
Abstract
With the continuous decreasing in sizes of functional materials and devices, people are being asked to perform a flexible, accurate, in-situ and non-thermal welding of nanowires at the nanoscale. In this work, a well deliberated procedure including three typical stages: sharpening, hooking and welding, was carried out in sequence by in-situ TEM to realize the high demand welding of SiOx nanowire to macroporous carbon film. It was found that the brittle SiOx nanowire was non-thermally softened under energetic e-beam irradiation, and the flexibility and accuracy of welding could be achieved by adjusting the beam spot size, irradiation location and irradiation time. It was demonstrated that the nanocurvature effect of SiOx nanowire and the ultra-fast energy deposition effect induced by energetic e-beam irradiation dominated the diffusion, evaporation and plastic flow of atoms and the resulting nanowire re-shaping and nanowelding processes. In contrast, the traditional knock-on mechanism and e-beam heating effect are inadequate to explain these phenomena. Therefore, such a study is crucial not only to the flexible technical controlling but also to the profound fundamental understanding of energetic e-beam-induced nanowire re-shaping and nanowelding.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
As one of the typical low-dimensional nanostructures (LDNs), 1D nanowires exhibit novel electronic, optical and mechanical properties which are intrinsically associated with their low dimensionality and quantum confinement effect. To utilize such nanowires for functional micro/nano devices, welding of nanowires, including nanowire to nanowire and nanowire to other LDNs such as thin film, is essential to the manufacturing processes. Nowadays, with the continuous decreasing in sizes of functional materials and devices, people are being asked to perform a flexible, accurate, in-situ and non-thermal welding of nanowires at the nanoscale (nanowelding) to integrate them into bulk components or interconnection, which remains a challenge [1]. In details, (1) for the flexibility or manipulability of nanowelding, it means that the welding position of nanowires can be selected artificially and the welding area can be adjusted conveniently. However, as reported in current literature, nanowires are often required to contact in head-to-head, head-to-side or side-to-side mode before welding and can only be welded to be the initial configurations such as X, Y, T or || shape [2], with less flexibility. So far, it is still hard to achieve tunable welding position by freely moving or bending nanowires, and also hard to thin, sharpen or thicken nanowires to adjust the welding area. (2) The accuracy of nanowelding is mainly dependent on the precision of processing tools or technologies. In literature, there are many approaches proposed or energy sources provided for the welding of nanowires, such as electrical resistance [3], plasma [4,5,6,7,8], energetic electron/ion/laser beam [2, 9,10,11,12,13,14], electrochemical welding [15], cold (pressure) welding [16] and diffusion welding [17]. Among them, it is believed that the irradiation of energetic beams can well achieve the accurate nanowelding since the beam spot can be highly focused (as small as ~ 0.5 nm) and the corresponding deposited energy can be highly localized at the nanowires. (3) An in-situ observation during welding is also very important, especially for the visual and real-time monitored nanowelding of LDNs. In contrast to other welding technologies, the energetic or high-energy electron beam (e-beam) irradiation in transmission electron microscope (TEM) can well perform the in-situ, brazing filler-free, impurity-free welding and thus is greatly welcomed by researchers. (4) The required non-thermal feature of welding is based on avoiding the influence of thermal radiation on the surrounding heat-sensitive materials or substrates. Recent studies have demonstrated that during the energetic e-beam (normally with energy up to 200, 300 keV) irradiation in TEM, the beam is determined to heat the LDN specimens by no more than a few degrees [18,19,20,21,22,23] due to the ultra-fast energy deposition rate of e-beam and the extremely high ratio of surface to volume of LDNs. Therefore, it can be considered that the irradiated nanowires essentially remain at or near room temperature during the irradiation. All things considered, the energetic e-beam irradiation in TEM is the most promising candidate at present for the required high-demand welding of nanowires. Nevertheless, up to date, the manipulation flexibility of e-beam induced welding of nanowires has not been realized. Furthermore, there are very few studies on the welding or bonding between nanowires and (porous) thin films which is very important for the interconnecting or packaging of micro/nano devices. In particular, as a typical brittle nanowires, amorphous silicon oxide (SiOx) nanowires were reported to emit strong and stable blue light, which is expected to be used in near-field optical scanning microscopy and optoelectronic nanodevices [24]. The flexible welding of brittle SiOx nanowires to thin films may have important applications in the fabrication and processing of related devices. Last but not least, the non-thermal welding mechanism of energetic e-beam has not been explored and remains unclear. Hence, the flexible welding of SiOx nanowires to thin films is of great scientific and practical significance. In addition, since microscopy grid is a very common substrate for preparing powder samples (such as nanowires) of TEM, the macroporous carbon film on grid is the first choose to be welded or bonded. In this work, we particularly study the flexible nanowelding of brittle SiOx nanowire to macroporous carbon film under designed e-beam irradiation and attempt to reveal the underlying non-thermal welding mechanism.
2 Experimental section
The SiOx nanowires were grown by chemical vapor deposition approach where the subscript x was determined to be ~ 2.3 [24]. They were well-dispersed in ethanol first and then deposited onto the holey carbon film of microscopy grid for TEM studies. The as-prepared TEM specimens were subsequently irradiated at room temperature and the welding of SiOx nanowire to the supporting macroporous carbon film was in-situ observed via a JEOL JEM-2100 TEM operating at 200 kV. To realize the flexible and accurate welding, a well deliberated irradiation procedure including three typical stages: sharpening, hooking and welding, was carried out in sequence. During the observation or taking a picture, the beam was spread to an around 100 times weaker intensity so that the corresponding irradiation effect can be minimized to a negligible degree and at the same time the image contrast can also be improved. The microstructure and chemical composition at the welded location were further characterized by high-resolution TEM (HRTEM) and energy dispersive X-ray spectroscopy (EDS), respectively.
3 Results and discussion
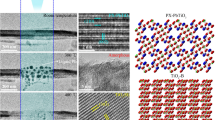
Before irradiation, as shown in Fig. 1a, one end of the SiOx nanowire was protruding into the open space of a hole in the carbon film and far away from the edge of the macroporous carbon film (not seen in the figure). This free-ended nanowire segment was almost straight in axial direction and uniform in radial direction (diameter: ~ 23 nm). During the subsequent welding process, the irradiation could be divided into three different stages. In the first stage, a focused e-beam with beam spot size of ~ 86 nm was targeted on the central axis of the wire segment (see the red circle in Fig. 1a). The current density of this e-beam at the specimen was kept at ~ 44 A/cm2, which often exhibited a non-uniform Gaussian-like intensity profile [25]. As a result, the atoms at the free end exhibited an instant and non-uniform evaporation and a sharpened tip (needle-like) was quickly formed therein (see Fig. 1b). Such a sharpened nanowire or the as-formed nanoneedle is expected to be more suitable for the accurate spot welding due to its much smaller size at the free tip end and nearby. In the second stage, the beam was enlarged to ~ 180 nm in diameter with a current density of ~ 10 A/cm2, and further moved away from the central axis of the nanoneedle to one side, for example, right side (from the white dot-line circle location to the red solid circle location, as shown in Fig. 1b). Also note that the needle segment was still suffering from the e-beam irradiation. Consequently, the nanoneedle went on being sharpened, bent to the other side (left side) and got close to the carbon film with a bending angle θ1 = 55°, as shown in Fig. 1c. Such a flexible, plastic bending phenomenon demonstrates the soft mode and plastic flow behavior of brittle SiOx nanowire (or brittle-plastic transition) under the energetic e-beam irradiation. We repeated this experiment on other needle or wire segments several times and found that the hooking direction and location were respectively dependent on the irradiation locations along the radial and axial directions of the nanoneedle or nanowire. Hence, one can simply adjust the irradiation locations of the quasi-focused e-beam to realize the flexible welding with tunable welding position.

TEM images showing the sharpening and hooking of a free-ended SiOx nanowire and the subsequent welding to the supporting macroporous carbon film under designed e-beam irradiation
In the last stage, the e-beam was further expanded to a much larger beam spot with a diameter of ~ 360 nm and a current density of ~ 2.5 A/cm2, and then moved to the center of the curved needle segment (see Fig. 1c). In this case, the current density of such enlarged e-beam could be roughly regarded to be uniform within the central zone of the e-beam and the SiOx needle segment and carbon film observed in Fig. 1d–i. As shown in Fig. 1d–i, the tip of the nanoneedle and nearby was gradually fused to the carbon film with the increasing of irradiation time or electron dose (see the prolonged welding line as indicated by the red arrows row). Therefore, by controlling the irradiation time, one can easily adjust the welding area or the length of welding line. During the welding process, the bending angle θ1 was adjusting at all times, decreasing first and then increasing (55° → 35° → 94°). Once the tip contacted the carbon film, a second bending angle θ2 near the contacted or welded location occurred, which behaved a similar evolution process (180° → 114° → 167°). At the same time, as shown in Fig. 1c–i, the curved nanoneedle segment (from the red feature dot to the tip end) shrank in axial direction quickly from ~ 270 to ~ 160 nm within 165 s irradiation duration (shrinkage rate: ~ 0.67 nm/s) and turned almost straight eventually. The free adjustment of θ1 and θ2 can be attributed to the welding or fixing at the needle free end and the plastic axial shrinking behaviors as induced by energetic e-beam irradiation. In addition, it was observed that even after the above welding proceeded for a while, it would stop immediately once the irradiation was suspended. This further demonstrates that the welding process is predominately driven by an ultra-fast irradiation-induced non-thermal activation rather than a slow beam heating-induced thermal activation. The HRTEM image in Fig. 2a showed the amorphous structure of both SiOx nanowire and carbon film, and the high welding quality of the welding region which corresponded to the yellow rectangular-box location in Fig. 1i. As shown in Fig. 2b, EDS analysis at the red circle location in Fig. 2a demonstrated that some of the Si and O atoms in SiOx nanowire had diffused to the carbon film and thus achieved a high-quality diffusion welding. Similar EDS point analysis on different locations was repeated several times. We observed that the above conclusion on compositions was credible.

a HRTEM image showing the microstructure and high-quality of welding region between SiOx nanowire and carbon film, which corresponds to the yellow rectangular-box location in Fig. 1i; b EDS data showing the chemical composition of the red circle location (diameter: ~ 3.6 nm) in a, which is on the side of macroporous carbon film and close to the yellow dashed welding line
As we all know, amorphous SiOx or silicon oxide is a typical brittle, glassy material which is characterized by covalent and ionic bonding. It does not exhibit ductility to allow plastic deformation at room temperature due to its high glass-transition temperature (1410 K) and high softening temperature (1940 K) [26]. We note that the “melting point” decreases with the decrease of material size, normally less than 100 K before size reducing to 20 nm [27, 28]. The energetic e-beam irradiation would also cause a slight increase in the temperature of nanomaterials, no more than a few degrees [18,19,20,21,22,23]. Nevertheless, they are still nothing enough for the fusion welding and plastic re-shaping of SiOx nanowire. Alternatively, people often resort to the traditional knock-on mechanism [19, 29, 30] for an explanation of the energetic beam-induced processing and structural changes. However, the knock-on mechanism and related molecular dynamics simulations are at the first place built on consideration of the nature of equilibrium, symmetry, periodicity and linearity of bulk crystalline structures and long-time interaction processes, or their approximations. It can not fully explain the energetic beam-induced non-thermal welding and plastic re-shaping, which are of non-equilibrium, amorphous, non-linear and ultra-fast nature. Therefore, it is essential to propose a completely new mechanism to account for the observed new nanophenomena.
Based on our previous observation of e-beam irradiation effects on nanocavities in Si [31], carbon nanotubes [32, 33] and SiOx nanowires [20, 34, 35], we predict that it is necessary to seek the answer from both parties of the interaction, that is, the nanowire of minimal space limitation and the high energy e-beam irradiation of ultra-fast time limitation:
(1) For the former, we consider the key influence of ultra-thin diameter of nanowires, especially the nanoscaled surface bending or curvature along the radial and axial direction of the nanowires (short for nanocurvature effect, or “nanosize” effect in a broad sense [31]). As shown in Fig. 3a, when the radius r of a nanowire is so small that approaches its atomic bond length d (i.e., r → d), the nanocurvature ρ (= + 1/r) on the wire sidewall surface is positive and will become appreciable. Such a positive nanocurvature would cause an additional tensile stress on the electron cloud structure of surface atoms. Therefore, the vibration frequency of surface atoms would be decreased and the “Debye temperature” would also be lowered down. As a consequence, the nanocurved wire surface tends to melt with a dramatically-increased surface energy and the energy barrier would thus be greatly suppressed (see curve a → b in Fig. 3b) for the atoms to migrate or escape thermodynamically. Note that nanowire segments with different morphology (such as straight and curved, different diameters) or different parts of nanowires (such as at the free end and on the side wall, on the inside and outside of curved nanowires, at the intersection of crossed nanowires and on the side wall of nanowires) have different nanocurvature and different corresponding structural instability.

Schematic diagrams showing a the nanocurvature effect of a nanowire; b the suppressed energy barrier of atoms (curve a → b, ΔG0* → ΔG*) as driven by nanocurvature effect, and the soft mode or instability of atomic vibration (curve b → c, ΔG* → 0) as driven by energetic beam irradiation
(2) For the latter, we consider the key effect of beam energy deposition rate on SiOx nanowires irradiated by high energy e-beam (short for ultra-fast energy deposition effect, or “nanotime” effect in a broad sense [31]). The energy deposition rate on a specimen is defined as beam energy deposited per volume of specimen per duration of irradiation [34], that is, vE = ΔE/(Δt·ΔV). When the energy deposition rate is so fast that becomes comparable to the frequency ω of thermal vibration of atoms (i.e., vE → ω), there is no enough time to transfer the deposited energy to the thermal vibration energy of atoms within a single period of atomic vibration. As a result, the mode of atom thermal vibration would be softened or the vibration of atoms would lose stability (ω → 0, modulus M ∝ ω2 → 0). The as-induced soft mode or instability of atomic vibration can greatly suppress the energy barrier or even make it totally disappear (see curve b → c in Fig. 3b). Thus, the irradiation would kinetically cause the atom transportation such as non-thermal diffusion, evaporation, or plastic flow of wire atoms and finally realize the structure changes.
In the following, we analyzed and discussed the sharpening, hooking and welding processes of SiOx nanowire from the perspectives of nanocurvature effect and ultra-fast energy deposition effect, respectively.
Under energetic e-beam irradiation, the brittle SiOx nanowire was softened and the atoms were sufficiently activated and started to diffuse, evaporate or even flow. It has been proven that the modes of mass or atom transportation (including evaporation, diffusion and plastic flow) greatly depend on the influence factors of beam energy deposition rate, for example, current density [34]. Generally speaking, atom diffusion or plastic flow plays a major role at a relatively lower current density while atom evaporation dominates at a relatively higher current density [34]. Thus, the focused e-beam with a higher current density of 44 A/cm2 in the first stage is more suitable for the sharpening of nanowires by atom evaporation. In this stage, we placed the free end of SiOx nanowire at the center of the focused e-beam spot. As illustrated in Fig. 4a, the focused e-beam exhibits a notable Gaussian-like intensity profile with the strongest intensity in the central region. Therefore, we could easily sharpen the nanowire into a needle-like configuration according to the Gaussian-distributed beam intensity. Meanwhile, the atom transportation and resulting morphology changes would also be affected by the non-uniform distribution of surface nanocurvature. As shown in Fig. 4a, there is an infinite positive curvature (ρ → + ∞) at location B and C at the free end of nanowire, where the atoms are the most unstable and likely to be lost by preferential evaporation. This has the same effect as the Gaussian distribution of the e-beam intensity mentioned above, which together promote the fast and preferential sharpening of nanowire at the free end. In this way, the nanocurvature effect determines the direction or trend of atom transportation in thermodynamics and the ultra-fast energy deposition effect determines the mode of atom transportation and realizes it in dynamics.

Schematic diagrams showing the mechanisms of a sharpening, b hooking, and c welding of SiOx nanowire to carbon film under energetic e-beam irradiation
For the hooking of a nanoneedle, as illustrated in Fig. 4b, it might be attributed to the unbalanced electric field force on the two sides of the nanoneedle when it was irradiated by a non-centralized focusing e-beam. As is known to us, SiOx is a kind of insulator material, which can not conduct the electrons adsorbed on the surface in time. When the needle deviates from the spot center of the non-uniform e-beam, the distribution and amount of electrons on the two sides of needle may be different. The resulting unequal electric field forces on the two sides of needle may cause the hooking. Alternatively, when the nanoneedle deviates from the spot center of non-uniform e-beam, as also illustrated in Fig. 4b, the different softening effects on the two sides of needle due to different beam energy deposition rate may lead to different compressive forces [19] along the radial direction, which would also result in the axial hooking of nanoneedle. Meanwhile, the nanoneedle went on being sharpened since the needle segment was still suffering from the e-beam irradiation. Therefore, the quasi-focused e-beam with a medium current density of 10 A/cm2 in this stage was suitable not only for the bending but also for the sharpening of nanowires by plastic flow and evaporation of atoms, respectively.
When the free end of the hooked needle contacted the carbon film, as shown in Fig. 4c, the high surface energy of the sharpened tip with an infinite positive nanocurvature (ρ → + ∞, see location D before contact) can prompt it to coalesce with the carbon film rapidly, which demonstrated a very strong liquid-like wetting effect. Once they are bonded together, a negative curvature space (ρ → −∞, see location D after contact) is formed between the tip of nanoneedle and the carbon film. In contrast to the case of positive nanocurvature, the negative nanocurvature would cause an additional compressive stress on the electron cloud structure of surface atoms on the concave inner sidewall (see location C) and especially at the sharp concave angles (see location D). This compressive stress would lead to a speeding up of vibration of the surface atoms and thus increase the “Debye temperature” and induce the concave wire sidewall and the sharp concave angles to dense and capture atoms. As a result, the nearby needle atoms on the positive curvature sidewall will continuously fill into this negative curvature space by diffusion, thus quickly realizing the welding. When the free end of nanoneedle is fixed, as driven by nanocurvature effect, the axially curved needle segment is easily straightened by plastic axial contraction and directional atom diffusion from side B (bigger or positive nanocurvature) to side C (smaller or negative nanocurvature) under uniform e-beam irradiation [35]. In this stage, the greatly enlarged e-beam with a much lower current density of 2.5 A/cm2 was more suitable for the welding of nanowire to carbon film via atom diffusion and plastic flow. In particular, the fast welding and the flexible hooking and straightening of nanowires provided direct experimental evidences for the plastic flow of massive atoms in brittle SiOx nanowires under energetic e-beam irradiation.
The above re-shaping and welding processes of SiOx nanowires involved selective, directional, and ultra-fast atom transportation and cannot be adequately explained by the existing knock-on mechanism and e-beam heating effect. However, it can be well interpreted by combination of the nanocurvature effect of SiOx nanowires and the ultra-fast energy deposition effect of energetic e-beam irradiation. Among them, the nanocurvature effect of nanowires determines the direction or trend of atom transportation in thermodynamics, and the ultra-fast energy deposition effect of energetic e-beam irradiation determines the mode of atom transportation and realizes it in dynamics. In details, under the irradiation of energetic e-beam, atoms are transported by means of evaporation, diffusion or plastic flow to realize the re-shaping and nanowelding of nanowires. The transport processes of atoms are dominated or determined by nanocurvature effect of nanowires and ultra-fast energy deposition effect of energetic e-beam irradiation. First of all, as an important factor of ultra-fast energy deposition effect, when the current density is relatively higher the atoms transport mainly by evaporation, and when the current density is relatively lower they transport mainly by diffusion or plastic flow. Secondly, the evaporation of atoms is selective, that is, the higher the curvature is, the easier it is to evaporate preferentially, and vice versa; the diffusion of atoms has directionality, that is, from large curvature to small curvature or from positive curvature to negative curvature. In this way, the nanocurvature effect and the ultra-fast energy deposition effect together dominate the atom transportation and the resulting re-shaping and welding processes.
4 Conclusions
In summary, a well deliberated irradiation procedure in TEM including three typical stages: sharpening, hooking and welding, was carried out in sequence to realize the flexible welding of brittle SiOx amorphous nanowire to macroporous carbon film. It was found that: (1) when a focused e-beam was targeted on the central axis of a free-ended SiOx nanowire segment, the atoms at the free end exhibited an instant and non-uniform evaporation and thus a sharpened tip was quickly formed therein; (2) when an enlarged, quasi-focused e-beam was moved away from the central axis to one side of the SiOx nanoneedle, it would bend to the other side immediately and thus a hooked nanoneedle was obtained; (3) when the hooked SiOx nanoneedle was irradiated by a further expanded and uniform e-beam, the tip and its vicinity were gradually fused to the carbon film by non-thermal atom diffusion and flow. These re-shaping and welding processes of SiOx nanowires involved selective, directional, and ultra-fast atom transportation and cannot be adequately explained by the existing knock-on mechanism and e-beam heating effect. However, it can be well interpreted by combining the nanocurvature effect of SiOx nanowires and the ultra-fast energy deposition effect of energetic e-beam irradiation. Among them, the nanocurvature effect of nanowires determines the direction or trend of atom transportation in thermodynamics, and the ultra-fast energy deposition effect of energetic e-beam irradiation determines the mode of atom transportation and realizes it in dynamics. We believe that such welding technology can be expanded to other material systems, as long as it is the welding between amorphous nanowires and their supporting macroporous thin films. In this sense, such a study is crucial not only to the flexible technical controlling but also to the profound fundamental understanding of energetic e-beam-induced nanowire re-shaping and nanowelding.
Data availability statement
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
References
Peng P, Hu A, Gerlich AP, Zou G, Liu L, Zhou YN (2015) Joining of silver nanomaterials at low temperatures: processes, properties, and applications. ACS Appl Mater Interf 7(23):12597–12618
Shehla H, Ishaq A, Khan Y, Javed I, Saira R, Shahzad N, Maaza M (2016) Ion beam irradiation-induced nano-welding of Ag nanowires. Micro Nano Lett 11(1):34–37
Tohmyoh H, Imaizumi T, Hayashi H, Saka M (2007) Welding of Pt nanowires by Joule heating. Scripta Mater 57(10):953–956
Chung WH, Park SH, Joo SJ, Kim HS (2018) UV-assisted flash light welding process to fabricate silver nanowire/graphene on a PET substrate for transparent electrodes. Nano Res 11(4):2190–2203
Garnett EC, Cai W, Cha JJ, Mahmood F, Connor ST, Christoforo MG, Cui Y, McGehee MD, Brongersma ML (2012) Self-limited plasmonic welding of silver nanowire junctions. Nat Mater 11(3):241–249
Park JH, Hwang GT, Kim S, Seo J, Park HJ, Yu K, Kim TS, Lee KJ (2017) Flash-induced self-limited plasmonic welding of silver nanowire network for transparent flexible energy harvester. Adv Mater 29(5):1603473
Wang R, Zhai H, Wang T, Wang X, Cheng Y, Shi L, Sun J (2016) Plasma-induced nanowelding of a copper nanowire network and its application in transparent electrodes and stretchable conductors. Nano Res 9(7):2138–2148
Zhu S, Gao Y, Hu B, Li J, Su J, Fan Z, Zhou J (2013) Transferable self-welding silver nanowire network as high performance transparent flexible electrode. Nanotechnology 24(33):335202
Cheng L, Su J, Zhu X (2019) Athermal coalescence of two parallel and contacting amorphous SiOx nanowires as induced by uniform e-beam irradiation. Mater Lett 237:286–289
Hong CH, Oh SK, Kim TK, Cha YJ, Kwak JS, Shin JH, Ju BK, Cheong WS (2015) Electron beam irradiated silver nanowires for a highly transparent heater. Sci Rep 5:17716
Xu S, Tian M, Wang J, Xu J, Redwing JM, Chan MHW (2005) Nanometer-scale modification and welding of silicon and metallic nanowires with a high-intensity electron beam. Small 1(12):1221–1229
Kim J, Nam YS, Song MH, Park H (2016) Large pulsed electron beam welded percolation networks of silver nanowires for transparent and flexible electrodes. ACS Appl Mater Interf 8(32):20938–20945
Lee J, Lee P, Lee H, Lee D, Lee SS, Ko SH (2012) Very long Ag nanowire synthesis and its application in a highly transparent, conductive and flexible metal electrode touch panel. Nanoscale 4(20):6408–6414
Spechler JA, Arnold CB (2012) Direct-write pulsed laser processed silver nanowire networks for transparent conducting electrodes. Appl Phys A-Mater 108(1):25–28
Karki K, Epstein E, Cho JH, Jia Z, Li T, Picraux ST, Wang C, Cumings J (2012) Lithium-assisted electrochemical welding in silicon nanowire batteryelectrodes. Nano Lett 12(3):1392–1397
Lu Y, Huang JY, Wang C, Sun S, Lou J (2010) Cold welding of ultrathin gold nanowires. Nat Nanotechnol 5(3):218–224
Gu Z, Ye H, Bernfeld A, Livi K, Gracias DH (2007) Three-dimensional electrically interconnected nanowire networks formed by diffusion bonding. Langmuir 23(3):979–982
Dai S, Zhao J, Xie L, Cai Y, Wang N, Zhu J (2012) Electron-beam-induced elastic-plastic transition in Si nanowires. Nano Lett 12(5):2379–2385
Banhart F (1999) Irradiation effects in carbon nanostructures. Rep Prog Phys 62(8):1181–1221
Zhu X, Su J, Wu Y, Wang L, Wang Z (2014) Intriguing surface-extruded plastic flow of SiOx amorphous nanowire as athermally induced by electron beam irradiation. Nanoscale 6:1499–1507
Zhang J, You L, Ye H, Yu D (2007) Fabrication of ultrafine nanostructures with single-nanometre precision in a high-resolution transmission electron microscope. Nanotechnology 18(15):155303
Zheng K, Wang C, Cheng YQ, Yue Y, Han X, Zhang Z (2010) Electron-beam-assisted superplastic shaping of nanoscale amorphous silica. Nat Commun 1(3):24
Zheng H, Liu Y, Mao SX, Wang J, Huang JY (2012) Beam-assisted large elongation of in situ formed Li2O nanowires. Sci Rep 2:542
Huang S, Wu Y, Zhu X, Li L, Wang Z, Wang L, Lu G (2011) VLS growth of SiOx nanowires with a stepwise nonuniformity in diameter. J Appl Phys 109:084328
Su J, Zhu X (2018) In situ TEM observation of preferential amorphization in single crystal Si nanowire. Nanotechnology 29:235703
Brambilla G, Payne DN (2009) The ultimate strength of glass silica nanowires. Nano Lett 9(2):831–835
Hoshino K, Shimamura S (1979) A simple model for the melting of fine particles. Philos Mag A 40(1):137–141
Dick K, Dhanasekaran T, Zhang Z, Meisel D (2002) Size-dependent melting of silica-encapsulated gold nanoparticles. J Am Chem Soc 124(10):2312–2317
Egerton RF, McLeod R, Wang F, Malac M (2010) Basic questions related to electron-induced sputtering in the TEM. Ultramicroscopy 110(8):991–997
Egerton RF, Li P, Malac M (2004) Radiation damage in the TEM and SEM. Micron 35(6):399–409
Zhu X, Wang Z (2006) Nanoinstabilities as revealed by shrinkage of nanocavities in silicon during irradiation. Int J Nanotechnol 3:492–516
Zhu X, Li L, Huang S, Wang Z, Lu GQ, Sun C, Wang L (2011) Nanostructural instability of single-walled carbon nanotubes during electron beam induced shrinkage. Carbon 49(9):3120–3124
Zhu X, Gong H, Yang L, Li L, Sun C (2014) Non uniform shrinkages of double-walled carbon nanotube as induced by electron beam irradiation. Appl Phys Lett 105:093103
Su J, Zhu X (2016) Atom diffusion and evaporation of free-ended amorphous SiOx nanowires: nanocurvature effect and beam-induced athermal activation effect. Nanoscale Res Lett 11:514
Su J, Zhu X (2017) Uniform e-beam irradiation-induced athermal straightening of axially curved amorphous SiOx Nanowires. RSC Adv 7:43047–43051
Acknowledgements
This work was financially supported by Natural Science Foundation of Jiangsu Province (Grant No. BK20191453) and National Natural Science Foundation of China (Grant No. 11574255).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Su, J., Wang, Z., Ma, J. et al. Flexible welding of SiOx nanowire to macroporous carbon film and underlying new insights. SN Appl. Sci. 3, 523 (2021). https://doi.org/10.1007/s42452-021-04515-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-021-04515-6