
Abstract
Crack initiation and propagation in a peroxide-cured polybutadiene rubber reinforced with silanised silica nanofiller were studied under a cyclic loading condition. The fatigue properties of the semi-transparent rubber samples were tested at a constant strain amplitude, test frequency and temperature. Initiation and subsequent growth of cracks in the rubber samples were observed using an optical microscope as a function of the number of cycles until the rubber samples failed, indicating that there are two distinct stages in the fatigue failure of the rubber vulcanisate. The cracks were initiated after the rubber was flexed for about 2817 cycles and then the cracks grew from 500 μm and reached to a critical length of 4.6 mm and followed a further 897 cycles, leading to a catastrophic failure of the rubber samples. Correlation between the rate of crack growth, dc/dn, and the strain energy release rate, T, was investigated using the power law index, and a new expression for the measurement of the cyclic fatigue life of the rubber vulcanisate was proposed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Fatigue of rubber has been the subject of numerous studies particularly in relation to tyre materials and industries [1]. Fatigue may occur when a material is subjected to repeated cyclic loading due to either the action of fluctuating stresses or fluctuating strains [2]. The fatigue phenomenon can be observed in the form of cracks developing at fixed locations in the material structure [3]. According to ISO 6943 standard, flex life for a rubber vulcanisate is defined to be cycles to failure at 0–100% maximum strain amplitude when rubber is tested at ambient temperature [4]. However, this definition for flex life does not consider the different stages involved in the evolution and propagation of cracks during fatigue test when rubber is repeatedly stressed. For example, defects and micro-cracks are often present in the rubber compounds due to the aggregation of solid fillers or poor dispersion of chemical additives. These defects or micro-cracks eventually grow under dynamic loading, causing the catastrophic failure of the rubber vulcanisate. The current assumption is that there is always a small flaw or imperfection (initial crack size, C0) in the rubber before flexing starts and when flexing starts, this initial crack grows to a catastrophic final length. Two different approaches are considered to experimentally determine the end-of-life of rubber samples. Some authors consider that the end-of-life is defined by the number of cycles, necessary to break down the sample [5]. Others suggested the number of cycles involved to induce a self-initiated fatigue crack at sample surface [6]. In the latter case, the length of the crack is arbitrary determined and depends on sample geometry and size and it is related to a large decrease of sample stiffness [7]. It should also be noted that the term macro-crack nucleation is defined as cracks on the order of 1 mm or longer [8]. In contrast, pre-existing defects or micro-cracks, 100–200 microns in size, have been reported in some natural rubber (NR) vulcanisates under multiaxial fatigue conditions [9]. In a crack nucleation approach, the analysis is without considering the features such as initial crack and defect size, shape, orientation or distribution. In a crack growth approach, however, such features of the crack or defect are essential inputs to the analysis. Lake and Lindley developed relations between crack growth rate and strain energy release rate for crystallising and non-crystallising rubbers [10] and found that different equations are valid for low and high strains and the dependence of crack growth rate on strain energy release rate changes from linear to power law relation on increasing strain. Flex life often is measured from start to the finish when rubber sample fails. However, it is possible that cracks may initiate sometime after test starts and then grow to a critical length. This could be important in determining a more accurate measurement of flex life. In current research, the crack nucleation approach will be employed to develop a new expression for the flex life of a peroxide-cured polybutadiene rubber. Peroxide is used extensively to cure a wide range of rubbers for industrial applications. For example, different peroxides were used to optimise power cable production lines for ethylene–propylene (EPM) and ethylene–propylene–diene (EPDM) rubbers [11]. In some studies, the mechanical properties of vulcanised EPM/EPDM rubber cured with different peroxides were optimised. A new method was developed for the determination of optimal production line parameters to use to maximise rubber output mechanical properties. Numerical results from the test method showed that the choice of two parameters were essential to obtain high-quality products [12]. In later work, a comprehensive numerical model for optimising the mechanical properties of thick cured rubber were developed and tested. Several vulcanisation systems including peroxides and accelerated sulphur were used to cure the rubber. The model was used to determine the optimal final tensile strength of the peroxide cured rubber. The use of a mixture of peroxides showed that balanced mixtures helped to reduce the curing time and/or increasing the optimal tensile strength for the rubber. For the sulphur vulcanisation, the model predicted the crosslink density of the cured rubber and was found to be suitable for providing an estimate of crosslink degree at fixed temperature. All the indications were that modelling the experimental data was a useful approach for managing the industrial manufacturing processes [13]
Experimental
Materials
The raw rubber used was high cis polybutadiene rubber (96 wt% 1,4-cis content, Buna CB24, not oil extended, Bayer, Newbury, UK). Buna CB24 has a linear-chain structure (LANXESS, Germany) and a Mooney viscosity of 44 Mooney Units (MU) measured according to ASTM D 1646. The reinforcing nanofiller was Coupsil 8113 (Evonik Industries, AG, Germany), which is a precipitated amorphous white silica known as Ultrasil VN3 and had been pre-treated with a bis-(3-triethoxysilypropyl)-tetrasulphane (TESPT) coupling agent, also known as Si69. It has 11.3 wt% of TESPT and 2.5 wt% of sulphur (included in TESPT). The surface area of the filler is 175 m2/g (measured by N2 adsorption) and the particle size is 20–54 nm. Dicumyl peroxide (DCP, Acros Organics United Kingdom) was used as a curing agent. Table 1 shows the rubber formulation.
Mixing
The raw rubber, nano-sized silica powder and DCP were mixed in a Haake Rheocord 90 with counter-rotating rotors. Banbury rotors were used to carry out the mixing of the rubber compounds at room temperature (~ 24 °C) for 16 min. The rotor speed was set at 45 rpm. The volume of the mixing chamber was 78 cm3 and it was 57% full during mixing [14]. First, the raw rubber and then immediately the silica powder were placed in the mixing chamber and mixed for 10 min to disperse the silica particles in the rubber [15]. After 10 min elapsed, the ram was raised and DCP was added and mixed for a further 6 min. The rubber compound was then removed from the mixer, cooled down to ambient temperature and milled on a two-roll mill to produce a sheet of about 5 mm thick for further work.
Measurement of the cure properties of the rubber compounds
The cure properties: scorch time (ts2), which is the time for the onset of cure, and optimum cure time (t95), which is the time for the completion of cure, were measured at 160 °C, using an oscillating disc rheometer (ODR) (Monsanto, Swindon, UK). The angular displacement in the ODR was ± 3° and test frequency 1.7 Hz. [16]. The cure rate index, which is a measure of the rate of cure in the rubber, was calculated using the following expression [17]:
Results from these tests are summarised in Table 1. ΔTorque which is the difference between the maximum and minimum torque values on the cure trace of a rubber compound and is an indication of crosslink density changes in the rubber was also calculated and shown in the same table.
Curing of the rubber compound
Approximately, 190 g of the uncured rubber compound was placed in the centre of the compression mould to allow it to flow in every direction to prevent anisotropy from forming in the sheet and was cured in an electrically heated hydraulic press at 160 °C under a pressure of 40 MPa for 32.31 min to produce a thin sheet. Polyethylene terephthalate (PET) film was used to prevent the mould surfaces from contaminating the rubber. The PET film used was a food grade polyester film with an ultra-low additive content. Such a film provided a release layer without introducing contamination and damage to the rubber surface. After the rubber was cured, the mould was taken out of the press and the rubber removed and left in air to cool down to ambient temperature. Finally, the cured rubber sheet with a thickness of approximately 2.8 mm was placed in a clean plastic bag and stored at ambient temperature for at least 24 h before flex tests. Standard dumbbell-shaped test pieces (75-mm total length and 25-mm gauge length) and flat strips of rubber (150 mm in length and 25 mm wide) were subsequently cut from the cured sheets for measuring the flex life and determining correlation between the rate of crack growth, dc/dn, and stored energy release rate, T.
Flex testing of the rubber vulcanisate and characterisation of cracking development
The standard dumbbell test pieces were secured in the clamps of an in-house made flexing machine and the flex tests were performed in uniaxial tension at a constant maximum strain amplitude of 115% and a test frequency of 1.98 Hz at room temperature (~ 23 °C). In each test, the test piece was fully relaxed before it was stretched to its maximum strain. As mentioned earlier, the cured rubber was semi-transparent to white monochromatic light, and therefore, it was easy to observe crack initiation in the rubber by placing the samples in an optical microscope and observing exactly when cracks started to appear in the rubber. After the flex tests started, at different intervals, the rubber samples were removed from the flex machine and examined in a Nikon transmission optical microscope to observe the initiation and development of the cracks. This was repeated several times until cracks finally appeared in the rubber and the number of cycles were then recorded. The cracks were subsequently photographed in the optical microscope.
Results and discussion
Cure test results and crack initiation and crack grow in the dumbbell test pieces
The rubber compound had scorch and optimum cure times of 1.37 min and 32.31 min, respectively. The cure rate index and Δtorque which indicate the rate of cure and crosslink density changes in the rubber were 3.23 min−1 and 87 dNm, respectively. As mentioned earlier, the rubber compound was cured according to its measured optimum cure time to produce some rubber sheets.
Figures 1 and 2 show typical images of the cracks observed in the dumbbell test pieces after different flex cycles. To observe the crack, the test piece was put in tension slightly before placing it in the optical microscope. The rubber samples were placed back in the machine and flexed until the samples finally failed. In total, twelve dumbbell test pieces were used, and all the cracks were edge-cracks.

Image of an edge crack in a dumbbell test piece after 1200 cycles

Image of an edge crack in a dumbbell test piece after 2886 cycles
Results are presented in Fig. 3. The number of cycles where no visible crack was observed in the sample is shown in black and the number of cycles corresponding to when crack initiated and grew until it reached a critical length where the sample broke into two pieces, is shown in a different colour in the same figure. The average number of cycles recorded when a crack was first observed in the sample after test started, was 2817 (standard deviation: 2260.8), and the average number of cycles recorded when the crack grew to its final length, causing the sample to fail, was 897 (standard deviation: 468.6). Therefore, the total average number of cycles to failure was 3714. On this basis, in the first 76% of the flex life, there were no visible cracks present in the rubber samples. Only in the last 24% of the flex life, cracks appeared and grew until the rubber samples failed. It is worth noting that cracks initiated at different times in the rubber. For example, in one sample, crack appeared after 1200 cycles and in another after 9418 cycles (Fig. 3). This affects the measurement of fatigue life and should be considered. Polybutadiene rubber cured with elemental sulphur and reinforced with silanised silica nanofiller exhibited a much longer cyclic fatigue life than the peroxide-cured rubber used in this study [15]. In some cases, the cyclic fatigue life exceeded 1,000,000 cycles. It is evident that sulphur-cured rubber which has indirect sulphur crosslinks between the rubber chains possesses a much better cyclic fatigue life than the peroxide-cured rubber which has direct bonds between the backbone chains. No doubt, there was also contribution from the reinforcing filler to the cyclic fatigue life of the vulcanisate. There have been extensive studies on the causes of crack growth in rubber under cyclic fatigue conditions in the past [10] and this topic will not be re-visited in this paper.

Flex life of the rubber vulcanisate showing 2 stages. Stage 1 (black) where no crack is observed, stage 2 (orange where crack initiated and grew until the sample failed)
We propose a new expression for the flex life of the rubber vulcanisate. This assumes that there are two distinct stages in the flex failure of the rubber vulcanisate. In stage 1, there is no visible crack initiation, and in stage 2, crack initiates and grows, reaching a critical length, causing sample failure. Hence, a new expression for flex life, Na, is given by the following expression:
where N1 is the total flex life and N2 is the flex life with no crack in the rubber. For this rubber vulcanisate, N1 is 3714 cycles, and N2 is 2817 cycles. Hence, this gives a flex life of 897 cycles.
Relation between crack growth rate and strain energy release rate
To determine a correlation between the rate of crack growth, dc/dn, and the strain energy release rate, T, tensile strips were prepared from the sheets of the rubber vulcanisate. The rubber samples were cycled at maximum strain amplitudes of 15.5%, 27.5%, and 35% at ambient temperature. The test frequency was 2 Hz. In total, 6 samples were used, two at each strain amplitude. Before tests started, a sharp edged-crack roughly 500 µm in size was first introduced in each sample, using a sharp blade, perpendicular to the length of the sample (Fig. 4a), and the sample was then placed in the fatigue testing machine and cycled.

a Sharp crack inserted in the tensile strip test piece, b crack propagating under repeated stressing, and c crack reaching its final length before test stopped
To measure the crack growth length as a function of the number of cycles, the tensile strips were removed from the fatigue machine at different intervals and the crack length was measured accurately in the optical microscope. The sample was then placed back in the machine and the test continued. This was repeated until the crack length eventually reached 4.6 mm (Fig. 4b, c) after which the tests stopped.
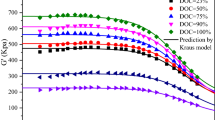
Figure 5 shows crack growth rate, dc/dn, versus strain energy release rate, T, for the rubber vulcanisate tested. To calculate dc/dn at a given T, the number of cycles corresponding to an increment of crack growth was calculated. For example, in one test, the crack grew from 533 to 650 μm over 1460 cycles. Therefore, dc/dn was 117/1460 or 8 × 0–2 μm/cycle. The results are presented on logarithmic scale to accommodate the wide range of crack growth rates and strain energy release rates and to derive power law index suitable for the rubber vulcanisate tested. Using Matlab software, the power law index was measured from the straight line plotted through the experimental data in this figure.

dc/dn versus T for the rubber vulcanisate tested
The general form of the power law relation is given below:
where dc/dn is the rate of crack growth, B is a coefficient and r the power law index.
As mentioned earlier, for simple extension, which is convenient for laboratory tests, for a through-thickness edge crack, the tear energy, T is related to the crack length c and deformation by T = 2KWc equation. W is the stored energy density in the bulk of the material and, for large strains, K departs from the classical value of π and is given approximately by K = \(\frac{\pi }{\sqrt \lambda }\) where λ is the extension ratio. In fact, K is a slowly varying function of strain [10]. Using this equation, the number of cycles needed for a cut to grow from length c1 to a length c2 in a test piece deformed in simple extension can be calculated.
Therefore,
If r = 1 in the above equation, then
If r ≠ 1 in Eq. 7, then
Note that using Eq. 3, it is assumed that there are initial flaws or micro-cracks in the rubber of size c1 when flexing starts, and these flaws grow, reaching a final length of c2 when the sample fails. Our observation of the internal structure of the rubber in the optical microscope showed that there were no obvious flaws or micro cracks in the rubber before flexing started. Cracks appeared sometime after flexing began and these cracks continued growing until the sample failed. In all our observations, we noticed only one edge-crack in each dumbbell test piece, which grew under repeated flexing, reaching a critical length. B and r were measured from the slope of the straight line drawn through the experimental data shown in Fig. 5 and the equation describing the relationship between dc/dn and T is shown below.
The equation describing the relationship between dc/dn and T from Fig. 5 is shown below:
Since, T = 2KWc, this can be placed in Eq. 10 and integrated to give the following equation:
Since r is not equal to 1, then Eq. 9 is used to calculate a value for Na by placing r = 2.284 and B = 1 × 10–4. Therefore,
Note that for some rubber vulcanisates, r values ranging from 2 to 6 have been reported. The value tends to be lower the higher the mechanical hysteresis exhibited by the material at high strains [10, 18].
Replacing c1 with co, where co is the length of crack appearing in the rubber sometime after flexing begins, and c2 with cf, which is the final length of the crack when sample fails, Eq. 12 becomes
Therefore, the new flex life, Na, where crack initiates sometime after flexing starts and then grows to a critical length, causing failure of the rubber sample, should be used in Eq. 13 for this rubber vulcanisate. Currently, flex life is measured to be the total number of cycles to failure from when the test starts. We suggest that Eq. 13 is a more accurate measurement of the flex life of the rubber vulcanisate and this method can perhaps be applied to the flex life measurement of other rubber vulcanisates such as natural rubber. A future study will produce more raw data from similar fatigue tests to develop numerical modelling for the fatigue life prediction of peroxide-cured EPDM. As previous work has shown [12, 13], modelling dynamic properties of rubber can be an effective tool in managing and predicting the performance of rubber articles in service.
Conclusions
This study examined crack initiation and propagation in a peroxide-cured polybutadiene rubber filled with a silanised silica powder under a cyclic loading condition and developed equations for crack growth rate and strain energy release rate for the rubber tested. The following conclusions are reached.
-
1.
Approximately, in the first 76% of the flex test, no visible crack was observed and in the last 24% of the flex test, cracks were observed which grew to a critical length, causing the rubber samples to fail.
-
2.
The equation correlating the crack growth rate, dc/dn, and strain energy release rate, T, was derived for the rubber vulcanisate. The new flex life of the rubber, Na, was defined in terms of the available expression for T and crack length co, when first crack appeared in the rubber sometime after flexing started, and the final crack length, cf. We suggest that the new equation is a more accurate method for the flex life measurement of the rubber vulcanisate.
References
Suresh S (1998) Fatigue of materials. Cambridge University Press, Cambridge, p 1
White JR, de Sadhan K (2001) Rubber technologist’s handbook. Rapra Technology, Shrewsbury, p 328
Roy Swonson S (1974) Handbook of fatigue testing. ASTM, West Conshohocken, p 110
British standard 6943 (2017) Rubber, vulcanized-determination of tension fatigue
McArther H, Spalding D (2004) Engineering materials science: properties, uses, degradation, remediation. Woodhead Publishing, Cambridge, p 116
Schijve J (2001) Fatigue of structures and materials. Kluwer Academic Publishers, Dordrecht, p 248
Harris B (2003) Fatigue in composites. Woodhead Publishing, Cambridge, p 695
Rie KT, Portella PD (1998) Low cycle fatigue and elasto plastic behaviour of materials. Elsevier, Amsterdam, p 494
Saintier N, Cailletaud G, Piques R (2006) Crack initiation and propagation under multiaxial fatigue in a natural rubber. Int J Fatigue 28:61–72
Lake GJ, Lindley PB (1965) The mechanical fatigue limit for rubber. J Appl Polym Sci 9(4):1233–1251
Milani G, Milani F (2009) Optimization of power cable production lines for EPM/EPDM elastomers by genetic algorithm with different peroxides. J Appl Polym Sci 111(1):482–507
Milani G, Milani F (2008) Genetic algorithm for the optimization of rubber insulated high voltage power cables production lines. Comput Chem Eng 32(12):3198–3212
Milani G, Milani F (2012) Comprehensive numerical model for the interpretation of cross-linking with peroxides and sulfur: chemical mechanism and optimal vulcanization of real items. Rubber Chem Technol 85(4):590–628
Saeed F, Ansarifar A, Ellis RJ, Haile-Meskel Y, Irfan MS (2012) Two advanced styrene-butadiene/ polybutadiene rubber blends filled with a silanized silica nanofiller for potential use in passenger car tire tread compound. J Appl Polym Sci 123:1518–1529
Ansarifar A, Wang L, Ellis RJ, Haile-Meskel Y (2007) Novel technique for crosslinking and reinforcing high-cis polybutadiene rubber using a silanized silica nanofiller. J Appl Polym Sci 106(2):1135–1145
British Standards Institution (1977) Methods of test for raw rubber and unvulcanised compounded rubber. Measurement of pre-vulcanizing and curing characteristics by means of curemeter. Br Standard 1673. Part 10. London, UK.
British Standards Institution (1996) Methods of test for raw rubber and unvlucanized compounded rubber: Measurement of pre-vulcanizing and curing characteristics by means of curemeter. Br Standards 903. Part A60, Section 60.1. London, UK
Lake GH (1995) Fatigue and fracture of elastomers. Rubber Chem Technol 68(3):435–460
Acknowledgements
The author(s) are grateful for financial support for the research, authorship, and publication of this article from University of Engineering and Technology, Lahore, Pakistan.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author(s) declare that there is no conflict of interests regarding the publication of this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Farooq, M., Ansarifar, A. & Bao, X. A study into crack initiation and growth in peroxide-cured silica-filled polybutadiene rubber vulcanisate under a cyclic loading condition. J Rubber Res 24, 69–75 (2021). https://doi.org/10.1007/s42464-020-00074-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42464-020-00074-4