
Abstract
The welding of thermoplastic pipes under a shear joint configuration using friction spin welding is investigated. The shear joint configuration consists of two cylindrical and concentric polypropylene plastic parts joined with each other at their interfacing cylindrical surfaces through frictional heat generation. The effects of welding pressure and rotational velocity on the joint overlap distance and joint strength between the parts of polypropylene plastic are evaluated. The study is of a specific application in making plastic pressure vessels and joining of pipes. The joint strength is tested by conducting the hydraulic pressure burst test. The burst test is conducted for welded specimens manufactured using different values of rotational velocity and welding pressure. It is observed that at the constant spin velocities, the welding pressure in the range 64.8 to 65.2 kPa produced better joint strength than the other values of welding pressure in the overall range 64–76 kPa. It is concluded that the suitable welding pressure range to manufacture polypropylene plastic pressure vessels in the shear joint configuration using friction spin welding is 64.5 to 65.2 kPa. Further, it is established that the user can control the joint overlap distance at 64.8 kPa welding pressure by selectively controlling the rotational velocity in the range of 700 to 2500 rpm.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Thermoplastics are easy to shape material, which through the molding process can be easily converted into a wide range of shapes and sizes [1, 2]. Several methods are available to join the thermoplastics, viz. vibration method, implants, radio frequency, and heating method [3,4,5]. Because of these different variants of joining methods, anything conceivable can be constructed using thermoplastics [6,7,8,9]. The fusion of mating surfaces of thermoplastics due to heating and pressure is termed as welding. The welding of thermoplastics may utilize directly applied external heat or heat generated internally through various means [4, 5]. Figure 1 illustrates the classification of multitudes of thermoplastic welding techniques due to heating.

Classification of welding techniques for thermoplastics
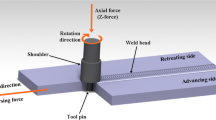
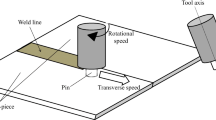
Mechanical friction welding is categorized into four main categories, viz. friction stir welding, linear friction welding, friction spin welding, and ultrasonic welding. All these four processes rely on relative motion between two parts that are to be joined leading to the generation of frictional heat. The schematic of these mechanical friction welding processes is given in Fig. 2. The difference between these processes is in the configuration of relative motion between the parts, amplitude, and frequency. In the case of friction stir welding, the two parts to be joined are stationary with respect to each other, but a tool rotates on their interfacing portion resulting in friction heat generation, melting, and fusing of parts [10, 11]. In the case of linear friction welding, the two parts undergo frictional heat generation using the linear motion with respect to each other, but this process applies to mutually flat surfaces in contact [12, 13]. Ultrasonic welding has been widely used in joining plastic using longitudinal vibrations at a certain high frequency while holding the workpieces together under applied pressure between the horn and anvil; however, the aforesaid application of ultrasonic welding has been limited to only short-length parts due to difficulty of transference of longitudinal vibrations over a long distance. Therefore, to join short pipes torsional vibrations are employed from a circumferential direction using ultrasonic welding [14].

Illustrations of different mechanical friction welding processes
The joining of two thermoplastic parts in axis-symmetric fashion has fewer options to choose from like external heating process followed by pressed fusion of heated surfaces and friction spin welding.
In the case of friction spin welding, the two parts to be joined undergo frictional heat generation due to rotational motion with respect to each other [15]. The two plastic parts to be joined using friction spin welding are gripped in a rotatable fixture and corresponding mating stationary fixture, respectively, as depicted in Fig. 3. The rotary fixture rotates the part and presses the rotating part on to the stationary part. The temperature of the material at the interface is increased due to generated heat from frictional work. Eventually, the material at the interface melts and becomes semifluid under the increased temperature. Interface film and the melt flow out at the perimeters of the interface to form the weld bead. Finally, the rotation is stopped, and the joined parts can cool and solidify under pressure conditions. Friction spin welding has emerged as a popular method of joining thermoplastic axisymmetric parts due to its fast speed and reliability [15,16,17,18].

Schematic of friction spin welding process
The friction spin welding process can join both amorphous and semicrystalline thermoplastics. The ABS, PVC, polymethyl methacrylate (PMMA) acrylic, polystyrene (PS), polycarbonate (PC), polysulfone (PS) are common amorphous thermoplastics. Polyethylene (PE), polypropylene (PP), polybutylene terephthalate (PBT), polyethylene terephthalate (PET), and polyetheretherketone (PEEK) are common semicrystalline thermoplastics. The ABS, PVC, polypropylene, polyethylene, and glass-filled nylon can easily be joined through the friction spin welding process. The slippery plastics, such as Delrin or ultra-high molecular weight polyethylene can also be joined through this process after suitable adjustments. Joining of hard plastics such as polycarbonate or acetal by spin welding process requires a higher magnitude of torque to get the materials to melting point by frictional heat generation [16, 18]. Generally, the friction spin welding process is carried out in the vertical orientation. Takasu [19] has demonstrated the friction spin welding machine for welding of thermoplastics in a horizontal orientation for joining pipes in butt joint configuration. The friction spin welding is generally performed in butt joint configuration and does not speak of shear joint configuration [20, 21]. The schematic difference between butt joint and shear joint configuration for friction spin welding is shown in Fig. 4. It is found that there have been no studies with respect to shear joint configuration for friction spin welding of thermoplastics.

Friction spin welding configuration: a butt joint and b shear joint
It is anticipated that friction spin welding in shear joint configuration could offer numerous benefits in terms of aesthetics and strength and afford flexibility to innovators in their product designs. There is no experimental work in the shear joint configuration field with respect to the effects of welding pressure and rotational velocity on joint overlap distance and weld joint strength and other possible parameters that could be detrimental to a successful product. The present research is an important milestone in that direction to fulfill the aforesaid gap and to enhance understanding. The present research is of specific applications in fabricating small plastic pressure vessels and joining pipes.
2 Experimentation
2.1 The material of the specimen
The polypropylene (PP) thermoplastic is widely used in industrial processing to manufacture pipes and small plastic pressure vessels. It is light in weight yet possesses high impact strength and reliable heat fusion welding. Therefore, it was selected for making a test joint specimen in this study. The polypropylene (PP) grade: 3120MA of IOCL, Panipat, Haryana, which is a natural colored high impact copolymer, is selected for molding of test joint specimen parts. The properties of the above material are given in Table 1.
2.2 Specimen preparation
The test joint specimen consists of two parts. The dimensions of both the parts of the specimen are given in Fig. 5. The plastic parts are produced using automatic plastic injection molding as it is a reliable and most widely used method to produce the PP plastic parts with consistency and high surface finish. The mold inserts used for the plastic injection molding operation to manufacture the specimen are shown in Fig. 6. A preliminary study demonstrated that a small taper on adjoining surfaces will assist the joining process in comparison with the straight surfaces, and therefore, the small taper as indicated in Fig. 5 is provided on the mating surfaces of the rotating and stationary parts.

Schematic and dimensions of the specimen

Mold insert parts and molded test joint specimen parts
A study on the diametrical interference was performed to find the required taper on the mating PP parts. The diametrical interference of 0.5, 1.0, 1.5, and 2.0 mm on the plastics parts was investigated. It was found that the joint formation was easier to obtain in case of higher interference, but beyond 1.5 mm the parts were deformed for the given specimen thickness of the plastic parts. The dimensions of the specimen standard were also preliminarily tested before the fixation of the standard for the strength of joints, and the same was found to be suitable for study. The total diametrical interference of about \(1.5 \pm 0.2\) mm was selected for study as the same was found most suitable.
A special precision machined mold inserts with grinding surface finish (Grit No. 200) (surface roughness 0.4 µm Ra) were manufactured for specimen preparation. These special-purpose mold inserts were fitted inside the mold base housing to produce the designated PP plastic parts through the plastic injection molding machine. The plastic injection molding machine from Ferromatik Milacron of 150-ton clamping pressure capacity was employed. The process parameters used to manufacture the specimen are given in Table 2. The molded plastic parts are degreased by water and kept for drying for a day at the room temperature of 25 °C before investigation.
2.3 Burst test setup
The welded joint specimen can be tested for strength through several available tests, viz. internal hydraulic pressure test, tensile test, peel test, bend test, creep test, and fatigue test, etc. Given the application of such a product the best means of testing the strength of such a pressure vessel is by subjecting it to an internal hydraulic pressure test [22]. This internal hydraulic pressure test is termed as “Burst Test” for investigating the weld joint strength. The test is conducted by supplying the pressurized water to the spin-welded specimen at one of its ports through a pressure booster pump with maximum pressure boosting capacity of 1965 ~ 1980 kPa. The setup for the “burst test” is designed for pressure testing up to 1965 kPa given the design and usage requirement of the manufactured parts. The other ports of the welded specimen are connected using a push-fit elbow whose other end is closed by a sealant potting. The pressure dial gauge is connected in parallel to give a pressure reading. A pressure release valve is also connected in parallel to control the applied hydraulic pressure to the welded specimen.
The test is conducted by opening the water supply, switching-on the booster pump motor, keeping the pressure valve open initially, and gradually closing it, thereby increasing the pressure inside the welded specimen. In this manner, the pressure in the specimen is increased to the maximum possible pressure generation capacity of the pump (at present the designed pressure is 1965 kPa). The applied hydraulic pressure is maintained at the designed pressure for 10 s, and thereafter, the pressure is reduced to normal atmospheric pressure. The increase in the hydraulic pressure is monitored through a pressure dial gauge.
The joint behavior under the increasing pressure is video recorded to record the maximum pressure withstood by the specimen, and the value of pressure is recorded in case of joint failure as detailed. It was observed that the specimen inflates under the increasing pressure as depicted in Fig. 5. Many times, it was observed that the specimen showed leakage, or it burst, i.e., separation of the specimen into two pieces, under the increasing hydraulic pressure; all such specimen is termed as “fail.” In the case of no-failure, this inflation vanishes after the removal of hydraulic pressure, as it was elastic inflation. If the specimen can sustain the applied hydraulic pressure during the time, i.e., it does not leak or burst, the specimen is characterized as “pass” else it is termed to “fail” the burst test.
A term is defined called as “bursting pressure,” i.e., the value of hydraulic pressure at the point of burst (separation of the specimen into pieces) or leakage of liquid under pressure from the welded specimen. Further, a very low value of bursting pressure means that there is a leakage of liquid under pressure and higher values of bursting pressure mean that the specimen “burst,” i.e., separates into pieces. The schematic diagram of the test apparatus and behavior of the specimen under hydraulic pressure is depicted in Fig. 7.

Schematic diagram of the burst test setup
3 Friction spin welding machine
The welding of plastic parts is a difficult process. The friction spin welding of plastics in the shear joint configuration is required to be explored. In the present work, to perform the friction spin welding in shear joint configuration, a special-purpose friction spin welding machine apparatus is designed and fabricated. The three-dimensional model of the developed “friction spin welding machine” is shown in Fig. 8. The design of this machine was submitted for design registration and is granted the registration by the Indian Patent Office vide registration no. 314315–001 [23]. The machine uses a servo rotary actuator for rotation of the rotary part and a pneumatic linear actuator to provide the axial thrust to the rotary parts for insertion onto the stationary parts. This axial thrust provided to the rotating part is applied in the form of pressure to the spindle of the rotating fixture and termed as “welding pressure.” The stationary part of the specimen is mounted upon the stationary fixture, and the rotary part of the specimen is mounted upon the rotary spindle of the machine apparatus [24].

Schematic of friction spin welding machine: (1A, 1B): specimen parts; (2) rotary fixture; (3) spindle; (4) linear carriage; (5) servo rotary actuator; (6) pneumatic linear actuator; (7) column; (8) bed; (9) operator console; (10) stationary fixed fixture; (11) pneumatic clamp mechanism; (12) control panel and HMI; (13) FRL unit
The control software for this machine is programmed to impart such functionality that when the welding process is initiated the rotary part on the rotary fixture approaches the stationary part. The rotary part while approaching the stationary part starts rotating with a preset rotational velocity at the predefined preset position. This preset position is termed as “spin initiate distance” which is defined as a specified distance from touch down to the stationary fixture at which the rotary part starts rotating. The schematic to demonstrate the “spin initiate distance” is shown in Fig. 9. The aforesaid rotation of the rotary part is preset for a period defined as “spin time” which is controllable to the accuracy. The period is preset to ensure the attainment of the preset rotation from “zero” rotation to the rotary fixture. These are important control parameters for performing welding in a shear joint configuration.

Schematic of the specimen before and after friction spin welding
4 Results
4.1 Friction spin welding of a specimen in shear configuration
The specimen is joined in a shear configuration using a friction spin welding machine. During the friction spin welding operation, the rotary part is brought near to the stationary part of the specimen under the specified value of “welding pressure.” The rotation of the rotary fixture is initiated at the “spin initiate distance.” The rotation is set for the duration of “spin time.” The rotary part continues to move toward the stationary part while rotating, and within the spin time, the parts encounter each other under the specified welding pressure. The stationary part begins to insert inside the rotary part causing the generation of frictional heat and plasticization.
The motor (rotary actuator) selected for providing the rotation to the rotary fixture has a maximum torque exertion capacity of 6.36 N-m. Under extreme circumstances, it can exert 300% of the maximum capacity instantaneously but not continuously, and once the torque limit is breached the motion of the motor comes to halt. This value of maximum torque is an assumed value for machine design as per the design and usage requirement of the manufactured parts. The rotation of the rotating part is stopped after the completion of the weld provided or at the limiting value of the torque, i.e., 6.36 N-m. The future scope of work on the advancement of the friction spin welding machine may include the updated machine with enhanced motor power with higher torque capacity and testing thereon for ascertaining the effect on the weld joint and performance of the produced parts. After the completion of the friction spin welding operation, the rotary part comes to halt. Thereafter, the spin-welded specimen can cool down for 5 s before the fixture holding the rotary part is detached and the spin-welded specimen is removed from the machine. The final spin-welded specimen produced using friction spin welding is shown in Fig. 10.

friction spin-welded specimen
The distance traversed by the rotary part over the stationary part of the component is called “joint overlap distance.” The measurement of “joint overlap distance” is a challenging task after the completion of the friction spin welding operation. During the spin welding operation, the rotary part can slide over the stationary part at the taper portions provided on both the parts at the interface. The remaining exposed length in the stationary part of the test specimen after the spin welding operation is measured to deduce the value for “joint overlap distance” [25]. The schematic for the identification and the measurement of “joint overlap distance” in the welded component is shown in Fig. 9.
4.2 Observations for welding pressure
A set of preliminary tests was conducted to determine the parameters for testing. The initial tests were conducted at welding pressure of 103 kPa, with a spin initiate distance of 9.0 mm. The constant welding pressure of 103 kPa is applied to the rotating spindle to bring the rotating part in contact with the stationary part. These preliminary specimens burst/failed at low hydraulic pressures of 200–275 kPa. It was found that sufficient rotational momentum was not achieved prior to touchdown resulting in premature termination of rotation before the generation of sufficient frictional heat. Therefore, sufficient melting of the joint interface did not take place to fuse the two parts. During the investigation, it was observed that the joint strength for such welded parts is attributable to the elastic deformation due to the insertion of one cylindrical part into another part under applied welding pressure. The investigation at 55 kPa of welding pressure demonstrated the difficulty in the fabrication of joint and premature termination of rotation for the rotating parts before proper insertion over the stationary part. The joint failed under sufficiently low values of hydraulic pressure (150 ~ 200 kPa). The observations for the preliminary test are presented in Table 3. Because of the aforesaid preliminary investigations, it is found that the welding pressure in the range 62 kPa to 75.8 kPa will be suitable for obtaining the required joint strength. Therefore, the selected range of welding pressures for the subsequent detailed study is from 64 to 75.8 kPa.
4.3 Observations for spin time and spin initiate distance
Next, a study was performed to find the optimum values of spin time and spin initiate distance. The study was performed at a welding pressure of 64.8 kPa and a rotational velocity of 1300 rpm. The performance is evaluated for joint overlap distance and bursting pressure. Based on the earlier observations, the study was performed for spin time from 1.0 s to 1.2 s and spin initiate distance from 9 to 19 mm.
A total of 18 experiments were performed with different values of spin time and spin initiate distance at welding pressure of 64.8 kPa and rotational velocity at 1300 rpm. The observations are given in Table 4, and 5 with the recorded values of the joint overlap distance and bursting pressures, respectively. The weld parts which were able to bear the designed hydraulic pressure of 1965 kPa are found to clear the test and termed as “pass.” It was observed that few of the test specimens showed the leakage under applied hydraulic pressure and others burst, i.e., showed the separation into two pieces. Both types of cases are categorized as “fail.” The processes were video recorded for observation and analysis. It is observed that the maximum joint overlap distance is obtained with 9 mm spin initiate distance, and with the increase in spin initiate distance to 19 mm, the values of joint overlap distance decrease continuously (about 20%–35% decrease). However, the aforesaid range of variation of joint overlap distance decreases with an increase in spin time with a narrower range (25.0–20.0 mm) observed for the spin time of 1.2 s, whereas the aforesaid range of joint overlap distance was around 15% larger for a spin time of 1.0 s. It is again found that the spin time of 1.0 s and 1.2 s has produced joint overlap distances of 24.8 and 25.0 mm, respectively, with a 9 mm spin initiate distance. It is further observed that such test specimens have cleared the burst test and are termed as “pass.” In view of these observations, the spin time of 1.0 s and spin initiate distance of 9 mm is selected for further investigation.
Next, the friction spin welding operation for joining the plastic parts in a shear configuration was performed for various combinations of a range of welding pressures from around 64 to 75.8 kPa and a range of velocities from 700 to 2500 rpm. A total of 64 experiments were performed. The processes were video recorded for observation and analysis. The welded specimen was visually inspected, and the joint overlap distance was measured. No visual defect was observed on the welded specimen. Later, the weld specimen was subjected to a burst test for ascertaining the “pass” specimen. Subsequently, the fracture surface of the burst test specimen was analyzed.
4.4 Observations for joint overlap distance
A study for joining the plastic parts in a shear configuration is performed at different rotational velocities and the welding pressure. A set of 64 experiments at different rotational velocities and welding pressure combinations are performed. To account for the variability or repeatability in the process, each of the experimental run is carried out twice. The weld parts are tested for “joint overlap distance.” The schematic of the joint overlap distance after the welding operation is presented in Fig. 9. The observations for joint overlap distance with respect to rotational velocity and the welding pressure are given in Table 6.
4.5 Observations for bursting pressure
The weld parts are subjected to a hydraulic pressure test for evaluating the performance of the joint produced using friction spin welding. The details of the test setup are presented in Sect. 2. The recorded values of the bursting pressure for the aforesaid two sets of 64 experimental runs are presented in Table 7. The test pieces with a larger value of joint overlap distance should generally be able to bear the higher value of the hydraulic pressure, but it was not observed in all the cases given the data presented in Table 7. The weld parts which were able to bear the maximum designed hydraulic pressure of 1965 kPa are found to clear the “burst test” and termed as “pass.” It was observed that few of the test pieces showed the leakage under applied hydraulic pressure and others burst, i.e., showed the separation into two pieces. Both cases are categorized as “fail.” The test pieces which failed before the maximum designed hydraulic pressure of 1965 kPa are found to be not suitable for further use. It is found from Table 7 that several test pieces were able to clear the burst test to the maximum designed hydraulic pressure of 1965 kPa and are termed as “pass.” But there were many which failed, i.e., either showed leakage or burst under the increasing hydraulic pressure termed as “fail.”
4.6 Joint fracture surface morphology of failed specimen
The fractured parts of the welded joint specimen which burst, i.e., showed the separation into two pieces during burst tests was visually inspected for the joint characterization. In all the cases of failure, the weld joint failed at the joint interface and the welded parts separated under hydraulic pressure depicting a weaker joint than the base material. It may be noted that some joints showed the leakage, and later these joints burst under the increasing hydraulic pressure, whereas few others burst without showing any leakage. The surface morphology of such burst joints can be analyzed. It was observed that during welding the circumferential plasticized bands were formed at the weld interface, i.e., the exterior surface of the stationary part and interior surface of the rotary part. The aforesaid exterior surface morphologies of the fractured stationary parts which failed under the low, medium, and high value of hydraulic pressure values during the burst test are shown in Figs. 11, 12 and 13, respectively.

Single non-continuous narrow plasticized band (welding pressure 65.5 kPa, 700 rpm, joint failed @ 862 kPa bursting pressure) (for better visualization of the figure, please refer to online version)

Two plasticized bands, one continuous and other non-continuous (welding pressure 69 kPa, 2500 rpm, joint failed @ 1448 kPa bursting pressure) (for better visualization of the figure, please refer to online version)

Two continuous plasticized bands (welding pressure 69 kPa, 900 rpm, joint failed @ 1724 kPa bursting pressure) (for better visualization of the figure, please refer to online-version)
4.7 Observations on the cross section for the spin-welded joint
The joints are characterized as “pass,” i.e., which survived the designed pressure of 1965 kPa. The joint was segmented using a rotary saw for studying the longitudinal cross section of the weld region. Figure 14 shows the methodology to extract the joint segment and the magnified view of the interface. It was observed that there is no identifiable separation line on the longitudinal cross section to differentiate one wall from the other. It can be deduced through these observations that substantial plasticization has occurred during the spin welding due to frictional heat generation at the interface and which has completely penetrated/fused two walls. It is easily understood here that the provided interference between two mating cylindrical surfaces of the specimen caused the frictional heat generation during rotation and penetration under controlled low pressure.

Longitudinal cross section of the joint interface
4.8 Qualitative assessment of spin-welded joint interface
The joint interface for the “pass” specimen is investigated. The schematic to separate the joint at the weld interface is shown in Fig. 15. The segmented joint (Fig. 14) was held in a vice through one wall and attempted to disintegrate the joint interface as shown in Fig. 16. However, it became apparent during these attempts that the walls are integrated through a dense plasticized layer and they cannot be separated without damaging the structure relevant for the study as shown in Fig. 17. The peeling efforts to separate the wall distorted the wall yet not yielding at the joint surface. It can be derived that the strength of the joint due to plasticization has exceeded the strength of the base material, and any effort to disintegrate the joints results in breakage of the joint walls of the mating surfaces.

Schematic to disintegrate the joint at the weld interface

Methodology to disintegrate the friction spin-welded joint interface

Surface of the fractured joint interface
5 Discussion
The results presented for joint overlap distance, bursting pressure, and the joint fracture surface morphology in the previous section are discussed in this section. The joint overlap distance of the test pieces is presented in Table 6. It is observed that at low welding pressure in the range of 64.1 kPa, the joint overlap distance decreases with the increase in rotational velocity (700 ~ 2500 rpm), whereas the joint overlap distance increases with the increase in the rotational velocity when the welding pressure is more than 64.1 kPa. The relative increase in joint overlap distance is around 76% more for 64.5 kPa, whereas the relative increase is in the range of around 5 ~ 28% with welding pressure in the range of 64.8 kPa to 66.2 kPa. Again, at the higher welding pressure range of 69 kPa, the value of joint overlap distance decreases with the increase in the rotational velocity. Further, at a higher welding pressure range of 75.8 kPa, there is an insignificant effect of the increase in rotational velocity on the joint overlap distance.
The increase in welding pressure with a constant value of rotational velocity is analyzed. It is found from Table 6 that the increase in joint overlap distance is in the range of 55% ~ 130% with the increase in welding pressure at the same rotational velocity. The relative increase of around 130% in joint overlap distance is observed with the rotational velocity of 1500 rpm. It was observed that lower values of welding pressure (~ 64.1 kPa) are producing a lower value of joint overlap distance at higher velocities, which is attributed to the plastic welding occurring at an early stage due to slow linear motion, and higher value of joint overlap distance is prohibited by the early solidification of weld bead in such scenario. The high welding pressure (~ 75.8 kPa) is causing to arrest of the rotation prematurely, and joint overlap distance is more in such cases (33.8 mm). It was observed during the welding process that at higher welding pressure, i.e., 75.8 kPa, the rotation of the rotating part was terminating due to higher welding pressure resulting in reaching the torque limit of 6.36 N-m. This premature termination of rotation is resulting in less frictional heat generation than required for plasticization and melt flow. Rather the onwards welding pressure which is the same as welding pressure (~ 75.8 kPa) was leading to elastic deformation. The joint strength obtained in such a case was due to the stress energy stored in the elastic deformation, which is found to be inadequate to retain the parts together and therefore failing during the burst test. It is interesting to note from Table 6 that the welding pressure of around 64.8 kPa is giving an increasing joint overlap distance with a similar increase in the rotational velocity of the rotary part. It is because applied welding pressure has reached the optimum range which is allowing plastic welding on the larger surface area with an increase in rotational velocity, thereby giving the larger value of the joint overlap distance.
The investigation of the joint surface morphology gives insight into the characterization of weld joints and failure of the weld pieces under the burst test. The surface morphology of the failed weld pieces is given in Figs. 11, 12, and 13, respectively. It was observed that the weld surface has bands of plasticization for producing the weld joint. These weld bands are categorized as “single band non-continuously plasticized,” “two bands one continuously plasticized and another non-continuously plasticized,” and “two bands both continuously plasticized,” respectively. The first two types of the band are found in the case of joints failing under lower hydraulic pressure. It is found that the “single band non-continuously plasticized” type has blindness/non-continuity as shown in Fig. 11. This non-continuity in the plasticized weld band may be due to insufficient frictional heat generation between two surfaces. The heat-deficient plasticized layer weakly intermingles with the walls of both specimen parts producing a weak fusion joint. The aforesaid weakness is responsible for the failure of the joint when the plasticized layer breaks away under pressure from one of the parts and causes leakage of the liquid through the non-continuity in the welded band. A similar non-continuity is found in two bands: one continuously plasticized and another non-continuously plasticized as in Fig. 12, where the joint strength is more than the case of a single plasticized weld band joint. The last one, i.e., Fig. 13, with “two band both continuously plasticized” is thickly layered and continuous. This type of band is found in the case of joints that failed under very high hydraulic pressure.
It can be predicted that the test pieces which were able to sustain the maximum designed hydraulic pressure of 1965 kPa have broader bands of continuous and substantial plasticization in the joint interface. It can be deduced from Fig. 14 that the weld joint interface has thoroughly fused into a homogeneous structure. The earlier existing boundary distinction of the two walls is not visible. There is no visible non-continuity, porosity, or any other weld defect. Further, the qualitative observations in Sect. 3.8 demonstrate that any peeling efforts to separate the joint interface distorted the wall of the base materials yet not yielding at the joint surface. It can be derived that the strength of the joint due to plasticization has exceeded the strength of the base material, and any effort to disintegrate the joints results in breakage of the joint walls of the mating surfaces.
The study for the bursting pressure of the test pieces is given in Table 7. It was found that there were two modes of failure of the test pieces, viz. leakage of liquid under pressure and the burst, i.e., separation of the test pieces into two parts. The test pieces showed the leakage when the welded band formed was not continuous and had blind spots through which leakage was taking place (Fig. 11). It was again observed that the weld joints obtained at a lesser welding pressure than 64.8 kPa started bursting with such failure becoming a regular occurrence at 64.1 kPa. Further, it was observed that the weld joints obtained at greater welding pressure of 65.5 kPa or more and rotational velocity of 700 rpm started bursting with such failure becoming a regular occurrence at a higher welding pressure and rotational velocity combinations.
The high welding pressure (~ 75.8 kPa) is causing to arrest the rotation prematurely. This premature termination of rotation is resulting in less frictional heat generation than required for plasticization and melt flow. Therefore, all the welded specimens produced using different rotational velocity with a constant value of 75.8 kPa welding pressure failed at very low hydraulic pressure during the burst test. It was observed that the optimal range of welding pressure is 64.5 to 65.2 kPa. The welded process using the welding pressure in this range is completing the full tenure of the rotation of the rotary parts during the insertion of the rotating part on to the stationary part. It was resulting in sufficient frictional heat generation and melting of plastic material in the heat-affected zone which is cooling later during the onwards welding pressure phase. The joint strength obtained was due to the plastic melt flow in the interfacing surface and solidification. Further, it is observed from Tables 4 and 5 that the value of joint overlap distance is continuously increasing with the increase in rotational velocity for welding pressure of 64.8 kPa. Given that, it can be stated from the above experimentation that the joint overlap distance is increasing without any compromise on the bursting pressure with the respective increase in the rotational velocity during the welding process for the case with a welding pressure of 64.8 kPa.
6 Conclusions
The friction spin welding is preferably used for the welding of axisymmetric parts. The present work is an important milestone to investigate the joining of axisymmetric parts in a shear joint configuration. The analysis of the performance of shear welded joint considering joint overlap distance and bursting pressure confirms the effectiveness of the process for the intended application.
It is concluded from the present investigation that in the case of a shear-type joint for any particular interference configuration and torque limitation (6.36 N-m in the present case), there is a very narrow range of suitable welding pressure (64.5 to 65.2 kPa in the present case) in which the rotation will take place effectively to produce a “sound” weld of high joint strength capacity, and therefore, the process needs to be optimized within that welding pressure range. Given the parameters used for the present work, the optimum value of the welding pressure is 64.8 kPa. It is further noted that at optimized welding pressure the joint overlap distance continuously increases by increasing the rotational velocity. Because of that, it can be concluded that the operator has control over the value of joint overlap distance by exercising the control on the rotational velocity at 64.8 kPa welding pressure and obtain a “sound” welded component with a controlled dimension. It is further noted that to control the joint overlap distance in shear joints the spin time, spin initiate distance, and rotational velocity play a very important role. It is established that at optimum welding pressure the joint strength increases by increasing rotational velocity, but further joint strength testing is required to generate data based on higher hydraulic pressures (greater than 1965 kPa). It can be concluded that the spin time of 1.0 s, spin initiate distance of 9 mm, rotational velocity in the range 700 to 2500 rpm, and welding pressure in the range of 64.5 to 65.2 kPa may be used to obtain the “sound” spin-welded joint for this material with the given dimensions. Thus, the aim of recognition of the range of process control parameters and their optimum values for higher joint strength in shear joint friction spin welding are achieved. The future scope of work in addition to the advancement of the spin welding machine may include the updated machine with enhanced motor power and torque capacity and testing thereon for ascertaining the effect on the weld joint and performance of the produced parts.
Change history
08 March 2021
A Correction to this paper has been published: https://doi.org/10.1007/s42452-021-04393-y
References
Crawford RJ, Tam Y (1981) Friction welding of plastics. J Mater Sci 16(12):3275–3282
Patham B, Foss PH (2012) Estimation of melt film variables during the steady-state penetration phase of thermoplastic vibration welding using a generalized newtonian fluid model. Polym Eng Sci 52(3):581–597
Barmouz M, Shahi P, Asadi P (2014) Friction stir welding/processing of polymeric materials. In: Givi MKB, Asadi P (eds) Advances in friction-stir welding and processing. Woodhead Publishing, Cambridge 14: 601–670.
Grewell D, Benatar A (2007) Welding of plastics: fundamentals and new developments. Int Polym Proc 22(1):43–60
Ageorges C, Ye L, Hou M (2000) Advances in fusion bonding techniques for joining thermoplastics material composites. A Rev Part A 32(2001):839–857
Pietrzak M, Wałęsa K, Górecki J, & Berdychowski M (2019) Analysis of the friction (spin) welding–preliminary study. In MATEC Web of Conferences 254, p. 02036. EDP Sciences.
Li W, Shi S, Wang F, Zhang Z, Ma T, Li J (2012) Numerical Simulation of Friction Welding Processes Based on ABAQUS Environment. J Eng Sci Technol Rev 5(3):10–19
Lin CB, Wu LC (2000) Friction welding of similar and dissimilar materials: PMMA and PVC. PolymEng Sci 40(8):1931–1941
Lin CB, Wu LC, Chen YY (2004) Friction welding of similar materials: Polypropylene, high-density polyethylene, and nylon-6. J Appl Polym Sci 91(5):2771–2780
Mishra RS, Ma ZY (2005) Friction stir welding and processing. Mater Sci Eng: R: Rep 50(1–2):1–78
Wan L, Huang Y (2018) Friction stir welding of dissimilar aluminum alloys and steels: a review. Int J Adv Manuf Technol 99(5–8):1781–1811
Bhamji I, Preuss M, Threadgill PL, Addison AC (2011) Solid state joining of metals by linear friction welding: a literature review. Mater Sci Technol 27(1):2–12
McAndrew AR, Colegrove PA, Bühr C, Flipo BC, Vairis A (2018) A literature review of Ti-6Al-4V linear friction welding. Prog Mater Sci 92:225–257
Nobuyoshi M, Kiichi H, Masao I (1998) Ultrasonic Welding of Plastic Pipes using Torsional Vibration. Jpn J Appl Phys 37(1998):3007–3008
Stokes VK (1988) Analysis of the friction (spin)-welding process for thermoplastics. J Mater Sci 23(8):2772–2785
Potente H, Uebbing M (1997) Friction welding of polyamides. Polym Eng Sci 37(4):726–737
Sprovieri, J., (2012). A New Spin on Plastics Assembly, Assembly. http://www.assemblymag.com/articles/90159-a-new-spin-on-plastics-assembly.
Tappe P, Potente H (2003) New results on the spin welding of plastics. Polym Eng Sci 29(23):1655–2166
Takasu N (2003) Friction welding of Plastics. Weld Int 17(11):856–859
Wałęsa K, Malujda I, Wilczyński D (2019) Shaping the parameters of cylindrical belt surface in the joint area. acta mechanica et automatica 13(4):255–261
Wałęsa K, Malujda I, Wilczyński D (2020) Experimental research of the thermoplastic belt plasticizing process in the hot plate welding. MS&E 776(1):012011
DSM Engineering Plastics (2011), Vibration welding guide on vibration welding of engineering plastics, www.dsmep.com.
Bindal T, Saxena RK, and Pandey S (2019) Indian Patent Office Design no.314315–001, in Class 15-09, Page 23 of Part 3 of Journal No.26/2020. https://ipindia.gov.in/writereaddata/Portal/IPOJournal/1_4881_1/Part-3_Designs.pdf
Bindal T, Saxena RK, and Pandey S, (2019) Design and Development of Spin Welding Machine for Thermoplastics. In Journal of Physics: Conference Series, 1240(1), p. 012091. IOP Publishing.
Bindal T, Saxena RK, Pandey S (2020) Analysis of joint overlap during friction spin welding of plastics. Materials today: proceedings 26(2):2798–2804
Acknowledgments
The authors acknowledge the owners of Aquadyne Appliances Pvt. Ltd., Hissar, Haryana, India, for allowing them to carry out this research work at their works. The project was fully funded by the owners of Aquadyne Appliances Pvt. Ltd., Hissar, Haryana, India.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest for the presented work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original version of this article has been revised: Figure 2 has been corrected.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bindal, T., Saxena, R.K. & Pandey, S. Investigating friction spin welding of thermoplastics in shear joint configuration. SN Appl. Sci. 3, 178 (2021). https://doi.org/10.1007/s42452-021-04217-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-021-04217-z