
Abstract
This study presents wear and friction behaviour of AA2024/TiB2 composite developed in semi-solid temperature region of the alloy. The experiment is conducted based on full factorial design of experimental technique with three factors and three levels. Load, reinforcement amount, and sliding distance are the process parameters varied, and their influence is investigated using analysis of variance. Additionally, the correlation between the process parameters and the responses are determined using multiple linear regression equation. For wear rate, the load is the most influencing factor followed by sliding distance and reinforcement ratio. Similarly, for the coefficient of friction, the applied load is the most influencing factor, followed by the reinforcement ratio and sliding distance. The reinforcement ratio showed a negative effect on the wear and coefficient of friction. This shows that both decrease with an increase in the proportion of the particles in the base matrix. The wear mechanisms of the worn surfaces are also investigated using a scanning electron microscope, and it is noticed that the depth of grooves increased, and microcracks are noticed with an increase in the applied load. The developed composites can be used in application areas exposed to wear and friction.
Article Highlights
-
It is possible to develop a metal matrix composite in semi-solid temperature region of the alloy.
-
The reinforcement particles improved the friction and wear behaviour of the matrix.
-
The applied load is the most influencing factor of both coefficient of friction and wear.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Lightweight and wear-resistant properties are the main requirements for materials to be effectively used in the areas of aerospace and automobile [1]. Aluminum alloy is the candidate in this regard due to its lightweight and low density. In spite of the above, it is poor wear-resistant that limits its application areas [2]. Due to this, various researchers engaged in developing a composite with enhanced wear properties. The wear-resistant property of aluminum-based composites has been improved by the incorporation of various ceramic particles such as SiC, TiC, B4C, Al2O3, and TiB2, etc,. into the matrix [1,2,3,4].
TiB2 particles are used as an outstanding reinforcing agent due to their excellent properties such as highmelting point, good thermal stability, higher hardness, modulus of elasticity, whch enhances the performance of composites [5,6,7]. It was found that incorporating this reinforcements in the matrix enhanced mechanical properties, among other reinforcements [8]. Moreover, it provides superior wear resistance to aluminum-based composites [8,9,10]. It was reported that the TiB2 particles could be easily captured by the aluminum slurry that makes it an attractive strengthening reinforcement for aluminum-based composites [11]. It was also reported that a strong bonding that the TiB2 makes with aluminum makes it a preferable reinforcing material that improves the wear resistance [12]. Palanivel et al. [9] developed AA6082 composite reinforced with TiB2 + BN particles by friction stir processing and studied the microstructure and wear behavior. They reported that the addition of TiB2 particles in the matrix enhanced the wear resistance of the composites. Suswagata et al. [13] developed an aluminum-based composite with the addition of TiB2 as a reinforcing agent, synthesized using the stir casting route. They reported that the wear and friction between the mating surfaces decreased due TiB2 particles.
In addition to the reinforcing agents, synthesizing methods also affect the final quality of the product. The processing methods can be broadly classified as solid-state processing (powder metallurgy (PM)), liquid processing (casting), and liquid–solid processing (semi-solid metal casting (SSM)) [14, 15]. The PM is the commonly used method but cannot be used for intricate shape production [14]. The liquid route, which involves stirring the particles to distribute thoroughly in the matrix, has some advantages over the powder metallurgy technique. The advantages are easier control of matrix structure, better matrix particle bonding, simplicity, development of nearer net shape component, low cost, and a wide materials selection [15].
Normal casting or stir casting is a manufacturing process in which alloys are melted above the liquidus temperature of the alloys to get the liquid slurry. The slurry is then mixed with reinforcement particles by stirring. Finally, the stirred slurry is poured into the mold for solidification to obtain the final composite. Whereas, in rheocasting, the semi-solid slurry is obtained after processing at a semi-solid temperature of the alloy. There are drawbacks related to processing of alloys by conventional/normal cating method. Due to unsucessful wettability between the composite components, the interfacial bonding would be poor, and hence the uniform distribution of the reinforcement in the matrix could not be achieved [15]. Furthermore, several defects, such as extensive interfacial reactions, porosity, and improper distribution of reinforcements arise when processing using the conventional casting [16]. During normal casting, density difference exists between the parent metal and the reinforcing agent. This results in floating or sinking of the reinforcing agents relative to the density of the parent melt metal. Consequently, the poor dispersion of the particles lead to agglomeration; particle cluster occurs, which causes higher amount of porosity to develop in the product [17, 18].
Decreasing the processing temperature and stirring the slurry could be effective in attaining the intended distribution of the reinforcing agents. Processing composites at higher temperatures causes rapid coarsening of the grains. In addition, change in globular to dendritic grain structure occurs [19], which degrade the intended properties. Thus, rheocasting is an alternative processing method that maintains the intended microstructure. The homogenized temperature by stirring and high cooling rate by semi-solid casting affect the quality of the product. Minimized micropores, grain refinement, and spheroidization of the primary phase are some advantages [20].
Additionally, stirring the slurry is used to spread molten semi-solid slurry on to the surface reinforcing agents, and therefore, good wettability can be achieved [21]. If stirring is performed above the liquidus temperature, oxide inclusions, porosity, and particle clustering could be more evident, which affects the final property of the composite [21]. Defects such as voids, cracks, porosity, etc., can also be tackled by grain refinement; it could be realized by processing in the semi-solid temperature region of the alloy [22].
The mushy state rolled Al–Cu based/TiB2 composite has been developed and investigated by Herbert et al. [23]. They reported that an increase in the hardness and refinement of grain structure was attained. El Mahallawi et al. [24] studied the hardness and wear property of a 390 aluminum/Al2O3 and TiO2 composites synthesized through rheocasting. After the addition of reinforcements, the grains were refined, and the hardness of the composite was also improved. They also concluded that they observed a significant change in wear property of the composites. Herbert et al. [25] studied the sliding wear behavior of the as-cast, the SSM state rolled Al–4.5Cu alloy, and Al–4.5Cu/TiB2 composite. According to their study, the SSM rolled alloy, and the composite has shown better wear resistance than the as-cast sample.
Lim et al. [26] synthesized Al–Cu/SiC metal matrix composites using rheocasting. They investigated the tribological behavior of the composite on a pin-on-disc apparatus. They reported that at a speed of 1 m/s and a normal load of 30–70N, the wear rate increased with an increase in the load. They also reported that better wear-resistant property was noticed at higher load, compared with the wear property of the sample with the same composition synthesized using PM.
Parameters which affect the final output of the product can be optimized using statistical techniques. Taguchi design of experiment (DOE) is the most popular statistical tool used for planning experiments. Optimization of parameters using optimization tools minimizes the time to make trials for conducting experiments. Therefore, it is obvious that the time and investment to make more and more trials would substantially be minimized.
Wear parameters were investigated using optimization tools such as DOE by various recsearchers. Baskaran et al. [27] investigated wear property of the in situ developed AA7075/ TiC composite using Taguchi L27 orthogonal array. They studied the effect of wear parameters such as sliding speed, load, reinforcement percentage, and sliding distance on the wear behavior. They concluded that load is the significant parameter, followed by sliding distance with contributions of 50.09% and 31.26%, respectively. Pasha et al. [28] used Taguchi’s L16 orthogonal array to study the effect of wear parameters on erosive wear behavior of Al7034–T6/SiC and Al2O3 hybrid composite, synthesized using stir casting. The result indicates that the impact velocity and filler content greatly influenced the erosive wear behavior.
Kiran et al. [29] investigated the wear property of heat-treated ZA/SiC and Gr hybrid metal matrix composite using the Taguchi L27 orthogonal array. In their research, they reported that the factor that significantly influenced the wear loss was load followed by speed. Koksal et al. [30] developed a prediction model for wear rate of AMC/AlB2 composite. They used Taguchi’s L9 orthogonal array with parameters such as sliding velocity, reinforcement ratio, load, and sliding distance. The experimental results showed that the primary parameters that influenced the specific wear rate were the normal load and reinforcement amount.
Basavarajappa et al. [31] used Taguchi DOE and studied the effect of sliding speed, applied load, and sliding distance on wear property of AMC/SiC + graphite composite. They found that sliding distance was the higher contributing factor for the wear of the composite. Mahapatra and Patnaik [32] investigated the mechanical property and erosive wear behavior of the developed composites using L27 Taguchi design. They reported that filler content, erodent size, impact velocity, and impingement angle influenced the wear rate. Sahin [33] studied the wear property of AA2014/SiC composite developed after optimizing using Taguchi L9. According to their study, the most influencing factor was the abrasive grain size.
In our previous publications, for the developed composites, the investigations were about the heat treatment response. However, in the current study, for the same composites, friction and wear response of the composite are studied. Therefore, the processing methods and the microstructural analysis of the current work and the previously published work remains the same.
The novelty is interms of the processing methods as mentioned in our previous publication i.e., development of AA2024/TiB2 composite in the semi solid temperature region of the alloy. In the previous publication, solution heat treatment response of the developed composites on the age hardening and mechanical properties of the composites were investigated. In the current research, we present the friction and wear loss response of the developed composites. The effects of the process parameters such as sliding distance, reinforcement ratio, and applied load on the wear loss and coefficient of friction of the composite is studied, using the Taguchi method. Since the alloy is used in friction and wear areas, it is important to study the effect of the reinforcements on the wear and friction behaviour of the composite. In the next section (Sect. 2), we present materials and methods used to perform the experimentation. In Sect. 3, we present results and discussion and in Sect. 4, we present conclusions.
2 Materials and methods
2.1 Materials
AA2024, received in the form of block (its composition is shown in Table 1), is a matrix material used for the experiment. The supplier was Suresh Metals, Mumbai, India. The reinforcing agent is TiB2 powder (supplier: Sigma Aldrich). The size of the TiB2 particles was 15–25 µm. High electrical conductivity, high melting point, good thermal conductivity, considerable chemical stability and, high hardness are some important properties of the reinforcing agent [34]. Additionally, it provides superior wear performance property to aluminum-based composite due to its high bonding ability with the matrix. Moreover, TiB2 particles are accepted as a good refining agent for aluminum-based composite. Its morphology is shown in Fig. 1.

SEM image showing the morphology of as received TiB2 particles [35]
2.2 Methods
Initially, AA2024 pieces were melted in a crucible made of graphite. Processing temperature was 720 °C, and vertical muffle furnace equipped with a laboratory developed mechanical stirrer was used. The melt was kept at this temperature for 20 min for homogenization. After completely melting and mixing the charge, 1 wt.% of hexachloroethane (C2Cl6) was added to the melt for removing the slag and other dissolved gasses. 1 wt.% of magnesium was added into the melt for improving its wettability.
Next, the temperature was set at a semi-solid temperature (640 °C) to keep the slurry in the stated state. According to equation by Scheil [36], Eqs. (1) and (2), this temperature (640 °C) corresponds to 40% of solid fraction.
where fL; weight fraction of liquid, fS; weight fraction of solid, TM; melting point of aluminum, T; semi-solid temperature, TL; liquidus temperature of the alloy, and k; constant. The reinforing agent was pre heated at 300 °C for 2 h to remove the moisture in it. Then, it was added to the slurry at proportions 2 wt.%, 4 wt.%, and 6 wt.%. Pilot experiments were conducted up to 10 wt.% of TiB2 reinforcement, and agglomeration of the particle was observed beyond 6 wt.% [35]. The mechanical properties were completely degraded after the addition of TiB2 beyond 6 wt.% due to clustering of the particles.
To achive uniformity in the melt, the slurry was stirred progressively at 500 RPM for 10 min. For each, approximately 300 g sample was melted.
Finally, the slurry was held for about 10 min, and transferred manually into a split type metallic die. Pre heating of the die was performed for 1 h at 300 °C. The drawing of the split type metallic die is shown in Fig. 2.

The drawing of the die used to make rheocast samples
All the rheocast composites and alloys were solidified, and taken for further investigation of properties such as microstructure, mechanical (YS, UTS, % EL and hardness) and wear. Figure 3 shows the experimental setup used to prepare rheocast slurry.

The experimental setup used to prepare rheocast slurry [35]
2.3 Plan of experiments
The wear test was conducted at a constant speed of 1.5 m/s. The three process parameters varied in the current study were applied load, reinforcement ratio, and sliding distance with a variation of 3 levels, as shown in Table 2. Volumetric wear loss (VWL) and coefficient of friction (COF) were the output responses considered. The experiments were planned according to the L27 orthogonal array (OA). It contains 13 columns and 27 rows. The 1st column was assigned to applied load (P) in N, 2nd to reinforcement ratio (RF) in wt.% and 5th column to sliding distance (S) in m. The interactions of the parameters were assigned to the remaining columns.
Signal to Noise (S/N) ratio is used for investigating and assessing the deviations of the responses. It means ratio of mean (signal) to the standard deviation (noise) [37]. In the present work, VWL and COF were taken as the output response and Taguchi’s quality characteristics; ‘‘the lower the better’’ characteristic, was chosen to minimize the output (Eq. (3)).
where, yi = data at the ith experiment, and n = number of observations [36].
2.4 Dry sliding wear testing
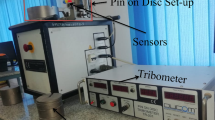
The wear performance of the unreinforced and AA2024 composite reinforced with TiB2 specimens was evaluated using a pin-on-disc tribometer (Make: Ducom India, Model: TR201LE-M8). The specimens were cut to a dimension of 10*10*5 mm and polished using abrasive paper with a grit size up to 1200. A weight balance, with a precision of 0.0001 g, was used to weigh the specimens. The surface of the specimens and the disc were cleaned using acetone. Figure 4 shows the photograph of the wear rig.

Experimental set up used in the dry sliding wear test
3 Results and discussion
The first aim of the study was to check if it is possible to develop the metal matrix composite in semi-solid temperature region of the ally. In the current study, we investigated the friction and wear behaviour of the developed composite based on the application area of the matrix. Therefore, it is necessary to study the effect of reinforcement amount on the wear and friction behaviour of the composite. Other researches also showed that the reinforcement particles improved the wear and friction behaviour of the composites which will be discussed in the following sectons.
3.1 XRD analysis
The distribution of the reinforcing agents and the formation itermetallic componds were confirmed by XRD analysis as shown in Fig. 5. As shown, Mg2Si and Al peaks were more eveident on the unreinforced sample. TiB2, Al3Ti, and AlB2 peaks were some additional peaks observed on the samples reinforced with 2 wt.% TiB2. The peak intensity increased with an increase in reinforcing agents, which shows the presence of TiB2 and other phses in more amount as well as their distribution within the matrix.

XRD spectra of the composites developed
AlB2, Mg2Si, and Al3Ti are some additional weak compounds, confirmed by XRD. Those itermetallic compound act as favourable sites for intiation and propagation of cracks. They affect the final properties of the developed composites [38].
3.2 Microstructure analysis
3.2.1 Optical microscopy
The optical micorgraphs of all the samples are shown in Fig. 6.The micorgraphs of the liquid cast samples are dendritic in structure as shown in Fig. 6a. The optical micrographs of the semi-solid cast specimens are also shown in Fig. 6b–e. It can be observed that all the stirred samples are nearly globular.

Optical micrographs of unreinforced/reinforced AA2024 matrix rheocast composite samples reinforced with a 0 wt.% TiB2 (liquid cast sample), b 0 wt.% TiB2, c 2 wt.% TiB2, d 4 wt.% TiB2 and e 6 wt.% TiB2
3.2.2 FE-SEM
Figure 7 shows the FE-SEM images of all the developed samples. Oxide inclusions and micropores were dominantly observed in unreinforced samples, as shown in Fig. 7a. As shown in Fig. 7b, for the 2 wt.% TiB2 reinforced composite, particle distribution is fairly uniform. The microstructure of 4 wt.% TiB2 reinforced composite is shown in Fig. 7c. Compared to the first two samples, its grain structure is better refined. Particle distribution in the base matrix was also fair. But, there is particle agglomeration with voids around them. Micropores were also observed. Figure 7d shows the sample reinforced with 6 wt.% TiB2. With an increase in the reinforcement ratio, the agglomeration of the particles also increased. Proper distribution of the reinforcements was not observed due to agglomeration. It was also noticed that large grain sizes were observed due to agglomeration compared to other samples. Even though TiB2 particles are considered as the best refining agents, agglomeration affected achiving the desired refinement level.

FE-SEM images of unreinforced/reinforced AA2024 matrix rheocast composite samples reinforced with a 0 wt.% TiB2, b 2 wt.% TiB2, c 4 wt.% TiB2 and d 6 wt.% TiB2 [35]
Figure 8 shows magnified grains and grain boundaries, and EDS analysis of the samples. Figure 8a shows the image of the ureinforced sample; Al, Mg and Cu peaks were observed dominantly. As shown in Fig. 8b, the analysis was taken from the selected area 1 in image ‘a’. Their approximate elemental compositions were also provided. For the 2 wt.% of TiB2 reinforced sample, the magnified GB area is shown in Fig. 8c. The EDS analysis of the selected area shows Al, Ti and B peaks, and their composition is also shown in Fig. 8d.

FE-SEM images of unreinforced/reinforced AA2024 matrix rheocast composite samples reinforced with a, 0 wt.% TiB2, b EDS analysis of selected area 1 in inset of image ‘a’, c 2 wt.% TiB2, d EDS analysis of selected area 1 in inset of image ‘c’, e 4 wt.% TiB2, f EDS analysis of selected area 1 in inset of image ‘e’, g 6 wt.% TiB2, h EDS analysis of selected area 1 in inset of image ‘g’ [35]
Figure 8e shows the magnified areas of the 4 wt.% of TiB2 reinforced composite. As indicated in Fig. 8f, large Al, Ti, and B peaks were more evident. Moreover, as shown by magnification, voids were formed around agglomerates, which affects the oerall properties of the composite. The image of magnified GB area of the 6 wt.% TiB2 reinforced composite is also shown in Fig. 8g. As can be seen, the particles were agglomerated in this case. The Ti and B peaks were observed as shown in Fig. 8h. Large voids, which affect the overall properties, are formed in in a great extent.
The FE-SEM images of some intermetalics were shown in Fig. 9. TiB2 particle were detected around the magnified grain areas as shown in Fig. 9a. Large Ti and B peaks were observed dominantly as shown using EDS. As shown in Fig. 9b, the analysis was taken from the selected area 1 in image ‘a’. Their approximate elemental compositions were also provided.

Magnified FE-SEM images showing some intermetallics a TiB2, b EDS spectrum of spot 1 in inset of image ‘a’, with approximate compositions of Ti and B elements, c Mg2Si, d EDS spectrum of selected area 1 in inset of image ‘c’, with approximate compositions of Mg and Si elements, e Al3Ti, f) EDS spectrum of spot 1 in inset of image ‘e’, with approximate compositions of Al and Ti elements [35]
Mg2Si phase in small concentration, was detected around the magnified grain areas as shown in Fig. 9c. Mg and Si minor peaks were observed using EDS, as shown in Fig. 9d. As shown, the analysis was taken from the selected area 1 in image ‘c’. Their approximate elemental compositions were also provided.
Al3Ti phase in small concentration, was detected around the magnified grain areas as shown in Fig. 9e. Large peaks of Al and Ti peaks were observed as shown using EDS. As shown, the analysis was taken from the selected area 1 in image ‘e’. Their approximate elemental compositions were also provided, as shown in Fig. 9f. The observed large peaks cleary confirms the formation of the Al3Ti intermetallic compound.
3.3 Mechanical properties
3.3.1 Microhardness
The overall mechanical properties of the developed alloy and composite samples synthesized using stir rheocasting method were compiled and given in Table 3. The hardness test result indicates that 20%, 15%, and 14% increment was achieved for the 2 wt.% TiB2, 4 wt.%, and 6 wt.% TiB2 reinforced composites, respectively, compared to the samples developed using liquid casting. The hard TiB2 partciles and their load bearing ability might be responsible for the observed increament in hardness. It was reported that the hard particles hinder the dislocation motion that restrict deformation to ocuur [17]. Additionally, grain refinement attained by stirring the slurry and the hard reinforcing particles might be responsible for the achievement of higher hardness in the samples. Once more, it was reported that the grain refinement level achieved hinders dislocation motion that helps the matrix to resist deformation [17].
3.3.2 Tensile properties
There is a significant improvement in tensile properties such as YS and UTS for the developed composites, compared to the liquid cast sample, as shown in Table 3. The addition of hard reinforcing particles in the matrix substantially enhance the mechanical properties such as strength and hardness.38 In the current research, an increase in tensile strength was observed with an increase in TiB2 reinforcing agent from 0 to 2 wt.%. But, an increase in TiB2 beyond 4 wt.% deteriorated the properties. The obsrved significant increase in the strength of the AA2024/2 wt.% TiB2 composite is attributed to uniform particles distribution (Fig. 7b). The strong bond attained between the the matrix phase and the reinforcing agent is also an additional asset.
Furthermore, with an incease in TiB2, grains were refined significantly that inturn contributed to an increase in strength of the composite. As the amount of the reinforcement increased, the particles got agglomerated, and large voids were formed, as shown in Fig. 7c and d. Because of the observed porosities and voids, the mechanical properties were diminished. Clustering of the particles affects the overall properties of composites. Due to agglomeration, it is difficult to get the intended proper distribution of the particles [39].
3.3.3 Wear test
The experiment was conducted based on the OA, as shown in Table 4. P (applied load in N), RF (reinforcement ratio in wt.%), S (sliding distance in m) and their interactions were considered.
3.4 Analysis of factors
The S/N ratios of all the trials for the VWL and COF were calculated and shown in Table 4. The delta values, which were derived from the S/N ratios, were used to rank the factors, as shown in Table 5. From Table 5, the influencing factors of VWL, from high to low, were identified as applied load (P), sliding distance (S), and reinforcement ratio (RF). Similarly, from Table 6, for COF, applied load (P), reinforcement ratio (RF), and sliding distance (S).
From Fig. 10, the optimum process parameters that give minimum wear rate are applied load (9.81N), reinforcement ratio (0 wt.%), and sliding distance (1000 m), respectively. The optimum process parameters for minimum COF are applied load (29.43N), reinforcement ratio (0 wt.%), and sliding distance (1000 m), respectively, as shown in Fig. 11.

Main effect plot for volumetric wear rate /mm3

Main effect plot for Coeficient of Friction
It can be noticed from Fig. 11 that the depth of wear of all the developed AA2024 composites was highly responsive to an increase in the load. As shown in the figure, the wear rate of the developed composites increased with an increase in the load from 9.81N to 29.43N for the AA2024-TiB2 composite. This is evidenced by the depth of wear, which can be clearly observed from the wear surface of the samples, which will be discussed later. For all the specimens reinforced with 0 wt.% TiB2, 2 wt.% TiB2, and 4 wt.% TiB2, the amplitude of the graph increased at a higher load (29.43N), as shown in Fig. 12a–c. This show the developed samples were susceptible to wear at higher load. It also shows that with an increase in the load, the hard surface of the counter face disk plows the pin deeper, which will be shown later under the worn surface. Similarly, as shown in Fig. 13, the COF increased with an increase in the load. It can be seen that the COF decreased with an increase in reinforcement in the matrix.

Depth of wear of unreinforced/reinforced AA2024 matrix composite reinforced with a 0 wt.% TiB2, b 2 wt.% TiB2 and c 4 wt.% TiB2

Coeficient of friction of unreinforced/reinforced AA2024 matrix composite reinforced with a 0 wt.% TiB2, b 2 wt.% TiB2 and c 4 wt.% TiB2
Tables 7 and 8 show the ANOVA results for the VWL and COF, respectively. It was noticed from Table 7 that P < 0.05 for P, RF, S and P*RF interaction, which shows that they play a major role in the VWL and have statistical significance. From the table, it can be seen that the applied load with contribution of 60.72% had a great influence on the wear rate followed by sliding distance (23.4%), reinforcement (14.4%), and the interaction (P*RF = 0.94%), which had negligible influence, whereas the other interactions (P*S and RF*S) had zero effect. Therefore, it can be concluded that the applied load was an important factor that controls the wear behavior of the composites the most.
For the COF, it can be seen from Table 8 that P < 0.05, which shows that all the control factors affect the COF. The applied load with a percent contribution of 57.66% had a great influence, followed by reinforcement (27.76%) and sliding distance (12.16%). However, all the interactions among the control parameters are negligible.
3.5 Surface plots of the volumetric wear loss and COF
The surface plots of the interactions between the parameters on the VWL are given in Fig. 14. From Fig. 14a and c, the slope towards the load is more in the interactions P*S and P*RF, which shows that the load was the dominant parameter that affects VWL, compared with the sliding distance and the reinforcement amount.

Surface plot of Volumetric wear loss vs a S (m) and P (N), b RF (wt.%) and P (N), c RF (wt.%) and S (m)
Figure 15 shows the surface plots of the interaction of process parameters for the COF. From Fig. 15a, from the P*F plot, the slope decreased towards a higher reinforcement ratio. It means that the presence of the reinforcement at a higher concentration in the matrix inhibits friction between the sliding surfaces and thus reduces the friction coefficient. The adhered reinforcements act as a medium to protect the composite specimens from friction. Again, from the interaction plot of RF*S, Fig. 15b, it can be observed that the slope decreased towards the higher amount of the reinforcement. This again shows that irrespective of the sliding distance, the friction coefficient between the sliding surfaces decreased with an increase in the content of the reinforcement particles in the matrix. Figure 15c shows the interaction plot S*P. It can be observed that the slope increased towards the higher level of both S and P, which shows that the COF increased at higher load and sliding distance.

Surface plot of Coeficient of friction vs a RF (wt.%) and P (N), b RF (wt.%) and S (m), c P (N) and S (m)
3.6 Wear mechanism and worn surfaces
At lower load (9.81N), for the unreinforced alloy, wear was observed in the form of abrasion, as evidenced by plowing and adhesion, as shown in Fig. 16a. Less material loss is observed at lower load, which is indicated by small plastic deformation and narrow grooves. With the same loading conditions, for 2 wt.% and 4 wt.% TiB2 reinforced alloy, pitting (Fig. 17a), particle pullout, and micro-cutting due to particles (Fig. 18a) were observed. With the same loading conditions, plastic deformation and material loss decreased with an increase in the reinforcement.

FE-SEM images of the worn surface of AA2024 sample without reinforcement at a load of a) 9.81 N, b) 19.62 N and c) 29.43 N

FE-SEM images of the worn surface of AA2024 + 2% TiB2 at a load of a 9.81 N, b 19.62 N and c 29.43 N

FE-SEM images of the worn surface of AA2024 + 4% TiB2 at a load of a 9.81 N, b 19.62 N and c 29.43 N
In the case of the medium load (19.62N), the surface of the unreinforced alloy, as shown in Fig. 16b has more plastic deformation, wider grooves, and plowing, which indicates the abrasion wear, compared with the lower load. At the same loading conditions, the 2 wt.% and 4 wt.% of TiB2 reinforced composite, as shown in Figs. 17b and 18b, has micro-cutting due to particles. However, it has a smoother surface compared with the unreinforced one, which indicates less material loss due to the presence of TiB2 particles.
At higher load (29.43N), deeper and wider plowing can be seen on the surface of the unreinforced alloy, as shown in Fig. 16c, which shows sever material loss due to the plowing of the softer matrix. The observed material loss was due to plastic deformation and fatigue as a result of repeated sliding action. Oxides were also formed on the surface of the test samples, and EDS analysis was performed to confirm the same (the white phase), as shown in Fig. 16d. At the same loading conditions, for the 2 wt.% and 4 wt.% TiB2 composites, micro-cracks, particle pullout, and less material loss were observed on the surface of the reinforced composites, as shown in Figs. 17c and 18c. The plastic deformation occurred was due to sever sliding at a higher load between the sliding surfaces.
Sever plastic deformations were observed on the worn surfaces at higher loads for all the developed alloy and composites, which leads to the formation of deeper grooves with wear debris on the entire worn surface. The same finding was reported by various researchers at higher loads [40, 41].
Due to an increase in the load, higher stress concentration could be formed around the edges of the reinforcement particles. Cracks initiate in the matrix around the reinforcement particle due to stress concentration, which propagates again in the direction of sliding. Finally, it gets segmented and forms debris on the wear surface [42]. The debris formed between the sliding surfaces plow the surface of the softer pin and creates deeper plows that lie in the direction of the sliding, as shown in Figs. 17, and 18. Those are the mechanisms that contribute to the deformation of the specimens while sliding in a dry condition at relatively higher loads.
The TiB2 particles in the composite protect the surface of the base alloy from direct contact with the harder rotating disc during sliding acting as a protective layer. This improves the wear-resistant property of the developed composites [43, 44].
The wear behavior of the alloy could be affected by the temperature rise between the specimen surface and the disc due to friction [45]. The temperature due to friction in the specimens contributes to the lowering of bonding between the neighboring elements, which contributes to the formation of wear debris [29]. When the load increases, the temperature rise increases due to an increase in friction between the surfaces, and hence the formation of wear debris was noticed. Though the TiB2 particle affects the wear resistance of the developed composites positively, it can’t resist the temperature rise in the specimen when subjected to a higher load. Due to the rise in temperature at higher loading conditions, while sliding, the bonding in the matrix becomes weaker, which results in severe wear of the specimens [46, 47]. This is evident by the formation of deeper grooves in the specimens after increasing the load from 9.81N to 29.43N in all the alloys and composites, as shown in the figures. As can be observed, the wear surfaces of the developed composites have smooth grooves, compared with the unreinforced alloy. This also shows that the formation of the protective layer due to the reinforcement particles contributed to the lowering of severe wear in the composites at lower and higher loads. It was reported that the rise in temperature results in the separation of the particles from the matrix, which facilitates the direct contact of the disc and the specimen, which contributes to an increase in the wear of the specimens [29]. Microcracks, which were observed on the worn surface of the specimen and the residual stresses developed in the samples, were positively affected by the high temperature arise due to friction [48]. The particles, which were broken away due to an increase in the load during the sliding test, scratch away the softer matrix contributing to the wear of the composites. The oxides, which were formed due to the rise in temperature, and broken TiB2 particles, form a layer, which protects the specimen from severe wear. Further increase in the load destroys the layer formed, and this facilitates the direct contact between the test specimen and the rotating disc, which results in higher wear loss, as reported by other researchers [29, 46].
3.6.1 Multiple linear regression model
To correlate the factors (P, RF, and S) and responses (VWL and COF), multiple linear regression equations were developed using MINITAB 17 software. The developed equations are as follows:
Equations (4) and (5) refers to the linear regression equation for calculating the VWL and COF, respectively. The positive sign in the Eq. (4) shows that the VWL increases with an increase in the respective control factors, whereas the negative coefficients indicate the opposite. From the equation, it can be observed that the RF coefficient is negative. This shows that with an increase in the amount of reinforcement, the wear rate decrease. Similarly, for the COF, from Eq. (5), the coefficient corresponding to reinforcement is negative. This also shows that, with an increase in the proportion of particles, the COF between the sliding surfaces decreases.
Figures 19 and 20 show the normal probability plot for the VWL and COF. From the graphs, we can see that the values lie close to the straight line, which shows that the residuals (errors) are distributed normally. This indicates that the developed model is adequate. Therefore, the developed model and the model formulated for the VWL and COF, which were represented by Eqs. 1 and 2, are adequate. The R2 values of the VWL and COF, which were obtained by multiple linear regressions, were found to be 99.25% and 99.65%, respectively. The values indicate that the regression model was shown to be successful for the estimation of VWL and COF.

Normal probability plot for Volumetric wear loss

Normal probability plot for Coeficient of friction
3.7 Estimation of optimum volumetric wear loss and COF
According to the Taguchi design, it is essential to conduct a confirmation experiment to validate the optimized condition [49].
The following equation was used for the estimation of optimum VWL.
and, the following equation was used for the estimation of optimum COF.
where, VWLA and COFA are the averages of all the VWL and COF obtained from the experimental study (Table 4). VWLP, VWLRF, and WVLS are the average values of the VWL at optimum levels of applied load, reinforcement percentage, and sliding distance, respectively. COFP, COFRF, and COFS are the average values of the COF at optimum levels of applied load, reinforcement percentage, and sliding distance, respectively. VWLopt and COFopt are the predicted mean of the VWL and COF at optimum conditions. Accordingly, the predicted mean of VWL and COF at optimum conditions were found to be 1.143 and 0.264, respectively.
The 95% confidence interval of confirmation experiments CICE for the predicted mean of optimum output characteristic was calculated using the following equation Eq. (8) [50].
where Fα,1fe = F ratio at 95% confidence, α = significance level, fe = degree of freedom of error, Ve = error variance, neff = effective number of replications, R = number of replications for confirmation experiments, N = total number of experiments, Tdof = total main factor degree of freedom. Therefore, N = 54 (treatment = 27, repetition = 2) R = 3, Ve = 0.2331 (ANOVA table of VWL), Ve = 0.008649 (ANOVA table of COF), fe = 8 (ANOVA table), f0.05 (1,8) = 5.32 (tabulated F-value for the 0.05 significance level) [51], Tdof = total main factor degrees of freedom [6 = (2 × 3)] [36], neff = 3.86. Equation (9). Substituting these values in Eq. (8), the calculated confidence interval for both VWL and COF was CICE = ± 0.97 and CICE = ± 0.187, respectively. Therefore, the 95% confidence interval of the predicted optimal VWL was found to be 1.143 (0.173 < VWLopt < 2.113), and that of COF was found to be 0.2643 (0.0773 < COFopt < 0.415).
3.7.1 Confirmation experiments
Using the optimum process parameters (load = 9.81N, reinforcement ratio = 0 wt.% and sliding distance = 1000 m for VWL as well as load = 29.43N, reinforcement ratio = 0 wt.% and sliding distance = 1000 m for COF), confirmation experiments were conducted to predict the VWL and COF. The results obtained from the confirmation experiments are shown in Table 9. The mean VWL and COF value of 1.152 and 0.275 lies well within the predicted confidence interval of 95%. Therefore, the results obtained from the confirmation experiments indicate that the optimization technique followed was successful.
4 Conclusions
The aim of this study was to investigate the effect of the reinforcements in the friction and wear behaviour of the developed composites. It was also conducted to investigate the possibility of manufacturing of metal matrix composites in the semi-solid temperature region of the alloy. Furthermore, the investigation was made to use optimization method to study the most significant factors that affects the friction and wear behaviour of the developed composite. The FE-SEM revealed a uniform distribution of the particles in the matrix, but further increase in TiB2 particles resulted in agglomeration. The uniform distribution of the particles in the composites was due to a better wettability between the reinforcement and the matrix attained by processing the composite in the semi-solid temperature.
Nearly spherical shape of the grains was attained by processing the slurry in the semi-solid temperature of the base alloy. Due to this and the reinforcement particles in the matrix, the mechanical properties (ultimate tensile strength, yield strength, and hardness) of the developed composites were improved. The maximum increment was achieved for AA2024 reinforced with 2 wt.% TiB2.
The significant parameters for the wear and coefficient of friction analysis were found from ANOVA. The applied load was the most significant factor that influenced the wear rate, followed by the sliding distance and reinforcement ratio. Similarly, the applied load was the most influencing factor, followed by the reinforcement ratio and sliding distance for the coefficient of friction. The interactions between the parameters were found to be negligible.
The TiB2 reinforcement improved the wear resistance of the developed composites. The reinforcement particles act as protective layer, which reduce the wear loss. The coefficient of friction was also reduced with an increase in the proportion of the TiB2 reinforcement. The particles reduced the direct contact of the pin and rotating disc, which minimize the coefficient of friction.
In general, based on the results of this research, further investigation should be carried out to decrease the agglomeration behaviour of the reinforcement particles in the matrix. Because increasing the reinforcement content in the matrix improves the friction and wear behaviour of the matrix.
References
Smith AV, Chung DDL (1996) Titanium diboride particle-reinforced aluminum with high wear resistance. J Mater Sci 31:5961–5973
Lee CS, Kim YH, Han KS (1992) Wear behavior of aluminum matrix composite materials. J Mater Sci 27:793–800
Ipek R (2005) Adhesive wear behavior of B4C and SiC reinforced 4147 Al matrix composites (Al/B4C–Al/SiC). J Mater Process Technol 162:71–75
Sujith SV, Mahapatra MM, Mulik RS (2019) An investigation into fabrication and characterization of direct reaction synthesized Al–7079–TiC in situ metal matrix composites. Arch Civil Mech Eng 19:63–78
Hadian M, Shahrajabian H, Rafiei M (2019) Mechanical properties and microstructure of Al/(TiC+TiB2) composite fabricated by spark plasma sintering. Ceram Int 45:12088–12092
Sahoo BN, Panigrahi SK (2019) Deformation behavior and processing map development of AZ91 Mg alloy with and without addition of hybrid in-situ TiC+TiB2 reinforcement. J Alloy Compd 776:865–882
Liang S, Li W, Jiang Y et al (2019) Microstructures and properties of hybrid copper matrix composites reinforced by TiB whiskers and TiB2 particles. J Alloys Compd 797:589–594
Suresh S, Moorthi NSV, Vettivel SC et al (2014) Effect of graphite addition on the mechanical behavior of Al6061/TiB2 hybrid composite using acoustic emission. Mater Sci Eng A 612:16–27
Palanivel R, Dinaharan I, Laubscher RF, Davim JP (2016) Influence of boron nitride nanoparticles on microstructure and wear behavior of AA6082/TiB2 hybrid aluminum composites synthesized by friction stir processing. Mater Des 106:195–204
Khojastehnezhad VM, Pourasl HH, Vatankhah BR (2019) Effect of tool pin profile on the microstructure and mechanical properties of friction stir processed Al6061/Al2O3–TiB2 surface hybrid composite layer. Proc Instit Mech Eng Part L J Mater Des Appl 233:900–912
Akbari MK, Baharvandi HR, Shirvanimoghaddam K (2015) Tensile and fracture behavior of nano/micro TiB2 particle reinforced casting A356 aluminum alloy composites. Mater Des 1980–2015(66):150–161
Sivaprasad K, Babu SK, Natarajan S et al (2008) Study on abrasive and erosive wear behavior of Al 6063/TiB2 in situ composites. Mater Sci Eng A 498:495–500
Poria S, Sahoo P, Sutradhar G (2016) Tribological characterization of stir-cast aluminium-TiB2 metal matrix composites. SILICON 8:591–599
Amirkhanlou S, Niroumand B (2011) Development of Al356/SiCp cast composites by injection of sicp containing composite powders. Mater Des 32:1895–1902
Sajjadi SA, Parizi MT, Ezatpour HR, Sedghi A (2012) Fabrication of A356 composite reinforced with micro and nano Al2O3 particles by a developed compocasting method and study of its properties. J Alloys Compd 511(1):226–231
Akhlaghi F, Lajevardi A, Maghanaki HM (2004) Effects of casting temperature on the microstructure and wear resistance of compocast A356/SiCp composites: a comparison between SS and SL routes. J Mater Process Technol 155:1874–1880
Hoziefa W, Toschi S, Ahmed MMZ et al (2016) Influence of friction stir processing on the microstructure and mechanical properties of a compocast AA2024-Al2O3 nanocomposite. Mater Des 106:273–284
Ghandvar H, Farahany S, Idris MH (2018) Effect of wettability enhancement of SiC particles on impact toughness and dry sliding wear behavior of compocasted A356/20SiCp composites. Tribol Trans 61:88–99
Girot FA, Albingre L, Quenisset JM, Naslain R (1987) Rheocasting Al matrix composites. JOM 39:1–21
Natori K, Utsunomiya H, Tanaka T (2017) Improvement in formability of semi-solid cast hypoeutectic Al–Si alloys by equal-channel angular pressing. J Mater Process Technol 240:240–248
Kumar S, Suman KNS, Ravindra K et al (2017) Microstructure, mechanical response, and fractography of AZ91E/Al2O3 (p) nanocomposite fabricated by semi-solid stir casting method. J Magnes Alloy 5:48–55
Mohamadigangaraj J, Nourouzi S, Aval HJ (2019) Microstructure, mechanical and tribological properties of A390/SiC composite produced by compocasting. Trans Nonferrous Metals Soc China (Engl Edit) 29:710–721
Herbert MA, Sarkar C, Mitra R, Chakraborty M (2007) Microstructural evolution, hardness, and alligatoring in the mushy state rolled cast Al-4.5 Cu alloy and In-Situ Al4.5Cu–5TiB2 Composite. Metall Mater Trans A 38(9):2110–2126
El Mahallawi I, Shash Y, Rashad RM et al (2014) Hardness and wear behavior of semi-solid cast A390 alloy reinforced with Al2O3 and TiO2 nanoparticles. Arabian J. Sci. Eng. 39(6):5171–5184
Herbert MA, Maiti R, Mitra R, Chakraborty M (2008) Wear behavior of cast and mushy state rolled Al–4.5 Cu alloy and in-situ Al4.5Cu–5TiB2 composite. Wear 265(11–12):1606–1618
Lim SC, Gupta M, Ren L, Kwok JKM (1999) The tribological properties of Al–Cu/SiCp metal–matrix composites fabricated using the rheocasting technique. J Mater Process Technol 89:591–596
Baskaran S, Anandakrishnan V, Duraiselvam M (2014) Investigations on dry sliding wear behavior of in situ cast AA7075–TiC metal matrix composites by using Taguchi technique. Mater Des 60:184–192
Pasha BM, Mohamed K (2017) Taguchi approach to the influence of processing parameters on erosive wear behavior of Al7034-T6 composites. Trans. Nonferrous Metals Soc. China 27(10):2163–2171
Kiran TS, Kumar MP, Basavarajappa S, Viswanatha BM (2014) Dry sliding wear behavior of heat-treated hybrid metal matrix composite using Taguchi techniques. Mater Des 63:294–304
Koksal S, Ficici F, Kayikci R, Savas O (2012) Experimental optimization of dry sliding wear behavior of in situ AlB2/Al composite based on Taguchi’s method. Mater Des 42:124–130
Basavarajappa S, Chandramohan G, Paulo Davim J (2007) Application of Taguchi techniques to study dry sliding wear behavior of metal matrix composites. Mater Des 28:1393–1398
Mahapatra SS, Patnaik A (2009) Study on mechanical and erosion wear behavior of hybrid composites using Taguchi experimental design. Mater Des 30:2791–2801
Sahin Y (2010) Abrasive wear behavior of SiC/2014 aluminum composite. Tribol Int 43:939–943
Munro RG (2000) Material properties of titanium di boride. J Res Nat Inst Stand Technol 105:709
Cheneke S, Karunakar DB (2020) Microstructure characterization and evaluation of mechanical properties of stir rheocast AA2024/TiB2 composite. J Compos Mater 54(7):981–997
Flemings MC (1991) Behavior of metal alloys in the semisolid state. Metall Trans A 22:957–981
Kıvak T (2014) Optimization of surface roughness and flank wear using the Taguchi method in milling of Hadfield steel with PVD and CVD coated inserts. Measurement 50:19–28
Chen F, Chen Z, Mao F et al (2015) TiB2 reinforced aluminum based in situ composites fabricated by stir casting. Mater Sci Eng A 625:357–368
Yigezu BS, Mahapatra MM, Jha PK (2013) Influence of reinforcement type on microstructure, hardness, and tensile properties of an aluminum alloy metal matrix composite. J Miner Mater Charact Eng 1:124
Liu L, Li W, Tang Y et al (2009) Friction and wear properties of short carbon fiber reinforced aluminum matrix composites. Wear 266(7–8):733–738
Bauri R, Surappa MK (2008) Sliding wear behavior of Al–Li–SiCp composites. Wear 265:1756–1766
Deuis RL, Subramanian C, Yellup JM (1997) Dry sliding wear of aluminum composites-a review. Compos Sci Technol 57:415–435
Basavarajappa S, Chandramohan G, Arjun M et al (2007) Influence of sliding speed on the dry sliding wear behavior and the subsurface deformation on hybrid metal matrix composite. Wear 262:1007–1012
Suresha S, Sridhara BK (2010) Effect of silicon carbide particulates on wear resistance of graphitic aluminum matrix composites. Mater Des 31(9):4470–4477
Savaskan T, Murphy S (1987) Mechanical properties and lubricated wear of Zn–25Al- based alloys. Wear 116:211–224
Ravindran P, Manisekar K, Narayanasamy P et al (2012) Application of factorial techniques to study the wear of Al hybrid composites with graphite addition. Mater Des 39:42–54
Soleymani S, Alidokht SA (2012) Microstructural and tribological properties of Al5083 based surface hybrid composite produced by friction stir processing. Wear 278:41–47
Bobic M, Mitrovic S, Jeremic B (2010) The influence of heat treatment on the sliding wear behavior of a ZA-27 alloy. Tribiol Int 43(1–2):16–21
Mandal N, Doloi B, Mondal B, Das R (2011) Optimization of flank wear using zirconia toughened alumina (ZTA) cutting tool: taguchi method and regression analysis. Measurement 44(10):2149–2155
Dvivedi A, Kumar P (2007) Surface quality evaluation in ultrasonic drilling through the Taguchi technique. Int J Adv Manuf Technol 34(1–2):131–140
Roy RK (1990) A primer on taguchi method. Van Nostrand Reinhold, New York
Funding
No funding was received for conducting this study.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lemessa, S.C., Karunakar, D.B. & Bonger, T.T. Investigation of wear and friction behavior of stir rheocast AA2024/TiB2 composite using Taguchi approach. SN Appl. Sci. 5, 155 (2023). https://doi.org/10.1007/s42452-023-05374-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05374-z