
Abstract
In the present research, the fracture behavior of the AZ91 magnesium alloy is analyzed based on the striations spacing on the fracture surface for predicting the fatigue High-Cycle Fatigue lifetime. At first, equations and relations were extracted based on the Paris law. Then, striations spacing was measured using ImageJ software and field emission scanning electron microscope images of fracture surfaces of heat-treated Mg–Al–Zn alloys, containing and non-containing 1% rare earth elements (1% RE). Finally, constants of the Paris law were calculated and calibrated. Results showed that a 1% RE addition decreased the striations spacing and enhanced the fatigue resistance (between 14 and 40%). In addition, the lifetime scatter band and mean error decreased from ± 2.7X to ± 1.5X and from 150 to 33%, respectively, as the accuracy of the recommended model. Heat-treating transformed the continuous precipitations to blade-shaped precipitations on the Mg-matrix and decreased the grain size remarkably. The addition of 1% RE formed the new Al11RE3 phase and created a better distribution between the cast defects. In addition, fatigue striations in AZ91 alloy had more curvature and discontinuity and were more significant and coarser than those in AZE911 + 1% RE (AZE911) alloy.
Graphical abstract

Article Highlights
-
A fracture-based lifetime prediction was done on magnesium alloys by striations spacing.
-
A scatterband of ± 1.5X was obtained on experimental/predicted data with an error of 33%.
-
RE elements increased striations spacing and thus, fatigue resistance of AZ91 increased.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Magnesium alloys are the future and green engineering alloys widely used in the automotive and aerospace industries. Many magnesium alloy applications in the mentioned industries are related to excellent mechanical performance, like lightweight, top strength/hardness to weight ratio, good casting and machining, heat-treatable capability, and good biocompatibility properties [1, 2]. AZ91D (9%Al–1%Zn) alloy is the most commonly used magnesium alloy in manufacturing cylinder heads that fails or fractures at an unpredictable time because of tolerating very high temperatures and loadings rates [3]. In the following literature review, some models and methods are presented that researchers have used to predict this lifetime of different materials under the influence of 1% RE and Nano-particles addition, heat-treating.
McCullough et al. [4] measured the striation of microstructural and physical cracks of heat-treated 6061 aluminum alloy to predict Low-Cycle Fatigue (LCF) lifetime, using the multi-stage fatigue (MSF) approach and the Coffin–Manson equation to calculate the number of cycles needed for propagating mentioned cracks. The results showed appropriate agreement between the experimental and MSF-predicted lifetime. Al-Buriahi et al. [5] estimated the mass attenuation parameter of some chemical materials experimentally and analytically using Monte Carlo simulation in narrow beam geometry. They found a cooperative agreement between the experimental and Monte Carlo simulation results. Yang et al. [6] used SEM, optical microscopy (OM), and digital image correlation (CID) to obtain the plastic zone diameter of the crack tip of steel 4340 and aluminum 7075-T6 alloys. The SEM image investigation by DIC software indicated the strain field and computed the plastic zone diameter. However, they found a good agreement between the theoretical and experimental data for the plastic zone diameter of steel alloy, but not for the aluminum alloy. Kohler et al. [7] investigated the effect of the cavity size and crack length on the fatigue limit prediction of AZ91 and AM50 alloys. Using the Paris law, they proposed a distribution function for fatigue limit prediction, depicting S–N data and crack length in the Kitagawa–Takashi diagram and EI Haddad & Topper methods. Ishihara et al. [8] suggested a concept to predict the fatigue lifetime of AZ91 alloy affected by the cast defects size using Monte-Carlo simulation to assess a fatigue lifetime distribution (which was indicated by the Weibull distributions). They found that by increasing the casting defect size and stress levels, the scatter band of the fatigue lifetime increased and vice versa. Bag et al. [9] investigated the effect of solution and ageing treatments on the fatigue behavior of AZ91 + 10%SiC alloy. Their results showed that ageing treatment had a more significant impact on reducing crack growth rate (striation spacing) and improving stress–strain behavior than solution treatment. Uematsu et al. [10] evaluated the effect of friction stir processing (FSP) and T5 heat treatment on the estimated crack growth rate using a combined method of finite element method (FEM), modified Green-Sneddon equations, and 3D weight-function methods. They revealed that the FSP substantially improved the fatigue limit (from 50 to 85 MPa) and decreased the fatigue crack growth rate. Kobayashi et al. [11] reported that T4 solution treatment significantly reduced the crack growth rate and increased the fatigue lifetime. While the T6a and T6b ageing treatments had opposite effects because they did not affect the grains and Mg17Al12 phase precipitations in the microstructure of AZ91 alloy. Venkateswaran et al. [12] characterized the impact of stress levels, crack size, and notch depth on the crack growth rate of AZ91-T6 alloy using Paris law. They found specific optimal values for Paris constants and observed that the crack growth rate depended more on the crack size and notch depth than the applied stress levels.
Yang and Liu [13] investigated the effect of adding 1% Cerium on the HCF properties of AZ91 alloy. Their results showed that after adding 1% Cerium, the fatigue limit at 107 cycles increased by about 30%, and in the same crack growth rates range (10–3–10–6 mm/cycle), the stress intensity factor range (∆K) increased from 2–4.5 to 3–6 MPa√m based on Paris law. In addition, the crack path converted to some fatigue serrated and facet striations. In another research, Yang and Li [14] characterized the effects of adding 0.5%, 1%, and 1.5% Neodymium on the endurance limit of AZ91 alloy using the Up-To-Down Load method. They indicated that 1% Neodymium addition had the most significant effect on improving endurance limit (85 MPa). Xu et al. [15] presented the impact of adding 1% rare earth element in a mischmetal state (1% MM) on the fatigue lifetime and hardness of AZ91 alloy. They concluded that after adding 1% MM, the fatigue lifetime increased by controlling the number and size of cast defects. Zhang et al. [16] used the Manson-Coffin law, the Basquin equation, and the MSF lifetime models for predicting the LCF and HCF lifetimes of AZ91-T6 and NZ30K04-T6 alloys. Mokhtari et al. [17] analyzed the addition of 1% RE effects on the HCF properties of AZ91 alloy. They illustrated that the fatigue limit in 106 cycles increased from 65 to 105 MPa (62% increase), and the resistance to crack growth rate increased due to the formation of the Al11RE3 phase. Olyia et al. [18] claimed that heat-treating improved the fatigue resistance and the fatigue limit of AZ91 and AZE911 magnesium alloys by 14% to 60% respectively, due to the microstructural changes. In addition, the aggregation of fine striations in the surface fracture of AZE911-T6 alloy was less than that in AZ91-T6 alloy. Maruschak et al. [19] presented a new method to predict the lifetime of 34KHN3M-T5 steel alloy based on the Digital Fractographic Image analysis of the fracture surface, which included three stages. The first stage was detecting striation spacing by image dualization according to the local minima law. The second stage was rotating/spinning of the highlighted fragments of the image employing the Hough transform. The third stage was the computation of the spaces between contiguous lines. In addition, they measured the striation spacing using SEM images. They reported a minor error between the results of both methods. The common feature and difference between Maruschak’s research [19] with the present research are the measurement of striation spacing using SEM images with metallurgical software and digital image processing, respectively.
As evident from the introduction, no researcher has almost directly worked on estimating the HCF lifetime for AZ91 and AZE911 magnesium alloys by measuring the striation distance/space. The Paris crack growth law under the simultaneous effects of 1% RE and different heat-treating is an innovation of the present study.
In the next section, the research method is explained including the process of 1% RE addition to AZ91 alloy, the applied time and temperature of ageing and solution treatments on AZ91 and AZE911 alloys, the condition of hardness and HCF tests, the microstructural analysis, and the fractography analysis with the Paris law relation and the equations for striation spacing measurements and lifetime predictions. In Sect. 3, the results are discussed for the microstructural analysis, hardness testing, the data for striations spacing, the diagrams of the crack growth rate versus the stress intensity factors for AZE911-T6 and AZ91-T6 alloys, and finally, the diagram for the scatter band of experimental and predicted data points. At the end part, Sect. 4 shows the conclusions including the main and summary results.
2 Materials, models, and tests
2.1 Producing materials
One cast Mg–Al-Zn (AZ91) alloy was tested to analyze the HCF lifetime and fatigue resistance. At first, an AZ91 ingot melted under the controlled atmosphere of "Carbon-dioxide gas + 1% Hydro-Flouro-Carbon-134a" at 720 °C in a resistor furnace. Then, 67% Cerium, 23% Lanthanum, 7% Praseodymium, and 2% Neodymium were added to the melt. The melt was kept at 720 °C for 0.5 h, stirred for 60 s in a steel bar, and then preheated in a bottom-filled steel mold at 200 °C. The new magnesium alloy is named AZE911 in this study. Table 1 displays the chemical combinations of the materials.
2.2 Heat-treating
The solution and ageing treatments were carried out under the controlled atmosphere of CO2 gas to protect the alloys against surface oxidation and surface melting in an ATE1100L horizontal tubular furnace from ATRA Company. At first, solution treatment was carried out at 5 h-415 °C. Then, eight ageing treatments were performed at 1, 3, 5, and 7 h at 215 °C and 160, 185, 200, and 230 °C for 1 h for both AZ91 and AZE911 alloys [18]. The ageing treatments at 3 h-215 °C and 5 h-215 °C had the highest effect on the hardness improvement (in terms of enhancing HCF behavior) of AZ91 and AZE911 alloys, respectively [18]. Therefore, these two ageing treatments were chosen and applied to machined specimens for the HCF test. Notably, the notation of “T6” was used to show the heat-treating condition and was unrelated to a specific standard.
2.3 Hardness test
The hardness test was performed using the Brinell manner and ASTM E10-14 standard by a steel ball indenter with a diameter and loading of 0.1 cm and 1500 kg, respectively. The hardness test was repeated up to 4 times for each sample. The used hardness tester was a universal hardness measurement machine (UV1 model from the KOOPA Company).
2.4 Microstructure analysis
For metallographic analysis, the samples were etched in acetic glycol solution, including 20 ml ethanoic acid (C2H4O2), 1 ml nitric acid (HNO3), 60 ml ethylene glycol (C2H6O2), and 20 ml distilled water [18]. The specimen’s microstructure was analyzed by optical microscope (OM) (HM-LUX model from Leitz Company).
2.5 High-cycle fatigue (HCF) testing
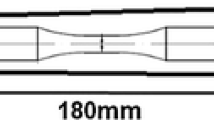
HCF tests were performed on the heat-treated AZ91 and AZE911 alloy specimens with a 2-point rotational bending fatigue testing device (STF-600 model from SANTAM Company) [18]. The bulk samples were machined in a cylindrical form according to the ISO-1143 standard using a CNC machine [20], as shown in Fig. 1. Applied stress levels in the HCF test on AZ91-T6 samples were 115, 125, 135, and 145 MPa and for the AZE911-T6 samples were 155, 165, 175, and 185 MPa. These stress levels were not the same for the two studied. Therefore, a similar range for fatigue lifetimes was considered by selecting the mentioned values for the stress. The loading was a fully-revered condition, and the mean stress, the stress ratio (R), and the loading frequency were zero, − 1, and 100 Hz, respectively.

The specimen geometry (in mm) for fatigue testing
2.6 Modeling by Paris law
At first, the samples were gold coated by a DSR1 Sputter Coater machine. The fatigue crack initiation, propagation, and fatigue fracture regions of models were observed under field-emission scanning electron microscopy (FE-SEM). The primary purpose was to observe the fatigue striations in the micro-scale (less than 10 µm) in the fracture surfaces of the fatigue-tested samples. Then the space between the fatigue striations was measured using ImageJ software. Employing FE-SEM was the VEGA3 model from TESCAN Company.
The stress intensity amplitude can be found in Eq. (1) [21].
∆σ refers to the difference between the Max and Min stresses, and a refers to the crack length. The Paris law represents the relation between the stress intensity factor (∆K) and the crack growth rate (da/dN), as shown in Eq. (2). In addition, m and C are the constants of the Paris law [21], and the crack growth rate is the same as the space between the fatigue striations.
The striation spacing (SS) value is placed in the modified Paris law, by Eq. (3) [21], with a geometric correction parameter of KG.
In addition, the striations space in the HCF regime is the same as the crack length per cycle. The geometric correction parameter (KG) depends on the geometry and the structure of the specimen [21].
In Eq. (4), σ, y, ȳ, and N show the standard deviation, the space between the fatigue striations, the average distance between the striations, and the number of measurements in one stress level, respectively [21].
Equation (5) refers to the logarithmic state of the Paris crack growth law; it is equal to Eq. (6), which shows the global form of a typical linear equation.
In Eqs. (5) and (6), m and C are X0 and 10Y0, respectively. Furthermore, Eq. 2 expanded and then integrated. Therefore, the HCF lifetime of the alloys was predicted through Eqs. (7) and (8).
Based on Eq. (1), the relative error percentage of the experimental lifetime (Nf,exp) and the predicted lifetime (Nf, pred) were obtained.
3 Results and discussion
Figure 2a–c show the microstructure of the base metal. Then, Fig. 2d–f show that adding 1% RE has had three significant effects on the microstructure of AZ91 alloy. The first effect is forming the new Al11RE3 phase, resulting in the lack of aluminum atoms. The second effect is dissolving the aluminum-rich secondary α phase in the Mg-matrix. The third effect is reducing the grain size from 300 to 230 μm (using ImageJ software). Formation of this new needled-shape Al11RE3 phase is the main reason for delaying the peak hardness of AZ91 alloy from 3 to 5 h at the same ageing temperature of 215 °C. Similarly, Kim et al. [22] claimed that in AZ91 alloy, higher peak hardness would be found within a lower/shorter aging time due to higher hardness after solution treatment and 5%Sn addition. Figure 2g–i reveal the effects of heat-treating on the microstructure of AZ91 alloy, and Fig. 2j–l for AZE911 alloy. Heat-treating had three significant effects on the microstructures of the AZ91 and AZE911 alloys. These effects were extreme reduction in grain size, increasing density and the number of grain boundaries, and the transformation of continuous/discontinuous precipitations to the needled-shape precipitations on the alpha matrix (the most important effect) (Fig. 2i, l).

The optical microstructure of AZ91 alloy in a 50 µm, b 20 µm, c 10 µm scale; AZE911 alloy in d 50 µm, e 20 µm, f 10 µm scale; AZ91-T6 alloy in g 50 µm, h 20 µm, i 10 µm scale; and AZE911-T6 alloy in j 50 µm, k 20 µm, l 10 µm scale
The heat-treating process decreased the grain size of AZ91 and AZE911 alloys from 300 to 130 μm and from 230 to 90 μm, respectively. The grain size was measured by ImageJ software. Therefore, a tremendous increment was found in the number of grains and grain boundaries, which was the most influential factor for improving fatigue resistance and fatigue lifetime [13,14,15]. Other essential aspects are becoming more hardened grains and becoming more prominent grain boundaries. According to Fig. 2i, l, the transformation of precipitations from a continuous/discontinuous state (which surrounded the grains) to a needled-shape state (which was placed on the alpha matrix) was the most critical reason for hardness improvement. Kim et al. [22] observed that on the microstructure of AZ91 + 5%Sn alloy, the discontinuous precipitation on the grain boundaries at low aging temperatures and continuous precipitation inside the grains at high aging temperatures transformed to rod-like precipitations on the Mg-matrix phase. Based on Fig. 2g, j, some parts of the continuous or discontinuous precipitations have remained unchanged in the vicinity of the grain boundaries after heat-treating [23].
According to Fig. 3, the effect of heat-treating on hardness improvement was much more significant than adding 1% RE. Adding 1%, RE improved the hardness of AZ91 alloy from 59 to 67 Brinell (12%). In comparison, heat-treating has increased the hardness of AZ91 and AZE911 alloys from 59 to 93 Brinell (57.62% improvement) and from 67 to 98.5 Brinell (49.21% improvement), respectively.

The hardness of AZ91 and AZE911 alloys after and before the heat-treating
Table 2 displays the fatigue test data on the standard samples in the HCF regime. The fatigue limit means the stress level at which the machined specimens worked but did not break, and the fatigue resistance is the opposite [13,14,15, 24]. According to the experimental results, after heat-treating and RE addition, the specimens lived to/about the same fatigue lifetime (the lifetime before applying the heat-treating and 1% RE addition) but at higher stress levels. For example, an AZ91-T6 sample lived at a stress level of 134.6 MPa about 24,000 cycles, while after adding 1% RE and applying a different ageing (at 215 °C for 5 h), lived at 185.7 MPa until the same fatigue lifetime (23,600–24,000 cycles). In other words, fatigue resistance has improved by 38%, as shown in Table 2.
According to Table 2, fatigue resistance could have a low improvement (for example, from 144.7 to 176 MPa at 6100–5400 cycles) or a significant improvement (for instance, from 114.5 to 165.5 MPa at 26,100–25,200 cycles) after heat-treating and the 1% RE addition.
Equation 10 can calculate fatigue resistance improvement (FRI) as follows,
Heat-treating does not affect the number, size, and shape of fatigue striations and only affects the distance between them. As a result, heat-treating had a direct effect on the distribution of fatigue striations, whether on facets (the area marked by A in Fig. 4a and magnified in Fig. 4b), on Mg-matrix (the areas marked by B in Fig. 4a and magnified in Fig. 4c), or under the tear-ridges (the area marked by C in Fig. 4a and magnified in Fig. 4d).

The fine striations a in the different conditions, such as b on the facetted, c on the Mg-matrix, and d under the tear-ridges in the fracture surface of AZ91-T6 alloy at 125 MPa-3.8 × 105 cycles
Figures 4 and 5 show the effect of heat-treating on the fatigue striation distribution on the fracture surface of AZ91-T6 and AZE911-T6 alloys. According to the area marked by A in Fig. 4a, the prominent facets show that the cracks prefer to propagate from the middle of the grains. By comparing Figs. 4 and 5, the accumulation of coarse and prominent fatigue striations in AZ91-T6 alloy has been much higher than in AZE911-T6 alloy. Li et al. [3] observed that after the ageing treatment, the crack growth region is composed of small facets and serrated fatigue striations inside the grains on the fracture surface of AZ91D-T6 alloy.

a Cast defects and facetted striations, b serrated striations and Al11RE3 phase, the existence of cracks between striations in the fracture surface of AZE911-T6 alloy in c 20 µm, and d 10 µm at 175 MPa-5 × 105 cycles
According to Figs. 4 and 5, serrated striations and flat and smooth facets were found in the crack growth region of the fracture surfaces of AZ91-T6 and AZE911-T6 alloys. Facets consisting of fine striations were the typical mark of the HCF fracture surface. The number/amount and size of facets in AZ91-T6 alloy were less and more than in AZE911-T6 alloy, respectively, as shown and compared in Figs. 4b and 5a. The size and number of facet striations are based on the size of grains conditions in each alloy. Yang and Li [14] after adding 1% Neodymium and Yang et al. [25] after adding 1%, Cerium claimed that the fatigue crack branches transformed into some serrated striations in the fatigue crack growth area. The prominent facets are the same size or smaller than the mean grain size in AZ91D alloy. In addition, fewer facets and fine fatigue striations in AZE911-T6 alloy offered one discontinuous crack propagation rate, which can decrease the intensity stress in the crack tip. As shown in Figs. 4b and 5a, after adding 1% RE, fatigue striations become much more visible at the fracture surface, and the fine striations are monotonous, continuous, and parallel on a facet [13,14,15, 25].
The area marked by D in Fig. 5c and magnified in Fig. 5d indicates a significant and short crack between two fatigue striations. Long and short cracks have been created between two high and low striations space/distance (Fig. 5d), respectively. In other words, the crack length is the distance between two fatigue striations. Azadi et al. [21] observed that heat-treating can enhance the ductility and fracture toughness of materials because of the changes in volume fraction and shape factor of the eutectic phase. In addition, the yield strength would improve because of the formation of needled-shaped precipitations. These two effects were due to the solution treatment and ageing treatment, respectively. In addition, Azadi et al. [21] revealed that the distance between the fatigue striations of the cylinder head aluminum alloy and LCF lifetime increased due to applying heat-treating. Xu et al. [15] observed that after 1% MM addition, the twin boundaries or steps created the facets on the fracture surface.
The applied high-stress levels (especially for AZE911-T6 alloy) caused the alloys to deform inside grooves parallel to the HCF fracture propagating direction (Figs. 6, 7, 8, 9). In one research, Yang and Li [14] illustrated that the fatigue steps were created from the intersecting of fatigue cracks and various facets. The existence of the short and interrupted striations demonstrated that the fatigue crack propagation grew up slowly in AZ91D + 1%Nd alloy.

a The total view fracture surface and fatigue striations of AZE911-T6 alloy in b 5 µm, c 2 µm at 165.54 MPa-67100 cycles

a The total view fracture surface and fatigue striations of AZ91-T6 alloy in b 5 µm, c 2 µm at 114.5 MPa-25,200 cycles

a The total view fracture surface and fatigue striations of AZE911-T6 alloy in b 5 µm, c 2 µm at 176.02 MPa-6100 cycles

a The total view fracture surface and fatigue striations of AZ91-T6 alloy in, b 5 µm, and c 2 µm at 144.74 MPa-5400 cycles
In another research, Yang et al. [25] claimed that no conspicuous fatigue striations were seen on the crack propagation area in the fracture surface of AZ91D alloy. After 1%Ce addition, the striations were parallel and continuous in AZ91D + 1%Ce alloy. There is an agreement between the researchers [13,14,15, 25] about the striation appearance in the fracture surface of AZ91D alloy after 1% rare earth elements addition (such as 1% MM, 1% Ce, and 1% Nd). In FE-SEM images, including fatigue striations, in Figs. 6, 7, 8, 9, the distance of fatigue striations was measured using the ImageJ software. It is placed in Table 3, along with the average value and standard deviation. For example, two samples whose distance between fatigue striations was measured as shown in Figs. 6c and 8c. The short space between the fatigue striations indicates the initiation of cracks. In addition, the short and high space between the fatigue striations causes the initiation/formation of a new crack sooner and later, respectively [15,16,17].
The fatigue striations can be appeared in Microscale (high space between two striations) [17, 21] and also in the Nanoscale (very short distance between two striations) [26,27,28,29]. The results of comparing the fatigue striations on the fracture surfaces of AZ91-T6 and AZE911-T6 alloys Figs. 6, 7, 8 and 9 are as follows,
-
The distances between fatigue striations of AZ91-T6 alloy were more than AZE911-T6 alloy.
-
The number/amount of fatigue striations in AZE911-T6 samples was more than in AZ91-T6 alloy.
-
Fatigue striations in AZ91-T6 alloy had more curvature and discontinuity.
-
The fracture surface of AZ91-T6 alloys had more indentations between each fatigue striation than AZE911-T6 alloys.
-
Fatigue striations in AZ91-T6 alloy looked bigger and coarser than those in AZE911-T6 alloy.
-
The distance between fatigue striations in AZE911-T6 alloy samples is more regular and uniform than the AZ91-T5 alloy. In other words, they have a minor standard deviation.
Figures 6a and 8a show the fracture surfaces of AZE911-T6 samples at 165.54 MPa-67100 cycles and 176.02 MPa-6100 cycles, respectively. Figures 7a and 9a show the fracture surfaces of AZ91-T6 samples at 114.5 MPa-25200 cycles and 144.74 MPa-5400 cycles, respectively. There are much more tear-ridge marks (yellow arrows) on the fracture surface of AZE911-T6 samples (Figs. 6a, 8a) than on AZ91-T6 samples (Figs. 7a, 9a). Therefore, it could be guessed that the applied stress to the AZE911-T6 sample (176.02 MPa) is more than the AZ91-T6 sample (144.74 MPa) in one similar HCF lifetime (5400 against 6100 cycles) because the tear-ridge marks are the maximum stress concentration locations. As mentioned before, according to Fig. 4c, one of the fatigue striations accumulate locations is under the tear-ridges on the fracture surface [16]. Therefore, the number and distribution of fatigue striations are depended on the tear-ridge conditions.
Table 3 includes the space of fatigue striations measured by ImageJ software with the average value, the number of measurements, FE-SEM image scales, and standard deviation at different stress levels. The changes in the distance between fatigue striations have caused fatigue resistance and lifetime changes [21]. In addition, adding 1% RE significantly reduced the distance between fatigue striations (or fatigue crack growth rate) in the same fatigue lifetime and subsequently enhanced the fatigue resistance. For example, after 1% RE addition, striations spacing decreased from 3.335 to 2.011 μm (65% reduction) at 26,100 ~ 25,400 cycles, according to Table 3. In general, it concluded that the space between the fatigue striations was not necessarily dependent on the changes in the applied stress level in the HCF tests [16,17,18,19,20,21, 30,31,32,33].
The constants of Paris law (C and m) and the correction factor (KG) were found by Eq. 5 and the diagrams in Fig. 10a, b. The Paris law includes the crack growth rate-stress intensity factor which depends on the applied stress levels and the striation spacing. Hence, the Paris law was utilized for AZ91-T6 and AZE911-T6 alloys by different data points at some fatigue lifetime. Figure 10a, b show the diagrams of crack growth rate-stress intensity factors for AZE911-T6 and AZ91-T6 alloys, respectively. The crack growth rate is the same as striation spacing. The crack growth rate (da/dN) range of AZ91-T6 and AZE911-T6 alloys are 0.4 to 0.8 and 0 to 0.4 m/cycle, respectively, in one stress intensity factor range (4.6–5.6 MPa√m). By considering the applied stress levels in Fig. 10a, b, it can be concluded that the crack growth rate of AZE911-T6 samples is lower than that of AZ91-T6 samples [34,35,36,37,38,39,40].

The fatigue crack growth rate-stress intensity factor curve of a AZ91-T6 alloy and b AZE911-T6 alloy
The first reason for this phenomenon is the grain size reduction (consequently an increment in the number of grains and grain boundaries) and micro-hardness improvement of Alpha (Mg-Matrix) and Beta (Mg17Al12) phases. The reduction in grain size has caused the crack tip to collide with a much larger number of grains and grain boundaries [15,16,17]. After these successive collisions of the crack tip with the grains and the grain boundaries, the crack propagation becomes slower (Fig. 10b) because each grain and grain boundary is considered a barrier. Of course, the grains are barriers that become more substantial because their micro-hardness has improved and the cracks cannot easily cut them. In addition, the increase in grain boundary density is a much stronger barrier against the crack path. On the other hand, the stress intensity at the crack tip was distributed among more micro-hardened grains which reduced the stress concentration in each grain [7,8,9,10,11,12,13]. Bag et al. [9] claimed that dividing the crack paths to some crack branches caused the high fatigue cracks growth resistance in AZ91D-T6 alloy. This reduced the stress concentration at the tip of the cracks and subsequently decreased the crack growth rate as shown in Fig. 10b.
The second reason is that adding 1%, RE did not affect the number and size of cast defects and only created more distribution between these cast defects. In other words, by adding 1%, RE increased the distance between cast defects which prevented the formation of continuous growth of cracks in a chain from one cast defect to another one (Fig. 5a) [17]. While heat-treating did not affect the number and size of cast defects. Yang et al. [25] concluded that adding 1% Cerium increases the distance between the cast defects (a better distribution) and decreases the number and size of cast defects.
Figure 10a, b show the crack propagation rate-stress intensity factor diagrams in a logarithmic scale for AZ91-T6 and AZE911-T6 alloys, respectively. As mentioned, the crack growth rate (da/dN) is the same striation spacing (SS). However, the stress intensity factor was obtained from the crack length in Eq. 1 and the stress range. The crack length could be calculated as follows,
Based on the obtained results in the diagram of Fig. 10a, b, the determination coefficient of all data of AZ91-T6 and AZE911-T6 alloys was more than 90%. The R2 value of both alloys was entirely appropriate in the HCF test and materials modeling. This tendency shows a reasonable accuracy of the offered model in current research.
Figure 11 shows the lifetime scatter band of heat-treated AZ91 alloy with and without 1% ER addition. The scatter band AZ91 alloy depends on the loading rate (applies stress levels), test repetitions for each stress level, test frequency, and cast defects conditions [40,41,42,43,44]. Although the test frequency doesn’t affect the HCF behavior of alloys and decreasing the test frequency causes a wider scatter band [42]. According to Fig. 11 and Table 3, it is evident that a narrower scatter band is found at higher stress levels, which are applied to AZE911-T6 samples. While some researchers claimed that when the loading rate changed considerably, the scatter band didn’t change substantially during the HCF test [43]. The high number of test repetitions makes it possible to select the sample with the highest fatigue lifetime and fatigue resistance (best data) to decrease the scatter band and the relevant error value [42,43,44]. In the current research, the HCF test is repeated three to five times at each stress level.

The scatter band plot of HCF predicted-experimental lifetimes of AZE911-T6 and AZ91-T6 alloys
The scatter band of HCF data of the predicted lifetime (Nf, pred) and the experimental lifetime (Nf,exp) are displayed in Fig. 11. The expected HCF lifetime of the alloys obtained from Eq. 7 and curve fitting by the Paris law given in Fig. 10a, b. Bag et al. [9] found that ageing and solution treatments increased the stress intensity factor (ΔK) of AZ91 + 10% SiCp alloy from 2.2 to 2.8 and 3.0 MPa √m at the same crack growth rate range of 10−2–10−6 mm/cycle, respectively.
In addition, Yang and Liu [13] observed that within the same range of the crack growth rate (da/dN = 10−5–10−6 mm/cycle), the stress intensity factor of AZ91 alloy after the addition of 1% Cerium increased from 2–4 to 3–6 MPa √m range. By comparing Fig. 10a, b, the crack growth rate (da/dN) range of AZ91-T6 and AZE911-T6 alloys are 0.4–0.7 and 0.1–0.4 m/cycle, respectively. In other words, ageing at 5 h at 215 °C and 1% RE addition decreased the crack growth rate (da/dN) range of AZ91 alloy by about 75%, which increased the fatigue resistance (Table 2). Uematsu et al. [10] understood that T5/FSP process decreased the crack growth rate and consequently increased the fatigue limit of AZ91 alloy significantly.
As shown in Fig. 11, the scatter band of ± 2.7X and ± 1.5X of the experimental-predicted lifetimes encompassed all AZ91-T6 and AZE911-T6 samples data. The scatter band of ± 2.7X and ± 1.5X refer to unsuitable and suitable data dispersion for AZ91-T6 and AZE911-T6 alloys, respectively. The relative error of the experimental-predicted lifetime according to the striation effects in the presented model for the AZ91-T6 and AZE911-T6 fracture surfaces is given in Table 4. Therefore, the Min and Max relative errors for AZ91-T6 alloy were 73.2% and 162%, respectively. In addition, Min and Max relative errors for AZE911-T6 alloy were 13.2% and 58.6%, respectively. The Max value (58.6%) as the relative error was not appropriate but acceptable for modeling in terms of estimating the HCF lifetimes of a material. At first glance, the values of 73.2 and 162% as the Min and Max relative errors (respectively) and ± 2.7X as the scatter band of AZ91-T6 alloy may seem too much. Whiles, Farrahi et al. [43] reported the relative error value of the experimental-estimated fatigue lifetimes of 18% to 270% with various models and ± 2.65X for the LCF scatter band of the cylinder head aluminum alloy. Azadi et al. [21] reported the relative error of the experimental-predicted LCF lifetimes as between 0.8 and 31.5% using the Paris crack growth Law. The scatter band of ± 1.5X encompassed all AZE911-T6 data points, according to Fig. 11, as the accuracy of the offered model. However, according to the striation impacts on the fracture surface in AZE911-T6 alloy, the provided model can be reliable and accurate. Therefore, it predicts the HCF lifetime of mechanical components and industrial parts. The purpose of the scatter band was to possess a particular trend in the alloy performance, not covering all AZ91-T6 and AZE911-T6 data within one scatter range. Azadi et al. [21] have performed similar research for A356.0-T6 alloy under LCF tests by a fracture mechanics approach by measuring the striation spacing of the samples. They calculated a geometrical correction parameter (KG) to enhance the relative error and then modified the constants of the Paris law (m and C). They performed their research for eight standard samples at four different stress levels and three test temperatures (25, 200, and 250 °C). The mean error was reported as 15% [21]. Despite the same test samples, the error percentage was more than in the current research.
The principle of superior relative errors would be the quiddity of the LCF/HCF test, which usually has a scatter band for each applied stress level. The casting type, such as vacuum, stirred, sand, and squeezed, directly affects the scatter band. During the casting, the porosities were produced as an accumulation site of cracks [35,36,37]. Because of this reason, AZE911-T6 alloy had a much narrower scatter band (± 1.5X) and lower mean relative error (24%) than AZ91-T6 alloy due to its high distribution of cast defects under the influences of 1% RE addition. Hence, with the high number of LCF/HCF test repetitions, the scatter band will be highly narrower for the materials. As a result, the higher numbers of LCF/HCF experiments improve the modeling accuracy. However, the performed calibration between experimental data and the offered model can reduce the relative errors. In addition, material constants can be obtained using a regression method according to the experimental data [21, 38, 39]. Increasing the number of LCF/HCF test repetitions for better analysis can cause higher accuracy. Furthermore, the offered model can be utilized to analyze the failure of mechanical parts and predict the fatigue lifetime of the components [40,41,42].
Farrahi et al. [43] presented a model to predict the LCF and thermo-mechanical fatigue (TMF) lifetime of cylinder head Al–Si–Mg alloy according to the plastic strain energy density in each cycle under heat-treating influences, the applied mean stress levels, and test environment temperatures. They claimed that this model compared to other models, such as total strain energy, Smith–Watson–Topper, and Manson–Coffin has had a lower scatter band and a lower relative error for cylinder head Al–Si–Mg alloy. They reported the ± 1.32X and ± 2.65X as the scatter band range for the LCF and TMF lifetime of Al–Si–Mg alloys, respectively. On the other hand, the Max and Min relative error values for the TMF lifetime were 17.7% and 3%, respectively, and for the LCF lifetime, 62.3% and 11.4%, respectively. In addition, the standard error of LCF calibration was 0.72%, and the coefficient of determination of their model for the LCF and TMF lifetimes were 0.8618 and 0.8455, respectively. The common point between Farrahi et al. [43] and current research presents an accurate lifetime prediction model with the narrowest scatter band, highest calibration, and minimum relative error percentage.
McDowell et al. [44] developed a multifold model to predict the lifetime of heat-treated Al–Si–Mg alloy. In the first step, they found the size of the dendritic cellule, grains, crack length, and cast defects. In the second step, they modeled the cracks incubation (in inclusions and pores) and cracks accumulation (in inclusions and pores) and cracks accumulation (notches) based on the plastic shear strain, FEA in the failure mechanism, and the Manson-Coffin equation. In the third step, they modeled crack tip displacing. At Forth step, they computed the fatigue lifetime of cracks incubation which is dependent on the accumulation coefficient and short cracks in the High-Cycle and Low-Cycle regimes. In the following, they computed the fatigue lifetime of small physical-microstructural cracks dependent on the periodic crack tip displacing and dendritic cellule diameter. Finally, they calculated the fatigue lifetime of long cracks, which is dependent on the stress intensity factor and stress ratio. Therefore, they provided the final model and relationship for estimating and predicting the fatigue lifetime. The common purpose of our and McDowell's research is evaluating the fatigue lifetime based on the number, size, density, and distribution/concentration failure marks (such as dendritic cellule, striations spacing, crack length, and cast defects) in the fracture surface of the LCF/HCF test samples.
The effects of fatigue striations spacing, cast defects size, and crack size as the vital fracture marks on the LCF/HCF lifetime have been analyzed by many researchers [7, 8, 13,14,15,16,17, 25, 30,31,32,33, 45]. Therefore, the impacts of size and number of cleavage and quasi-cleavage, which are the most evident marks of brittle fracture, can be discussed as new research.
4 Conclusions
The current research studied the HCF lifetime and the fatigue resistance of AZ91-T6 and AZE911-T6 magnesium alloys. The results are given as follows,
-
After 1% RE addition, the striations spacing decreased, and fatigue resistance enhanced (between 14 and 40%).
-
1% RE addition decreased the lifetime scatter band and mean error from ± 2.7X to ± 1.5X and from 150 to 33%, respectively, as the accuracy of the recommended model.
-
Heat-treating transformed the continuous precipitations to blade-shaped precipitations on the Mg-matrix and decreased grain size.
-
1% RE addition formed the new Al11RE3 phase and created better distribution between the cast defects.
-
Fatigue striations in AZ91 alloy had more curvature and discontinuity and were more extensive and coarser than those in AZE911 + 1% RE (AZE911) alloy.
-
The offered model made the capability to predict the HCF lifetime of car parts through the striation spacing on the fracture surface after failures, which is helpful/useful for mechanical engineers in modifying and enhancing the predestination.
The main challenge of the current research is the limited number of experimental data. If more data points of measuring striation spacing, the final conclusion will be more reliable. Moreover, this method could be used for other materials to find a unique model for all structures. This job will be done for further investigations to find a comprehensive model.
Data availability
All data generated or analyzed during this research are included in the presented Tables and Figures in this manuscript.
References
Trojaova Z, Palcek P, Chalupova M, Lukac P, Hlavacova I (2016) High-frequency cycling behavior of three AZ magnesium alloys-microstructural characterization. Int J Mater Res 107:903–914
Zhang L, Wang Q, Liao W, Guo W, Ye B, Jiang H, Ding W (2017) Effect of homogenization on the microstructure and mechanical properties of the repetitive-upsetting processed AZ91D alloy. J Mater Sci Technol 33:935–940
Li Z, Luo A, Wang Q, Zou H, Dai J, Peng L (2017) Fatigue characteristics of sand-cast AZ91D magnesium alloy. J Magn Alloys 5:1–12
McCullough RR, Jordon JB, Allison PG, Rushing T, Garcia T (2019) Fatigue crack nucleation and small crack growth in an extruded 6061 aluminum alloy. Int J Fatigue 119:52–61
Al-Buriahi MS, Singh VP, Arslan H, Awasarmol VV, Tonguc B (2019) Gamma-ray attenuation properties of some NLO materials: potential use in dosimetry. Radiat Environ Biophys 28:1–6
Yang J, Zhang W, Liu Y (2013) Subcycle fatigue crack growth mechanism investigation for aluminum alloys and steels. Int Con Fract 16–21
Kohler B, Bomas H, Leis W, Kallien L (2012) Endurance limit of die-cast magnesium alloys AM50hp and AZ91hp depending on type and size of internal cavities. Int J Fatigue 44:51–60
Ishihara S, Yoshifuji S, Namito T, Goshima T (2010) On the distributions of fatigue lives and defect-sizes in the die-cast magnesium alloy AZ91. Procedia Eng 2:1253–1262
Bag A, Zhou W, Dwarakadasa E (2001) Mechanical properties of SiC reinforced AZ91 magnesium alloy. Process Fab Adv Mater 9:717–722
Uematsu Y, Tokaji K, Fujiwara K, Tozaki Y, Shibata H (2009) Fatigue behavior of cast magnesium alloy AZ91 microstructurally modified by friction stir processing. Fatigue Fract Eng Mater Struct 32:541–551
Kobayashi Y, Shibusawa T, Ishikawa K (1997) Environmental effect of fatigue crack propagation of magnesium alloy. Mater Sci Eng A 236:220–222
Venkateswaran P, Ganesh Sundara Raman S, Pathak S, Miyashita Y, Mutoh Y (2004) Fatigue crack growth behavior of a die-cast magnesium alloy AZ91D. Mater Lett 58:2525–2529
Yang Y, Liu Y (2008) High cycle fatigue characterization of two die-cast magnesium alloys. Mater Charact 59:567–570
Yang Y, Li X (2010) Influence of neodymium on high cycle fatigue behavior of die-cast AZ91D magnesium alloy. J Rare Earths 28(3):456–460
Xu YL, Zhang K, Li XG, Lei J, Yang YS, Luo TJ (2008) High cycle fatigue properties of die-cast magnesium alloy AZ91D-1%MM. Trans Nonferrous Met Soc China 18:306–311
Zhang P, Li Z, Yue H (2016) Strain-controlled cyclic deformation behavior of cast Mg–2.99Nd–0.18Zn–0.38Zr and AZ91D magnesium alloys. J Mater Sci 51:5469–5486
Mokhtarishirazabad M, Boutorabi S, Azadi M, Nikravan M (2013) Effect of rare earth elements on high cycle fatigue behavior of AZ91 alloy. Mater Sci Eng A 587:179–184
Yousefi Parchin Oliya A, Azadi M, Aghareb Parast M, Mokhtarishirazabad M (2022) Effect of heat-treating on microstructure and high cycle bending fatigue behavior of AZ91 and AZE911 magnesium alloys. Adv Mater Sci Eng 2022:1–11
Maruschak P, Vorobel R, Student O, Ivasenko I, Krechkovska H, Berehulyak O (2021) Estimation of fatigue crack growth rate in heat-resistant steel by processing of digital images of fracture surfaces. Metals 11:1–18
ISO 1143 (1975) Metals—rotating bar bending fatigue testing. Int Org Standard
Azadi M, Samiee M, Esfarjani S (2021) Estimation of low-cycle fatigue lifetime in aluminum-silicon-magnesium alloy of cylinder heads based on striation marks as failure features of fracture surfaces and Paris crack growth law. J Fail Anal Prev 21:1466–1475
Kim J, Hyun OhS, Kim K, Kim W, Kim D (2017) Effect of ageing time and temperature on the ageing behavior in Sn containing AZ91 alloy. Met Mater Int 23:1–5
Feng G, Pengfei L, Xia G, Juan X (2010) Study on solid solution and ageing process of AZ91D magnesium alloy with Cerium. J Rare Earths 28:948–951
Tie D, Jiang Y, Guan R, Chen M, Jiang J, Gao F, Lu X, Zhao Z (2020) The evolution of microstructure, mechanical properties and fracture behavior with increasing lanthanum content in AZ91 alloy. Metals 10:2–11
Yang Y, Liu Y, Qin S, Fang Y (2006) High cycle fatigue properties of die-cast magnesium alloy AZ9lD with addition of different concentrations of Cerium. J Rare Earths 24:591–595
Moreira P, Castro P (2010) Fractographic analysis of fatigue crack growth in lightweight integral stiffened panels. Int J Struct Integr 1:233–258
McEvily A, Matsunaga H (2010) On fatigue striations. Sci Iran 17(1):75–82
Mann J, Twite M, Watson C, Burke G (2015) A comparison of the numerical simulation of fatigue crack growth in standard cylindrical specimens with experimental values from fatigue endurance testing of nuclear plant materials. International Association for Structural Mechanics in Reactor Technology
Ahmed M, Islam M, Yin S, Lupoi R (2020) Minimum fatigue striation spacing and its stress amplitude dependence in a commercially pure titanium. Fatigue Fract Eng Mater Struct 4:628–634
Bag A, Zhou W (2001) Tensile and fatigue behavior of AZ91D magnesium alloy. J Mater Sci Lett 20:457–459
Cavaliere P, De Marco P (2007) Fatigue behavior of friction stir processed AZ91 magnesium alloy produced by high pressure die casting. Mater Charact 58:226–232
Hnilica F, Ocenasek V, Stulikova I, Smola B (2005) The effect of structure defects on the fatigue behavior of AZ91 magnesium alloy prepared by sand casting and squeeze casting. Kovove Mater 43:300–316
Papakyriacou M, Mayer H, Fuchs H, Stanzl-Tschegg S, Wei R (2002) Influence of atmospheric moisture on slow fatigue crack growth at ultrasonic frequency in aluminum and magnesium alloys. Fatigue Fract Eng Mater Struct 25:795–804
Murakami Y, Matsuoka S (2010) Effects of hydrogen on fatigue crack growth of metals. Eng Fract Mech 77:1926–1940
Ayatollahi M, Mohammadi F, Chamani H (2011) Thermo-mechanical fatigue life assessment of a diesel engine piston. Int J Automot Eng 1(4):256–266
Murugan G, Raghukandan K, Pillai U, Pai B (2013) Modeling of the effect of a defect on HCF life of a magnesium AZ91 specimen subjected to transverse load. Procedia Eng 55:768–773
Ren T, Shang D, Li F, Li D, Tao Z, Zhang C (2018) Life prediction approach based on the isothermal fatigue and creep damage under multiaxial thermo-mechanical loading. Int J Damage Mech 28(5):740–757
Singh A, Datta S, Chattopadhyay A, Riddick J, Hall A (2019) Fatigue crack initiation and propagation behavior in Al-7075 alloy under in-phase bending-torsion loading. Int J Fatigue 126:346–356
Kishore K, Das S, Mandal H, Anand O, Mukhopadhyay G, Adhikary M, Kumar A (2020) Failure investigation of a blast furnace top gas recovery turbine: chronology and mechanism. J Fail Anal Prev 20:1376–1387
Suga K, Kikuchi M, Wada Y, Kawai H (2016) Study on fatigue growth of multi-surface flaws in shaft under rotary bending by S-FEM. Eng Fract Mech 174:207–214
Minichmayr R, Riedler M, Winter G, Leitner H, Eichlseder W (2008) Thermo-mechanical fatigue life assessment of aluminum components using the damage rate model of Sehitoglu. Int J Fatigue 30:298–304
Yan-Dong H, Zhi-Zhong H, Shu-Zhen C (2012) Theoretical study on Manson–Coffin equation for physically short cracks and lifetime prediction. Sci China Technol Sci 55:34–42
Farrahi G, Azadi M, Winter G, Wichlseder W (2013) A new energy-based isothermal and thermo-mechanical fatigue lifetime prediction model for aluminum-silicon-magnesium alloy. Fatigue Fract Eng Mater Struct 36:1323–1335
McDowell D, Gall K, Horstemeyer M, Fan J (2003) Microstructure-based fatigue modeling of cast A356-T6 alloy. Eng Fract Mech 70:49–80
Cai H, Guo F, Su J, Liu L, Chen B (2018) Study on microstructure and strengthening mechanism of AZ91-Y magnesium alloy. Mater Res Express 5:1–11
Funding
The authors have not disclosed any funding.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declared that there is no conflict of interest in this research. Moreover, no funds have been received for this study.
Ethical approval
It should be noted that no experiments were done involving human issues in this research.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Oliya, A.Y.P., Parast, M.S.A., Azadi, M. et al. Fracture-based modeling of heat-treated AZ91/AZE911 magnesium alloys for estimating high-cycle fatigue lifetime by Paris crack growth rate and striations spacing. SN Appl. Sci. 5, 222 (2023). https://doi.org/10.1007/s42452-023-05434-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05434-4