate/VTCS minimum travel speed combinations were 70 ± 8.60, 140 ± 44.76, and 226 ± 75.96 mg/min, respectively. It should be noted that the PAN fiber mass measurements seen in Fig. 7c were only weighed immediately after spinning, unlike during parametric optimization in which PAN fibers were weighed before and after full solvent evaporation. Using the DMF solvent evaporation rates from parametric optimization, it is reasonable to expect an estimated 64% reduction in fiber mass, resulting in dry weights of 44.49, 88.98, and 144.64 mg/min, respectively.
Additionally, a series of tests were conducted using alternate spinneret designs. The alternate spinnerets were identical to the original design in terms of exterior geometry and orifice diameter. The difference was the number of orifices in each spinneret. It was hypothesized that adding additional orifices would increase the PAN fiber throughput rate, since PAN fiber would be able to extrude from additional orifices at once. PAN fibers produced from these alternate spinnerets appeared similar to PAN fibers from the original spinneret in terms of diameter. However, as shown in Fig. 7d, the PAN fiber throughput rate of the two hole spinneret design was still the highest. This was most likely due to the additional orifices on the alternate spinnerets being located too close to adjacent orifices. Tangling of adjacent jets with each other could change the jet trajectory and result in fibers not reaching the VTCS.

a Image of collected PAN fibers using the Vertically Translating Collection System (VTCS) from a top-down view. Collected fibers were distributed along the entire length of the VTCS. b Side view of collected fibers using the VTCS. c Graph depicting the PAN fiber mass throughput rates at various VTCS travel speeds and PAN solution pump rates. Symbols for data points shown on the graph are either “filled-in” or “outlined.” Filled-in data points represent tests in which no “fiber tearing” occurred, signifying a successful test and travel speed. Outlined data points represent unsuccessful tests in which fiber tearing did occur, but the resulting PAN fiber was still able to be collected and measured. Collection radius: 6 cm, rotational speed: 20,000 RPM, humidity: 40%. d Graph depicting PAN fiber mass throughput rates at various VTCS travel speeds for different spinneret configurations (number and spacing of orifices). Collection radius: 6 cm, rotational speed: 20,000 RPM, humidity: 40%, test length: 1 min. e CAD model showing a conceptual design for a centrifugal spinner that uses a roll-to-roll style collection method. This would work in conjunction with the VTCS, as indicated by the blue arrows. f The collection roll, colored in yellow for visibility purposes, would follow the path indicated by the blue arrows, while the VTCS moves vertically to uniformly cover the surface of the roll backing. g Image showing fiber collected on a roll or “tape” to demonstrate the feasibility of integrating a roll-to-roll style collection method
While testing various PAN solution pump rates and VTCS travel speeds, it was observed that there was a linear trend between these two factors. While only a handful of PAN solution pump rates were tested, it was hypothesized that with this model, the minimum travel speed and PAN fiber throughput rate could be approximated without the need for iterative testing. Only a handful of PAN solution pump rates were tested in the laboratory due to the length of the VTCS. As the travel speed of the VTCS became faster, the experiment length became shorter. However, with a more continuous or simply a longer collection system, centrifugally spun PAN fiber could be collected for longer periods and at higher PAN solution pump rates. As seen in Fig. 7e–f, employing a “tape” or roll-to-roll method that winds up after each complete vertical pass would facilitate a continuous centrifugal spinning process to manufacturing aligned polymer fibers.
With the use of static collection posts, the centrifugal spinning process is not continuous and cannot produce uniform density fiber for roll-to-roll manufacturing. With VTCS, the issue of fiber “build up” in a dense ring is resolved, and fibers are able to be collected at a uniform density over a larger surface area. However, the spinning process still requires intermittent stops to retrieve collected fibers and reset the VTCS apparatus to its original position. With a roll-to-roll method for collecting fibers, continuous operational time can be increased, since the length of the roll or tape can be extremely long.
4 Conclusion
The goal of this study was to investigate modifications of polyacrylonitrile fiber centrifugal spinning that could facilitate continuous roll-to-roll manufacturing of aligned polymer fibers. A custom centrifugal spinner apparatus was built and used to identify and evaluate the external factors that affected the ability to reliably produce PAN fiber. In particular, the distance between the spinneret and collection posts, the rotational speed of the spinneret, and the humidity were parametrically tested to determine the most ideal conditions for spinning PAN fiber. This was a crucial step prior to using the vertically translating collecting system (VTCS), as there was now a baseline that the efficiency of the VTCS could be directly compared to.
The VTCS, a custom fiber collection system for the centrifugal spinning process, was integrated with the centrifugal spinner apparatus, allowing for a more efficient means for collecting centrifugally spun PAN fibers. By dynamically translating collected PAN fibers away from the spinneret, centrifugally spun fibers could be collected for extended periods of time at a uniform deposition density, thus reducing operational downtime and enhancing the fiber throughput rate and sample quality. In this study, a vertically translating collection system is tested and its effectiveness over the traditional static collection posts is demonstrated. The VTCS allowed the centrifugal spinner to collect fiber for longer periods of time and at a faster rate when compared to a traditional collection system using posts.
Furthermore, the next iteration of the dynamic collection system of centrifugally spun fibers is proposed. This collection method, similar to the VTCS, would allow for a much more efficient means of spinning and collecting fibers when compared to traditional collection posts. By employing a roll-to-roll style method for collecting centrifugally spun PAN fibers, a continuous commercially viable manufacturing system could become possible. While the physical limits of a traditional fiber collection system are evident in this study, the limits of the proposed roll-to-roll collection system have yet to be determined. The proposed collection method’s enhanced scalability would allow for centrifugally spun fiber throughput to dramatically increase, directly contributing to a much wider availability of PAN nanofiber and PAN nanofiber-related products. In addition, the proposed fiber collection system would be compatible with all types of fibers produced via centrifugal spinning, further increasing the impact of this collection method by reaching a wide variety of industries and applications.
Data and Code availability
Selected data is publicly available through Mendeley Data and can be accessed at https://doi.org/10.17632/ywrjd26cnf.1.
References
Obregon N, Agubra V, Pokhrel M, Campos H, Flores D, De la Garza D, Mao Y, Macossay J, Alcoutlabi M. Effect of polymer concentration, rotational speed, and solvent mixture on fiber formation using forcespinning®. Fibers. 2016. https://doi.org/10.3390/fib4020020.
Skrivanek J, Holec P, Batka O, Bilek M, Pokorny P. Optimization of the spinneret rotation speed and airflow parameters for the nozzleless forcespinning of a polymer solution. Polymers. 2022;14:1042. https://doi.org/10.3390/polym14051042.
Upson SJ, O’Haire T, Russell SJ, Dalgarno K, Ferreira AM. Centrifugally spun PHBV micro and nanofibres. Materials Sci Eng C. 2017. https://doi.org/10.1016/j.msec.2017.03.101.
Wang Z, Wu S, Wang J, Yu A, Wei G. Carbon nanofiber-based functional nanomaterials for sensor applications. Nanomaterials. 2019. https://doi.org/10.3390/nano9071045.
Ayala J, Ramirez D, Fletes E, Morales H, Parsons JG, Alcoutlabi M. Centrifugal spinning and characterization of CO3O4 coated carbon fibers. Nano-Struct Nano-Objects. 2021. https://doi.org/10.1016/j.nanoso.2021.100790.
Storck JL, Brockhagen B, Grothe T, Sabantina L, Kaltschmidt B, Tuvshinbayar K, Braun L, Tanzli E, Hütten A, Ehrmann A. Stabilization and Carbonization of PAN nanofiber mats electrospun on metal substrates. C (Basel). 2021. https://doi.org/10.3390/c7010012.
Zhao H, Min X, Wu X, Wang H, Liu J, Zhang Z, Huang Z, Y. gai Liu, M. Fang,. Microstructure and electrochemical properties of polyacrylonitrile-based carbon micro- and nanofibers fabricated by centrifugal spinning. Chem Phys Lett. 2017. https://doi.org/10.1016/j.cplett.2017.06.027.
Zussman E, Chen X, Ding W, Calabri L, Dikin DA, Quintana JP, Ruoff RS. Mechanical and structural characterization of electrospun PAN-derived carbon nanofibers. Carbon N Y. 2005;43:2175–85. https://doi.org/10.1016/j.carbon.2005.03.031.
Fitzer E. Pan-based carbon fibers—present state and trend of the technology from the viewpoint of possibilities and limits to influence and to control the fiber properties by the process parameters. Carbon. 1989;27:621–45. https://doi.org/10.1016/0008-6223(89)90197-8.
Xu H, Yagi S, Ashour S, Du L, Hoque ME, Tan L. A review on current nanofiber technologies: electrospinning, centrifugal spinning, and electro-centrifugal spinning. Macromol Mater Eng. 2022. https://doi.org/10.1002/mame.202200502.
Gao Y, Zhang J, Su Y, Wang H, Wang XX, Huang LP, Yu M, Ramakrishna S, Long YZ. Recent progress and challenges in solution blow spinning. Mater Horiz. 2021. https://doi.org/10.1039/d0mh01096k.
Nain AS, Sitti M, Jacobson A, Kowalewski T, Amon C. Dry spinning based spinneret based tunable engineered parameters (STEP) technique for controlled and aligned deposition of polymeric nanofibers. Macromol Rapid Commun. 2009. https://doi.org/10.1002/marc.200900204.
Rogalski JJ, Zhang H, Yao J, Bastiaansen CWM, Peijs T. High-modulus rotary jet spun co-polyimide nanofibers and their composites. Nanocomposites. 2020. https://doi.org/10.1080/20550324.2019.1687174.
Zeng J, Wang H, Chen R, Wu P, Chen X, Chen X, Qin L, Lan X, Zhang RG, Lin Z, Xu G. Preparation of low resistance fluffy ultrafine filter media by centrifugal electrospinning. AIP Adv. 2021. https://doi.org/10.1063/5.0051922.
Xu CY, Wu LL, Chen T. Air velocity distribution of the circumferentially arranged nozzle group. Thermal Sci. 2018. https://doi.org/10.2298/TSCI1804589X.
Hoffmann A, Kuehne AJC. High throughput centrifugal electrospinning of polyacrylonitrile nanofibers for carbon fiber nonwovens. Polymers. 2021. https://doi.org/10.3390/polym13081313.
Noroozi S, Alamdari H, Arne W, Larson RG, Taghavi SM. Regularized string model for nanofibre formation in centrifugal spinning methods. J Fluid Mech. 2017. https://doi.org/10.1017/jfm.2017.279.
Zhang Z, Sun J. Research on the development of the centrifugal spinning. MATEC Web of Conf. 2017. https://doi.org/10.1051/matecconf/20179507003.
Xia L, Lu L, Liang Y, Cheng B. Fabrication of centrifugally spun prepared poly(lactic acid)/gelatin/ciprofloxacin nanofibers for antimicrobial wound dressing. RSC Adv. 2019. https://doi.org/10.1039/c9ra07826f.
Zeng J, Wang H, Chen R, Wu P, Chen X, Chen X, Qin L, Lan X, Guo J, Liang J, Xu G. Preparation of long-lasting electret fiber felt by centrifugal air-assisted spinning process and electret post-treatment. AIP Adv. 2021. https://doi.org/10.1063/5.0057561.
Li Y, Zou C, Shao J, Zhang X, Li Y. Preparation of SiO2/PS superhydrophobic fibers with bionic controllable micro-nano structure via centrifugal spinning. RSC Adv. 2017. https://doi.org/10.1039/c6ra25813a.
McEachin Z, Lozano K. Production and characterization of polycaprolactone nanofibers via forcespinningTM technology. J Appl Polym Sci. 2012;126:473–9. https://doi.org/10.1002/app.36843.
Rogalski JJ, Bastiaansen CWM, Peijs T. Rotary jet spinning review–a potential high yield future for polymer nanofibers. Nanocomposites. 2017;3:97–121. https://doi.org/10.1080/20550324.2017.1393919.
Amalorpava Mary L, Senthilram T, Suganya S, Nagarajan L, Venugopal J, Ramakrishna S, Giri Dev VR. Centrifugal spun ultrafine fibrous web as a potential drug delivery vehicle. Express Polym Lett. 2012;7:238–48. https://doi.org/10.3144/expresspolymlett.2013.22.
O’Haire T, Russell SJ, Carr CM. Centrifugal melt spinning of polyvinylpyrrolidone (PVP)/triacontene copolymer fibres. J Mater Sci. 2016. https://doi.org/10.1007/s10853-016-0030-5.
Alenezi H, Cam ME, Edirisinghe M. Experimental and theoretical investigation of the fluid behavior during polymeric fiber formation with and without pressure. Appl Phys Rev. 2019. https://doi.org/10.1063/1.5110965.
Loordhuswamy AM, Krishnaswamy VR, Korrapati PS, Thinakaran S, Rengaswami GDV. Fabrication of highly aligned fibrous scaffolds for tissue regeneration by centrifugal spinning technology. Mat Sci Eng C. 2014. https://doi.org/10.1016/j.msec.2014.06.011.
Natarajan TS, Bhargava P. Influence of spinning parameters on synthesis of alumina fibres by centrifugal spinning. Ceram Int. 2018. https://doi.org/10.1016/j.ceramint.2018.03.239.
Merchiers J, Meurs W, Deferme W, Peeters R, Buntinx M, Reddy NK. Influence of polymer concentration and nozzle material on centrifugal fiber spinning. Polymers. 2020. https://doi.org/10.3390/polym12030575.
Li Z, Mei S, Dong Y, She F, Kong L. High eficiency fabrication of chitosan composite nanofibers with uniform morphology via centrifugal spinning. Polymers. 2019. https://doi.org/10.3390/polym11101550.
Tepekiran BN, Calisir MD, Polat Y, Akgul Y, Kilic A. Centrifugally spun silica (SiO2) nanofibers for high-temperature air filtration. Aerosol Sci Technol. 2019. https://doi.org/10.1080/02786826.2019.1613514.
Sun J, Zhang Z, Lu B, Mei S, Xu Q, Liu F. Research on parametric model for polycaprolactone nanofiber produced by centrifugal spinning. J Brazilian Soc Mechanical Sci Engineering. 2018. https://doi.org/10.1007/s40430-018-1131-7.
Li C, Huang Y, Li R, Wang Y, Xiang X, Zhang C, Wang D, Zhou Y, Liu X, Xu W. Fabrication and properties of carboxymethyl chitosan/polyethylene oxide composite nonwoven mats by centrifugal spinning. Carbohydr Polym. 2021. https://doi.org/10.1016/j.carbpol.2020.117037.
Noroozi S, Arne W, Larson RG, Taghavi SM. A comprehensive mathematical model for nanofibre formation in centrifugal spinning methods. J Fluid Mech. 2020. https://doi.org/10.1017/jfm.2020.196.
Jao D, Lima TA, Thursch L, Flamini MD, Pressly J, Ippolito J, Alvarez NJ, Beachley V. Highly aligned centrifugal spun polyacrylonitrile nanofibers collected and processed with automated tracks. Macromolr Mat Eng. 2022. https://doi.org/10.1002/mame.202200488.
D. Jao, scalable fabrication of post-drawn bio-based and petroleum-based nanofibers with tunable fiber alignment, morphology, and mechanical properties via an automated track approach, 2020. https://rdw.rowan.edu/etd/2861/?utm_source=rdw.rowan.edu%2Fetd%2F2861&utm_medium=PDF&utm_campaign=PDFCoverPages accessed July 13, 2023.
Aliotta L, Sciara LM, Cinelli P, Canesi I, Lazzeri A. Improvement of the PLA crystallinity and heat distortion temperature optimizing the content of nucleating agents and the injection molding cycle time. Polymers. 2022. https://doi.org/10.3390/polym14050977.
Xu H, Chen H, Li X, Liu C, Yang B. A comparative study of jet formation in nozzle-and nozzle-less centrifugal spinning systems. J Polym Sci B Polym Phys. 2014. https://doi.org/10.1002/polb.23596.
Zhang Z, Liu K, Li W, Ji Q, Xu Q, Lai Z, Ke C. Orthogonal optimization research on various nozzles of high-speed centrifugal spinning. Front Bioeng Biotechnol. 2022. https://doi.org/10.3389/fbioe.2022.884316.
Chen B, Wang J, Lai Z, Zhang Z, Wu Z. Modeling of spinning jet behavior and evaluation on fiber morphology for centrifugal spinning. J Text Inst. 2021. https://doi.org/10.1080/00405000.2021.1930735.
Y. Duan, Z. Zhang, B. Lu, B. Chen, Z. Lai, The movement and forces of spinning solution in the nozzle during high-speed centrifugal spinning, J Eng Fiber Fabr. 14 (2019). https://doi.org/10.1177/1558925019828207.
Acknowledgements
Research was sponsored by the Army Research Laboratory and was accomplished under Cooperative Agreement Number W911NF-17-2-0227 and by the National Science Foundation (NSF1653329). The views and conclusions contained in this document are those of the authors and should not be interpreted as representing the official policies, either expressed or implied, of the Army Research Laboratory or the U.S. Government. The U.S. Government is authorized to reproduce and distribute reprints for Government purposes not withstanding any copyright notation herein.
Author information
Authors and Affiliations
Contributions
Conceptualization: JI & VB, Data curation: JI, Formal Analysis: JI & VB, Investigation: JI, Methodology: JI & VB, Visualization: JI, Writing: JI & VB, Resources: VB, Supervision: VB, Project administration: VB, Funding acquisition: VB.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
The authors declare no competing interests.
Competing interests
There are no conflicts of interest to report relating to this manuscript or the authors of this manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ippolito, J., Beachley, V. A vertically translating collection system to facilitate roll-to-roll centrifugal spinning of highly aligned polyacrylonitrile nanofibers. Discov Mater 3, 31 (2023). https://doi.org/10.1007/s43939-023-00067-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43939-023-00067-1