
Abstract
The drilling and boring of the aluminum alloys tubes have a significant challenge in surface defects and burr phenomena. There is an ever-increasing demand for the surface modification and deburring of these components in the manufacturing industries. Most of the advanced machining processes have technological restrictions to overcome these challenges. This paper proposes abrasive flow machining (AFM) to meet these requirements. To explore the machining performance, experiments were conducted on the internal surface of tubes made of aluminum alloys (AA2024) in the various number of AFM cycles for studying and observing its behavior on the surface roughness (Ra) and material removal (MR) characteristics with an empirical approach. The empirical findings prove that the AFM process is effective and efficient for machining the internal surface of tubes AA2024 because the Ra value has been remarkably reduced from 1.785 to 0.474 µm and the maximum value of MR has been obtained up to the range of 42 mg. Moreover, surface morphology analysis shows that the boring operation has generated a rough surface full of surface defects. In contrast, the AFM process has produced a smooth surface without surface defects, improving the surface integrity of tubes AA2024.
Article Highlights
-
1.
The abrasive flow machining (AFM) process is proposed for the surface modification of aluminum alloys (AA2024).
-
2.
The various AFM cycles have been studied for the AFM of AA2024 to evaluate its effect on Ra, MR, and surface morphology.
-
3.
The surface finish of AA2024 was improved by 73.44% with better surface integrity using the AFM process.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Aluminum alloy (AA2024) is one of the most widely applied alloys due to its moderate yield strength, good resistance to fatigue crack growth, and good fracture toughness in making aircraft structures [1]. In this regard, the reports indicate that there are significant problems for machining the aluminum alloys due to the high thermal conductivity, the built-up edge (BUE), rapid tool wear, etc. [2]. For example, the drilling of AA2024 in addition to making a rough surface, forming the burr around hole edges is one of the common problems that endanger the hole quality [3]. On the other hand, the finding emphasizes that by increasing surface roughness, the crack nucleation is accelerated; hence, the fatigue life is reduced [4]. Drilling and boring operations are used significantly in modern industries. However, despite all the new developments in drilling and boring, there are still serious challenges in the surface quality of the machined surface, efficiency, and dimensional accuracy [5]. For example, in industrial valves, one of the main challenges observed is the burr formation inside the valves that directly affect these valves' operation [6]. The deburring method is one of the ever-increasing troubles of these industries. In this context, nontraditional machining processes such as laser beam machining (LBM), micro-electrical discharge machining (micro-EDM), and abrasive water jet machining (AWJM) are inefficient for surface modification of the surface quality of the holes produced by drilling and boring because of their nature [7]. To overcome these challenges, the abrasive flow machining (AFM) process is one of the best available selections among the whole advanced machining processes. Because, this process due to the flexible machining tools (including a viscoelastic carrier and abrasive) in addition to have no constraints on geometry and material, also, from a metallurgical view is considered as a cool process [8, 9]. Moreover, as reported, the AFM process due to creating compressive residual stresses causes the improvement of surface integrity of components [10]. However, many efforts have been made to discover the AFM process's capabilities and applications in various industries [11]. In the present study, the effect of the AFM process and its derivatives has been reviewed on the machining of aluminum alloys.
In this regard, Jain and Adsul [12] investigated the meaningful parameters effect of the AFM process on the surface roughness (Ra) and material removal (MR) of components made of aluminum and brass. They found that the MR is a function of the initial Ra and hardness of the workpiece. They stated that aluminum workpieces experienced higher MR and more percentage change in Ra (%ΔRa) than brass workpieces. The machined surface texture of the samples shows that the tool marks resulting from initial machining are clearly seen by increasing the number of cycles, while the abrasive marks resulting from the AFM process is visible only by more magnifying. In another study, Jain et al. [13] evaluated the rheological properties of abrasive media in the AFM process on the workpieces made of aluminum and brass. They observed that by increasing the viscosity of abrasive media, the MR value would increase and also the Ra value would reduce. In another attempt, Singh et al. [14] studied the wear behavior of aluminum, brass, and mild steel in the magnetically assisted abrasive flow machining (MAAFM) process and showed that magnetic field in the AFM process has a remarkable influence on MR value. Furthermore, they emphasized that the type of materials has a significant role in the control of MR and Ra. Also, the surface morphology of the specimens indicates that in the initial cycles, the smeared metal is seen in the case of aluminum workpieces, while, in the same conditions, the nearly net abrasion occurs on brass workpieces. Hence, the MR rate of brass workpieces is more reported compared to aluminum workpieces.
Kar et al. [15] developed new abrasive media based on butyl rubber for the AFM process. They evaluated the finishing performance on the Ra and MR of workpieces made of aluminum (with a hardness of 44.12 HV) and steel EN8 (with a hardness of 237.31 HV). The authors found that %ΔRa of specimens made of aluminum and steel EN8 after 500 cycles has become 55 and 20, respectively. They expressed this difference in %ΔRa due to the hardness of workpieces. Moreover, they observed that in initial cycles (i.e., one-third of the whole cycles) occurs most finishing work. In another research, Dehghan Ghadikolaei and Vahdati [16] studied the effect of essential parameters of magnetorheological abrasive flow finishing (MRAFF) process on Ra value of workpieces made of stainless steel (AISI 304), aluminum alloy (AA7075), and copper. They reported that by increasing finishing time up to the optimum value namely 1 h, the Ra value of three samples is reduced. But, more accurate investigation shows that by increasing the finishing time up to 1 h, %ΔRa for AA7075 reaches to maximum its own value, while, under the same conditions of finishing, %ΔRa for copper and AISI 304 is lower than AA7075 value. The main reason for these differences can be the initial Ra, hardness, and nature of specimens. In another study, Yuan et al. [17] developed a spiral-rotating abrasive flow machining process for polishing the internal surface of aluminum alloy (AA6061) cylinder and founded that developed technology has significantly improved the efficiency of polishing the inner surface of a cylinder made of AA6061.
Venkatesh et al. [18] investigated finishing hollow cylindrical specimens made of the alloy Al2024 by using ultrasonic assisted abrasive flow machining (UAAFM) process. In this process, they applied the ultrasonic vibration in the direction of abrasive media flow to the workpiece and showed that %ΔRa has been improved by 85.12% under the optimal condition. Furthermore, they declared that the UAAFM process has resulted in the maximum value of MR up to 21.93 mg. However, due to the high applied frequency and high viscosity of abrasive media, the abrasive particles have generated unwanted side effects on the surface texture of AA2024. In such a condition, it endangers the surface integrity and influences the dimensional accuracy of components. In another research, Peng et al. [19] investigated the finishing of parts in additive manufacturing (AM) technology made of aluminum alloy (AlSi10Mg) by the AFM process. They observed that after the AFM process in addition to improving remarkably in Ra value, also the surface defects due to powder accumulations have been removed. Moreover, the authors mentioned that the AFM process in the lower layer than machined workpieces surface generates the compressive residual stresses. Accordingly, the author reported that the surface integrity of machined workpieces has been improved. They also claimed that the AFM process describes a bright future for modifying the surface of AM technology parts with complicated internal geometry. In another study, Singh et al. [20] analyzed the machining of tubes made of aluminum in magneto abrasive flow finishing (MAFF) process and showed that MAFF process in an optimal condition %ΔRa, the specimens have been improved up to the range of 72.7%. The microscopic analysis of the samples' surface texture verifies these findings.
Ali et al. [21] proposed an abrasive media based on carbon nano tube (CNT) and alumina in the AFM process and studied the effect of which on Ra and MR of aluminum tubes. They reported that developed abrasive media under an optimal condition, namely the pressure 22 MPa, CNT weight 10 gr, and the number of cycle 3 for MR, is obtained an optimal value up to the range of 1.73 mg. While they observed that an optimal condition, namely the pressure 22 MPa, CNT weight 5 gr, and the number of cycle 9, the optimal value %ΔRa occurs up to the range of 30.93%. In another attempt, Kumar and Hiremath [22] studied the effect of AFF on the surface topography and wettability of workpieces made of aluminum. They observed that roughness and the surface lay patterns affect the surface wettability remarkably. Accordingly, the authors claimed that surface wettability has vast applications in lubrication, coating, and biomedical implants. In a recent study, Wang et al. [23] studied the effect of the rotary ultrasonic-assisted abrasive flow finishing (RUA-AFF) process on the finishing of flat workpieces made of Al6061. They reported that the higher ultrasonic vibration amplitude not only improves the finishing, but also the MR rate increases. Moreover, they stated that the dominant phenomenon is micro-cutting in the RUA-AFF process. However, the authors affirm that the RUA-AFF process is effective for finishing Al6061; also, it has high potential in the surface modification of the 3D-printed components. Choopani et al. [24] proposed the rotational-magnetorheological abrasive flow finishing (R-MRAFF) process for finishing Al2024 tubes, and they reported the values of Ra and MR at a finishing time of 15 min 26.3 nm and 41 mg, respectively. Furthermore, the authors found that the R-MRAFF improves the surface bearing properties because of creating a negative skewness on the texture of the finished surface. In the continuation of this work, Choopani et al. [25] developed a new finishing technique called the ultrasonic assisted-rotational magnetorheological abrasive flow finishing (UA-RMRAFF) process to reduce the finishing time of industrial products in which ultrasonic vibrations are applied to the workpiece perpendicular to the magnetorheological polishing (MRP) fluid. They studied the effect of the UA-RMRAFF on the finishing of Al2024 tubes at different finishing times, and reported that the %ΔRa and the % improvement in MR at a finishing time of 5 min have been improved by 94.57 and 0.05141, respectively. However, despite there are many merits to the R-MRAFF and UA-RMRAFF processes, these processes are still in the research phase and they have a few limitations in terms of adjusting input parameters, choosing workpiece geometry, employing a magnet rotation mechanism, and applying an ultrasonic vibration system. From this point of view, the R-MRAFF and UA-RMRAFF processes may not currently be economically justified for finishing industrial parts.
According to the existing literature, the surface modification of aluminum and aluminum alloys still dominates in advanced industries, and the effects of the AFM process on aluminum alloy (AA2024) have been ignored in many studies. In summary, there is no comprehensive study on the AFM of AA2024 in the existing literature. Hence, this study aims to determine the feasibility of machining AA2024 by the AFM process. For this purpose, firstly, an industrial prototype of the AFM machine has been designed and developed. Then, the experiments were performed on the internal surface of tubes made of AA2024 in various AFM cycles to study and observe its effect on Ra and MR with an experimental procedure. Furthermore, to better understand the present work, the surface morphology of the specimens has been compared and studied before and after machining using scanning electron microscopy (SEM).
In summary, the present work is organized as follows. In the next section, we consider the principles of the AFM process for machining the internal surface of tubes with suitable illustrations. Section 3, provides the experimentation that includes the AFM machine, abrasive media fabrication, and experimental approach. In Sect. 4, we show results and discussions that include the explanation of findings and a comparison of the machined surface morphology before and after the AFM process. In the end, Sect. 5, presents the conclusion.
2 Principle of machining in the AFM process
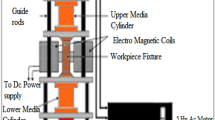
The principles of machining the AFM process have been shown for surface finishing the internal surface of tubes in Fig. 1a, b. This figure displays that two cylinders and pistons are vertically located opposed each other and an abrasive media is placed between them for a back and forth movement. This media operates as a flexible machining tool that is a combination of a viscoelastic carrier and abrasive particles. As it can be seen in Fig. 1a, the abrasive media is located inside the hydraulic cylinders under extrusion pressure by hydraulic systems, as it operates such as a self-deformable machining tool. In such conditions, the abrasive media through the workpiece fixture and also on the workpiece surface asperities experiences a reciprocating motion under the extrusion pressure. Due to this reciprocating motion, the micromachining operations have been performed. For better understanding these operations, the MR mechanism is shown in Fig. 1b schematically by an abrasive particle. This figure shows when the extrusion pressure is applied on the abrasive media, the active abrasive particle experiences interacting with workpiece surface asperities continuously an axial force (Fa) and a radial force (Fr). Fa is the main factor of abrasive grain penetration into the workpiece surface. Due to the plouging phenomenon, Fr is the main factor for forming the micro-chip phenomenon. Thus, it can be concluded from Fig. 1b that the MR mechanism in the AFM process depends on the penetration depth of abrasive grain into the workpiece surface. The depth of indentation depends on the extrusion pressure (determinant of Fa and Fr), the viscosity of abrasive media (determinant of strength and flexibility of machining tools), the active abrasive grain (determinant of cutting edges), etc. [26].

a, b Schematic of the AFM process forces for machining internal surface of tubes
3 Experimentation
3.1 AFM machine
In this study, an industrial sample of the AFM machine is developed for automatic machining of industrial products in various industries, as shown in Fig. 2a, b. It is clear from the figure that AFM includes key components such as a hydraulic power unit (a three-phase motor, a pump, a pressure adjusting screw, a pressure gage), hydraulic cylinders, medium cylinders, micro-switches, moving arm mechanism, operation panel, and other parts. As shown in Fig. 2a, b, top medium cylinder using fixture of the top medium cylinder, an M40 nut and bolt, a column, an arm, and an upper holder plate is installed on moving arm mechanism. Therefore, the moving arm mechanism is experiencing a reciprocating linear motion and rotational movement along the vertical axis. Based on these two moves, the moving arm mechanism causes the distance between the top medium cylinder and the fixture level of the workpiece to be adjustable. Therefore, it follows from Fig. 2a, b that the moving arm mechanism has caused the automation of AFM. This means that there is no limit to the machining of parts from the perspective of geometry and size. For example, in the present study, the goal is automatic machining of the inner surface of the tubes. For this purpose, top and bottom fixtures have been designed and built for holding AA2024 tubes, which its details can be seen clearly in Fig. 2b. It is clear from the figure that the workpiece has been sandwiched between medium cylinders and fixtures. In such a situation, when AFM is turned on, abrasive media experiences a reciprocating motion continuously inside the AA2024 tube. Therefore, the machining operation is performed based on this reciprocating motion which its principles are described in Sect. 2.

a, b The AFM experiment machine for internal machining of tubes
3.2 Abrasive media fabrication
Reports prove that one of the most important influential parameters on the performance of the AFM process is abrasive media [27, 28]. As mentioned earlier, abrasive media is a combination of a viscoelastic carrier and abrasives that acts as a flexible machining tool. Therefore, the approach to fabrication of this media has a great role on MR and Ra. In this study, taking advantage of the findings in [29], styrene-butadiene rubber (SBR) has been used as a viscoelastic band. With this knowledge, as shown in Fig. 3a–e, the 78 wt% SiC abrasive mesh number of 1000, the 14 wt% SBR, and the 8 wt% naphthenic oil were used to prepare the abrasive media. Equation (1) has been used to determine the wt% of each substance.

a–e The fabrication procedure of abrasive media in the AFM process
The Abrasive media preparation approach is shown in Fig. 3a–e. It is obvious from the figure that a two-roll mill with model Polymix L200 has been used to mix different materials. For this act, three steps were considered. Firstly, SBR was completely masticated using an experimental approach. Then SiC abrasive was added to masticated SBR in several steps while rolling. Finally, naphthenic oil was added to abrasive media with a drip approach while rolling. After these steps, it was observed that abrasive media has low flexibility. To improve flexibility, 3 wt% naphthenic oil was injected to abrasive media while rolling. After this act, as seen in Fig. 3e, a homogeneous and uniform abrasive media has been made such as a self-deformable machining tool.
3.3 Experimental approach
In this study, the goal is to the surface modification of AA2024 tubes using the AFM process. For this purpose, machining tests have been performed in the different number of AFM cycles on interior surfaces of AA2024 tubes to observe its effect on Ra and MR. The chemical composition and mechanical properties of AA2024 are reported in Tables 1 and 2, respectively. All specimens have been machined by a boring operation using a lathe machine. Finally, AA2024 tubes were prepared with an inner diameter of 12 mm, an outer diameter of 18 mm, and a length of 20 mm. The extrusion pressure of the AFM machine was kept constant at the optimal value of 12 MPa for all tests. The input parameters of the AFM process and their levels in machining experiments are presented in Table 3. The optimal values of the input parameters are taken from the preliminary tests. All samples have been cleaned with acetone in a digital ultrasonic cleaner for 3 min. Firstly, the MR value was calculated by measuring the weight of the samples using a digital balance with an accuracy of 0.01 mg before and after the process. Then the value of MR was calculated by Eq. (2). Finally, the Ra of specimens (before and after the process) was measured under the same conditions perpendicular to the machining direction in 5 different locations using the MarSurf PS 10 device, which is made by Germany’s Mahr GmbH with an evaluation length of 4.8 mm and a cutoff length of 0.8 mm. Then the average value was reported. Moreover, samples surface morphology was studied by SEM before and after machining.
4 Results and discussions
In this study, machining tests were performed firstly on the inner surfaces of AA2024 tubes for observing the effect of the number of AFM cycles on Ra and MR criteria. Then for a better understanding of the results, samples' surface morphology has been analyzed before and after AFM process. In the following, the above items are discussed step by step.
4.1 Findings and explanations
The effect of the different number of AFM cycles on Ra and MR is shown in Fig. 4a, b. It’s obvious that the AFM process has excellent potential for the surface modification of the AA2024 tubes. As seen in Fig. 4a, the Ra value decreases nonlinearly by increasing the number of AFM cycles. These findings have good compatibility with experimental results disclosed in [31]. By a deep look at Fig. 4a, we can understand that the Ra value has been decreased from 1.785 to 0.719 μm by increasing the number of cycles to 60. It shows that most machining work has been occurred in this cycle. Beyond this working cycle, which means 120, decrease in surface asperities is done slowly So that the Ra value decreases to 0.481 μm. By increasing the work cycle to 180, the Ra value reaches its lowest amount, which means 0.474 μm. From the slope of the graph presented in Fig. 4a, it’s concluded that the difference between the Ra value in 120 cycles compared to 180 cycles is very small. To better understand the behavior of this parameter, the morphology of the machined surface of specimens has been analyzed using SEM images. With this knowledge, the trend observed in Fig. 4a can be proved by Fig. 5a–d. As seen in Fig. 5a, a very rough surface has been created due to a boring operation before the AFM process (cycle zero); therefore, surface asperities (peaks and valleys) are maximum. In this condition, when the number of AFM cycles increases to 60, the interaction of abrasive particles on this volume of surface asperities increases. Hence, the roughness peaks experience a significant decrease and consequently generated surface in 60 working cycles will be smoother and flatter than the initial surface. This result can be seen in Fig. 5b. By increasing the working cycle to 120, a flatted surface is obtained, but it should be noted that the change in the Ra value is lower compared to the initial cycles because roughness peaks are lower compared to the initial surface (Fig. 5c). Beyond this value means 180 cycles, a smoother surface has been produced, but we should note that change in the Ra value compared to cycle 120 because of elimination of roughness peaks in the previous step is very little (Fig. 5d).

Effects of the number of AFM cycles on a the Ra value and b the MR value

SEM images of AA2024 tubes at the different number of AFM cycles: a 0, b 60, c 120, and d 180
In addition to the above observations, the morphology of the machined surface of the samples by the AFM process has been shown with more details in Fig. 6a–f. It’s evident from the figure that many of the roughness peaks have been flattened, while the AFM process direction is visible on the surface texture (Fig. 6a). Further magnification in Fig. 6b clearly shows that the tool marks caused by boring operations are still apparent on surface texture as the shape of microgrooves. After 120 cycles, roughness peaks have been minimum and the depth of microgrooves has been decreased compared to cycle 60 (Fig. 6c, d). In contrast, beyond this value means 180 cycles, a flat surface has been achieved, but tool marks caused by boring operations are still visible on surface texture (Fig. 6e, f). It illustrates that the depth of penetration of tool marks on the surface texture is much more than SiC abrasive grain size (mesh number of 1000); therefore, it’s necessary to eliminate these marks to increase machining time. However, in addition to confirming the observation process in Fig. 4a, analysis of the morphology of machined surface in Figs. 5a–d and 6e, f emphasizes that the AFM process is a unique selection for surface modification of aluminum alloys.

The morphology of machined surface of samples using AFM process at the different number of AFM cycles: a, b 60, c, d 120, and e, f 180
As shown in Fig. 4b, by increasing the number of AFM cycles, the MR value has increased nonlinearly. This trend corresponds to the reported findings in [12]. Referring to Fig. 4b, it can be concluded that by increasing the cycles to 60, the MR value will be up to the range of 15 mg. After 120 working cycles, the MR value increases with a steep slope to reach 40 mg. Beyond this value means 180 cycles, an increasing trend in the MR value happens with a very slow slope and its amount reaches up to 42 mg. Therefore, according to Fig. 4b, we can say that by increasing cycles up to 120, the maximum value of MR is obtained and beyond that, the changes are minimal. To better interpret the behavior of this parameter, we should say that the initial surface has maximum roughness peaks because of the boring operation (Fig. 5a). Most of these peaks have sharp edges and tips. In this kind of circumstances, by increasing the number of AFM cycles, abrasive particles interact in a reciprocating motion on these sharp edges and tips (referring to Fig. 1b). With this insight, it’s obvious that sharp edges and tips are eliminated and flattened in the initial cycles. As a result, the MR value increases with a steep slope in the initial cycles, while the rate of this trend decreases in the next cycles because of roughness peak flattening. This trend continues until the roughness peaks are completely removed, which results in a significant reduction in the Ra value. It should be noted that this argument also justifies the observation process in Fig. 4a.
4.2 Comparison of the machined surface morphology before and after the AFM process
For a better evaluation of the present work, the machined surface morphology before and after the AFM process is compared in Fig. 7a, b. Referring to Fig. 7a, it can be found that the boring operation has generated many surface defects on the surface texture of the AA2024 tubes, including feed marks, grooves, scratches, tears, cracks, microvoids, smeared material, debris, etc. For example, scratches and tears (due to tool wear), microvoids and BUE formation (due to workpiece materials), and debris, tears, pitting corrosion, etc. (due to high cutting temperature) can be mentioned as the main causes of these defects [32]. However, these surface defects endanger the surface integrity of the AA2024 tubes and affect the dimensional accuracy of the specimens, thereby reducing their performance. While as seen in Fig. 7b, AFM not only did not cause surface defects but also eliminated many surface damages (caused by the boring operation) on the workpiece's surface texture, resulting in achieving a smooth surface. Therefore, by comparing Fig. 7a, b, it can be concluded that the AFM process is efficient to surface modification of the AA2024 tubes.

The surface morphology of AA2024 tubes: a produced by the boring operation and b machined by the AFM process
5 Conclusion
In the present work, Ra, MR, and surface morphology in the abrasive flow machining of AA2024 has been discussed with an experimental approach in the various number of AFM cycles. Results and discussion have been described using appropriate illustrations. Findings show that the AFM process has resulted in a machined surface without surface defects for AA2024 tubes. The following is a summary of these findings.
-
Experimental findings well prove that the AFM process is efficient and effective for machining aluminum alloys because the %ΔRa and the MR value of AA2024 tubes at the extrusion pressure of 12 MPa, the number of AFM cycles of 180, and the SiC abrasive mesh number of 1000 are improved 73.44% and 42 mg, respectively.
-
By increasing the number of AFM cycles up to 60, the MR value reached 15 mg. Beyond this cycle, the MR value increases with a steep slope up to reach 40 mg. Over this cycle, the increasing trend in the MR value happens with a very slow slope and its amount reaches up to 42 mg.
-
Analysis of the machined surface morphology shows that by increasing the number of AFM cycles up to 60, the roughness peaks decrease significantly. After 120 cycles, the workpiece surface asperities have been minimum. Over this cycle (i.e., up to 180 AFM cycles) a smooth and flat surface has been generated, but tool marks caused by the initial machining are still visible on the surface texture.
-
Comparative study observations prove that the boring operation generated a rough surface with a lot of surface defects (like scratches, tears, cracks, debris, etc.) on the surface texture, resulting in a significant endangerment in the surface integrity of the AA2024 tubes. In contrast, the AFM process produced a fine surface without surface defects, resulting in a substantial improvement in the surface integrity of AA2024 tubes.
The main practical contributions of this paper include; 1) the design, development, and fabrication of an industrial prototype of the AFM machine for the automatic machining of industrial products in various industries, 2) the fabrication of flexible machining media with a combination of the 78 wt% SiC abrasive, the 14 wt% SBR, and the 8 wt% naphthenic oil as an efficient machining tool in the AFM process, 3) the comprehensive understanding of the effect of the number of AFM cycles on surface roughness, material removal, and surface morphology of parts made of aluminum alloy (AA 2024) in the AFM process, and 4) the findings of this study contribute as a practical reference for manufacturing companies that purpose to improve the surface integrity and the surface modification of industrial parts.
Due to the limitations of the present study, only the effect of the number of AFM cycles on surface roughness and material removal in the AFM of aluminum alloy (AA 2024) was investigated with an experimental approach. Future works in this study can be expanded by evaluating other AFM process input parameters on output parameters such as the dimensional accuracy of industrial parts such as tubes made of other alloys and aluminum series with the design of experiment (DOE) and theoretical approaches.
References
Dursun T, Soutis C (2014) Recent developments in advanced aircraft aluminium alloys. Mater Des 1980–2015(56):862–871. https://doi.org/10.1016/j.matdes.2013.12.002
Yücel A, Yıldırım ÇV, Sarıkaya M, Şirin Ş, Kıvak T, Gupta MK, Tomaz ÍV (2021) Influence of MoS2 based nanofluid-MQL on tribological and machining characteristics in turning of AA 2024 T3 aluminum alloy. J Market Res 15:1688–1704. https://doi.org/10.1016/j.jmrt.2021.09.007
Giasin K, Hodzic A, Phadnis V, Ayvar-Soberanis S (2016) Assessment of cutting forces and hole quality in drilling Al2024 aluminium alloy: experimental and finite element study. Int J Adv Manuf Technol 87(5):2041–2061. https://doi.org/10.1007/s00170-016-8563-y
Wagner L (1999) Mechanical surface treatments on titanium, aluminum and magnesium alloys. Mater Sci Eng A 263(2):210–216. https://doi.org/10.1016/S0921-5093(98)01168-X
Davim JP (ed) (2011). Elsevier, Amsterdam
Chern GL, Liang JM (2007) Study on boring and drilling with vibration cutting. Int J Mach Tools Manuf 47(1):133–140. https://doi.org/10.1016/j.ijmachtools.2006.02.017
Davim JP (2013) Nontraditional machining processes. Manufacturing process selection handbook, pp 205–226
Choopani Y, Khajehzadeh M, Razfar MR (2020) Using inverse replica fixture technique for improving nano-finishing of hip joint implant in abrasive flow finishing process. Int J Adv Manuf Technol 110(11):3035–3050. https://doi.org/10.1007/s00170-020-06064-5
Choopani Y, Khajehzadeh M, Razfar MR (2021) Optimal parameters of abrasive flow finishing for hip joint implants. Proc Inst Mech Eng Part B J Eng Manuf 235(11):1818–1831. https://doi.org/10.1177/0954405421995614
Kenda J, Kermouche G, Dumont F, Rech J, Kopac J (2013) Investigation of the surface integrity induced by abrasive flow machining on AISI D2 hardened steel. Int J Mater Prod Technol 46(1):19–31. https://doi.org/10.1504/IJMPT.2013.052788
Dixit N, Sharma V, Kumar P (2021) Research trends in abrasive flow machining: a systematic review. J Manuf Process 64:1434–1461. https://doi.org/10.1016/j.jmapro.2021.03.009
Jain VK, Adsul SG (2000) Experimental investigations into abrasive flow machining (AFM). Int J Mach Tools Manuf 40(7):1003–1021. https://doi.org/10.1016/S0890-6955(99)00114-5
Jain VK, Ranganatha C, Muralidhar K (2001) Evaluation of rheological properties of medium for AFM process. Mach Sci Technol. https://doi.org/10.1081/MST-100107841
Singh S, Shan HS, Kumar P (2002) Wear behavior of materials in magnetically assisted abrasive flow machining. J Mater Process Technol 128(1–3):155–161. https://doi.org/10.1016/S0924-0136(02)00442-9
Kar KK, Ravikumar NL, Tailor PB, Ramkumar J, Sathiyamoorthy D (2009) Performance evaluation and rheological characterization of newly developed butyl rubber based media for abrasive flow machining process. J Mater Process Technol 209(4):2212–2221. https://doi.org/10.1016/j.jmatprotec.2008.05.012
Dehghan Ghadikolaei A, Vahdati M (2015) Experimental study on the effect of finishing parameters on surface roughness in magneto-rheological abrasive flow finishing process. Proc Inst Mech Eng Part B J Eng Manuf 229(9):1517–1524. https://doi.org/10.1177/0954405414539488
Yuan Q, Qi H, Wen D (2016) Numerical and experimental study on the spiral-rotating abrasive flow in polishing of the internal surface of 6061 aluminium alloy cylinder. Powder Technol 302:153–159. https://doi.org/10.1016/j.powtec.2016.08.047
Venkatesh G, Sood D, Sharma AK (2018) On surface integrity of Al 2014 alloy finished by ultrasonic assisted abrasive flow machining. In: IOP conference series: materials science and engineering (Vol. 346, No. 1, p. 012057). IOP Publishing
Peng C, Fu Y, Wei H, Li S, Wang X, Gao H (2018) Study on improvement of surface roughness and induced residual stress for additively manufactured metal parts by abrasive flow machining. Procedia CIRP 71:386–389. https://doi.org/10.1016/j.procir.2018.05.046
Singh P, Singh L, Singh S (2020) Manufacturing and performance analysis of mechanically alloyed magnetic abrasives for magneto abrasive flow finishing. J Manuf Process 50:161–169. https://doi.org/10.1016/j.jmapro.2019.12.033
Ali P, Pandey SM, Ranganath MS, Walia RS, Murtaza Q (2020) Experimentation and modelling of CNT additive abrasive media for micro finishing. Measurement 151:107133. https://doi.org/10.1016/j.measurement.2019.107133
Kumar SS, Hiremath SS (2020) Surface topography and wettability of the metallic surface machined through abrasive flow finishing. Adv Mater Process Technol 6(1):115–132. https://doi.org/10.1080/2374068X.2019.1709308
Wang Q, Vohra MS, Bai S, Yeo SH (2021) Rotary ultrasonic-assisted abrasive flow finishing and its fundamental performance in Al6061 machining. Int J Adv Manuf Technol 113(1):473–481. https://doi.org/10.1007/s00170-021-06666-7
Choopani Y, Khajehzadeh M, Razfar MR (2022) Experimental investigations into the nano-finishing of Al2024 tubes using the rotational-magnetorheological abrasive flow finishing (R-MRAFF) process. Proc Inst Mech Eng Part E J Process Mech Eng 236(6):2545–2557. https://doi.org/10.1177/09544089221094999
Choopani Y, Razfar MR, Khajehzadeh M, Khosrojerdi M (2022) Design and development of ultrasonic assisted-rotational magnetorheological abrasive flow finishing (UA-RMRAFF) process. Appl Acoust 197:108950. https://doi.org/10.1016/j.apacoust.2022.108950
Wei H, Peng C, Gao H, Wang X, Wang X (2019) On establishment and validation of a new predictive model for material removal in abrasive flow machining. Int J Mach Tools Manuf 138:66–79. https://doi.org/10.1016/j.ijmachtools.2018.12.003
Williams RE, Rajurkar KP (1992) Stochastic modeling and analysis of abrasive flow machining. J Eng Ind. https://doi.org/10.1115/1.2899761
Fang L, Zhao J, Sun K, Zheng D, Ma D (2009) Temperature as sensitive monitor for efficiency of work in abrasive flow machining. Wear 266(7–8):678–687. https://doi.org/10.1016/j.wear.2008.08.014
Kar KK, Ravikumar NL, Tailor PB, Ramkumar J, Sathiyamoorthy D (2009) Preferential media for abrasive flow machining. J Manuf Sci Eng. https://doi.org/10.1115/1.3046135
Aamir M, Tolouei-Rad M, Giasin K, Vafadar A (2020) Machinability of Al2024, Al6061, and Al5083 alloys using multi-hole simultaneous drilling approach. J Market Res 9(5):10991–11002. https://doi.org/10.1016/j.jmrt.2020.07.078
Sankar MR, Ramkumar J, Jain VK (2009) Experimental investigation and mechanism of material removal in nano finishing of MMCs using abrasive flow finishing (AFF) process. Wear 266(7–8):688–698. https://doi.org/10.1016/j.wear.2008.08.017
Houchuan Y, Zhitong C, ZiTong Z (2015) Influence of cutting speed and tool wear on the surface integrity of the titanium alloy Ti-1023 during milling. Int J Adv Manuf Technol 78(5–8):1113–1126. https://doi.org/10.1007/s00170-014-6593-x
Acknowledgements
The authors would like to thank Amirkabir University of Technology (AUT) for providing the equipment and the scanning electron microscopy (SEM).
Funding
This study was not funded.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest to disclose the findings of the present study.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Choopani, Y., Khajehzadeh, M. & Razfar, M.R. An experimental study on the abrasive flow machining of aluminum alloy (AA 2024). SN Appl. Sci. 5, 151 (2023). https://doi.org/10.1007/s42452-023-05370-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05370-3