
Abstract
Ni–Al alloys are good candidate materials for the turbine blades of high-efficiency gas turbines. The thermophysical properties of the liquid alloy are required for accurate modeling of the casting process. In this study, the densities of liquid Ni–Al alloys were measured over the entire composition range using the electromagnetic levitation technique under a static magnetic field. Surface oscillation and translational motion of the electromagnetically levitated droplet are suppressed by the static magnetic field, so an accuracy density can be obtained using the technique under a static magnetic field. Before the measurements, the liquidus temperatures of Ni-rich alloys were determined by differential scanning calorimetry. The liquidus temperatures were used as temperature calibration for the density measurements. For all of the compositions, the densities were measured with an experimental uncertainty of less than 1.9%, and they are a linear function of the temperature. The excess volume of the liquid alloys has a minimum value at 50 mol% Ni. The results are discussed from the viewpoint of the thermodynamics. The Ni–Al system shows a large negative excess volume with large negative enthalpy of mixing and excess Gibbs energy.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
High temperature resistance alloys with low weight are required for the turbine blade materials of the high-efficiency gas turbines used in thermal power plants and aircraft. Ni–Al alloys are good candidates for turbine blade materials. To accurately model the casting process, the thermophysical properties of the liquid alloy are required. In particular, mass transport generated by buoyancy convection is dominated by the temperature dependence of the density of the liquid alloy, so the density of liquid Ni–Al is important. The density of Ni–Al is also interesting from a scientific viewpoint. The Ni–Al system has an extremely negative mixing enthalpy and excess Gibbs energy. Watanabe et al. [1] recently reported the correlation between the molar volume and the thermodynamic functions for various binary alloys. Based on the correlation, it is expected that Ni–Al has a large negative excess volume.
Mukai et al. [2] and Fang et al. [3] measured the density of liquid Ni–Al alloys with aluminum concentrations form 0 to 20 mass% by a modified sessile drop method and with aluminum concentrations from 0 to 10 mass% by a modified pycnometric method. Giuranno et al. [4] measured the density of liquid 31.5 mol% Ni–Al and 25 mol% Ni–Al by the large drop method. In addition, Plevachuk et al. [5] measured the density of liquid Ni–Al alloys by the electromagnetic levitation (EML) technique. In conjunction with another study reported by their group [6], they reported the density of Ni–Al alloys with aluminum concentrations from 0 to 100 mol%. However, the dispersion of the composition dependence of the molar volume was larger than the data reported by Fang et al. [3]. For high-accuracy density measurements by the EML technique, suppressing the sample oscillations by applying a static magnetic field is effective [1, 7,8,9]. Therefore, in this study, we measured the density of Ni–Al alloys using the EML technique with a static magnetic field.
A single-color pyrometer is used for density measurement by the EML technique. To calibrate the single-color pyrometer, the correct liquidus temperature of each sample is required. However, non-negligible discrepancies exist among the literature data for high Ni content Ni–Al alloys obtained by experiments [10,11,12,13]. In particular, the reported temperatures and compositions for the invariant reactions of Ni3Al formation are different. Ansara et al. [14] calculated the Ni–Al phase diagram using the sub-lattice model, and the results were in good agreement with the experimental data obtained by Hilpert et al. [13]. In this study, we evaluated the liquidus temperatures of Ni–Al alloys with high Ni content (Ni mol% ≥ 60) with a differential scanning calorimetry (DSC) system before the density measurements to calibrate the single-color pyrometer. The liquidus temperature reported in Ref. [15], which shows compilation of the Ni–Al phase diagram, was used for pyrometer calibration of the density measurements of the Ni–Al alloys with low Ni content.
2 Materials and methods
The samples for the density and liquidus temperature measurements were prepared by arc melting of appropriate amounts of pure Ni (99.99 mass%) and Al (99.99 mass%). The uncertainty of the sample composition caused by evaporation during the arc melting process was estimated from the weight loss of the sample. For all of the samples in this study, the uncertainty of the composition caused by the arc melting process was less than 0.16%. We determined the liquidus temperatures of the Ni–Al alloys with high Ni content (Ni mol% ≥ 60) using a DSC system (STA449F3-TF24, NETZSCH). The DSC system was calibrated using pure In, Bi, Al, Au, and Ni as standard materials prior to the measurements of the Ni–Al alloys. An approximately 10 mg Ni–Al sample in an alumina crucible was set in the DSC system together with an empty alumina crucible as a reference. A Zr ring was placed near the sample to prevent oxidation of the sample during the measurement. After evacuation of the DSC chamber, the chamber was filled with purified Ar gas produced by a purifier (PuriFilter, MATHESON) until normal pressure was attained. The sample and reference were heated at a heating rate of 10 K min−1. The DSC curves were obtained twice for each sample, and the liquidus temperature was determined as their mean value. We evaluated the liquidus temperatures of the Ni–Al alloys from the DSC curve obtained during the heating process, because liquid Ni–Al alloys exhibit supercooling during the cooling process.
The densities of the liquid Ni–Al alloys were measured using the apparatus called PROSPECT developed in our group [16,17,18,19,20,21,22]. A schematic diagram of PROSPECT designed for density measurements is given in Ref. [1]. The sample was placed on a sample holder made from sintered BN, and the vacuum chamber was then evacuated to 10−2 Pa using a turbo molecular pump coupled with a rotary pump. After evacuation, the vacuum chamber was filled with Ar–5 vol% H2 and He gases. These gases were purified by a deoxidation column containing heated metallic Mg as an oxygen getter. Before levitation of the sample, the metallic Ti film was heated to remove the residual oxygen in the chamber. These procedures are effective to prevent oxidation of the Ni–Al sample, especially for high Al content samples. The effect of oxygen on the properties of liquid alloys has been investigated in detail [23]. In a previous study of density measurement of liquid Ni–Al using the large drop method, Zr foil was used to reduce the oxygen content in the surrounding Ar–5 mol% H2 atmosphere [4]. After heating the Ti film, radio-frequency current from 160 to 500 A was applied to the levitation coil to levitate and heat the sample. Surface oscillation and translational motion of the levitated sample were suppressed by applying a vertical static magnetic field of 4 T. Temperature control was performed by laser irradiation and exposing the droplet to a laminar flow of He gas. The temperature of the sample was determined using a single-color pyrometer. The temperature data were calibrated by the liquidus temperatures given in Table 1.
To eliminate the effect of static deformation of the droplet along the vertical axis caused by gravity, the volume of the droplet was evaluated using images taken in the horizontal direction. A yttrium aluminum garnet laser was used for back illumination to obtain the sharp edge of the droplet, and images of the droplet shadow were then obtained with a high-speed camera. The sample images were observed for 6 s per measurement at a frame rate of 500 Hz, so 3000 images were obtained per measurement. The radius from the center of mass of the droplet to the averaged edge r was fitted by a series of Legendre polynomials of order five:
The sample volume was calculated using the following equation assuming that the sample shape has a rotationally symmetrical shape around the vertical axis:
The mass of the sample was measured before and after levitation to confirm the volume change caused by evaporation of the sample. An image of a 6.346 mm diameter calibration sphere made from stainless steel was taken to calibrate the real volume of the droplet in pixels. To evaluate the uncertainty caused by the difference of the levitation position of the sample, images of the calibration spheres set at three different positions in the levitation coil were obtained.
3 Results
As an example, the DSC curve of 90 mol% Ni–Al during the heating process is shown in Fig. 1. The liquidus temperature was determined as the intersection of the baseline and the extended straight line at the point with the largest slope in the increasing DSC curve. The DSC curve of the heating process was obtained twice for each alloy. For all of the samples, the differences between the liquidus temperatures determined from the two heating process are less than 3.2 K.

DSC curve of the 90 mol% Ni–Al alloy during the heating process. The dashed lines are the baseline and the extended straight line at the point with the largest slope in the increasing DSC curve
The liquidus temperatures of Ni–Al alloys with high Ni content (60–100 mol%) are shown in Fig. 2. The literature data are also shown in Fig. 2. The present data agree well with the data reported by Bremer et al. [12] and Hillpert et al. [13]. The liquidus temperatures of the Ni–Al alloys are summarized in Table 1, which were used for pyrometer calibration. The liquidus temperatures of Ni–Al alloys with low Ni content are taken from Ref. [15].

Liquidus temperatures of the Ni–Al alloys
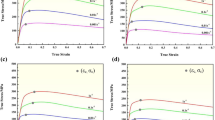
The temperature dependence of the densities of the liquid Ni–Al alloys is shown in Fig. 3. For all of the compositions, the density is a linear function of temperature. The temperature coefficients and density values at the liquidus temperatures are summarized in Table 1. The composition dependence of the densities of the liquid Ni–Al alloys at 1873 K is shown in Fig. 4. For 30 mol% Ni–Al, 10 mol% Ni–Al, and pure Al, the densities at 1873 K were obtained by extrapolation of the linear fitting functions given in Table 1. The densities of the Ni–Al alloys reported by Mukai et al. [2], Fang et al. [3], Giuranno et al. [4], and Plevachuk et al. [5], and the densities of pure Ni and Al reported by Brillo et al. [6] are also given in Fig. 4.

Temperature dependence of the densities of the liquid Ni–Al alloys. The vertical solid lines indicate the liquidus or melting temperature

Composition dependence of the density of the liquid Ni–Al alloys at 1873 K
4 Discussion
4.1 Uncertainty analysis
Based on the Guide to the Expression of Uncertainty in Measurement [24], we evaluated the uncertainty of the Ni–Al density measurements. The uncertainty of the present density measurements is as follows:
where u(ρ) is the combined standard uncertainty in the density measurement, and u(m) and u(V) are the uncertainties of the mass and volume of the sample, respectively. As an example, the uncertainty analysis for pure Ni at 1743 K is given in Table 2. u1(m) and u2(m) are the uncertainties in the mass caused by sample evaporation and the accuracy of the balance, respectively. u3(V) is the uncertainty in the volume caused by the accuracy of the micrometer used for diameter measurement of the calibration spheres. u3(r) in Table 2 corresponds to the accuracy of the micrometer. u3(V) can then be expressed as
u4(V) is the uncertainty corresponding to the standard deviation in the volume obtained from 3000 images. u5(V) is the uncertainty in the volume caused by conversion from pixels to the real length. u5(r) in Table 2 corresponds to the standard deviation in the conversion factor evaluated from images of the calibration spheres at three different position in the levitation coil. Table 2 indicates that u4(V) is the main uncertainty in the density measurements. For all of the plots in Fig. 3, the expanded uncertainty U = 2u(ρ) ranges from 0.5 to 1.9%.
4.2 Excess volume of the Ni–Al alloy
To discuss the composition dependence of the density, we calculated the molar volumes of the Ni–Al alloys at 1873 K. The composition dependence of the molar volume of the Ni–Al alloys is shown in Fig. 5. The dashed line in Fig. 5 shows the molar volume calculated by the ideal solution model. The excess volume is defined as

Composition dependence of the molar volume of the liquid Ni–Al alloys at 1873 K
where VE, V and Videal are the excess volume, molar volume of the sample, and molar volume calculated by the ideal solution model, respectively. xNi and xAl are the mole fractions of Ni and Al, and mNi and mAl are the molar masses of Ni and Al, respectively. The composition dependence of the excess volume of the Ni–Al alloys at 1873 K is shown in Fig. 6. The excess volumes of the Ni–Al alloys calculated from the density data reported by Mukai et al. [2], Fang et al. [3], Giuranno et al. [4], and Plevachuk et al. [5] are also shown in Fig. 6. In the calculation, the molar volume of the ideal solution was calculated using the pure Ni and Al densities measured in the present study, because there are no data for pure Ni and Al in Refs. [4] and [5] and no data for pure Al in Refs. [2] and [3]. The present data covers the whole range of the alloy composition with smaller dispersion than the data reported by Plevachuk et al. [5]. This indicates the advantages of the PROSPECT apparatus for high reactivity metals, such as Al, by suppressing sample oscillation under a static magnetic field. In the high Ni content region, the present data are in good agreement with the data obtained by the sessile drop method and pycnometric method [2, 3]. Moreover, in the low Ni content region, the present data are in good agreement with the data obtained by the large drop method [4].

Composition dependence of the excess volume of the liquid Ni–Al alloys at 1873 K
As shown in Fig. 6, the excess volume of the Ni–Al alloys has a minimum value at approximated 50 mol% Ni. Ni–Al is categorized as a system with strong interactions. Egry et al. [25, 26] proposed a compound formation model for the surface tension of binary melts. This model was constructed as modification of the ideal solution model. In this model, local segregation caused by the strong interactions between different atoms in the binary liquid alloy is taken into account. For the Ni–Al system, the model considering segregation originating from the NiAl compound with the highest melting temperature among the Ni–Al alloys fits the experimental results well [25,26,27]. This indicates that the local segregation originating from the NiAl compound also affects the composition dependence of the molar volume.
The local structures of some Al-rich Ni–Al alloys have been investigated by diffraction experiments or computational simulations [28,29,30]. The results indicate that the position of the local maximum of the first peak of the partial pair distribution function between Ni and Al is smaller than the position between Ni and Ni, and between Al and Al. The composition dependence of the total and partial coordination numbers are given in Ref. [31]. The weighted mean ratio of the differential coordination to the total coordination is highest at 50 mol% Ni–Al. This result corresponds to the above-described compound formation model applied to the Ni–Al system. As a result, it is considered that the excess volume is lowest for 50 mol% Ni–Al.
Figures 7 and 8 show the composition dependence of the enthalpy of mixing and excess Gibbs energy reported in various studies, respectively. Both the enthalpy of mixing and excess Gibbs energy are lowest at approximately 50 mol% Ni, similar to the excess volume (Fig. 6). Watanabe et al. [1] summarized the correlation between the excess volume and the thermodynamic functions for 16 binary alloys using the values at 0.5 mol fraction. These data exist in positively correlated bands in both the correlations between the excess volume and the enthalpy of mixing and between the excess volume and the excess Gibbs energy. As mentioned above, the Ni–Al system has a large negative excess volume with large negative enthalpy of mixing and excess Gibbs energy. Thus, the Ni–Al system follows the trend reported by Watanabe et al. [1].

Composition dependence of the enthalpy of mixing of the liquid Ni–Al alloys

Composition dependence of the excess Gibbs energy of the liquid Ni–Al alloys
5 Conclusions
Ni–Al alloys are good candidates for the turbine blade materials of the high-efficiency gas turbines used in thermal power plants and aircraft. We have accurately measured the densities of liquid Ni–Al alloys over the entire composition range using EML with a static magnetic field. For all of the compositions, the densities are linear functions of temperature. The excess volume of the liquid Ni–Al alloys is lowest at approximately 50 mol% Ni. The enthalpy of mixing and excess Gibbs energy of the liquid Ni–Al alloys show similar composition dependence to the excess volume. The Ni–Al system has a large negative excess volume with large negative enthalpy of mixing and excess Gibbs energy.
References
Watanabe M, Adachi M, Fukuyama H (2016) Densities of Fe–Ni melts and thermodynamic correlations. J Mater Sci 51:3303–3310
Mukai K, Fang L, Zushu Li, Xiao F (2004) Measurement of the density of binary Ni-X (X = Co, W, Ta, Al) alloys. Mater Trans 45:1754–1763
Fang L, Zhang SF, Xiao F, Yang RH, Mukai K (2010) Measurement and analysis of liquid density of Ni–Al binary alloys. J Alloys Compd 493:465–470
Giuranno D, Tuissi A, Novakovic R, Ricci E (2010) Surface tension and density of Al-Ni alloys. J Chem Eng Data 55:3024–3028
Plevachuk Y, Egry I, Brillo J, Holland-Moritz D, Kavan I (2007) Density and atomic volume in liquid Al–Fe and Al–Ni binary alloys. Int J Mater Res 98:107–111
Brillo J, Egry I (2011) Density of multicomponent melts measured by electromagnetic levitation. Jpn J Appl Phys 50:11RD02
Watanabe M, Adachi M, Morishita T, Higuchi K, Kobatake H, Fukuyama H (2007) Does supercooled Si have a density maximum? Faraday Discuss 136:279–286
Adachi M, Aoyagi T, Mizuno A, Watanabe M, Kobatake H, Fukuyama H (2008) Precise density measurements for electromagnetically levitated liquid combined with surface oscillation analysis. Int J Thermophys 29:2006–2014
Mizuno A, Kawauchi H, Tanno M, Murai K, Kobatake H, Fukuyama H, Tsukada T, Watanabe M (2014) Concentration dependence of molar volume of binary Si alloys in liquid state. ISIJ Int 54:2120–2124
Alexander WO, Vaughan NB (1937) The constitution of the nickel–aluminum system. J Inst Metals 61:247–263
Schramm VJ (1941) Das binaere teilsystem nickel–NiAl. Z Metallkd 33:347–355
Bremer FJ, Beyss M, Karthaus E, Hellwig A, Schober T, Welter JM (1988) Experimental analysis of the Ni–Al phase diagram. J Cryst Growth 87:185–192
Hillpert K, Kobertz D, Venugopal V, Miller M, Gerads H, Bremer FJ, Nickel H (1987) Phase diagram studies on the Al–Ni system, Z. Naturforsch A 42:1327–1332
Ansara I, Dupin N, Lukas H, Sundman B (1997) Thermodynamic assessment of the Al–Ni system. J Alloys Compd 247:20–30
Okamoto H (2004) Al–Ni (aluminum–nickel). J Phase Equilibria Diffus 25:394
Fukuyama H, Kobatake H, Takahashi K, Minato I, Tsukada T, Awaji S (2007) Development of modulated laser calorimetry using a solid platinum sphere as a reference. Meas Sci Technol 18:2059–2066
Kobatake H, Fukuyama H, Minato I, Tsukada T, Awaji S (2008) Noncontact modulated laser calorimetry of liquid silicon in a static magnetic field. J Appl Phys 104:054901–1–054901–8
Fukuyama H, Takahashi K, Sakashita S, Kobatake H, Tsukada T, Awaji S (2009) Noncontact modulated laser calorimetry for liquid austenitic stainless steel in dc magnetic field. ISIJ Int 49:1436–1442
Kobatake H, Fukuyama H, Tsukada T, Awaji S (2010) Noncontact modulated laser calorimetry in a dc magnetic field for stable and supercooled liquid silicon. Meas Sci Technol 21:025901–1–025901–9
Kobatake H, Khosroabadi H, Fukuyama H (2011) Normal spectral emissivity of stable and undercooled liquid silicon using electromagnetic levitation in a dc magnetic field. Meas Sci Technol 22:015102–1–015102–7
Sugie K, Kobatake H, Uchikoshi M, Isshiki M, Sugioka K, Tsukada T, Fukuyama H (2011) Noncontact laser modulation calorimetry for high purity liquid iron. Jpn J Appl Phys 50:11RD04-1–11RD04-16
Kobatake H, Khosroabadi H, Fukuyama H (2012) Normal spectral emissivity measurement of liquid iron and nickel using electromagnetic levitation in direct current magnetic field. Metall Mater Trans A 43:2466–2472
Egry I, Ricci E, Novakovic R, Ozawa S (2010) Surface tension of liquid metals and alloys—recent developments. Adv Colloid Interface Sci 159:198–212
JCGM 100 (2008) Evaluation of measurement data - Guide to the expression of uncertainty in measurement
Egry I (2004) Surface tension of compound forming liquid binary alloys: a simple model. J Mater Sci 39:6365–6366
Egry I (2005) The surface tension of binary alloys: simple models for complex phenomena. Int J Thermophys 26:931–939
Egry I, Brillo J, Holland-Moritz D, Plevachuk Y (2008) The surface tension of liquid aluminium-based alloys. Mater Sci Eng A 495:14–18
Brillo J, Bytchkov A, Egry I, Hennet L, Mathiak G, Pozdnyakova I, Price DL, Thiaudiere D, Zanghi D (2006) Local structure in liquid binary Al–Cu and Al–Ni alloys. J Non-Cryst Solids 352:4008–4012
Egry I, Hennet L, Kehr M, Mathiak G, Panfilis SD, Pozdnyakova I, Zanghi D (2008) Chemical short-range order in liquid Al–Ni alloys. J Chem Phys 129:064508–1–064508–5
Jakse N, Pasturel A (2015) Correlation between dynamic slowing down and local icosahedral ordering in undercooled liquid Al80Ni20 alloy. J Chem Phys 143:084508–1–084508–10
Jakse N, Pasturel A (2015) Relationship between structure and dynamics in liquid Al1−xNix alloys. J Chem Phys 143:084504–1–084504–8
Acknowledgements
This work was supported by the Japan Society for the Promotion of Science (JSPS) KAKENHI (Grant Number 26249113).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Adachi, M., Sato, A., Hamaya, S. et al. Containerless measurements of the liquid-state density of Ni–Al alloys for use as turbine blade materials. SN Appl. Sci. 1, 18 (2019). https://doi.org/10.1007/s42452-018-0023-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-018-0023-x