
Abstract
Additive manufacturing of Inconel 625 components attracts great interest due to its ability to produce parts with complex geometries that are needed for high-temperature applications in the aerospace, energy, automotive and chemical industries. To take full advantage of the potential of additive manufacturing, an in-depth understanding of the effects of prolonged high-temperature annealing on microstructure and hardness evolution is needed. Previous research in this field has mainly focused on a limited range of temperature and time. This study aims to determine the effect of prolonged high-temperature annealing on the evolution of intermetallic phases and carbides, as well as changes in the dislocation substructure of Inconel 625 superalloy additively manufactured by laser powder bed fusion subjected to stress relief annealing and subsequent isothermal annealing at a temperature up to 800 °C for 5–500 h. The microstructure development is correlated with hardness behaviour. It is determined that the microstructure evolution proceeds in four stages with temperature and time increase. In the initial stress-relieved condition, a cellular microstructure with nano-sized precipitates of the Laves phase and NbC carbides at the cell walls occurs, and hardness is equal to 300 HV10. In the 1st stage of the microstructure evolution, the γ'' phase particles precipitate on the cell walls, which results in hardening up to 383 HV10 in the specimen annealed at 700 °C for 5 h. The 2nd stage involves the precipitation of the γ'' phase both on the cell walls and inside the cells, as well as the formation of dislocation networks, which contribute to the softening effect and hardness drop to 319 HV10. In the 3rd stage, at temperature 700 and 800 °C, the δ phase, M23C6 carbides, and the Laves phase precipitate and grow, and the subgrain boundaries are formed. The hardness is in the range of 340–350 HV10 and is higher than in the 2nd stage. In the 4th stage, as the annealing time is increased at a temperature of 800 °C, the δ phase and M23C6 carbides coagulate, and the Laves phase particles spheroidize or partially dissolve. Very intense precipitation and growth of the hard δ phase particles provide an increase in hardness to 402 HV10. As a result of systematic studies, the various strengthening and softening mechanisms acting during high-temperature annealing are determined.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Inconel 625 is one of the most popular nickel-based superalloys used for additive manufacturing by laser powder-bed fusion (LPBF). It exhibits high strength, excellent corrosion resistance under harsh environments at both ambient and high temperature up to 800 °C, as well as creep resistance and good weldability [1]. Due to this combination of properties, the alloy is widely used for components operating in a temperature range of 550 °C to 800 °C, such as heat exchangers and turbine parts for aerospace and energy applications, as well as devices for the automotive and chemical industries [2]. Inconel 625 components manufactured by LPBF attracted great interest due to the elimination of difficulties associated with subtractive machining and the ability to produce parts with complex geometries [3]. In addition, the LPBF process allows for the fabrication of dense products with optimal architectures, complicated morphologies and surface integrity [4]. To reduce internal stresses after manufacturing, Inconel 625 LPBF is routinely subjected to stress-relief annealing at a temperature of 870 °C or 980 °C for 1 h. The higher temperature corresponds to the conditions applied for conventionally manufactured Inconel 625 and allows significant stress reduction without changing the microstructure [5]. The microstructure of Inconel 625 LPBF differs significantly from that of wrought superalloy and consists of layers containing rapidly solidified melt pools. The grains within the melt pools show a very fine cellular microstructure. The cell interiors have been established to be rich in Ni and Cr, while Nb and Mo segregate into the cell walls [6] and promote the nucleation of precipitates. Moreover, the dislocation splits form on cell walls [7].
Research on Inconel 625 LPBF is often focused on aspects related to processing factors and their effects on the material’s properties, while its microstructure issues are less thoroughly studied. However, to the authors’ knowledge, there is limited information on the evolution of precipitates and the dislocation substructure, which may favour the degradation of the mechanical properties and corrosion resistance of Inconel 625 LPBF under operating conditions.
For wrought Inconel 625 it has been found that under various conditions of temperature and annealing time the following precipitates can occur: γ'' (Ni3Nb, tetragonal, I4/mmm), δ (Ni3Nb, orthorhombic, Pmmn) and Laves ((Si,Ti,Nb,Mo)(Cr,Fe,Ni)2, hexagonal, P63/mmc), MC (NbC, cubic, Fm \(\overline{3 }\) m), M23C6 ((Cr,Mo)23C6, cubic, Fm \(\overline{3 }\) m), and M6C ((Cr,Si,Ni)6C, cubic, Fd \(\overline{3 }\) m) [8]. Extensive studies on the effect of the secondary phase precipitates on the mechanical properties of wrought Inconel 625 have revealed that hardness and tensile strength are significantly improved by the precipitation of the γ'' and δ phases [9].
Regarding Inconel 625 LPBF, the characterization of precipitates in the as-built and stress-relieved superalloy has been addressed in several studies, such as Tian et al. [5], Marchese et al. [10], Zhang et al. [11] and Hyer et al. [12]. The presence of nano-precipitates of the intermetallic γ'', δ and Laves phases, as well as MC, M23C6 and M6C carbides have been reported [13]. Furthermore, Al-rich oxides were also observed, probably formed as a result of powder oxidation [14].
The literature studies have shown that precipitates of the secondary phases significantly affect the corrosion resistance and hardness of Inconel 625 LPBF. It was revealed that the reduced high-temperature oxidation resistance of Inconel 625 LPBF compared to its wrought counterpart is attributed to the low grain size [15] and the presence of the coarse secondary phases precipitates [16]. Also, corrosion resistance tests of Inconel 625 LPBF in boiling ferric sulphate/sulphuric acid [17] and 10% sulphuric acid [18] revealed that the deterioration of corrosion resistance results from a refined microstructure with Mo and Nb-rich precipitates, Al2O3 particles, and additionally high dislocation density.
In turn, the precipitation hardening of the Inconel 625 is mainly achieved due to the precipitation of the nanometric γ'' phase particles [10]. It was also found that the hardness increases due to the precipitates of the δ phase [19]. For the successful application of Inconel 625 LPBF at high temperature, it is necessary to have a good understanding of the effect of the prolonged annealing on microstructural and hardness changes. However, characterization of the evolution of precipitates in the Inconel 625 LPBF after long-term high-temperature annealing has rarely been conducted. Marchese et al. have examined the microstructural changes occurring in the solution annealed Inconel 625 LPBF subjected to subsequent annealing in the temperature range of 600–900 °C for 200 h [20], as well as at 650 °C for 2000 h [21]. The LPBF process was followed by solution annealing to achieve a homogeneous distribution of the precipitates in the Inconel 625 superalloy during subsequent thermal exposure [20]. Nevertheless, it should be mentioned, that solution annealing leads to the recrystallization and disappearance of the cellular microstructure in Inconel 625 LPBF [19]. It was reported that annealing for 200 h at 600 °C resulted in the formation of the γ'' phase. After annealing for 200 h at a temperature of 650 °C and 700 °C both the γ'' and the δ phases occurred, while at a higher temperature of 800 °C and 900 °C, plate-like precipitates of the δ phase predominated. Furthermore, the prolonged exposure at 650 °C for up to 2000 h led to the coarsening of the γ'' phase particles and their gradual transformation into the δ phase. Simultaneously intergranular and intragranular precipitates of the δ phase coarsened. In addition, the evolution of the γ'' and δ phase precipitates was shown to lead to a continuous increase in hardness with an increase in exposure time at 650 °C. However, the γ'' phase strengthening effect is considerably stronger than that of the δ phase precipitates [14]. It is generally believed that the δ phase precipitation contributes to the deterioration of the ductility of Inconel 625 [22]. However, according to Suave et al. [23] when the δ phase particles are uniformly distributed throughout the grains, they can trigger the so-called “composite strengthening” phenomenon, and therefore their presence is advantageous in terms of hardness enhancement.
Meanwhile, data from the literature indicate that the cellular microstructure is beneficial for improving the mechanical properties of additively manufactured alloys compared to wrought alloys [11]. Therefore, it is also important to study the high-temperature evolution of the microstructure and hardness changes of Inconel 625 LPBF, which preserved the cellular microstructure before prolonged annealing, as in the case of as-built or stress relief annealing conditions.
Stoudt et al. [24] have examined the microstructure of Inconel 625 LPBF which, after manufacturing, was subjected to isothermal annealing in a temperature range from 650 to 1050 °C up to 168 h. Based on the microstructural analysis and thermodynamic calculations, they constructed a time–temperature-transformation (TTT) diagram comparing the presence of the δ phase in Inconel 625 LPBF and wrought. The precipitation kinetics of the δ phase in Inconel 625 was shown to be faster, which was attributed to Nb microsegregation into the cell walls.
In our previous study, the microstructural changes in Inconel 625 LPBF stress-relieved and subsequently annealed at 600 °C for up to 500 h were investigated [25]. Already after 5 h of annealing, the precipitation of the γ'' phase nanoparticles occurred. Subsequently, as the annealing was extended to 100 h and 500 h, the gradual dissolution of intercellular areas occurred simultaneously with the enhanced precipitation of the γ'' phase particles. However, no δ phase particles were observed under these conditions.
Another study by the research group investigated the evolution of the δ phase precipitates in Inconel 625 LPBF subjected to stress relieving and subsequently annealed at a temperature of 700 and 800 °C for various times ranging from 5 to 2000 h [26]. Based on the quantitative analysis of the size and distribution of the δ phase precipitates, significant differences in the kinetics of precipitation, growth, and coarsening at a temperature of 700 and 800 °C were reported. Precipitation intensity was shown to be higher at 700 °C, while the more pronounced growth and coarsening of the δ phase particles occurred at 800 °C. The number density (NA) of precipitates does not change monotonically with the prolongation of annealing time, indicating that the phenomena of precipitation, growth and coarsening occur simultaneously.
In addition to the δ phase particles, the intergranular precipitates of carbides and Laves phase have also been observed after exposure of Inconel 625 LPBF at high temperature [26]. However, their evolution during long-term annealing has not yet been thoroughly investigated. Therefore, in this work, broader studies on the evolution of precipitates that occur during long-term annealing of Inconel 625 LPBF are performed.
Apart from the transformations of precipitates, the mechanical properties of LPBF-processed alloys are strongly influenced by rearrangements in the dislocation substructure at high-temperature exposure. Table 1 shows data of dislocation density in different LPBF processed alloys, namely as-built IN738LC nickel-based alloy [27], the deformed as-built 304L stainless steel [28] and the stress-relived followed by annealing Inconel 625 [25], estimated using different instruments and techniques. The differences between them are likely related to differences in alloy type, post-process heat treatment or plastic deformation.
The role of the dislocation substructure evolution and its influence on the mechanical properties of Inconel 625 LPBF is poorly understood. TEM study of the stress-relieved Inconel 625 LPBF showed dense dislocation splits in cell walls, as well as high dislocation density within cells [14]. A recent analysis of the dislocation substructure in the stress-relieved Inconel 625 LPBF was performed by Small et al. [29] using EBSD in a scanning electron microscope (SEM). They show that the formation of dislocation pile-ups at the subgrain boundaries leads to the minimization of elastic stress. Moreover, it was indicated that prolongation of the annealing time at 600 °C from 5 to 100 h and 500 h leads to a gradual destabilization of the intercellular walls and a decrease in the dislocation density in the cell interior as a result of the recovery process. Pinning of dislocations by the γ'' precipitates was also observed [25]. However, a more detailed analysis of dislocation configurations, including their interaction with precipitates and oxide inclusions, is missing.
Some research groups, such as Qui et al. [30], Xu et al. [27] and Liu et al. [31], have shown that the improved strength of additively manufactured metallic components compared to the wrought components is associated with the effect of impeding the dislocation gliding by cell walls. On the other hand, Li et al. [32] and Smith et al. [28] postulated that the superior properties are determined by the high mobile dislocation density inside the cells, while the dislocation walls are not significant obstacles to their movement.
Due to the limited amount of data in the literature on the evolution of precipitates and dislocation substructure in the Inconel 625 LPBF, many questions remain regarding the evaluation of their joint behaviour during high-temperature annealing and the influence on hardness changes. The analysis of the literature indicates that both the evolution of dislocation substructure at high temperature and the dislocation-precipitate interaction are little studied, and some of the published data are inconsistent. To our knowledge, no one has performed the systematic transmission and scanning transmission electron microscopy (TEM, STEM) analysis of the dislocation substructure and the interaction of dislocations with precipitates in the Inconel 625 LPBF during long-term annealing at 700 °C and 800 °C. Therefore, the aim of this work is a complex study of the effect of long-term high-temperature annealing on the evolution of intermetallic phases and carbides, as well as changes in the dislocation substructure of the Inconel 625 LPBF stress relief annealed at 980 °C for 1 h and subsequently annealed at a temperature of 700 and 800 °C for up to 500 h. The use of various electron microscopy methods allowed for an advanced detailed study of the microstructure evolution. Microstructural changes were discussed in relation to the results of the hardness measurements. As a result of the systematic study, the new knowledge on the effect of different mechanisms of strengthening and softening on the changes in hardness at high temperature was determined.
2 Material and experimental procedure
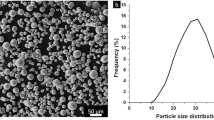
Cube-shaped specimens with sides of 15 mm (Fig. 1) were manufactured via the LPBF process using EOS NickelAlloy IN625 gas-atomized powder and EOS M290 machine (EOS GmbH, Germany). The process was carried out in an argon atmosphere and with the routine parameters recommended by the manufacturer. The chemical composition of the Inconel 625 LPBF determined using spark optical emission spectrometry is given in Table 2.

View of the Inconel 625 LPBF cube-shaped specimen and its face parallel to the build direction
As-built specimens were subjected to stress-relief annealing at a temperature of 980 °C for 1 h. Such conditions were chosen to ensure the reduction of residual stresses without changing the microstructure. The porosity of the stress-relieved specimens was very low and was equal to 0.01%. Further, annealing was performed at a temperature of 700 and 800 °C for 5, 100 and 500 h, followed by cooling in air. The values of the annealing temperature and time of the examined samples are given in Table 3.
Annealing conditions were chosen to examine the evolution of the microstructure at high temperature corresponding to the operating conditions of Inconel 625 parts in the aerospace and energy systems. The annealing temperature and time were selected based on published data [7] and the preliminary analysis of the Inconel 625 LPBF microstructure, demonstrating the existence of the δ phase, M23C6 carbides and the Laves phase. This made it possible to investigate the evolution of all these phases simultaneously during high-temperature annealing of Inconel 625 LPBF for up to 500 h.
Microstructural investigations were carried out using Light Microscopy (LM), Scanning Electron Microscopy (SEM), Transmission Electron Microscopy (TEM), as well as Scanning-Transmission and High-Resolution Electron Microscopy (STEM, HRTEM). The LM analysis was performed using the MM100 microscope (Opta-Tech, Poland). The SEM investigations were performed by means of InspectS50 (FEI, USA) equipped with energy-dispersive X-ray spectrometer (EDS) Octane Elect Plus (EDAX, USA) with the use of secondary and backscattered electrons (SE and BSE) detectors. The TEM, STEM and HRTEM analyses were utilized with the electropolished thin foils by using JEM-2010 ARP and JEM-3010 microscopes (Jeol, Japan) as well as Tecnai Osiris equipped with a ChemiSTEM™ system and Tecnai TF 20 X-TWIN microscopes (FEI, USA). Selected area electron diffraction (SAED) and calculated diffraction patterns obtained from HRTEM images by Fast Fourier Transform (FFT) were analysed with the use of JEMS v4.4230 software (Pierre Stadelmann, JEMS-SAS, Switzerland). For the determination of the size of precipitates, ImageJ/Fiji software (National Institute of Health, USA) [33] was used. Since it was difficult to set a threshold for particles using automated image analysis, manual detection was applied.
The γ'' particles were measured on TEM dark-field images. The δ phase, carbides and Laves phases were measured using the SEM SE images for at least 1000 particles per specimen. The size of the disc-shaped γ'' and plate-like δ particles was estimated by the maximum Feret diameters (Fmax), as a measure of their length. The precipitates of carbides and Laves phase located at grain boundaries could not be distinguished on the basis of morphology and were therefore measured together as a single class of particles. Their size was estimated on the basis of the equivalent circular diameter (ECD). The distribution of the particles was determined as the number of particles per unit area (NA).
Characterization of the dislocation substructure was performed using the TEM bright-field (BF) and STEM high-angle annular dark field (HAADF) imaging. To determine the Burgers vector of dislocations, the invisibility criterion \(\overline{g }\bullet \overline{b }=0\) was used for TEM images acquired under two-beam diffraction conditions. Dislocation density was estimated by using the line-intercept method.
The hardness measurements were performed by using the Vickers TUKON 2500 microhardness tester (Wolpert-Wilson, USA) with a load of 10 N for 10 s. The average value was obtained from 30 indentations on each specimen.
3 Results and discussion
3.1 Evolution of precipitates during annealing at a temperature of 700 and 800 °C
The low magnification SEM SE images of the microstructure of the Inconel 625 LPBF annealed at a temperature of 700 and 800 °C for 5, 100 and 500 h are shown in Fig. 2.

SEM SE images of Inconel 625 LPBF annealed at 700 °C and 800 °C for 5, 100 and 500 h, respectively. The build direction (BD) is indicated by an arrow. Exemplary particles with plate-like and globular morphologies are marked in the inserts
After annealing at a temperature of 700 °C for 5 h the microstructure of the melt pools and the cellular microstructure were preserved. Occasional breaks in the continuity of the intercellular boundaries were observed. Whereas, after annealing for 100 h and 500 h, the changes in the microstructure involving the disappearance of the melt pools and cells were associated with the precipitation of secondary phases. Densely arranged particles with plate-like morphology precipitate within the grains. Moreover, precipitates with globular morphology are observed along grain boundaries. Further increasing of the annealing temperature to 800 °C led to a pronounced precipitation of secondary phases already after 5 h of annealing. As the annealing time was increased to 100 h and 500 h, the precipitates occurred both in the grain interior and along the grain boundaries. Combining several electron microscopy techniques allowed a more detailed examination of the precipitates.
3.1.1 Precipitates of the γ'' phase
TEM analysis of the alloy’s microstructure after annealing at a temperature of 700 °C for 5 h revealed that the disc-shaped γ'' phase particles precipitated preferentially at cell boundaries, as shown in the DF image in Fig. 3a. Similarly, precipitation of the γ'' particles at the cell boundaries was observed after 5 h of annealing at a lower temperature of 600 °C [25]. This suggests that the dislocation pile-ups are the nucleation sites for the heterogeneous precipitation of γ'' phase. Heterogeneous precipitation of the γ'' phase in wrought Inconel 625 at the subgrain boundaries or dislocation segments is favoured at a higher temperature around 700 °C and is preceded by homogeneous precipitation [34]. The nucleation of the γ'' phase needs a sufficient concentration of Nb, which segregates into intercellular areas, and thus these are preferential nucleation sites [35]. This observation is consistent with the study of Anderson et al. [36]. The SAED pattern along the [100]γ matrix zone axis contains three sets of diffraction spots from the [100], [010], and [001] zone axes of the γ'' phase (Fig. 3b). This indicates the presence of the three sets of γ'' particles precipitated on three orthogonal {001}γ planes according to the crystallographic orientation relationship between the γ and γ'' phases described by Sundararaman et al. [37]. Figure 3c shows the HRTEM image of the [100] oriented particle of the γ'' phase. The insert with an enlarged inverse FFT of the highlighted area of the γ–γ'' interface reveals that the tetragonal γ'' particle is coherent with the [010] oriented cubic γ matrix.

a TEM-DF image of the γ'' phase precipitates in Inconel 625 annealed at 700 °C for 5 h with b the corresponding SAED pattern and its solution, as well as c HRTEM image with the enlarged inverse FFT of the marked γ–γ'' interface area
Based on the present study and our previous observations [20], it was determined that in the Inconel 625 LPBF stress relief annealed at 980 °C for 1 h and subsequently exposed to high temperature, the γ'' precipitates occur in the temperature range of 600–700 °C, and the onset of precipitation occurs already after 5 h. At 600 °C, the γ'' precipitates grew with increasing annealing time while extending the annealing time at 700 °C up to 100 h and further to 500 h resulted in their disappearance. Observations show that in Inconel 625 LPBF the γ'' phase precipitates at a similar temperature range, but in a shorter time than in its conventional form, in which the first stages of precipitation occur after 10 h at 650 °C and the γ'' phase is present even after 2000 h at 700 °C [9]. This is likely related to the microsegregation of Nb into intercellular areas, which results in a shortened diffusion pathway and thus accelerated precipitation and growth kinetics of the γ'' phase in Inconel 625 LPBF. Moreover, the precipitation of the γ'' particles coherent with the γ matrix contributes to the strengthening effect in Inconel 625 [38]. The size of the γ'' particles after annealing at 700 °C for 5 h described by Fmax was in the range 4−48 nm and was similar to this after annealing at 600 °C for 5 h [25].
3.1.2 Precipitates of the δ phase
As shown in SEM images in Fig. 2, a pronounced change in the morphology and distribution of precipitates occurred in the alloy after annealing at 700 °C for 100 h and 500 h, as well as at 800 °C at all tested times (5 h, 100 h and 500 h). The precipitates of the metastable γ'' phase disappeared, and the stable δ phase was formed instead. Although the δ phase is thermodynamically more stable than γ'', the δ precipitation is predominantly preceded by γ'' [37]. In wrought Inconel 625, it has been observed that the δ phase precipitates were mainly intragranular in the temperature range of 650–900 °C, while at 650–750 °C the γ'' and δ phases occurred simultaneously [23]. However, the co-existence of both phases was not observed in our specimens of Inconel 625 LPBF. In addition, it has been shown that the stress-relief annealing at 980 °C for 1 h effectively prevents the γ'' phase precipitation, so subsequent annealing at 700 °C for at least 100 h is necessary to obtain the δ phase.
Figure 4 shows the exemplary HRTEM image of the plate-like δ phase precipitate with the corresponding FFT patterns of the γ and δ phases. The δ phase precipitates in the γ matrix according to the crystallographic relationship {111}γ ∥ (010)δ and \(\langle 1\overline{1 } 0\rangle\)γ ∥ [100]δ, which was determined for conventional Inconel 625 by Sundararaman et al. [37]. The interfaces of the δ phase parallel to the [001]δ direction contain some steps. Meanwhile, at the end of the plate, parallel to the [100]δ, the interface exhibits planar defects.

HRTEM image of the δ phase precipitate in Inconel 625 annealed at 800 °C for 100 h with the indexed FFT patterns of the marked γ and δ phase regions
The literature [39] reports that the observed steps and planar defects correspond to interfacial dislocations and stacking faults, which accommodate the misfit in the interatomic distances in directions lying in the closely packed planes of the cubic and orthorhombic structures. The obtained results confirm that the δ phase precipitates are semicoherent with the γ matrix. The results of measurements of the size and NA of the δ phase precipitates in Inconel 625 LPBF annealed at a temperature of 700 °C and 800 °C for up to 2000 h have been reported in our previous study [26]. For the specimens annealed at 700 °C and 800 °C for 5, 100 and 500 h analyzed in this work, the results are given in the Appendix, Table 1. At the temperature of 700 °C the δ phase starts to precipitate before 100 h of annealing. As the annealing temperature increases to 800 °C, the δ phase is already observed after 5 h, thus its incubation period shortens. Initially, the δ phase precipitates along the grain boundaries, cell walls and melt pools contours, as can be seen in the SEM image of the specimen annealed at 800 °C for 5 h (Fig. 2). With increasing annealing time, mainly the intragranular precipitates of the δ phase are formed. Compared with the coarser microstructure of the wrought Inconel 625, in the LPBF manufactured specimens, precipitation and growth of the δ phase occurs under comparable temperature and time conditions. According to the literature data, in conventionally produced Inconel 625 the δ phase can appear at a temperature of 700 °C after only 40 h, and at 800 °C even after 2 h [40]. Furthermore, Sundararaman et al. [37] reported that at a temperature below 800 °C the δ phase precipitates have smaller size and needle-like morphology with high NA. At higher temperatures, the δ phase precipitates are larger and of blocky or plate-like morphology, but with relatively small NA, which is similar to the results for Inconel 625 LPBF.
3.1.3 Intergranular precipitates of carbides and Laves phase
In specimens annealed at 700 and 800 °C, carbides and Laves phase precipitates with a globular morphology were present along the grain boundaries (Fig. 2). The STEM-HAADF image combined with the EDS spectral images of Inconel 625 LPBF in Fig. 5 shows that they are present near the δ phase particles and are mainly enriched in Mo and Si. Co-existence of such precipitates with the δ phase was also observed. Figure 6a–c show an example of a precipitated M23C6 carbide particle with the corresponding SAED pattern, along with an HRTEM image and FFT patterns of the γ matrix and M23C6 carbide. The particle is in cube-on-cube orientation relationship with the matrix: \( \{111\} \gamma \parallel \{111\}_{{\text{M}_{23}}{\text{C}_{6}}}\) and \(\langle 110\rangle \gamma \parallel \langle 110\rangle_{{\text{M}_{23}}{\text{C}_{6}}}\). As the particles are embedded in the γ matrix, EDS analysis could not reveal their exact composition. Quantitative EDS analysis indicates that the M23C6 particles are mainly enriched in Mo, ranging from 25 to 33 at.%, while the matrix contains 5 to 7 at.% Mo. The Nb and Cr contents in M23C6 are very similar, ranging from 10 to 19 at.%. An increased amount of Si of about 8 at.% is also observed. Although the higher concentration of Mo than Cr could suggest the presence of M6C carbides, diffraction analysis confirmed that these are M23C6 carbides.

STEM-HAADF image of the microstructure after annealing at 700 °C for 500 h and corresponding EDS spectral images showing chemical element distribution maps

a, b TEM-BF image and SAED pattern of the M23C6 precipitate in Inconel 625 LPBF annealed at 800 °C for 500 h and c corresponding HRTEM image with FFT patterns of the γ matrix and M23C6 carbide
Occasionally, TEM observation of specimens annealed at 700 °C also showed elongated particles of irregular shape and modulated contrast, adjacent to the δ phase and M23C6 carbide precipitates (Fig. 7a). SAED analysis showed that these particles are the Laves phase precipitates (Fig. 7b). The high density of planar defects in the Laves phase was demonstrated by the fringes observed in TEM images and streaks of the diffraction spots in SAED patterns. EDS analysis showed that such particles are mainly rich in Mo and Si, but may also contain γ-forming elements such as Ni, Cr and Fe. In the specimens annealed at 800 °C, the Laves phase precipitates were preserved even after 500 h. However, their morphology changed from irregular to globular (Fig. 7c, d). The tendency to change the morphology of the Laves phase from irregular to globular may be the result of its partial dissolution, which was observed in laser-cladded Inconel 625 after annealing at 800 °C for 336 h [41] and already after 4 h at 850 °C [42]. Laves phases are found in many binary alloys. However, in more complex alloys, Laves phase particles can contain significant amounts of other alloying elements or impurities and differ considerably in composition from a simple AB2-type chemistry [43]. In Ni-based superalloys, higher levels of Nb, Mo and Si promote the formation of the Laves phase, which is consistent with our EDS microanalysis results in Inconel 625 LPBF.

TEM-BF images and corresponding SAED patterns of the Laves phase precipitates in Inconel 625 LPBF high temperature annealed at: a, b 700 °C for 500 h, and c, d 800 °C for 500 h
As can be seen from the above results, distinguishing M23C6 carbides from Laves phase particles requires TEM diffraction analysis. Unfortunately, the specimen area analyzed by TEM is too small to obtain statistically significant results for quantitative analysis of these particles. Therefore, SEM imaging was selected to obtain a sufficient number of measurements for good statistics. Since it was difficult to identify the carbides and Laves phase precipitates using SEM, they were treated together as intergranular particles in the quantitative image analysis. The results of their measurements are given in Fig. 8 and in the Appendix, Table 2.

The mean values of the ECD with error bars of their standard deviation, as well as the NA determined for intergranular precipitates of carbides and Laves phase in specimens annealed at a temperature of 700 and 800 °C
It was revealed that at 700 °C, extension of the annealing time from 100 to 500 h causes the mean ECD of intergranular particles to increase from 0.13 to 0.19 µm, while the NA remains at the same level and equals 0.92 µm−2 and 0.95 µm−2, respectively. This result shows that the precipitation of new particles is inhibited and the evolution of M23C6 carbides and Laves phase precipitates occurs through their growth. At a higher temperature of 800 °C and a short time of 5 h, the mean ECD of the intergranular particles was lower than that of the specimens annealed at 700 °C and was equal to 0.10 µm. After a longer annealing at 800 °C for 100 h, the mean ECD increased to 0.24 µm, while after 500 h it hardly changed and was equal to 0.23 µm. Consequently, as the annealing was extended from 5 to 100 h, the estimated NA decreased from 1.45 to 0.36 µm−2. Longer exposure for 500 h did not change it significantly and the NA was equal to 0.33 µm−2.
It can, therefore, be concluded that presumably the simultaneous growth of M23C6 carbides and dissolution of the Laves phase precipitates occurs in Inconel 625 LPBF at 800 °C as the annealing time is increased from 5 to 100 h, as evidenced by the observed decrease in the NA value. Longer exposure for 500 h did not result in a clear change in NA, suggesting that the transition from growth to slow coarsening of the M23C6 carbides occurs with further dissolution of the Laves phase precipitates (Fig. 7c, d).
Our study of the effect of temperature and annealing time on the evolution of M23C6 carbides in Inconel 625 LPBF shows a slightly different trend than reported in the literature for wrought and welded Inconel 625. Suave et al. [9] reported that in the wrought alloy M23C6 carbides are constantly growing during annealing in the temperature range of 650–900 °C, while at higher temperature M6C carbides occur. In comparison with the conventionally manufactured counterpart, in the Inconel 625 LPBF M23C6 carbides precipitate at higher temperature and after a longer annealing time. Similar trend was observed by Dai et al. [44] in Inconel 625 welds. Furthermore, the difference in the precipitation behaviour of M23C6 in LPBF manufactured and wrought or welded Inconel 625 can be influenced by the carbon content. In our specimens, the carbon content was 0.009 wt.%, and was similar to the Inconel 625 LPBF investigated by Stoudt et al. [24] and Son et al. [45]. However, the reported carbon content in wrought Inconel 625 was much higher, in the range of 0.029–0.065 wt.% [46], which can promote easier precipitation of carbides.
In turn, in the case of the Laves phase, the results of the microstructural analysis show that it is nucleated in the regions close to the δ phase and M23C6 carbides. As the temperature and annealing time increase, the Laves phase gradually inhibits the growth of M23C6 carbides. Nevertheless, the nucleation and growth of the Laves phase and M23C6 carbides can result in Nb enrichment in neighboring areas of the γ matrix, and thus increased growth of the Nb-rich δ phase. Such a coupled effect was previously observed in Inconel 625 welded joints [47].
3.2 Comparison of the evolution of precipitates in LPBF additively manufactured and wrought Inconel 625
Summarizing the results of the microstructural analysis of the evolution of precipitates in Inconel 625 LPBF after high-temperature annealing, a time–temperature-transformation (TTT) diagram comparing the precipitation of secondary phases in LPBF additively manufactured and wrought Inconel 625 was proposed (Fig. 9). Compared to the TTT diagram proposed by Floreen et al. [48], as well as other studies of wrought Inconel 625 [23], the precipitation of the γ'' phase observed in our specimens of Inconel 625 LPBF occurs after a shorter time and in a similar temperature range. Similar γ'' phase precipitation behavior was revealed in Alloy 625 weld overlay [44], which had a microstructure similar to that of the additively manufactured Inconel 625.

Comparison of the time–temperature-transformation (TTT) diagram of the LPBF and wrought Inconel 625. The data for conventional alloy marked with black lines are taken from [48]. The data for δ phase occurrence in Inconel 625 LPBF marked by the brown dashed line are taken from [24]. The data on γ'' precipitates at 600 °C marked by the red dashed line are taken from our earlier work [25]. The dashed lines estimate the occurrence of phases based on our SEM and TEM microstructural analysis results
However, in the case of the δ phase, as shown in Fig. 9, it occurs in Inconel 625 LPBF at a comparable or even higher temperature than in the conventionally produced alloy, but after a shorter period of time. The estimated area of the δ phase occurrence based on the experimental results obtained in our study and the work of Stoudt et al. [24] is consistent with each other and corresponds to the simulation conducted by Anderson et al. [36] and Lindwall et al. [40] for additively manufactured Inconel 625. Moreover, Stoudt et al. [24] showed that the δ phase at 900 °C occurs in Inconel 625 LPBF already after 0.2 h of annealing. The coexistence of the γ'' and δ Ni3Nb phases was not observed under the annealing conditions applied in our study, while in the wrought Inconel 625 they occur together in the temperature range of 650–700 °C, and in welds at 700–760 °C [44]. Further research is needed to examine the γ''→δ transformation in Inconel 625 LPBF.
The Laves phase and M23C6 carbides were observed after annealing at 700 and 800 °C mainly at the grain boundaries. The temperature-time range of their occurence was close to that for the δ phase. Compared to the TTT diagram proposed by Floreen et al. [48] and the results reported by Suave et al. [9], in the Inconel 625 LPBF, the M23C6 carbides precipitated after a longer time, while the Laves phase precipitated after a shorter time. Presumably, the accelerated precipitation of the Laves phase is associated with microsegregation of Nb and Mo in the interdendritic areas. In contrast, the delayed onset of M23C6 carbides is most likely related to the lower carbon content in the Inconel 625 LPBF. Further annealing experiments and microstructural analysis are currently being performed to more accurately estimate the area of secondary phases occurrence in the TTT diagram of additively manufactured Inconel 625.
3.3 TEM and STEM characterization of the dislocation substructure
Figure 10a–c shows a typical dislocation substructure of stress-relived Inconel 625 LPBF. The cellular microstructure is associated with dense pile-up dislocations. In addition, mobile dislocations are present inside the cells. The estimated dislocation density is equal to 1.23 × 1014 m−2. Often dislocations are piled up on the precipitates in the inter-dendritic regions. The interaction of dislocations with precipitates is clearly visible in the Fig. 10b, c. Inside the cells, the pinning of dislocations on the oxide inclusions, exhibiting dark contrast in the STEM-HAADF image, is also observed (Fig. 10c). Previous study has established that both the dislocation pile-up at grain boundaries and pinning on precipitates and inclusions contribute to the hardening of conventionally produced Inconel 625 superalloy [46]. Therefore, it can be assumed that oxide dispersion strengthening also contributes to the strengthening of Inconel 625 LPBF.

Dislocation substructure in stress-relieved Inconel 625 LPBF: a high dislocation density inside cells and pile-up of dislocations at cell boundaries, b interaction of dislocations with precipitates, c oxide inclusions; examples of precipitates and inclusions are marked with arrows, as well as dislocations observed using different operating reflections under TEM two-beam conditions: d g̅ [\(\overline{2 }20\)]; e g̅ [\(\overline{2 }00\)]; f g̅ [020]; g g̅ [\(\overline{2 }\overline{2 }0\)]. The dislocations selected to determine the Burgers vector are denoted as D1, D2 and D3
Figure 10d–g shows TEM images of dislocations acquired at two-beam diffraction conditions using different operating reflections, which were used to determine the Burgers vectors of mobile dislocations. The results are summarized in Table 4. The analysed dislocations D1, D2 and D3 are perfect ones with the Burgers vector b = ± ½\(\langle 110\rangle\), and therefore gliding is the most likely way of deformation of Inconel 625 LPBF at ambient temperature.
Figure 11a–f shows typical dislocation arrangements in specimens annealed at 700 and 800 °C. At the temperature of 700 °C for 5 h the cellular microstructure, and thus the dislocation pile-ups are stable (Fig. 11a). The cellular microstructure with piled-up dislocations in interdendritic areas, typical of Inconel 625 LPBF, is clearly visible in the insert in Fig. 11a. No significant changes were observed in the dislocation substructure compared to the stress-relieved Inconel 625 LPBF. After annealing at 700 °C for 100 h and at 800 °C for 5 h, residual fragments of the cellular microstructure were observed in the STEM (Fig. 11b, d). The disappearance of the cells led to a homogenization of the chemical composition between the interior and cell wall areas. Meanwhile, in the former cell walls, dislocation pile-ups rearranged into dislocation networks, shown in enlarged scale in the inserts in Fig. 11b–d. This result indicates that the intensive, thermally activated stress relaxation process of Inconel 625 LPBF occurs under such annealing conditions. This phenomenon might be triggered by residual stresses as well as misfit or misorientation after the formation of new phases [49].

Dislocation substructure observed in STEM HAADF images of Inconel 625 LPBF after annealing at: a–c 700 °C for 5, 100 and 500 h; d–f 800 °C for 5, 100 and 500 h
After prolonged annealing at 800 °C up to 500 h, the dislocation networks disappear and the thin subgrain boundaries form, which is visible in the white contrast in STEM-HAADF images (Fig. 11e, f). Similar observations were also made by Parsa et al. [50] in additively manufactured CMSX-4 nickel-based superalloy. Moreover, sparse dislocations and their pile-ups also form subgrains (Fig. 11c–f). An interaction between dislocations and the precipitates of the δ phase precipitated was also observed.
To sum up, the dislocation densities of Inconel 625 LPBF annealed at a temperature of 700 °C and 800 °C for 5, 100 and 500 h have values in a range of 3.1·1013 m−2 to 2.24·1014 m−2, which are similar to those reported in different LPBF processed alloys (Table 1). No dependence of the temperature and time of annealing on the dislocation density is observed at such conditions.
Furthermore, despite the destabilization of the dislocation substructure/cellular microstructure during annealing at 700 °C and 800 °C, a high density of mobile dislocations is still observed.
Our present results show the high stability the of dislocation substructure of the Inconel 625 LPBF during long-term high-temperature annealing at 700 °C and 800 °C. The dislocation density changes slightly between the selected time and temperature variants. Thus, it is likely that the dislocation density depends on the initial state of the microstructure associated with the process parameters, and consequently on the solidification rate of the melt pools. It should also be mentioned that the dislocation density is significantly influenced by the temperature gradient, which depends on the distance of a given layer from the baseplate in the LPBF machine. It was shown in [28] that in L-DED 304L stainless steel, the dislocation density was higher at a shorter distance from the baseplate (Table 1). This phenomenon is obviously related to the difference in cooling rate during solidification, which is higher near the baseplate.
3.4 Scheme of the evolution of precipitates during high temperature annealing
Based on microstructural analysis, Fig. 12 shows the graphical scheme of the evolution of precipitates and dislocation substructure associated with cell boundaries during high-temperature annealing. In the initial state after stress-relief annealing, there is a cellular microstructure with nano-sized precipitates of the Laves phase and NbC carbides at the cell walls. Subsequently, at the first stage of evolution in the temperature range of 600–700 °C, the γ'' phase precipitates on the cell walls. After long annealing in this temperature range, the second stage involves the precipitation of the γ'' phase both on the cell walls and inside the cells. In the third stage, during annealing at the temperature of 700 °C and above, precipitation of the δ phase, M23C6 carbides, and the Laves phase occurs, and rearrangement of the dislocation substructure leads to the formation of subgrain boundaries.

Graphic scheme of the evolution of precipitates and cell boundaries during high-temperature annealing of Inconel 625 LPBF
As the annealing time is increased at a temperature of 800 °C, in the fourth stage the δ phase and M23C6 carbides coagulate, and the Laves phase particles spheroidize or partially dissolve.
4 Hardness measurements
The hardness measurements were carried out on stress-relief annealed specimens, as well as subsequently subjected to annealing at a temperature of 600, 700 and 800 °C for 5 to 500 h. The results of the hardness measurements are given in Fig. 13.

The average hardness of Inconel 625 LPBF subjected to stress-relief annealing followed by annealing at 600 °C, 700 °C and 800 °C for 5 h, 100 h and 500 h
For the stress-relief annealed condition, hardness measurements were performed in the planes parallel (XZ) and perpendicular (XY) to BD. The values were equal to 296 and 305 HV10, respectively, confirming the hardness homogeneity of the Inconel 625 LPBF. On the basis of this result, subsequent hardness measurements of the annealed samples were made only in the XZ plane. The hardness of the stress-relief annealed Inconel 625 LPBF was similar to that of conventionally forged superalloy, which was in the range of 175–290 HV10 [47]. However, the producers of Inconel 625, such as Special Metals Corporation [48, 51] specify that the hardness in as-forged and subsequently heat treated condition is lower, in the range from 116 to 240 HV10. It is also clear that the hardness of stress-relief annealed Inconel 625 LPBF was higher than after solution treatment, which was equal to 184 HV10 [9]. It is related to the presence of a fine-grained and cellular microstructure, which provides hardening, in contrast to the recrystallized condition after solution treatment.
The hardness increased with the prolongation of annealing time at a temperature of 600 °C up to 100 h, which was related to the intensification of precipitation hardening with fine γ'' particles. A similar trend of increasing the hardness at 600 °C by the precipitation hardening due to precipitation of the nanometric γ'' phase particles was reported by Marchese et. al. [10] after direct aging, and also after annealing of the solution-treated Inconel 625 LPBF. However, after 500 h, the hardness decreased. The size of the γ'' particles was still tens of nanometres, and their distribution was similar to that after 100 h of annealing at 600 °C. Moreover, the γ'' particles remain coherent with the γ matrix. Therefore, the decrease in hardness is not related to the switch from the strengthening by the γ'' phase particles to softening caused by overaging [52]. At the same time, the solution strengthening of the γ matrix may decrease due to the precipitation of the Nb-rich particles of the γ'' phase. In turn, due to slight differences in the dislocation density of the specimens annealed at a temperature of 600 °C at various time (Table 1), the dislocation strengthening has no significant effect on hardness. Nevertheless, dislocations pile-ups rearrangement into dislocation networks might affect the softening after annealing at 600 °C for 500 h. Therefore, the microstructural analysis allows us to conclude that the synergistic effect of the reduced solution strengthening, as well as softening caused by dislocation networks formation, possibly contributed to the decrease in hardness [20].
After annealing at a temperature of 700 °C for 5 h, the hardness increased significantly. This behaviour was caused by the γ'' phase precipitation hardening [44]. A similar effect for Inconel 625 LPBF annealed at 700 °C was observed by Marchese et al. [10]. Further increasing the annealing time resulted in a gradual decrease in hardness. It was mainly due to the γ''→δ transformation and the disappearance of cell boundaries associated with the rearrangement of the dislocation substructure with the formation of networks, which contributed significantly to the softening effect. Similarly, the effect of dislocation substructure rearrangement on hardness changes was noticed by Deng et al. [53] in LPBF stainless steels. Hardening from the precipitation of the M23C6 carbides and the Laves phase, which occurred at this annealing stage was therefore low.
Annealing at a temperature of 800 °C for 5 h did not change the hardness compared to the initial state, despite significant differences in the microstructure, such as the disappearance of cell walls. Rearrangement of the cellular microstructure, which resulted in the formation of dislocation networks, and consequent softening of the superalloy, may compensate for the hardening effect associated with the precipitation of the δ phase. Meanwhile, as the annealing time was increased to 100 h, the hardness increased. This effect may be related to the very intense precipitation and growth of the hard δ phase. Suave et al. [9] suggested that due to the large volume fraction of the δ phase precipitates the “composite strengthening” effect occurs, which is a factor that strongly influences hardness. In addition, the growth of M23C6 carbides while dissolving the Laves phase provides an additional contribution to the hardness increase.
Furthermore, STEM-HAADF observations (Fig. 11e, f) revealed the formation of subgrain boundaries after annealing for 100 h and 500 h, which may also contribute to a further increase in hardness [54]. This is evidenced by the highest hardness achieved in the specimen annealed at 800 °C for 500 h. Studies involving more variants of annealing temperature and time are currently being carried out to investigate in detail the effect of different strengthening mechanisms on high-temperature hardness changes.
5 Conclusions
In this study, we conducted a detailed investigation of the microstructure and hardness changes of Inconel 625 LPBF caused by annealing at a temperature relevant to its application in aerospace and energy systems. The development of precipitates and dislocation substructure is correlated with hardness differences that occur with increasing temperature and exposure time. The main findings can be summarised as follows:
-
The initial microstructure of Inconel 625 LPBF after stress-relief annealing, showing pronounced segregation of Nb and Mo to cell boundaries and the formation of dense dislocation splits, leads to the hardness similar or even higher to literature data for wrought and heat-treated Inconel 625.
-
Owning to the microsegregation of Nb into the cell walls, its diffusion path is shortened, and thus the precipitation of the γ'' and δ phases in Inconel 625 LPBF occurs in a similar temperature range, but after a shorter time than in its conventional form.
-
In the same temperature and time range as the δ phase, the M23C6 carbides and Laves phase precipitates are present. Quantitative microstructural analysis indicated that an increase in annealing temperature and time can affect the simultaneous dissolution of the Laves phase and the growth of M23C6 carbides.
-
The dislocation substructure shows high stability during prolonged high-temperature annealing. The dislocation pile-ups, closely related to the cellular microstructure, partially disappear after annealing at 700 °C for 100 h. A further increase in temperature leads to the formation of dislocation networks, and consequently, subgrain boundaries. The density of mobile dislocations remains high.
-
The evolution of the microstructure affects changes in hardness, which are related to differences in the dominant hardening mechanisms.
-
Annealing at a temperature of 600 °C for up to 100 h and at 700 °C for 5 h results in precipitation hardening with the γ'' phase. Longer annealing at 600 °C leads to the growth of the γ'' and destabilization of the cellular microstructure, associated with the formation of dislocation networks, that cause a decrease in hardness.
-
The decrease in hardness with increasing annealing time at 700 °C is mainly related to the γ''→δ transformation and the loss of cellular microstructure.
-
After annealing at 800 °C, a continuous increase in hardness appears with a maximum after 500 h, which is associated with the growth of the densely distributed δ phase particles and numerous precipitates of carbides along with the formation of subgrain boundaries.
-
Data availability
Data sets generated during the current study are available from the corresponding author on reasonable request.
References
Eiselstein HL, Tillack DJ. The invention and definition of alloy 625, superalloys 718, 625, 706. Var Deriv. 1991. https://doi.org/10.7449/1991/superalloys_1991_1_14.
Shankar V, Sankara Rao KB, Mannan SL. Microstructure and mechanical properties of Inconel 625 superalloy. J Nucl Mater. 2001;288:222–32. https://doi.org/10.1016/S0022-3115(00)00723-6.
Gonzalez JA, Mireles J, Stafford SW, Perez MA, Terrazas CA, Wicker RB. Characterization of Inconel 625 fabricated using powder-bed-based additive manufacturing technologies. J Mater Process Technol. 2019;264:200–10. https://doi.org/10.1016/j.jmatprotec.2018.08.031.
Mahajan A, Singh G, Devgan S. Additive manufacturing of metallic biomaterials: a concise review. Archiv Civ Mech Eng. 2023;187:23. https://doi.org/10.1007/s43452-023-00730-7.
Tian Z, Zhang C, Wang D, Liu W, Fang X, Wellmann D, Zhao Y, Tian Y. A review on laser powder bed fusion of inconel 625 nickel-based alloy. Appl Sci. 2020;10:1–14. https://doi.org/10.3390/app10010081.
Zhang F, Levine LE, Allen AJ, Campbell CE, Lass EA, Cheruvathur S, Stoudt MR, Williams ME, Idell Y. Homogenization kinetics of a nickel-based superalloy produced by powder bed fusion laser sintering. Scr Mater. 2017;131:98–102. https://doi.org/10.1016/j.matdes.2018.06.010.
Lass EA, Stoudt MR, Williams ME, Katz MB, Levine LE, Phan TQ, Gnaeupel-Herold TH, Ng DS. Formation of the Ni3Nb d-phase in stress-relieved Inconel 625 produced via laser powder-bed fusion additive manufacturing. Metall Mater Trans A Phys Metall Mater Sci. 2017;48:5547–58. https://doi.org/10.1007/s11661-017-4304-6.
Sundararaman M, Kumar L, Eswara Prasad G, Mukhopadhyay P, Banerjee S. Precipitation of an intermetallic phase with Pt2Mo-type structure in alloy 625. Metall Mater Trans A Phys Metall Mater Sci. 1999;30:41–52. https://doi.org/10.1007/s11661-999-0194-6.
Suave LM, Cormier J, Villechaise P, Soula A, Hervier Z, Bertheau D, Laigo J. Microstructural evolutions during thermal aging of alloy 625: Impact of temperature and forming process. Metall Mater Trans A Phys Metall Mater Sci. 2014;45:2963–82. https://doi.org/10.1007/s11661-014-2256-7.
Marchese G, Lorusso M, Parizia S, Bassini E, Lee J-W, Calignano F, Manfredi D, Terner M, Hong H-U, Ugues D, Lombardi M, Biamino S. Influence of heat treatments on microstructure evolution and mechanical properties of Inconel 625 processed by laser powder bed fusion. Mater Sci Eng A. 2018;729:64–75. https://doi.org/10.1016/j.msea.2018.05.044.
Zhang F, Levine LE, Allen AJ, Stoudt MR, Lindwall G, Lass EA, Williams ME, Idell Y, Campbell CE. Effect of heat treatment on the microstructural evolution of a nickel-based superalloy additive-manufactured by laser powder bed fusion. Acta Mater. 2018;152:200–14. https://doi.org/10.1016/j.actamat.2018.03.017.
Hyer H, Newell R, Matejczyk D, Hsie S, Anthony M, Zhou L, Kammerer C, Sohn Y. Microstructural development in as built and heat treated IN625 component additively manufactured by laser powder bed fusion. J Phase Equilibria Diffus. 2021;42:14–27. https://doi.org/10.1007/s11669-020-00855-9.
Keller T, Lindwall G, Ghosh S, Ma L, Lane BM, Zhang F, Kattner UR, Lass EA, Heigel JC, Idell Y, Williams ME, Allen AJ, Guyer JE, Levine LE. Application of finite element, phase-field, and CALPHAD-based methods to additive manufacturing of Ni-based superalloys. Acta Mater. 2017;139:244–53. https://doi.org/10.1016/j.actamat.2017.05.003.
Staroń S, Dubiel B, Gola K, Kalemba-Rec I, Gajewska M, Pasiowiec H, Wróbel R, Leinenbach C. Quantitative microstructural characterization of precipitates and oxide inclusions in Inconel 625 superalloy additively manufactured by L-PBF method. Metall Mater Trans A. 2022;53:2459–79. https://doi.org/10.1007/s11661-022-06679-1.
Chyrkin A, Gunduz KO, Fedorova I, Sattari M, Visible A, Halvarsson A, Froitzenheim J, Stiller K. High-temperature oxidation behavior of additively manufactured IN625: effect of microstructure and grain size. Corros Sci. 2022;205: 110382. https://doi.org/10.1016/j.corsci.2022.110382.
Parizia S, Marchese G, Rashidi M, Lorusso M, Hryha E, Manfredi D, Biamino S. Effect of heat treatment on microstructure and oxidation properties of Inconel 625 processed by LPBF. J Alloys Compd. 2020;846: 156418. https://doi.org/10.1016/j.jallcom.2020.156418.
Zhu J, Kokawa H, Feng K, Li Z. Unexpectedly high corrosion susceptibility near fusion boundaries of Inconel 625 manufactured by laser powder bed fusion. Corros Sci. 2023;223: 111432. https://doi.org/10.1016/j.corsci.2023.111432.
Gola K, Ledwig P, Dubiel B. Effect of microstructure of additively manufactured Inconel 625 on long-term corrosion behaviour in sulfuric acid media. JOM. 2023;75:1242–50. https://doi.org/10.1007/s11837-023-05708-7.
Li C, White R, Fang XY, Weaver M, Guo YB. Microstructure evolution characteristics of Inconel 625 alloy from selective laser melting to heat treatment. Mater Sci Eng A. 2017;705:20–31. https://doi.org/10.1016/j.msea.2017.08.058.
Marchese G, Bassini E, Parizia S, Manfredi D, Ugues D, Lombardi M, Fino P, Biamino S. Role of the chemical homogenization on the microstructural and mechanical evolution of prolonged heat-treated laser powder bed fused Inconel 625. Mater Sci Eng A. 2020;796: 140007. https://doi.org/10.1016/j.msea.2020.140007.
Marinucci F, Marchese G, Bassini E, Aversa A, Fino P, Ugues D, Biamino S. Hardness evolution of solution-annealed LPBFed Inconel 625 alloy under prolonged thermal exposure. Metals. 2022. https://doi.org/10.3390/met12111916.
Song KH, Nakata K. Mechanical properties of friction-stir-welded inconel 625 alloy. Mater Trans. 2009;50:2498–501. https://doi.org/10.2320/matertrans.M2009200.
Suave LM, Bertheau D, Cormier J, Villechaise P, Soula A, Hervier Z, Hamon F, Laigo J. Impact of thermomechanical aging on alloy 625 high temperature mechanical properties, 8th Int. Symp. Superalloy 718 Deriv 2014;2014:317–331. https://doi.org/10.1002/9781119016854.ch26
Stoudt MR, Lass EA, Ng DS, Williams ME, Zhang F, Campbell CE, Lindwall G, Levine LE. The influence of annealing temperature and time on the formation of δ-phase in additively-manufactured Inconel 625. Metall Mater Trans A Phys Metall Mater Sci. 2018;49:3028–37. https://doi.org/10.1007/s11661-018-4643-y.
Gola K, Dubiel B, Kalemba-Rec I. Microstructural changes in Inconel 625 alloy fabricated by laser-based powder bed fusion process and subjected to high-temperature annealing. J Mater Eng Perform. 2020;29:1528–34. https://doi.org/10.1007/s11665-020-04605-3.
Staroń S, Macioł P, Dubiel B, Gola K, Falkus J. Evolution of δ phase precipitates in Inconel 625 superalloy additively manufactured by laser powder bed fusion and its modeling with fuzzy logic. Arch Civ Mech Eng. 2023. https://doi.org/10.1007/s43452-023-00626-6.
Xu J, Gruber H, Boyd R, Jiang S, Peng RL, Moverare JJ. On the strengthening and embrittlement mechanisms of an additively manufactured Nickel-base superalloy. Materialia. 2020;10: 100657. https://doi.org/10.1016/j.mtla.2020.100657.
Smith TR, Sugar JD, San Marchi C, Schoenung JM. Strengthening mechanisms in directed energy deposited austenitic stainless steel. Acta Mater. 2019;164:728–40. https://doi.org/10.1016/j.actamat.2018.11.021.
Small KA, Clayburn Z, DeMott R, Primig S, Fullwood D, Taheri ML. Interplay of dislocation substructure and elastic strain evolution in additively manufactured Inconel 625. Mater Sci Eng A. 2020;785: 139380. https://doi.org/10.1016/j.msea.2020.139380.
Qiu C, Al Kindi M, Aladawi AS, Al Hatmi I. A comprehensive study on microstructure and tensile behaviour of a selectively laser melted stainless steel. Sci Rep. 2018;8:1–16. https://doi.org/10.1038/s41598-018-26136-7.
Liu L, Ding Q, Zhong Y, Zou J, Wu J, Chiu YL, Li J, Zhang Z, Yu Q, Shen Z. Dislocation network in additive manufactured steel breaks strength–ductility trade-off. Mater Today. 2018;21:354–61. https://doi.org/10.1016/j.mattod.2017.11.004.
Li Z, He B, Guo Q. Strengthening and hardening mechanisms of additively manufactured stainless steels: the role of cell sizes. Scr Mater. 2020;177:17–21. https://doi.org/10.1016/j.scriptamat.2019.10.005.
Schneider CA, Rasband WS, Eliceiri KW. NIH Image to ImageJ: 25 years of image analysis. Nat Methods. 2012;9:671–5. https://doi.org/10.1038/nmeth.2089.
Pai HC, Sundararaman M. A comparison of the precipitation kinetics of γ″ particles in virgin and re-solutioned alloy 625. Proc Int Symp Superalloys Var Deriv. 2005;3:487–95. https://doi.org/10.7449/2005/superalloys_2005_487_495.
Dupont JN, Lippold JC, Kiser SD. Welding metallurgy and weldability of nickel-base alloys. New Jersey: John Wiley & Sons Inc., Publication; 2009.
Anderson MJ, Benson J, Brooks JW, Saunders B, Basoalto HC. Predicting precipitation kinetics during the annealing of additive manufactured Inconel 625 components. Integr Mater Manuf Innov. 2019;8:154–66. https://doi.org/10.1007/s40192-019-00134-7.
Sundararaman M, Mukhopadhyay P, Banerjee S. Precipitation of the δ-Ni3Nb phase in two nickel base superalloys. Metall Trans A. 1988;19:453–65. https://doi.org/10.1007/BF02649259.
Shaikh MA, Ahmad M, Shoaib KA, Akhter JI, Iqbal M, Ahmad M, Shoaib KA, Akhter JI, Iqbal M, Shaikh MA, Ahmad M, Shoaib KA, Akhter JI, Iqbal M. Precipitation hardening in Inconel* 625. Mater Sci Technol. 2000. https://doi.org/10.1179/026708300101507613.
Xu WS, Yang XP, Zhang WZ. Interpretation of the habit plane of δ precipitates in superalloy Inconel 718. Acta Metall Sin (English Lett). 2018;31:113–26. https://doi.org/10.1007/s40195-017-0693-1.
Lindwall G, Campbell CE, Lass EA, Zhang F, Stoudt MR, Allen AJ, Levine LE. Simulation of TTT curves for additively manufactured Inconel 625. Metall Mater Trans A Phys Metall Mater Sci. 2019;50:457–67. https://doi.org/10.1007/s11661-018-4959-7.
Verdi D, Garrido MA, Múnez CJ, Poza P. Microscale evaluation of laser cladded Inconel 625 exposed at high temperature in air. Mater Des. 2017;114:326–38. https://doi.org/10.1016/j.matdes.2016.11.014.
Bansal A, Zafar S. Influence of heat treatment on microstructure and mechanical properties of inconel-625 clad deposited on mild steel. Indian J Eng Mater Sci. 2017;24:477–83.
Stein F, Leineweber A. Laves phases: a review of their functional and structural applications and an improved fundamental understanding of stability and properties. J Mater Sci. 2021;56:5321–427. https://doi.org/10.1007/s10853-020-05509-2.
Dai T, Wheeling RA, Hartman-Vaeth K, Lippold JC. Precipitation behavior and hardness response of Alloy 625 weld overlay under different aging conditions. Weld World. 2019;63:1087–100. https://doi.org/10.1007/s40194-019-00724-1.
Son KT, Phan TQ, Levine LE, Kim KS, Lee KA, Ahlfors M, Kassner ME. The creep and fracture properties of additively manufactured inconel 625. Materialia. 2021;15: 101021. https://doi.org/10.1016/j.mtla.2021.101021.
Liu X, Fan J, Zhang P, Xie J, Chen F, Liu D, Yuan R, Tang B, Kou H, Li J. Temperature dependence of deformation behavior, microstructure evolution and fracture mechanism of Inconel 625 superalloy. J Alloys Compd. 2021. https://doi.org/10.1016/j.jallcom.2021.159342.
Wu G, Ding K, Qiao S, Wei T, Liu X, Gao Y. Weakening modes for the heat affected zone in Inconel 625 superalloy welded joints under different high temperature rupture conditions. J Mater Res Technol. 2021;14:2233–42. https://doi.org/10.1016/j.jmrt.2021.07.156.
Floreen S, Fuchs GEGE, Yang WJWJWJ. The metallurgy of alloy 625, superalloys 718, 625, 706. Var Deriv. 1994. https://doi.org/10.7449/1994/superalloys_1994_13_37.
Miekk-Oja HM, Lindroos VK. The formation of dislocation networks. Surf Sci. 1972;31:422–55. https://doi.org/10.1016/0039-6028(72)90270-1.
Parsa AB, Ramsperger M, Kostka A, Somsen C, Körner C, Eggeler G. Transmission electron microscopy of a CMSX-4 Ni-base superalloy produced by selective electron beam melting. Metals. 2016;6:1–17. https://doi.org/10.3390/met6110258.
Specialmetals.com, Special Metals: INCONEL alloy 625, (2006). https://www.specialmetals.com/documents/technical-bulletins/inconel/inconel-alloy-625.pdf. Accessed 15 May 2023.
Guo Z, Sha W. Quantification of precipitation hardening and evolution of precipitates. Mater Trans. 2002;43:1273–82. https://doi.org/10.2320/matertrans.43.1273.
Deng P, Yin H, Song M, Li D, Zheng Y, Prorok BC, Lou X. On the thermal stability of dislocation cellular structures in additively manufactured austenitic stainless steels: roles of heavy element segregation and stacking fault energy. Addit Manuf Energy Appl. 2020;72:4232–43. https://doi.org/10.1007/s11837-020-04427-7.
McElroy RJ, Szkopiak ZC. Dislocation-substructure-strengthening and mechanical-thermal treatment of metals. Int Metall Rev. 1972;17:175–202. https://doi.org/10.1179/imtlr.1972.17.1.175.
Funding
This research was funded by the National Science Centre, Poland, grant no 2017/27/B/ST8/02244.
Author information
Authors and Affiliations
Contributions
BD: conceptualization, formal analysis, investigation, writing—original draft, writing—review and editing, visualization, supervision, project administration, funding acquisition. KG: formal analysis, investigation, writing—original draft, writing—review and editing, visualization. SS: formal analysis, investigation, writing—original draft, writing—review and editing, visualization. HP: formal analysis, investigation, writing—original draft, writing—review & editing, visualization. PI: investigation, writing—review and editing. MG: investigation, writing—review and editing. MZ: formal analysis, investigation, writing—review and editing. IK-R: investigation, writing—review and editing. TM: formal analysis, investigation, writing—review and editing. SK: investigation, writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any authors.
Informed consent
Informed consent was obtained from all individual participants included in the study.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dubiel, B., Gola, K., Staroń, S. et al. Effect of high temperature annealing on the microstructure evolution and hardness behavior of the Inconel 625 superalloy additively manufactured by laser powder bed fusion. Archiv.Civ.Mech.Eng 23, 249 (2023). https://doi.org/10.1007/s43452-023-00787-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-023-00787-4