
Abstract
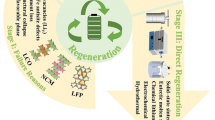
The explosive growth and widespread applications of lithium-ion batteries in energy storage, transportation and portable devices have raised significant concerns about the availability of raw materials. The quantity of spent lithium-ion batteries increases as more and more electronic devices depend on them, increasing the risk of environmental pollution. Recycling valuable metals in these used batteries is an efficient strategy to solve the shortage of raw materials and reduce environmental pollution risks. Pyrometallurgy, hydrometallurgy and direct repair have been extensively studied to achieve these goals. The latter is considered an ideal recycling method (for lithium-ion cathode materials) due to its low cost, energy consumption, short duration and environmental friendliness, and it is nondestructive towards the cathode material itself. However, the direct repair is still in its earlier development stages, and a series of challenges must be tackled to succeed in commerce. This work summarizes the process, its effect and the mechanism of different direct repair methods. Moreover, the energy consumption, greenhouse gas emissions, costs and benefits of different methods will be discussed from economic and environmental perspectives. Feasible strategies are also proposed to address existing challenges, providing an insightful overview of the direct reparation of spent lithium-ion cathode materials.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The number of waste lithium-ion batteries has increased rapidly as well as their use in the field of transportation, energy storage and portable equipment, which has aroused concerns about environmental pollution and metal resources [1,2,3,4,5,6,7,8,9]. Research indicates [10] that lithium-ion battery-related waste will exceed 11 million t from 2017 to 2030. The cathode materials used in lithium-ion batteries contain many heavy metals, such as Ni, Co and Mn [11,12,13]. Thus, treating it as ordinary waste will cause severe soil and water pollution [14,15,16]. In addition, Ni, Co and Mn resources are rare, rendering it difficult to meet the needs of lithium battery manufacturing [17]. Consequently, the lithium-ion battery-related industry will face severe resource shortages by 2050, resulting in high prices. A relevant example is the case of electric cars, with 11 million electric vehicles expected to be sold by 2025 and 20 million by 2030 [18]. The lithium-ion batteries used in these electric vehicles will last only 5–10 years, generating considerable numbers of retired batteries [10, 19, 20]. The number of global spent lithium-ion batteries reached 47.8 GWh (approximately 262 000 t) in 2019 and is expected to reach 314 GWh by 2030, indicating an average annual growth rate of 18.8% [21]. Recycling the metals that are used in the cathodes of spent lithium batteries can substantially ease the resource shortage and decrease the price of electric vehicles, for which lithium-ion batteries account for more than 20% of the total cost [22].
The cathode materials in spent lithium-ion batteries can be divided into three categories [23]. Spinel-type LiMn2O4 (150 mAh g−1) is characterized by low cost and poor stability [24]. The cubic spinel crystal structure of LiMn2O4 changes with temperature [25], changing to form a tetragonal crystal structure as the temperature changes from room temperature to 280 K and to an orthorhombic phase when the temperature decreases to 230 K. The electrochemical degradation mechanism of LiMn2O4 includes phase transition from cubic spinel to tetragonal rock-salt structure due to the nonequilibrium lithiation and loss of constituent elements (Li and Mn) [26]. The second is polyanionic LiFePO4, which has good cycle stability but low energy density (170 mAh g−1) [27]. LiFePO4 comprises a orthorhombic lattice structure (a = 10.33 Å, b = 6.01 Å and c = 4.69 Å) in the space group Pnma and consists of corner-shared FeO6 octahedra and edge-shared LiO6 octahedra that run parallel to the b-axis, which are linked together by the PO4 tetrahedra [28]. The decay mechanism of LiFePO4 includes the loss of Li/Fe due to the occurrence of side reactions and the formation of Fe-Li antisite defects [23]. The third is layered metal oxide NCM (LiNixCoyMnz, x + y + z = 1) [29]. It has good low-temperature performance and has the highest energy density (280 mAh g−1) among the three types of cathode materials. NCM consists of a cubic closed oxygen layer with Li and transition metals (TM) along the [001] hexagonal direction [30]. The resulting structure is rhombohedral with a space group of R\(\overline{3 }\)m, and the layers filled by TM cations form the TMO2 sheets consisting of edge-sharing TMO6 octahedra [30]. The degradation of NCM can be attributed to the loss of Li and transition metals, the Li–Ni cation disorder, oxygen release and the formation of microcracks. In order to avoid material damage to the separator, three types of cathode materials are widely used in the field of batteries with spherical particles.
The currently available recycling methods for cathode materials include pyrometallurgy, biometallurgy, hydrometallurgy and direct repair [11, 14, 19, 31,32,33]. The pyrometallurgical recovery of valuable metals usually requires high-temperature smelting (above 1 700 °C) [34], while the final product is an alloy of Ni, Co, Cu and Fe. The metals in this alloy need to be separated and recovered via hydrometallurgy. Pyrometallurgical treatment of spent lithium-ion batteries does not require pretreatment (battery dismantling, crushing and separation processes). However, the high temperature required consumes high amounts of energy and produces many harmful gases (such as HF, SO2, H2S and HCN), seriously polluting the atmosphere. Compared with pyrometallurgy, biometallurgy is more environmentally friendly [35,36,37,38,39,40]. During the process, the cathode material is decomposed by microorganisms under mild and safe conditions [39]. Water and inorganic compounds are used as the immersion medium and the energy source, respectively [41,42,43,44]. Biometallurgy has a good recovery rate for low-concentration metal ions [45,46,47,48,49]. However, the low efficiency and the long decomposition cycle of the cathode severely limit its commercial application [50,51,52,53]. Hydrometallurgy has higher efficiency. It is widely used in the recycling and reuse of cathode materials [1, 54,55,56,57]. The process includes leaching, impurity removal and the recovery of valuable metals and sometimes involves regeneration of the cathode precursors [58,59,60,61,62]. However, the process is time-consuming; concentrated acids and hydrogen peroxide are required during leaching [63,64,65,66,67], which is costly and unfriendly to the environment. Moreover, preparing a new cathode via this method requires a lot of energy [67, 68].
Direct repair has substantial advantages compared to the previously listed approaches, such as short duration, low cost and environmental friendliness [13, 69,70,71,72,73]. Direct repair means regaining the electrochemical performance (e.g. high reversible capacity, good cycle performance) of a spent cathode by supplementing the missing elements via high-temperature crystal reconstruction [74,75,76,77]. The repaired cathode material can be used again in the preparation of new batteries. Research has proven that the direct repair of the cathode material can lead to a reactivated cathode [23, 78, 79], which can be used again in a new Li-ion battery. Currently, the methods widely used in direct repair include solid-state sintering, molten salt-based approaches, hydrothermal crystallization, electrochemical recovery, etc. [80]. For example, Shi et al. [20] repaired spent cathode materials through the hydrothermal method. Performance of the repaired LiNi1/3Co1/3Mn1/3O2 (NCM111) cathode material increased from 98.4 to 123.8 mAh g−1. Han et al. [81] recovered the capacity of LiNi0.5Co0.2Mn0.3O2 (NCM523) cathode material from 10 to 140 mAh g−1, and the capacity retention reached 97% after 50 cycles. Huang et al. [82] restored the repaired LiNi0.6Co0.2Mn0.2O2 (NCM622) cathode material to a capacity of 155.1 mAh g−1 at 1 C, and the capacity retention rate reached 94.3% after 240 cycles. The examples above emphasize the potential of the method to assure the recovery of significant electrode performance indicators.
Direct repair is still not well documented. Currently, most review papers focus on the recovery of valuable metals by hydrometallurgy. Although they have a small amount of content dealing with direct repair, they do not systematically summarize the mechanisms of different direct repair methods and economic and environmental evaluations. So, this paper analyzed the direct repair methods in detail, evaluated their energy consumption, greenhouse gas (GHG) emissions, costs and benefits from economic and environmental perspectives and emphasized the current and future challenges and their corresponding solutions. This review is expected to serve as a foundation for further improving the electrochemical performance of repaired cathode materials.
2 Direct Repair of Cathode Materials for Power Lithium Batteries
2.1 Pretreatment for Direct Repair
Cathode materials for power lithium batteries usually require pretreatment before direct repair, which includes discharge, disassembly and separation of the spent cathode materials (Fig. 1a). Since direct repair is based on the structure of the original cathode material, the pretreatment process needs to avoid any damage to its crystal structure.

Copyright © 2020, Elsevier. Reproduced with permissions from Ref. [21]. Copyright © 2023, Elsevier. b Discharging efficiency of batteries in NaCl. Reproduced with permissions from Ref. [87]. The expression “wt%” is the abbreviation of “weight percentage”. Copyright © 2016, Elsevier. c The rate of residual electricity in NaCl, KCl, NaNO3, MgSO4, MnSO4. Reproduced with permissions from Ref. [84]. Copyright © 2021, Elsevier. d The residual voltage in the NaCl, MnSO4, FeSO4 solutions and the physical methods. Reproduced with permissions from Ref. [84]. Copyright © 2021, Elsevier. e The batteries corrosion in NaCl, KCl, NaNO3, MnSO4, MgSO4 and FeSO4. Reproduced with permissions from Ref. [85]. Copyright © 2020, Elsevier. Reproduced with permissions from Ref. [86]. Copyright © 2020, Elsevier
a Pretreatment from dismantling to obtaining spent batteries. Reproduced with permissions from Ref. [18].
To ensure safety during the crushing process, spent lithium-ion batteries (originating from various sources) must be placed in a NaCl solution (which can be reused/recycled) for discharge [83]. Different NaCl concentrations lead to different discharge efficiencies (Fig. 1b). In a 10% NaCl solution, it only takes 10 min to discharge a battery to 0.5 V. A more diluted or concentrated NaCl will not lead to higher discharge efficiency; hence 10% is the optimal concentration [84]. Additionally, compared with 0, 1%, 5% and 20% NaCl concentrations, the Li and Co extraction is the most efficient in a 10% NaCl solution.
However, corrosion can easily occur when using NaCl solution for discharge due to the generation of Cl2, which can corrode the tabs of a battery pack, resulting in incomplete discharge/battery leakage. When the discharge is finished, the NaCl solution contains high levels of Na, Al and Fe, medium levels of Co, Li, Cu, Ca and Zn and low levels of Mn, K and Mg [84]. The loss of Li, Co and Mn can lead to further damage to the structure of spent cathode materials. Simultaneously, Fe and Al impurities will also enter the spent cathode material, which is not conducive to subsequent direct repair. When the concentration of NaCl was reduced to 1%, the corrosion phenomenon was significantly weakened and there was no cell leakage. But the discharge time increased sharply to 70 min. Therefore, when using NaCl solution for discharge, it is necessary to balance the discharge efficiency, the structural damage of cathode materials and the risk of corrosion. To avoid this, other salts (Na2SO4, FeSO4, MgSO4, MnSO4, ZnSO4 and NaNO3) can be applied to the battery discharge process [85].
The discharge efficiency of spent lithium-ion batteries in Na2SO4, FeSO4, MnSO4 and ZnSO4 solutions is lower than that in NaCl when 0.5 V is set as the target discharge voltage (Fig. 1c–d). Discharging the batteries in NaNO3 and MgSO4 solutions, corrosion will also occur [84]. However, when the discharge target voltage is set to 1 V, the efficiency of the process in FeSO4 is similar to that in NaCl [86], resulting in less corrosion. The leakage of the battery can also be inhibited in FeSO4 (Fig. 1e), reducing the loss of valuable metals into the salt solution. Therefore, FeSO4 is considered to be the best salt solution for discharging.
A battery is built (Fig. 2a) using several key elements: a positive and negative electrode, a separator and an electrolyte [88]. Consequently, the battery must undergo further disassembly to carefully separate the active material after the discharge process. This can be done using manual or intelligent (automatized) disassembly. Since the organic compounds in the electrolyte are poisonous, the manual dismantling process must be carried out under well-protected and ventilated conditions. Manual disassembly can accurately separate the abovementioned key elements, thus being the primary disassembly process for spent lithium-ion batteries [89]. Intelligent dismantling is dominantly used to separate the electrodes and separators of soft-pack batteries, while its applicability is limited in other cases.

Copyright © 2022, by the authors. b Crushing techniques: shredder, hammer mill and granulator. Reproduced with permissions from Ref. [100]. Copyright © 2022, Elsevier. c Heat distribution at the beginning and after 20 s of crushing. Reproduced with permissions from Ref. [84]. Copyright © 2021, Elsevier. d Separation techniques: sieving/particle size separation, magnetic separation, electrostatic separation, eddy current separation, density separation and froth flotation. Reproduced with permissions from Ref. [100]. Copyright © 2022, Elsevier
a Composition of different spent cathode materials. Reproduced with permissions from Ref. [88].
The disassembled positive electrode needs to be separated from the cathode material and the current collector by mechanical or solvothermal means, using a lye solution, molten salt or via heat treatment [84, 95] (Table 1). The mechanical separation of the cathode material and Al foil is divided into three stages: crushing, ball milling and sorting.
The crushing techniques include shredder, hammer mill and granulator (Fig. 2b). The crushing is carried out twice in an inert atmosphere until the final particle size is below 5 mm. During the procedure, water can be introduced to prevent the cathode material and the conductive agent from escaping in the form of dust. Moreover, the water protects the surface of the cathode material, and it can absorb the heat generated during the crushing process (Fig. 2c).
After crushing, the cathode material, conductive agent and aluminum foil are usually separated by further ball milling and screening (Fig. 2d). The ball-milled product is then subjected to flotation, gravitational, magnetic or electrostatic separation to carefully separate the three components mentioned above (Fig. 2d). The positive electrode material usually contains a polyvinylidene (PVDF)-based binder, which needs to be removed by heat treatment or dissolution before the direct repair process.
The solvothermal separation of the cathode material and current collector is achieved by dissolving the PVDF-based binder in organic solvents. The solubility of PVDF in N-methylpyrrolidone (NMP) reaches 200 g kg−1 at 100 °C; thus, the cathode material can be separated from the aluminum foil in 30 min. NMP is cheaper than dimethylacetamide (DMAC), N,N-dimethylformamide (DMF), dimethyl sulfoxide-d6 (DMSO) and ethanol, which are also frequently used to separate cathode materials from aluminum foil [96,97,98,99]. However, the solubility of PVDF in the latter solvents is much lower than that in NMP (e.g. the solubility of PVDF in DMAC is only 10% of that in NMP). Therefore, a more considerable amount is needed from these solvents, associated with a longer dissolution time.
The lye dissolution method uses a 10% sodium hydroxide solution to dissolve the aluminum foil at room temperature (98% of Al-foil dissolved in 5 h). During the process, a small amount of valuable metals from the positive electrode material will also enter the solution. At the same time, binders and conductive carbon black can still be found on the surface of the electrode material. Molten salts are used to melt the PVDF. In its molten form, it does not act as a binder so it can be removed [93]. The aluminum foil separation efficiency of the process is over 99%, with almost no loss of cathode material. The product, however, still needs further treatment to remove conductive carbon black.
The heat treatment method requires that cathode material is put into a muffle furnace to sinter and decompose PVDF at high temperatures. The target temperature needs to be above 500 °C because PVDF's decomposition starts between 400 and 500 °C. In the process, the reducibility of aluminum foil at high temperatures will initiate the transformation of the cathode material into low-valent oxides. In addition, the heat treatment process cannot completely remove F, and the residual F leads to the lower capacity of the repaired cathode materials.
In general, from the perspective of direct repair, the solvothermal method is the best approach because no additional binder removal is required and the mild dissolution temperature does not affect the structure of the cathode material, which is beneficial to the direct repair process. However, solvothermal generation produces a large amount of waste solvents and the recycling of solvents remains a challenge.
2.2 Solid-State Sintering Repair
The mechanical activation, re-sintering temperature and amount of lithium supplementation play a vital role in the repair efficiency of solid-state sintering. Solid-state sintering repair includes mechanochemical activation and a re-sintering process (Fig. 3a).

Copyright © 2019, Elsevier. b The mechanism of the removal of microcracks. Reproduced with permissions from Ref. [82]. Copyright © 2022, The Royal Society of Chemistry. c Morphology of NCM111 before repair, d morphology of NCM111 after repair, e XRD patterns of NCM111 after repair, f diffusion rates of Li in NCM111 before and after ball milling, g cycle performance at 0.2 C, h rate performance. Reproduced with permissions from Ref. [80]. Copyright © 2019, Elsevier
a Flow chart of mechanochemical activation via the re-sintering process. Reproduced with permissions from Ref. [80].
2.2.1 Mechanochemical Activation
The particle size reduction via ball milling can shorten the diffusion path of lithium ions while exposing new electrochemically active sites on the cathode material [101,102,103,104,105]. During ball milling, the spent NCM is broken along the cracks to form smaller polycrystalline particles or single crystals [82] (Fig. 3b). This formation of smaller polycrystalline particles will eliminate the microcracks of spent NCM, avoiding corrosion inside materials via the electrolyte [82]. The crystallographic plane of (006)/(102) and (108)/(110) can both predict the layered structure of NCM and LiCoO2 [106, 107]. According to the literature [106], due to the disappearance of the layered structure, both the (006)/(102) and the (108)/(110) doublets will disappear. When the (006)/(102) and the (108)/(110) doublets appear, it means the recovery of layered structure [108]. In other words, the well-split (006) and (102) peaks indicate their highly ordered layered structure [107]. After mechanical activation, the re-sintering process can effectively remove organic matter on the surface (Fig. 3c–d) and repair the layered structure of the spent cathode material (Fig. 3e), and the rock-salt structure caused by the irreversible phase transition disappeared [109].
Mechanochemical activation shortens the diffusion path of Li+, which is beneficial to the intercalation and extraction of this species [110] (Fig. 3f), responsible for improving the cycle and rate performance of repaired cathode materials (Fig. 3g–h). The spent NCM111 cathode material can possess an 80% capacity retention rate after 100 cycles at 0.2 C following mechanochemical activation [80]. LiFePO4 cathode materials can also be repaired by using this procedure [111]. The restored material has an initial discharge capacity of 147.3 mAh g−1 after high-energy ball milling and sintering at 650 °C, while the Coulomb efficiency reaches 92.96%. After 100 cycles, it still has a discharge capacity of 140.4 mAh g−1, and the capacity retention rate reaches 95.32%.
2.2.2 Re-Sintering Temperature
A too-high or low temperature is not efficient in the repair procedure. For the direct repair of the LiNixCoyMnzO2 (NCM) battery series, 800–950 °C is used [112]. Spent NCM523 repaired at 950 °C has minimal cation mixing. However, when the temperature is higher or lower than 950 °C, the repaired materials exhibit severer cation mixing phenomena and reduced capacity. The lattice parameters of spent NCM523 can be restored nearly to their original value (changes in the a and c values indicate Li+ crystal lattice incorporation). In addition, the rock-salt structure can be removed at the mentioned sintering temperature and the original layered structure restored (Fig. 4a–f). After 12 h of ball milling and sintering at 950 °C, the lithium-ion diffusion coefficient \(D_{\text{Li}^{+}}\) of the repaired cathode (NCM523) can reach 1.13 × 10−9 cm2 s−1, which is better than 8.11 × 10−12 cm2 s−1 of commercial NCM523 [81]. At 1 C, the repaired NCM523 has a specific capacity of 114 mAh g−1 (50 cycles with a retention rate of 84%) (Fig. 4g), which is close to the 120 mAh g−1 value of commercial NCM523 (a capacity retention rate of 82%). However, the initial Coulombic efficiency of repaired NCM523 is lower than that of commercial NCM523, which may be due to impurities. The cathode material of an NCM111 battery showed excellent performance after sintering at 800 °C [80], when the (006)/(102) and (108)/(110) ratios were the largest. When the temperature decreased to 700 °C, the ratios mentioned above decreased, indicating that 800 °C should be applied for NCM111 to restore the crystal structure. At 800 °C, the smallest electron transfer resistance of 93.9 Ω was recorded due to the high crystallinity, while the electron transfer resistance values of NCM111 repaired at 600, 700, 900 and 1 000 °C were 322.1, 171.7, 145.3 and 245.4 Ω. This means that the crystal structure of NCM111 is not fully recovered at 600 and 700 °C, while at 900 and 1 000 °C the cathode material started to decompose.

Copyright © 2018, Elsevier. h Sintering temperature of different cathode materials. Structure of LiFePO4: i perspective view, j Fe3+ near Li vacancies, k interatomic distances and l structural distortion diagram. Reproduced with permissions from Ref. [116]. Copyright © 2008, Macmillan Publishers Limited. m XRD patterns of spent LiFePO4, n tap density of repaired LiFePO4 at different temperatures and o rate performance of repaired LiFePO4. 1 Å = 1 × 10−10 m. Reproduced with permissions from Ref. [117]. Copyright © 2016, The Royal Society of Chemistry
SEM of a and b repaired NCM523, c and d spent NCM523 and e and f commercial NCM523, g cycle performance at 0.1 C. Reproduced with permissions from Ref. [112].
The c/a lattice parameter ratio is an indicator for evaluating the layered structure in spent NCM and LiCoO2. When this value exceeds 4.9, a high-quality layered structure is formed in NCM and LiCoO2 [113]. The c/a value for the used cathode material was less than 4.9, indicating a damaged structure. When the spent NCM111 cathode material was repaired at 800 °C, a higher value than 4.9 was observed, meaning a recovered layered structure. Moreover, the Ni2+ content in the spent NCM111 after high-temperature re-sintering at 800 °C is reduced, meaning that the cation mixing phenomenon is weakened, which is beneficial to improving the discharge capacity. Zhan et al. [114] found that re-sintering NCM111 at 800 °C had the best capacity recovery, but by doing this at 600 °C, NCM111 had better cycling performance.
Compared with NCM111 cathode materials, LiCoO2 cathode requires a higher sintering temperature following ball milling to repair the layered structure (Fig. 4h). Hehe et al. [115] compared the structure and capacity recovery of spent LiCoO2 cathode materials repaired at different temperatures (800, 850, 900 and 950 °C). When 900 °C is applied during repair, the product is the closest in morphology and structure to commercial LiCoO2, and the capacity can reach up to 152.4 mAh g−1. Temperatures higher or lower than 900 °C did not lead to the efficient repair of spent LiCoO2 cathodes, emphasizing again the importance of the temperature in the repair process.
Repairing spent LiFePO4 cathodes requires a lower temperature compared to LiCoO2 [118]. Chen et al. [117] discovered that LiFePO4 cathodes decompose into FePO4, Fe2O3, P2O5 and Li3PO4 (with the Fe2+ content decreasing and the Fe3+ content increasing), resulting in structural distortion (Fig. 4i–m). The density of spent LiFePO4 decreases (Fig. 4n) and the electrochemical performance deteriorates. However, LiFePO4 cathode material can recover its capacity after ball milling and high-temperature sintering. When the repair temperature increased from 150 to 350 °C, the X-ray diffraction peaks of FePO4, Fe2O3, P2O5 and Li3PO4 gradually weakened, the density increased, and new LiFePO4 was gradually formed (Fig. 4m). However, it still showed low crystallinity, poor electrical conductivity and severe polarization, resulting in insufficient capacity. The repaired LiFePO4 cathode material had only a first discharge capacity of 38 mAh g−1. However, applying a repair temperature of 600–800 °C, the density increased again, and the crystalline structure and electrochemical performance were improved. The repaired cathode at 650 °C had the highest discharge capacity and the best rate performance (Fig. 4o). At lower temperatures, the repaired LiFePO4 cathode material exhibited polarization. Song [96] repaired spent LiFePO4 cathode material and obtained similar conclusions (achieving a discharge capacity of 120 mAh g−1 at 0.1 C).
2.2.3 Li Reloading
Different amounts of lithium reloading affect the repaired cathode materials' capacity and play an important role in restoring capacity. Since the extraction/insertion of Li+ is not entirely reversible, the cathode will gradually lose Li mainly through the electrolyte shuttling towards the negative electrode graphite layer with the increase of cycles or charge–discharge current. The absence of lithium can be detected in the cathode material, while lithium accumulation can be followed in the graphite layer. It was found that supplementing the Li content to 1.2 times [80] the transition metal content in spent NCM111 cathode materials can restore high capacity when sintered at 800 °C. At 0.2 C, the repaired cathode material performed 133 mAh g−1 after 100 cycles, and the capacity retention rate was 80.7% [80]. When the amount of lithium was reduced, the capacity of the electrode was inferior.
Li et al. [102] found that the optimal ratio of Li supplementation for the repair of NCM523 was 14% (by weight). At this value, the cation mixing phenomenon was the smallest. The repaired NCM523 has a larger lattice parameter, a, and a smaller lattice parameter, c, compared to the spent NCM523. The increase of a is due to the larger radius of the supplemented Li+ than that of the transition metal. The decrease in the c value can be attributed to the decrease in the electrostatic repulsion between the layers after the Li reloading process. Thus, these changes demonstrate that Li was successfully replenished in the crystal lattice.
The value resulting from the X-ray diffraction peak intensities (I006 + I102)/I101 can evaluate the recovery grade of the layered structure. The smaller the value, the better the recovery of the layered structure. Comparing the values for NCM523 after repairing with different Li contents, it is found that the 14% Li addition has the smallest value. After the repair process, the Ni3+ content of NCM523 increased, while the Ni2+ content decreased. The presence of Ni3+ reduces cation mixing because the formation energy of Li+/Ni3+ is higher than that of Li+/Ni2+. Moreover, the repaired NCM523 (with 14% Li) has smaller electron exchange resistance and a higher Li+ diffusion rate. At 0.1 C, the capacity of the repaired cathode material was 161.25 mAh g−1. After 50 cycles at 0.5 C, a capacity retention rate of 95.29% can be achieved, compared to the spent NCM523 (79.55%) [102].
Different amounts of Li reloading also affect the repair process of spent LiCoO2. Chen et al. [119] explored the effect of different amounts of Li on the repair process of LiCoO2. The best electrochemical performance was achieved when Li supplementation was 1 to 1.2 Li/Co [119]. If the supplemented Li/Co ratio was less than 1 or greater than 1.2, the layered structure of LiCoO2 can still be restored. However, below the value of 1, the Co3O4 phase still exists in the repaired cathode, resulting in only 79% of the Co3+ content. When the Li/Co ratio was 1.0–1.2, the proportion of Co3+ reached 95%, indicating that Co3O4 was transformed into LiCoO2. The lattice parameter ratio (c/a) in this case reaches 4.991 8, and the (006)/(012) and (108)/(110) diffraction peak ratio values were optimal, indicating a highly crystalline structure. The repaired LiCoO2 possessed a discharge capacity of 150.3 mAh g−1 at 0.1 C and maintained 140.1 mAh g−1 after 100 cycles [119].
2.2.4 Li Source
Different Li sources also affect the recovery capacity of spent cathode materials [120] and can lead to different cation mixing degrees and crystal growth. The lithium source is mixed and ground with the spent cathode material and used in the re-sintering process. Before the solid-state sintering repair, it is necessary to detect the missing amount of lithium in the spent cathode material. The amount of lithium source used is based on the missing amount of lithium.
Lithium carbonate as a lithium source is beneficial to reducing the phenomenon of cation mixing, which leads to better repair effect. Li et al. [121] investigated the effect of lithium carbonate, lithium acetate and lithium hydroxide as lithium sources on the repair of LiCoO2 (Li/Co = 1). Using lithium acetate and hydroxide resulted in a larger crystal size after the repair process at 850 °C. This is because lithium acetate and hydroxide have lower melting points than lithium carbonate, thus starting the crystal growth at a lower temperature. The spinel phase Co3O4 disappears in the cathode material in all cases, while the X-ray diffraction peak ratios of (006)/(012) and (018)/(110) indicate that the layered structure of LiCoO2 is restored. The ratio of I003/I104 can evaluate the grade of cation mixing. A large ratio corresponds to a less intense cation mixing. The I003/I104 ratios after the use of lithium carbonate, lithium acetate and lithium hydroxide were 2.711, 2.270 and 1.626, respectively. Therefore, lithium carbonate induces a lower grade of cation mixing. Also, when Li2CO3 was used, the best electrochemical performance was achieved. At 0.2 C, the repaired LiCoO2 shows a 160 mAh g−1 performance, and the capacity retention rate reaches 90.8% after 50 cycles. Therefore, a suitable Li source has an important role in the repair of spent cathode materials.
2.3 Molten Salt Repair
In NCM cathode materials, Ni2+ and Li+ are present and have similar ionic radii. As Li+ is lost during utilization cycles, Ni2+ will enter Li vacancies and cause structural damage. Therefore, replenishing the Li content of spent cathode materials to normal levels is crucial.
Molten salt composition affects the repair efficiency of the molten salt method because different salt melts systems have different lithium supplementation effects. The molten salt repair method is based on mixing and heating the spent cathode material with a lithium salt or lithium salt mixture (LiNO3, Li2CO3, LiOH, LiCl, etc.) under normal pressure (Table 2) (Fig. 5a). After lithium replenishment, the electrode material needs to be re-sintered at a high temperature to restore the layered structure of its surface [122].

Copyright © 2020, American Chemical Society. p Phase diagram of LiNO3–LiOH, q repair mechanism of NCM523, r XRD patterns of NCM523 repaired by LiNO3–LiOH molten salt, s cycle performance of repaired NCM523. Reproduced with permissions from Ref. [130]. Copyright © 2019, WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim. (t) Decomposition mechanism of PVDF in the LiNO3-LiOH molten salt system. Reproduced with permissions from Ref. [123]. Copyright © 2021, Elsevier
a Repair mechanism of spent cathode materials by the molten salt method, b phase diagram of LiOH-Li2CO3, c XRD pattern of spent NCM523 and repaired NCM523, d SEM of spent NCM523, e–g SEM of repaired NCM523, h TEM and SAED of spent NCM523, i–k TEM and SAED of repaired NCM523, l–o the electrochemical performance of repaired NCM523. Reproduced with permissions from Ref. [127].
2.3.1 LiOH–Li2CO3/LiOH–KOH System
To carry out the repair process under safer and more environmentally friendly conditions, LiOH–Li2CO3 and LiOH–KOH molten salt systems have been studied [127,128,129]. The LiOH–Li2CO3 molten salt system requires a higher temperature than the LiOH–LiNO3 system (Fig. 5b). Thus, the first one requires two stages to repair NCM523: the spent NCM523 mixed with LiOH–Li2CO3 molten salt (LiOH–Li2CO3 = 0.84:0.16) heated at 440 °C for 5 h and then sintered at 850 °C for 12 h [127]. During the first heating, the LiOH–Li2CO3 mixture melts at 440 °C, and Li+ can freely diffuse into the Li vacancies of spent NCM523. The subsequent heating (sintering) repaired the layered structure of the cathode (Fig. 5c) and showed a minor Li/Ni mixing phenomenon. In addition, the molten salt method can effectively remove organic impurities on the surface of spent NCM523 and maintain spherical morphology (Fig. 5d–k). The repaired NCM523 exhibits excellent cycle performance and rate capability (Fig. 5l–o). At 1 C, the repaired cathode has an initial discharge capacity of 146.3 mAh g−1 and maintains 130.3 mAh g−1 after 200 cycles, with a capacity retention rate of 89.06% [127].
Yang et al. [128] investigated the one-step repair of a spent LiCoO2 cathode with a LiOH–KOH molten salt system to reduce the cost further and enhance molten-salt system security. Replacing part of lithium salts with potassium can reduce the cost of the process. Since K+ has a larger radius than Li+, K+ will not fill Li vacancies and not affect the material's structure. The ratio of the two hydroxides also affects the efficiency of the repair process [128]. When the LiOH: KOH ratio is 1:9, the performance of the LiCoO2 cathode is only 79 mAh g−1. When this ratio shifts to 2:8, the cathode’s capacity recovers to 124 mAh g−1. Further increasing this ratio to 3:7, the capacity of the repaired cathode reaches 131.5 mAh g−1, which is close to that of commercial LiCoO2. When the ratio reaches 4:6, the performance deteriorates again, and the capacity achieved was just 78 mAh g−1. In addition, impurities may alter the repaired materials' structure, morphology and properties. In the LiOH–KOH melt, the existence of graphite and conductive agent super P will lead to the deterioration of the morphology, increased cation mixing and poor Li replenishment efficiency. The PVDF does not affect the repair process. Graphite and superphosphate can be removed by adding a small amount of LiNO3, which is an oxidant that can accelerate the decomposition of both compounds.
2.3.2 LiNO3–LiOH System
It was demonstrated that the mixed lithium salt system composed of LiNO3 and LiOH has a low melting point (175 °C, Fig. 5p), and the spent NCM cathode material can be repaired by this melt [123, 130]. Shi et al. [130] repaired NCM523 cathode materials with 40% Li deficiency by the molten salt method at 300 °C for 4 h to achieve complete recovery of Li content (Fig. 5q). After repair, the I003/I104 ratio increased in their XRD patterns, indicating that the cation mixing phenomenon was weakened. After lithium recovery and high-temperature sintering, the distance between the (108)/(102) double peaks decreases, and the separated (006)/(102) peaks appear overlapped, indicating that the layered structure was repaired (Fig. 5r). The dedicated repair time of the molten salt method also significantly impacts the performance of the repaired cathode. A repair time of 4 h is more efficient in terms of performance than a repair time of 2 h (Fig. 5s). After a 4-h-long repair of NCM523 cathode material, the initial discharge capacity was 149.3 mAh g−1 at 1 C (and can still maintain 134.6 mAh g−1 after 100 cycles, with a capacity retention rate of 90.15%) [130]. The previously mentioned values were slightly better than the original NCM523 performance indicators.
The mixed salt system composed of LiNO3 and LiOH can repair the cathode material and remove PVDF in one step, which means that no pretreatment is required. Yi et al. [123] found that LiOH and PVDF can react at 260 °C promoting the decomposition of PVDF. HF is one of the decomposition products, which can be absorbed and converted into LiF via LiOH, realizing a clean removal of PVDF (Fig. 5t). After the process, the spent cathode material can be easily peeled off from the Al foil, with a 98.3% efficiency and with little to no damage to the Al foil. This method removes PVDF, accomplishes Li supplementation in one step, and can be applied to LiCoO2 and LiFePO4 cathodes. All the repaired materials showed good electrochemical performance after repair.
Ma et al. [124] repaired an NCM523 cathode using a mixture of LiNO3 and LiOH salts. The process took place at 320 °C for 4 h, at 850 °C for another 4 h, and then sintering was carried out in air at 600 °C for 6 h after washing. The repaired NCM523 was similar in structure and composition to the original NCM523. At 0.2 C, the repaired NCM523 has an initial discharge capacity of 152.5 mAh g−1 and maintains 86% of the capacity after 100 cycles [124]. In addition, adding CH3COOLi to the LiNO3–LiOH molten salt system can further reduce the melting point of the salt mixture. If the amount of CH3COOLi increases, it can accelerate the Li replenishment process and improve the performance after repair (160 mAh g−1 at 0.5 C. 93.7% of the capacity can still be maintained after 100 cycles) [125].
2.3.3 LiNO3–KNO3–KCl System
To reduce the cost of the molten salt system, the LiNO3–KNO3–KCl system was used to repair the spent NCM523 cathode at 750 °C without high-temperature sintering [126]. LiNO3 and KNO3 was the Li source, while KCl was an auxiliary material that provided a stable reaction medium at high temperatures. The molten salt system component's ratio was NCM523: LiNO3: KNO3: KCl = 1:0.8:8:8. After lithium was replenished, the electrode material was washed with deionized water to remove the excess lithium salt, and then it was dried at 80 °C. The lattice parameter (c/a) ratio of repaired NCM523 recovered from 4.9484 to 4.9561, close to the c/a (4.9589) of the original NCM523. The I003/I104 in the NCM layered structure is usually greater than 1.2. After repairing the cathode with the molten salt system, NCM523 recovered from 1.085 to 1.352, indicating that the cation mixing disappeared and the layered structure was restored [131]. The Ni2+ content in the used cathode will increase due to the formation of the NiO rock-salt phase [20]. After XPS analysis, it was found that the Ni2+ content in repaired NCM523 recovered from 68.3% to the expected level of 60.5%, which is close to the Ni2+ content (60.4%) of the original NCM523 [126]. In addition, spent cathode materials contain Mn3+ due to oxygen deficiency and transition metal migration [132]. After being repaired, it was found that Mn3+ was transformed entirely into Mn4+, further demonstrating the layered structure’s recovery. The performance of NCM523 was also close to that of commercial NCM523. At 0.2 C, its first discharge capacity was 166.1 mAh g−1, slightly higher than the commercial NCM523 (159.6 mAh g−1) [126]. The repaired NCM523 has a reasonable capacity retention rate of 152.2 mAh g−1 after 100 cycles.
2.3.4 Ionic Liquids System
Ionic liquids can also repair spent NCM cathode materials. Low vapor pressure, low inflammability, wide liquid temperature ranges and good thermal stability are some of the major advantages of ionic liquids [133,134,135,136,137,138]. Wang et al. [70] used 1-ethyl-3-methylimidazolium bis(trifluoromethanesulfonyl)-imide (C2mim[NTf2]), 1-butyl-3-methylimidazolium bis(trifluoromethanesulfonyl)-imide (C4mim[NTf2]) and 1-ethanol-3-methylimidazolium bis(trifluoromethanesulfonyl)-imide (C2OHmim[NTf2]) as media for lithium replenishment (Fig. 6a). By adding LiCl, LiOAc or LiBr as the Li source to the above three ionic liquids, lithium supplementation was performed at 150 °C for 6 h. LiBr was the most efficient in the cathode reparation process since Br− can be easily oxidized to Br2, which is removed via evaporation (Fig. 6b–c).

Copyright © 2020, WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim
a Synthetic route of ionic liquids and the ionic liquid repair mechanism of NCM111 cathode material, b Li molar ratio of the repaired NCM111 under different relithiation conditions, c weight percentage of the repaired NCM111 under different relithiation conditions, d Li molar ratio of the repaired NCM111, e XRD patterns of repaired NCM111 and spent NCM111, f charge/discharge curves, g cycle performance at 1 C. Reproduced with permissions from Ref. [70].
Different temperatures also affected the repair efficiency via ionic liquids. When the repair was carried out above 150 °C, the missing Li content in spent NCM could be fully recovered. When the temperature is below the mentioned value, LiBr is inactive, resulting in poor Li replenishment efficiency. Notably, 98.7% of the ionic liquid can be recycled. Using LiBr and C2mim[NTf2] for repair at 150 °C for 6 h and then washing, drying and sintering (4 h at 500 °C), the Li/M ratio in the repaired NCM111 (M is the transition metal) reached 1.07 (Fig. 6d), which is very close to 1.072 of the commercial NCM111. The (108) and (110) diffraction peaks in the repaired NCM111 were 0.75° (2θ), close to the 0.76° (2θ) value of the commercial NCM111, indicating that the crystal structure was restored efficiently (Fig. 6e). The repaired NCM111 exhibits similar capacity and cycle performance to commercial materials (Fig. 6f–g). At 0.1 C, the repaired NCM111 has an initial discharge of 173.6 mAh g−1, close to the performance of the commercial product (175.3 mAh g−1). It is worth noting that ionic liquids are expensive and toxic, which limits their large-scale application [139].
2.4 Hydrothermal Repair
The stoichiometric loss of Li can sometimes exceed 20%, which leads directly to a decrease in capacity. The irreversible phase transition mainly occurs on the surface of the cathode material. A relevant example is the formation of NiO on the surface, which deteriorates the electrode's layered texture and transforms it into a spinel structure and, finally, to a rock-salt structure [140] (Fig. 7a–f). Consequently, the surface activity is reduced, hindering the diffusion of lithium ions. A hydrothermal repair combined with a re-sintering process can efficiently solve both of the mentioned issues [141].

Copyright © 2015, WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim. g The mechanism of hydrothermal repair, h the effect of different temperatures and different time periods on the effect of Li replenishment, i saturated vapor pressure at different temperatures, j XRD patterns of repaired LiFePO4, k anti-site defects revolution upon heating (the blue line), holding (the orange line) and cooling (the red line), l cycle performance of repaired LiFePO4. Reproduced with permissions from Ref. [158]. Copyright © 2020, Elsevier
a Ordered layered structure of NCM cathode material, b disordered structure, c structure after delithiation, d partially disordered structure, e the structure of NCM with different lithium contents, f LiCoO2 with different lithium contents. Reproduced with permissions from Ref. [159].
Hydrothermal methods are widely used to restore NCM, LiCoO2, LiMn2O4 and LiFePO4. The temperature, pressure of the hydrothermal repair and the resintering process affect the restoration efficiency. Hydrothermal temperature and pressure determine the extent of lithium supplementation. The resintering process determines the recovery effect of the structure.
2.4.1 NCM Repair
Li ions enter the material's lattice through diffusion in a high-temperature and high-pressure environment, thereby restoring the stoichiometric ratio of Li [142,143,144]. The temperature of the hydrothermal repair process is usually maintained at 220 °C, where the best results are achieved [20]. When the hydrothermal temperature is only 180 °C, the inductively coupled plasma optical emission spectrometer (ICP) results indicate that the lithium element in the spent cathodes can only be recovered up to 0.98 [20], which is not a stoichiometric ratio conferring high specific capacity. When the hydrothermal temperature reaches 220 °C, the spent cathode material only needs hydrothermal repair for 4 h to fully restore the stoichiometric ratio of Li element [20]. The interplanar distance of the (108) and (110) crystallographic planes increased [145]. The lattice parameter “a” decreases and the “c” value increases due to the docking of Ni3+ into Li vacancies. After the hydrothermal repair process, the d-spacing of (108) and (110) crystallographic planes shrunk, and the (003) crystallographic plane shifted to a higher angle. At the same time, the I003/I104 ratio increased, indicating that the cation mixing phenomenon was weakened [146].
High-temperature sintering is required to repair the layered structure of the spent cathode material after the hydrothermal method. The oxygen concentration in the high-temperature sintering process affects the surface rock-salt phase's transformation and the cation mixing phenomenon. The cathode material sintered in the air shows a higher cation mixing degree than the cathode material heat-treated in a pure oxygen environment. Compared with NCM111, NCM523 is more dependent on oxygen for surface structure repair [144]. After sintering at 850 °C in air, the surface of NCM523 still retains the inactive rock-salt structure, while NCM111 does not show this problematic issue. Carrying out the heat treatment of NCM523 at 850 °C in pure oxygen, the rock-salt structure disappears, and the layered structure reappears. The Ni2+ content of used NCM523 cathode material is 72.56%, while after hydrothermal repair and sintering in oxygen decreases to 60.37%, close to the 60.22% original value of commercial NCM523 [144]. The high Ni2+ content of spent NCM523 is related to NiO, which forms the rock-salt phase. In contrast, it disappears after hydrothermal repair and sintering in oxygen, while Ni2+ returns to normal levels. The proportion of Mn4+ in spent NCM523 cathodes decreased, while the content of Mn3+ increased, mainly due to the lack of oxygen. Mn3+ could participate in charge compensation reactions. The absence of this species in the repaired electrodes is consistent with commercial cathode materials.
2.4.2 LiCoO2 Repair
Hydrothermal repair also applies to LiCoO2 [109, 147]. Unlike the failure of NCM (lithium loss and rock-salt phase formation), the inactivation of LiCoO2 is mainly caused by lithium loss and SEI film growth. The hydrothermal method to repair LiCoO2 does not need to consider the specific amount of lithium deficiency, and it is suitable for large-scale and rapid repair of spent LiCoO2.
The Li/Co ratio in LiCoO2 decreased from 0.99 to 0.8 after 200 cycles. LiCoO2 undergoes a series of phase transitions during the charging and discharging process while constantly losing Li. When the Li/Co ratio is between 0.5 and 1, the layered structure is transformed into LiCo2O4, which possesses a cubic spinel structure [148]. When the Li/Co ratio falls below 0.5, spinel-structured Co3O4 will form [149] (Fig. 7f). The newly formed surface materials are not beneficial to the transport of lithium ions, and they enhance the electrode polarization phenomenon, resulting in the loss of capacity. Notably, the Li/Co could be restored in LiCoO2 after the hydrothermal repair to 1.
Like in the case of NCM cathode materials, the lattice parameter “a” increases, and the “c” value decreases. This is mainly because of the lack of Li during the charging and discharging cycles. Inevitably it is followed by the transformation of Co3+ into Co4+ and a subsequent increase in the interlayer electrostatic repulsion forces. LiCoO2 expands in the “a” direction and contracts in the “c” direction. The crystallinity of LiCoO2 after the hydrothermal repair is improved, the “a” and “c” lattice parameters are reduced, and the atomic structure is arranged more closely packed [109].
The temperature of the sintering processes after hydrothermal repair also affects the cation mixing phenomenon of repaired LiCoO2. When the temperature is below 800 °C, the I003/I104 value is inferior to commercial LiCoO2 cathode materials, indicating that cation mixing occurred. The cation mixing phenomenon is weakened when the sintering temperature reaches 800 °C [109]. In addition, LiCoO2 has the smallest electron transfer resistance after sintering, and the resistance value increases when the sintering temperature is increased or decreased. Therefore, the spent LiCoO2 cathode material is hydrothermally regenerated and performs well after sintering at 800 °C. At 1 C, the repaired LiCoO2 cathode material has a specific capacity of 148.2 mAh g−1, mainly maintained at 135.1 mAh g−1 after 100 cycles, reaching a capacity retention rate of 91.2% [109].
2.4.3 LiMn2O4 Repair
Hydrothermal Li replenishment can directly repair spent LiMn2O4 cathodes, widely used in cheap electric vehicles and large-scale energy storage applications due to their cheapness and high thermal stability [150]. Due to their large-scale applications, the repair and reuse of spent LiMn2O4 cathode materials have become increasingly urgent. The capacity loss of LiMn2O4 cathode materials is mainly due to Li loss [151] and the migration of Mn [152]. The loss of a large amount of Li has a more significant impact on the structure than the loss of a smaller amount of Mn [153, 154].
Due to the effectiveness of the hydrothermal method for the regeneration of NCM and LiCoO2, Gao et al. [150] applied the same method to repair LiMn2O4. LiOH was used as a lithium source to repair LiMn2O4 (20% capacity loss) by the hydrothermal method at 180 °C [150]. The hydrothermal repair time and the concentration of LiOH directly impact the repair efficiency. After 6 h at 180 °C (LiOH: 0.2 mol L−1), the missing Li can be completely restored to normal [150]. Continuing to extend the time to 12 h, no further changes were observed. When the concentration of LiOH increased to 0.4 mol L−1, more Li intercalated into the lattice of LiMn2O4, forming Li2MnO3. Therefore, a suitable time and Li salt concentration are crucial for the recovery of Li content. Compared with commercial LiMn2O4, the (111) diffraction peak of spent LiMn2O4 shifts to higher angles and is accompanied by a decrease in Mn3+ and an increase in Mn4+, mainly due to the loss of Li [155, 156]. After the repair process under optimal conditions, the (111) diffraction peak of LiMn2O4 returned to its original position, while the Mn3+ and Mn4+ contents reverted to normal. Mn4+ has a smaller ionic radius, and an increase in Mn4+ content leads to shorter Mn–O bonds in the spent cathode [156]. After the hydrothermal repair, the bond length, morphology and particle size distribution were again normal. At 0.5 C, the capacity of the repaired LiMn2O4 cathode recovered to 111 mAh g−1 and still maintained 88% of the capacity after 100 cycles [150].
2.4.4 LiFePO4 Repair
The hydrothermal method is also suitable for repairing spent LiFePO4 cathode materials, widely used in transportation and grid energy storage due to its good thermal stability, low cost and long cycle life [157]. Therefore, the number of spent LiFePO4 cathode materials is increasing yearly. The repair of these materials is mainly carried out by solid-state sintering. However, it cannot wholly repair structural defects [158].
Xu et al. [158] further improved the repair efficiency of spent LiFePO4 by hydrothermal means (Fig. 7g). The hydrothermal method includes relithiation and re-sintering. Relithiation can be completed at low temperature (80 °C) by using LiOH and introducing citric acid as the reducing agent (Fig. 7h). Lithium content in spent LiFePO4 can be restored to 100%. The saturated vapor pressure during the repair is very low, which can ensure the safety of the operation (Fig. 7i). Adding citric acid can reduce the activation energy and promote the reduction of Fe3+ to Fe2+. Without citric acid, the formation of Fe2O3 and Fe3O4 was detected in LiFePO4 following hydrothermal treatment. After re-sintering, the repaired LiFePO4 has a good crystallinity (Fig. 7j) and low Li+/Fe2+ mixing (Fig. 7k). At 10 C, no obvious capacity loss was observed after 300 cycles (Fig. 7l).
2.5 Electrochemical Repair
Since Li+ can be quickly extracted or intercalated into electrodes under electric current, electrochemical methods have been applied to extract Li from seawater and recover Li in Pt/λ-MnO2 batteries [160]. The principle of electrochemical repair is similar to the discharge process of batteries (Fig. 8a). The difference is that the electrochemical repair process provides sufficient Li to ensure the recovery of Li in the case of spent LiCoO2 and LiMn2O4 cathodes. During the charging process, Li+ migrates to the anode graphite layer and cannot be completely detached, resulting in a decrease in Li content during the discharge process. In the presence of sufficient lithium, Li+ can occupy the vacancies in the spent cathode material through the action of an electric current, bringing the Li content back to the original level. In the repair process, electrolyte concentration and current density affect the repair effect [161, 162].

Copyright © 2020, American Chemical Society. d In situ regeneration mechanism of LiFePO4 cathode material, e in situ XRD of repaired LiFePO4 during charging/discharging processes, f–g contour plots of diffraction peaks, h the initial charge/discharge profile, i the cycle performance. Reproduced with permissions from Ref. [165]. Copyright © 2022, WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim
The electrochemical repair process and mechanism of LiCoO2, b potential variation of spent LiCoO2 under the different Li solution concentrations, c potential variation of spent LiCoO2 under the different current densities. Reproduced with permissions from Ref. [161].
The performance of LiCoO2 electrodes can be repaired by the electrochemical method [161]. The electrochemical system consists of an spent LiCoO2 electrode as the positive electrode, a platinum plate as the negative electrode and Ag/AgCl as the reference electrode, while the electrolyte was Li2SO4 solution. The concentration of Li2SO4 and the applied current affected the rate of Li replenishment (Fig. 8b–c). In a 1 mol L−1 Li2SO4 concentration, the Li replenishment can be completed in 100 min. Two steps control the process: When the voltage is above − 0.3 V, the Li replenishment rate is controlled by the electron transfer rate, and increasing the external current can efficiently shorten this process; when the voltage is between − 0.3 and − 1.05 V, the lithium replenishment rate is controlled by the diffusion process, which can be accelerated by increasing the concentration of Li2SO4. Therefore, increasing the current or concentration of Li2SO4 can enhance the speed of the Li replenishment process but does not affect the final Li content. The Li/Co ratio in the spent electrode can be restored to 1. After the high-temperature re-sintering, the material's morphology was similar (layered structure) to that of commercial LiCoO2. At 0.2 C, the repaired LiCoO2 has 136 mAh g−1 discharge, close to 140 mAh g−1 of commercial LiCoO2 [161].
The electrochemical approach is also suitable for the repair of NCM111 and LiFePO4 cathodes. Park et al. [163] electrochemically repaired NCM111 (with a 20% capacity degradation). In the Li replenishment process, pure Li sheets were used as the negative electrode, spent NCM111 as the positive electrode, and different electrolytes were used to form half-cells for Li replenishment. The best Li replenishment was achieved in 0.5 mol L−1 DTBQ (3,5-di-tert-butyl-benzoquinone). This is mainly due to the difference in kinetics of different electrolytes and the formation of SEI film on the electrode surface.
Li recovery can be completed in 0.5 mol L−1 DTBQ solution within 1 h. After the sintering at 850 °C for 4 h, the layered structure and morphology of NCM111 were restored to their original state. The cathode repaired in the DTBQ solution has the lowest overpotential and the highest capacity (182.5 mAh g−1). In addition, from an economic point of view, the electrochemical repair of NCM111 using DTBQ can save 55%/45% of the costs compared with pyrometallurgy and hydrometallurgy. Moreover, greenhouse gas emissions were also reduced by 76% and 73%. Therefore, an electrochemical repair process can be environmentally friendly and low cost to repair NCM111.
Ganter et al. [164] electrochemically recovered spent LiFePO4 from 80% to 100% of its original capacity. Through electrochemical repair, the failed LiFePO4 can also be regenerated in situ, meaning that the separation of spent LiFePO4 from the aluminum foil is not required. Moreover, it does not require the removal of binders and conductive agents, meaning a shorter and lower-cost process. Fan et al. [165] achieved the restoration of Li content in LiFePO4 and the formation of SEI film on the graphite surface of the negative electrode by prelithiation of the separator (Fig. 8d). The use of the pre-lithiated separator enables the battery to exhibit high irreversible capacity due to the presence of Li2C2O4 [166]. The high irreversible capacity of Li2C2O4 provides a sufficient Li source for spent LiFePO4.
However, Li2C2O4 is easily decomposed at high voltage 4.6–4.7 V [167, 168]. To overcome this disadvantage, mesoporous carbon materials were introduced. The performance of the modified separator was further improved. Spent LiFePO4 cathodes usually show the simultaneous presence of LiFePO4 and FePO4 phases [116, 158, 169,170,171,172,173,174,175,176]. There is no FePO4 phase in the repaired LiFePO4. All FePO4 is converted into LiFePO4, while the crystal structure is restored (Fig. 8e–g). The repaired LiFePO4 exhibits 152 mAh g−1 discharge at 0.05 C, and the capacity retention rate reaches 90.7% at 1 C after 292 cycles (Fig. 8h–i) [165]. Therefore, the electrochemical method can effectively restore the missing Li content in spent LiFePO4 cathodes and restore the reversible capacity.
3 Comparison of Different Direct Repair Methods
The complexity and effectiveness of repair methods directly affect their commercial viability. Different methods have different advantages and challenges. It is very important to choose an appropriate method to repair the corresponding spent cathode materials. Below, the process and repair effects of different methods are analyzed and compared.
3.1 Comparison of Different Repair Processes
Solid-state sintering has the advantage of being a short process and usually only requires separating the cathode material from the current collector followed by mechanical ball milling, precise lithium allocation and re-sintering. Solid-state sintering can repair the spent electrodes caused by various factors. Mechanical ball milling and re-sintering can restore the structure of cathode materials undergoing phase transition to the original level. Still, accurate calculation of lithium loss makes the solid-state sintering method relatively cumbersome. Precise lithium supplementation is the key to success. Exact lithium supplementation is difficult to achieve through the free diffusion of lithium. Therefore, the cathode materials repaired by solid-state sintering usually exhibit slightly lower specific capacities. However, the products obtained via solid-state sintering are still feasible as connected in cascade in different products. For example, the spent batteries of automobiles are repaired in this way and applied to electric bicycles. Therefore, solid-state sintering repair has a practical approach.
The process complexity of the hydrothermal and the molten salt method is very close, and both are more complicated than solid-state sintering methods. Both require pretreatment and subsequent resintering. However, the hydrothermal method usually needs to be carried out under high pressure, and the operation has certain risks. In contrast, the molten salt method can be carried out under normal pressure. Hydrothermal and molten salt methods usually require a washing step with water to remove the excess lithium salt after the lithium supplementation. During the washing process, lithium leaching may occur; hence, the amount of lithium loss is not easy to control. Therefore, the hydrothermal and molten salt methods are also limited concerning accurate lithium supplementation. Both methods still need to measure the lithium content before sintering accurately. Moreover, lithium salt needs to be added again to compensate for the loss of lithium caused by the washing process.
Compared with the above three methods, the electrochemical method has the most complicated process. It includes electrochemical lithium supplementation and re-sintering processes. Electrolyte concentration and current density have a significant impact on the effect of lithium supplementation. Lithium ions are embedded in the spent materials under the action of electric current. The capacity of spent materials after electrochemical repair is low (Table 3), which is likely to be due to the SEI film on the surface of the spent materials hindering the replenishment of Li, and lithium defects have not been completely repaired.
3.2 Comparison of Repair Effect
As shown in Table 3, the repair effects and application fields of different repair methods are different. Solid-state sintering has the broadest research spectrum and the highest commercial application potential. Moreover, it has been studied in the direct repair of mainstream cathode materials. This is mainly because the process is simple and relatively efficient. However, there are just a few studies on the repair of cathode materials by electrochemical methods. Currently, there is only related research on repairing LiCoO2 and LiFePO4. Electrochemical lithium supplementation and the re-sintering process make the electrochemical method very complicated. Comparing the repair effects on the same cathode material, it was found that the molten salt and hydrothermal methods are close in performance and slightly more efficient than the solid-state sintering and the electrochemical repair method (Fig. 9). However, the first two are more complex than the solid-state sintering method. All these methods are limited to a single type of spent cathode material. Unfortunately, the repair of a mixture of multiple cathodes is not possible.

4 Economic and Environmental Evaluation of Direct Repair for Spent Lithium-Ion Batteries
Currently, recycling spent lithium-ion batteries by the direct repair method is still rare, and the main methods applied are hydrometallurgy and pyrometallurgy. Both methods' high energy consumption and pollution reduce the recycling value of spent lithium-ion batteries. But direct repair has apparent advantages in cost control and greenhouse gas emissions. The following section will compare and analyze the advantages and disadvantages of direct repair, hydrometallurgy and pyrometallurgy for recycling spent cathode materials from the perspective of cost, benefit and greenhouse gas emissions.
4.1 LiFePO4
The recycled value of spent LiFePO4 cathode material is not as high as that of NCM because Fe is cheaper than Ni, Co and Mn. Due to the extended duration and high energy consumption of hydrometallurgy and pyrometallurgy (Fig. 10a), the benefits of using these two methods for LiFePO4 cathodes will be minimal.

Copyright © 2021 Elsevier
a Flow chart of different recycling methods for LiFePO4 cathode material, b total energy consumption required to recycle 1-kg spent LiFePO4 batteries, c GHG released by recycling 1-kg spent LiFePO4 batteries, d energy consumption required to prepare new LiFePO4 batteries from raw materials and used batteries, respectively, e GHG emissions from new batteries prepared from raw materials and used batteries, respectively, f costs and profit of new batteries prepared by different recycling methods, g benefits of different recycling methods. Reproduced with permissions from Ref. [158].
The direct repair of LiFePO4 is short, simple and low energy consumption because it retains the energy of spent LiFePO4 itself without destroying the crystal structure. Xu et al. [158] compared the total energy consumption and (greenhouse gas) GHG emissions of the available recycling methods of LiFePO4 (Fig. 10b–c). The energy required for recycling spent LiFePO4 by direct repair, pyrometallurgy and hydrometallurgy are 3.5, 18.4 and 30.6 MJ kg−1, respectively. The energy consumption of pyrometallurgy is mainly due to the high-temperature smelting process, and the energy consumption of hydrometallurgy is mainly due to the use of many chemicals. The direct repair method has low energy consumption. The GHG emission of the direct repair method is only 26.6% and 27.7% of pyrometallurgy and hydrometallurgy (Fig. 11c). Moreover, the energy of direct repair is 22.3% of the synthesis of new LiFePO4 from raw materials (Fig. 10d). In comparison, the GHG emissions were 46.2% lower compared to the synthesis process (Fig. 10e).

Copyright © 2021, American Chemical Society. d Energy consumption of hydrometallurgical, pyrometallurgical and direct hydrothermal repair for spent NCM, e GHG emissions from hydrometallurgical, pyrometallurgical and direct hydrothermal repair, f benefits of hydrometallurgical, pyrometallurgical and hydrothermal direct repair methods, g main characteristics of hydrometallurgical, pyrometallurgical and direct hydrothermal repair. Reproduced with permissions from Ref. [143]. Copyright © 2021, American Chemical Society
a Costs and GHG emissions of spent NCM cathode materials treated with electrochemical method, b cost composition of direct electrochemical repair of spent NCM111 materials, c gas composition from the electrochemical direct repair process. Reproduced with permissions from Ref. [163].
The costs of recycling 1 kg of spent LiFePO4 cathodes via direct repair, pyrometallurgy and hydrometallurgy were $2.1, 3.4 and 2.4, respectively (Fig. 10f), and the profit values were $1.1, − 2.6 and − 1.4, respectively (Fig. 10g). Although pyrometallurgy and hydrometallurgy can recover Al, Cu and graphite to gain certain benefits, these still have negative connotations due to their high energy consumption and the use of large quantities of chemicals. Therefore, pyrometallurgy and hydrometallurgy are not suitable for recycling spent LiFePO4. The low energy consumption, GHG emissions and potential profit ($1.1 kg−1) make the direct repair method to recycle spent LiFePO4 commercially feasible.
4.2 NCM
NCM is the dominant cathode material in the power lithium battery market. As more and more NCMs are put into use, the number of spent NCM cathode materials will show explosive growth. The main methods for handling spent cathode materials are hydrometallurgy and pyrometallurgy. Due to the large number of expensive metals Co, Ni and Mn, these two methods have specific benefits in treating used NCM cathode materials. But high energy consumption and pollution are still challenges that are not yet solved.
The direct repair method shows more advantages in energy consumption, pollution and profit compared to the other approaches. The following section will compare the electrochemical and hydrothermal repair methods considering several aspects. Park et al. [163] compared the costs and GHG emissions of electrochemical direct repair, hydrometallurgy and pyrometallurgy (Fig. 11a). Compared to pyrometallurgy and hydrometallurgy, the cost of direct electrochemical repair is reduced by 55% and 45%, respectively. In comparison, greenhouse gas emissions were reduced by 76% and 73%, respectively. The electrochemical approach has lower costs mainly because it does not involve a supplementary resynthesis process with high energy and chemical consumption. The main costs of direct electrochemical repair originate from the material consumption of the process (lithium sources and auxiliary agents) and the fixed investment cost of the factory (electrochemical equipment and high-temperature sintering furnaces), accounting for 29% and 27% of the total cost (Fig. 11b), respectively. The electricity consumption for the re-sintering process is the leading cause of greenhouse gas emissions, accounting for 80% of the total emissions (Fig. 11c). Notably, using different agents contributes up to 12% of greenhouse gas emissions.
Therefore, further optimizing the sintering parameters (temperature and duration) and reducing the use of chemicals can lead to a significant profit from direct electrochemical repair of NCM. When the cathode repair is carried out via the hydrothermal method, the energy consumption is just 15% (4.5 MJ kg−1) of that used by hydrometallurgy [143] (Fig. 11d). Since the calculation only considers the energy input, the energy needed for pyrometallurgy is only 54% of that of hydrometallurgy.
Hydrometallurgical processing of spent NCM cathode material has the highest energy consumption. In terms of greenhouse gas emissions, it is 26% of that of hydrometallurgy (Fig. 11e). Interestingly pyrometallurgy achieves 96% of the emissions from hydrometallurgy. The emissions per mass of spent NCM for hydrothermal, pyrometallurgical and hydrometallurgical processing were 0.6, 2.16 and 2.27 kg, respectively.
Pyrometallurgy and hydrometallurgy have high greenhouse gas emissions originating from the high-temperature smelting and due to the use of large quantities of chemicals. This inevitably will lead to lower profits. However, hydrothermal repair is 1.31 times more profitable compared to hydrometallurgy (pyrometallurgy is even less profitable) (Fig. 11f). The high profit can be attributed to the direct access to the regenerated cathode. At the same time, hydrometallurgy and pyrometallurgy result in products that need to be further processed. Therefore, compared to pyrometallurgy and hydrometallurgy, it can be concluded that direct hydrothermal repair has obvious advantages in revenue, energy efficiency and low emissions (Fig. 11g).
4.3 LiMn2O4
LiMn2O4 cathode materials have been commercialized since 1997 and are mainly used in cheap electric cars and energy storage stations. The application spectrum of LiMn2O4 is smaller than that of other cathode materials, mainly limited by its low energy density. The market value and supply risk of LiMn2O4 are relatively small (Fig. 12a–b). With the increase of spent batteries (Fig. 12c) and severe resource shortage, LiMn2O4 must be recycled.

Copyright © 2018, American Chemical Society. g Energy consumption of different recycling methods to treat spent LiMn2O4, h GHG emissions per kilogram of spent LiMn2O4 treated, i cost of different methods, j benefits of different methods. Reproduced with permissions from Ref. [150]. Copyright © 2020, American Chemical Society
a Supply risk of different cathode materials, b market value of different materials, c forecast of the number of used Li-ion batteries, d market share of methods for processing retired Li-ion batteries, e processing capacity, f energy consumption and GHG emissions of electrodes re-fabricated by using recovered Al, Cu and LiMn2O4. Reproduced with permissions from Ref. [54].
Due to the low market value of LiMn2O4, the current mainstream recycling methods (hydrometallurgy and pyrometallurgy, Fig. 12d–e) are not suitable for recycling spent LiMn2O4. Directly repairing spent LiMn2O4 and accomplishing the closed-loop utilization of spent materials (Al, Cu and spent LiMn2O4) will further reduce energy consumption and greenhouse gas emissions (Fig. 12f). Gao et al. [150] analyzed the energy consumption, GHG emissions, costs and benefits of direct repair as well as hydrometallurgical and pyrometallurgical recycling of LiMn2O4 (Fig. 12g–j). The energy consumption per mass unit of LiMn2O4 for direct repair, as well as hydrometallurgical and pyrometallurgical approaches was 4.1, 30.7 and 18.5 MJ, respectively (Fig. 12g). GHG emissions from hydrometallurgy and pyrometallurgy were nearly identical, while direct repair produced 20% of their GHG emissions (Fig. 12h).
The costs per kilogram of spent LiMn2O4 for direct repair as well as hydrometallurgical and pyrometallurgical treatment were $0.94, $1.3 and $2.42, respectively (Fig. 12i). The product obtained via hydrometallurgy is manganese oxide or sulfate. At the same time, direct repair regenerates LiMn2O4, a more valuable product ($7.00 per kilogram) than manganese oxide ($1.43 per kilogram). Therefore, the benefits of direct repair are higher than those of hydrometallurgy. Pyrometallurgy has a negative income due to high energy consumption. The profit for direct repair can reach up to $2.03 kg−1 (Fig. 12j). Therefore, the direct repair method has commercial value in processing inexpensive LiMn2O4 cathode materials.
4.4 LiCoO2
Due to the scarce Co resources, LiCoO2 cathode materials are expensive and have serious supply risks (Fig. 12a–b). Recycling LiCoO2 cathode materials is an efficient way to solve the resource shortage and is highly profitable due to the high market value of Co. Hydrometallurgy and pyrometallurgy are the primary methods for treating used LiCoO2. The high energy consumption of pyrometallurgy and the use of large quantities of chemicals in hydrometallurgy reduce the recycling value, as shown in Fig. 13a. The products obtained by pyrometallurgy and hydrometallurgy consume a large amount of H2O2, NaOH or HCl when resynthesizing LiCoO2, resulting in further energy consumption (Fig. 13b).

Copyright © 2019, WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim. c Comparison of pyrometallurgy, hydrometallurgy and hydrothermal processes, d energy consumption of hydrothermal methods to treat spent LiCoO2, e CO2 emissions, f cost distribution, g benefits of hydrothermal methods. Reproduced with permissions from Ref. [179]. Copyright © 2022, The Authors
The direct repair process is shorter and can directly obtain battery products that require lower energy consumption, CO2 emissions and costs (Fig. 13c). The energy consumption required for direct repair is 112.1 MJ kg−1 (Fig. 13d), which is lower than that required for hydrometallurgy (160.7 MJ kg−1), pyrometallurgy (152.5 MJ kg−1) and synthesis from raw materials (194.2 MJ kg−1).
Similarly, direct repair has the lowest CO2 output (8.284 kg kg−1, Fig. 13e) compared to hydrometallurgy (10.811 kg kg−1), pyrometallurgy (11.342 kg kg−1) and synthesis from raw materials (12.701 kg kg−1). The pyrometallurgical approach of spent LiCoO2 has the highest cost, reaching up to $4.12 kg−1. Hydrometallurgy and direct remediation costs are $3.76 and $4.12 kg−1, respectively (Fig. 13f).
The high cost of pyrometallurgy originates from the high energy consumption of the smelting and the consumption of chemicals in the resynthesis process. In contrast, the cost of hydrometallurgy mainly lies in the consumption of chemicals and the cost of batteries. The direct repair cost includes a battery ($2 kg−1) and material cost ($0.4 kg−1) and also has the highest profit ($1.66 kg−1) (Fig. 13g). The profit values of hydrometallurgy and pyrometallurgy are only $0.22 and $0.26 kg−1. Therefore, direct repair has obvious advantages compared to mainstream recycling methods and is commercially viable.
4.5 Comparison
The economic and environmental analysis of the four methods is shown in Fig. 14. Since the lithium defects cannot be precisely repaired, the materials repaired by the solid-state sintering method have poor electrochemical performance. However, due to the short process, it has the characteristics of low cost. The environmental friendliness of the solid-state sintering method is higher than that of hydrothermal and molten salt methods. Due to the use of a large amount of expensive lithium salt, the molten salt method has the highest recovery cost and the lowest environmental friendliness among the four methods. Performance after molten salt repair is slightly lower than hydrothermal repair. The lithium supplementation process of the electrochemical method is complicated and the sintering process is still required to restore the structure, so it shows high recycling cost and poor environmental friendliness. The hydrothermal method has the best repair effect among the four methods. But because it needs to be carried out under high pressure and 200 °C, its recycling cost and environmental friendliness are not ideal. In general, further lowering the reaction temperature and making the operating conditions milder will make the hydrothermal method have the best application prospects.

Comparison of different direct repair methods
5 Conclusion and Outlook
The direct repair of spent cathode materials is cheap, simple and environmentally friendly compared to the mainstream recycling methods. This paper summarizes the pretreatment processes, the different approaches (solid-state sintering, molten salt methods, hydrothermal methods and electrochemical methods) in the direct repair of spent cathode materials, and assesses economic and environmental impact of each repair method in detail. Different direct repair methods exhibit different advantages and disadvantages. The structure and composition of the repaired cathode materials are almost identical to the original materials. Further milder repair conditions, shorter operating procedures and direct repair will show obvious advantages and huge commercial application prospects. From an economic and environmental perspective, all four mainstream direct repair methods have higher profit and lower pollution than pyrometallurgy and hydrometallurgy.
Although direct repair significantly improves the electrochemical performance of spent cathodes, its commercial application still faces a series of challenges.
-
(1)
The capacity of a single type of spent cathode material can be efficiently recovered. However, achieving direct repair for the various types of cathode material mixtures remains challenging because different repair parameters are required for each type of material.
-
(2)
The current direct repair methods are mainly focused on replenishing the missing Li content without considering the loss of transition metals, which can change the structure and surface properties of the cathode.
-
(3)
The effect of impurities such as Al or Cu on the direct repair of spent cathode materials has rarely been studied, and excess impurities may impact the capacity and cycle performance.
In response to the above challenges, the following strategies are proposed. (1) Staged sintering and Li replenishment may be used to repair spent cathode material mixtures. (2) Replenishing and activating the missing TM during high-temperature re-sintering may enhance the performance of the repaired cathode materials. (3) It is an effective means to solve the influence of impurities on the repair effect to achieve fine sorting and control the introduction of Al/Cu impurities during the direct repair pretreatment stage.
References
Tran, M.K., Rodrigues, M.T.F., Kato, K., et al.: Deep eutectic solvents for cathode recycling of Li-ion batteries. Nat. Energy 4, 339–345 (2019). https://doi.org/10.1038/s41560-019-0368-4
Etacheri, V., Marom, R., Elazari, R., et al.: Challenges in the development of advanced Li-ion batteries: a review. Energy Environ. Sci. 4, 3243–3262 (2011). https://doi.org/10.1039/c1ee01598b
Zhu, C., Usiskin, R.E., Yu, Y., et al.: The nanoscale circuitry of battery electrodes. Science 358, eaao2808 (2017). https://doi.org/10.1126/science.aao2808
Manthiram, A.: A reflection on lithium-ion battery cathode chemistry. Nat. Commun. 11, 1550 (2020). https://doi.org/10.1038/s41467-020-15355-0
Li, M., Lu, J., Chen, Z., et al.: 30 Years of lithium-ion batteries. Adv. Mater. 30, 1800561 (2018). https://doi.org/10.1002/adma.201800561
Zhang, X., Li, L., Fan, E., et al.: Toward sustainable and systematic recycling of spent rechargeable batteries. Chem. Soc. Rev. 47, 7239–7302 (2018). https://doi.org/10.1039/C8CS00297E
Durmus, Y.E., Zhang, H., Baakes, F., et al.: Side by side battery technologies with lithium-ion based batteries. Adv. Energy Mater. 10, 2000089 (2020). https://doi.org/10.1002/aenm.202000089
Wei, Q., Wu, Y., Li, S., et al.: Spent lithium ion battery (LIB) recycle from electric vehicles: a mini-review. Sci. Total. Environ. 866, 161380 (2023). https://doi.org/10.1016/j.scitotenv.2022.161380
Chen, M., Ma, X., Chen, B., et al.: Recycling end-of-life electric vehicle lithium-ion batteries. Joule 3, 2622–2646 (2019). https://doi.org/10.1016/j.joule.2019.09.014
Natarajan, S., Aravindan, V.: Recycling strategies for spent Li-ion battery mixed cathodes. ACS Energy Lett. 3, 2101–2103 (2018). https://doi.org/10.1021/acsenergylett.8b01233
Garole, D.J., Hossain, R., Garole, V.J., et al.: Recycle, recover and repurpose strategy of spent Li-ion batteries and catalysts: current status and future opportunities. Chemsuschem 13, 3079–3100 (2020). https://doi.org/10.1002/cssc.201903213
Thackeray, M.M.: Exploiting the spinel structure for Li-ion battery applications: a tribute to John B. Goodenough. Adv. Energy Mater. 11, 2001117 (2021). https://doi.org/10.1002/aenm.202001117
Ciez, R.E., Whitacre, J.F.: Examining different recycling processes for lithium-ion batteries. Nat. Sustain. 2, 148–156 (2019). https://doi.org/10.1038/s41893-019-0222-5
Harper, G., Sommerville, R., Kendrick, E., et al.: Recycling lithium-ion batteries from electric vehicles. Nature 575, 75–86 (2019). https://doi.org/10.1038/s41586-019-1682-5
Amici, J., Asinari, P., Ayerbe, E., et al.: A roadmap for transforming research to invent the batteries of the future designed within the European large scale research initiative BATTERY 2030+. Adv. Energy Mater. 12, 2102785 (2022). https://doi.org/10.1002/aenm.202102785
Mrozik, W., Rajaeifar, M.A., Heidrich, O., et al.: Environmental impacts, pollution sources and pathways of spent lithium-ion batteries. Energy Environ. Sci. 14, 6099–6121 (2021). https://doi.org/10.1039/d1ee00691f
Ali, H., Khan, H.A., Pecht, M.G.: Circular economy of Li Batteries: technologies and trends. J. Energy Storage 40, 102690 (2021). https://doi.org/10.1016/j.est.2021.102690
Alfaro-Algaba, M., Ramirez, F.J.: Techno-economic and environmental disassembly planning of lithium-ion electric vehicle battery packs for remanufacturing. Resour. Conserv. Recycl. 154, 104461 (2020). https://doi.org/10.1016/j.resconrec.2019.104461
Li, L., Bian, Y., Zhang, X., et al.: Process for recycling mixed-cathode materials from spent lithium-ion batteries and kinetics of leaching. Waste Manag. 71, 362–371 (2018). https://doi.org/10.1016/j.wasman.2017.10.028
Shi, Y., Chen, G., Liu, F., et al.: Resolving the compositional and structural defects of degraded LiNixCoyMnzO2 particles to directly regenerate high-performance lithium-ion battery cathodes. ACS Energy Lett. 3, 1683–1692 (2018). https://doi.org/10.1021/acsenergylett.8b00833
Yu, W., Guo, Y., Xu, S., et al.: Comprehensive recycling of lithium-ion batteries: fundamentals, pretreatment, and perspectives. Energy Storage Mater. 54, 172–220 (2023). https://doi.org/10.1016/j.ensm.2022.10.033
Ahmed, S., Nelson, P.A., Gallagher, K.G., et al.: Cost and energy demand of producing nickel Manganese cobalt cathode material for lithium ion batteries. J. Power. Sources 342, 733–740 (2017). https://doi.org/10.1016/j.jpowsour.2016.12.069
Jia, K., Ma, J., Wang, J., et al.: Long-life regenerated LiFePO4 from spent cathode by elevating the d-band center of Fe. Adv. Mater. 35, 2208034 (2023). https://doi.org/10.1002/adma.202208034
Thackeray, M.M., Amine, K.: LiMn2O4 spinel and substituted cathodes. Nat. Energy 6, 566 (2021). https://doi.org/10.1038/s41560-021-00815-8
Ouyang, C.Y., Shi, S.Q., Lei, M.S.: Jahn–Teller distortion and electronic structure of LiMn2O4. J. Alloys Compd. 474, 370–374 (2009). https://doi.org/10.1016/j.jallcom.2008.06.123
Tang, D., Sun, Y., Yang, Z., et al.: Surface structure evolution of LiMn2O4 cathode material upon charge/discharge. Chem. Mater. 26, 3535–3543 (2014). https://doi.org/10.1021/cm501125e
Ji, G., Wang, J., Liang, Z., et al.: Direct regeneration of degraded lithium-ion battery cathodes with a multifunctional organic lithium salt. Nat. Commun. 14, 584 (2023). https://doi.org/10.1038/s41467-023-36197-6
Zhang, W.: Structure and performance of LiFePO4 cathode materials: a review. J. Power. Sources 196, 2962–2970 (2011). https://doi.org/10.1016/j.jpowsour.2010.11.113
Jiao, M., Zhang, Q., Ye, C., et al.: Recycling spent LiNi1−x−yMnxCoyO2 cathodes to bifunctional NiMnCo catalysts for zinc-air batteries. Proc. Natl. Acad. Sci. U.S.A. 119, e2202202119 (2022). https://doi.org/10.1073/pnas.2202202119
Jung, C.H., Shim, H., Eum, D., et al.: Challenges and recent progress in LiNixCoyMn1−x−yO2 (NCM) cathodes for lithium ion batteries. J. Korean Ceram. Soc. 58, 1–27 (2021). https://doi.org/10.1007/s43207-020-00098-x
Refly, S., Floweri, O., Mayangsari, T.R., et al.: Regeneration of LiNi1/3Co1/3Mn1/3O2 cathode active materials from end-of-life lithium-ion batteries through ascorbic acid leaching and oxalic acid coprecipitation processes. ACS Sustain. Chem. Eng. 8, 16104–16114 (2020). https://doi.org/10.1021/acssuschemeng.0c01006
Huang, B., Pan, Z., Su, X., et al.: Recycling of lithium-ion batteries: recent advances and perspectives. J. Power. Sources 399, 274–286 (2018). https://doi.org/10.1016/j.jpowsour.2018.07.116
Leal, V.M., Ribeiro, J.S., Coelho, E.L.D., et al.: Recycling of spent lithium-ion batteries as a sustainable solution to obtain raw materials for different applications. J. Energy Chem. 79, 118–134 (2023). https://doi.org/10.1016/j.jechem.2022.08.005
Georgi-Maschler, T., Friedrich, B., Weyhe, R., et al.: Development of a recycling process for Li-ion batteries. J. Power. Sources 207, 173–182 (2012). https://doi.org/10.1016/j.jpowsour.2012.01.152
Moazzam, P., Boroumand, Y., Rabiei, P., et al.: Lithium bioleaching: an emerging approach for the recovery of Li from spent lithium ion batteries. Chemosphere 277, 130196 (2021). https://doi.org/10.1016/j.chemosphere.2021.130196
Işıldar, A., van Hullebusch, E.D., Lenz, M., et al.: Biotechnological strategies for the recovery of valuable and critical raw materials from waste electrical and electronic equipment (WEEE): a review. J. Hazard. Mater. 362, 467–481 (2019). https://doi.org/10.1016/j.jhazmat.2018.08.050
Roy, J.J., Cao, B., Madhavi, S.: A review on the recycling of spent lithium-ion batteries (LIBs) by the bioleaching approach. Chemosphere 282, 130944 (2021). https://doi.org/10.1016/j.chemosphere.2021.130944
Naseri, T., Bahaloo-Horeh, N., Mousavi, S.M.: Bacterial leaching as a green approach for typical metals recovery from end-of-life coin cells batteries. J. Clean. Prod. 220, 483–492 (2019). https://doi.org/10.1016/j.jclepro.2019.02.177
Kaksonen, A.H., Boxall, N.J., Gumulya, Y., et al.: Recent progress in biohydrometallurgy and microbial characterisation. Hydrometallurgy 180, 7–25 (2018). https://doi.org/10.1016/j.hydromet.2018.06.018
Jegan Roy, J., Srinivasan, M., Cao, B.: Bioleaching as an eco-friendly approach for metal recovery from spent NMC-based lithium-ion batteries at a high pulp density. ACS Sustain. Chem. Eng. 9, 3060–3069 (2021). https://doi.org/10.1021/acssuschemeng.0c06573
Roy, J.J., Madhavi, S., Cao, B.: Metal extraction from spent lithium-ion batteries (LIBs) at high pulp density by environmentally friendly bioleaching process. J. Clean. Prod. 280, 124242 (2021). https://doi.org/10.1016/j.jclepro.2020.124242
Naseri, T., Pourhossein, F., Mousavi, S.M., et al.: Manganese bioleaching: an emerging approach for Manganese recovery from spent batteries. Rev. Environ. Sci. Bio/Technol 21, 447–468 (2022). https://doi.org/10.1007/s11157-022-09620-5
Wang, J., Cui, Y., Chu, H., et al.: Enhanced metal bioleaching mechanisms of extracellular polymeric substance for obsolete LiNixCoyMn1−x−yO2 at high pulp density. J. Environ. Manag. 318, 115429 (2022). https://doi.org/10.1016/j.jenvman.2022.115429
Sethurajan, M., Gaydardzhiev, S.: Bioprocessing of spent lithium ion batteries for critical metals recovery: a review. Resour. Conserv. Recycl. 165, 105225 (2021). https://doi.org/10.1016/j.resconrec.2020.105225
Liao, X.J., Ye, M.Y., Liang, J.L., et al.: Comprehensive insights into the Gallic acid assisted bioleaching process for spent LIBs: relationships among bacterial functional genes, Co(III) reduction and metal dissolution behavior. J. Hazard. Mater. 447, 130773 (2023). https://doi.org/10.1016/j.jhazmat.2023.130773
Pollmann, K., Kutschke, S., Matys, S., et al.: Bio-recycling of metals: recycling of technical products using biological applications. Biotechnol. Adv. 36, 1048–1062 (2018). https://doi.org/10.1016/j.biotechadv.2018.03.006
Naseri, T., Bahaloo-Horeh, N., Mousavi, S.M.: Environmentally friendly recovery of valuable metals from spent coin cells through two-step bioleaching using Acidithiobacillus thiooxidans. J. Environ. Manag. 235, 357–367 (2019). https://doi.org/10.1016/j.jenvman.2019.01.086
Alavi, N., Partovi, K., Majlessi, M., et al.: Bioleaching of metals from cellphones batteries by a co-fungus medium in presence of carbon materials. Bioresour. Technol. Rep. 15, 100768 (2021). https://doi.org/10.1016/j.biteb.2021.100768
Naseri, T., Mousavi, S.M.: Insights into the polysaccharides and proteins production from penicillium citrinum during bioleaching of spent coin cells. Int. J. Biol. Macromol. 209, 1133–1143 (2022). https://doi.org/10.1016/j.ijbiomac.2022.04.042
Naseri, T., Mousavi, S.M., Kuchta, K.: Environmentally sustainable and cost-effective recycling of Mn-rich Li-ion cells waste: effect of carbon sources on the leaching efficiency of metals using fungal metabolites. Waste Manag. 157, 47–59 (2023). https://doi.org/10.1016/j.wasman.2022.11.043
Ghassa, S., Farzanegan, A., Gharabaghi, M., et al.: Novel bioleaching of waste lithium ion batteries by mixed moderate thermophilic microorganisms, using iron scrap as energy source and reducing agent. Hydrometallurgy 197, 105465 (2020). https://doi.org/10.1016/j.hydromet.2020.105465
Forough, N., Niloofar, N., Farzane, V., et al.: Complete bioleaching of Co and Ni from spent batteries by a novel silver ion catalyzed process. Appl. Microbiol. Biotechnol. 106, 5301–5316 (2022)
Roy, J.J., Zaiden, N., Do, M.P., et al.: Microbial recycling of lithium-ion batteries: challenges and outlook. Joule 7, 450–456 (2023). https://doi.org/10.1016/j.joule.2023.01.004
Lv, W., Wang, Z., Cao, H., et al.: A critical review and analysis on the recycling of spent lithium-ion batteries. ACS Sustain. Chem. Eng. 6, 1504–1521 (2018). https://doi.org/10.1021/acssuschemeng.7b03811
Golmohammadzadeh, R., Faraji, F., Rashchi, F.: Recovery of lithium and cobalt from spent lithium ion batteries (LIBs) using organic acids as leaching reagents: a review. Resour. Conserv. Recycl. 136, 418–435 (2018). https://doi.org/10.1016/j.resconrec.2018.04.024
Wang, J., Lv, J., Zhang, M., et al.: Recycling lithium cobalt oxide from its spent batteries: an electrochemical approach combining extraction and synthesis. J. Hazard. Mater. 405, 124211 (2021). https://doi.org/10.1016/j.jhazmat.2020.124211
Bahaloo-Horeh, N., Mousavi, S.M.: Enhanced recovery of valuable metals from spent lithium-ion batteries through optimization of organic acids produced by Aspergillus niger. Waste Manag. 60, 666–679 (2017). https://doi.org/10.1016/j.wasman.2016.10.034
Meng, Q., Zhang, Y., Dong, P.: Use of electrochemical cathode-reduction method for leaching of cobalt from spent lithium-ion batteries. J. Clean. Prod. 180, 64–70 (2018). https://doi.org/10.1016/j.jclepro.2018.01.101
Mishra, G., Jha, R., Meshram, A., et al.: A review on recycling of lithium-ion batteries to recover critical metals. J. Environ. Chem. Eng. 10, 108534 (2022). https://doi.org/10.1016/j.jece.2022.108534
Raj, T., Chandrasekhar, K., Kumar, A.N., et al.: Recycling of cathode material from spent lithium-ion batteries: challenges and future perspectives. J. Hazard. Mater. 429, 128312 (2022). https://doi.org/10.1016/j.jhazmat.2022.128312
Jung, J.C.Y., Sui, P.C., Zhang, J.: A review of recycling spent lithium-ion battery cathode materials using hydrometallurgical treatments. J. Energy Storage 35, 102217 (2021). https://doi.org/10.1016/j.est.2020.102217
Yang, Y., Okonkwo, E.G., Huang, G., et al.: On the sustainability of lithium ion battery industry: a review and perspective. Energy Storage Mater. 36, 186–212 (2021). https://doi.org/10.1016/j.ensm.2020.12.019
Liang, Z., Cai, C., Peng, G., et al.: Hydrometallurgical recovery of spent lithium ion batteries: environmental strategies and sustainability evaluation. ACS Sustain. Chem. Eng. 9, 5750–5767 (2021). https://doi.org/10.1021/acssuschemeng.1c00942
Iturrondobeitia, M., Vallejo, C., Berroci, M., et al.: Environmental impact assessment of LiNi1/3Mn1/3Co1/3O2 hydrometallurgical cathode recycling from spent lithium-ion batteries. ACS Sustain. Chem. Eng. 10, 9798–9810 (2022). https://doi.org/10.1021/acssuschemeng.2c01496
Huang, T., Liu, L., Zhang, S.: Recovery of cobalt, lithium, and Manganese from the cathode active materials of spent lithium-ion batteries in a bio-electro-hydrometallurgical process. Hydrometallurgy 188, 101–111 (2019). https://doi.org/10.1016/j.hydromet.2019.06.011
Su, F., Zhou, X., Liu, X., et al.: Efficient recovery of valuable metals from spent lithium-ion batteries by pyrite method with hydrometallurgy process. Chem. Eng. J. 455, 140914 (2023). https://doi.org/10.1016/j.cej.2022.140914
Tao, R., Xing, P., Li, H., et al.: Recovery of spent LiCoO2 lithium-ion battery via environmentally friendly pyrolysis and hydrometallurgical leaching. Resour. Conserv. Recycl. 176, 105921 (2022). https://doi.org/10.1016/j.resconrec.2021.105921
Li, F.C., Zhang, G., Zhang, Z.L., et al.: Regeneration of Al-doped LiNi0.5Co0.2Mn0.3O2 cathode material by simulated hydrometallurgy leachate of spent lithium-ion batteries. Trans. Nonferrous Met. Soc. China 32, 593–603 (2022). https://doi.org/10.1016/S1003-6326(22)65818-7
Zhao, Y., Yuan, X., Jiang, L., et al.: Regeneration and reutilization of cathode materials from spent lithium-ion batteries. Chem. Eng. J. 383, 123089 (2020). https://doi.org/10.1016/j.cej.2019.123089
Wang, T., Luo, H., Bai, Y., et al.: Direct recycling of spent NCM cathodes through ionothermal lithiation. Adv. Energy Mater. 10, 2001204 (2020). https://doi.org/10.1002/aenm.202001204
Wang, J., Ma, J., Jia, K., et al.: Efficient extraction of lithium from anode for direct regeneration of cathode materials of spent Li-ion batteries. ACS Energy Lett. 7, 2816–2824 (2022). https://doi.org/10.1021/acsenergylett.2c01539
Lu, Y., Peng, K., Zhang, L.: Sustainable recycling of electrode materials in spent Li-ion batteries through direct regeneration processes. ACS EST Eng. 2, 586–605 (2022). https://doi.org/10.1021/acsestengg.1c00425
Wang, J., Liang, Z., Zhao, Y., et al.: Direct conversion of degraded LiCoO2 cathode materials into high-performance LiCoO2: a closed-loop green recycling strategy for spent lithium-ion batteries. Energy Storage Mater. 45, 768–776 (2022). https://doi.org/10.1016/j.ensm.2021.12.013
Chi, Z., Li, J., Wang, L., et al.: Direct regeneration method of spent LiNi1/3Co1/3Mn1/3O2 cathode materials via surface lithium residues. Green Chem. 23, 9099–9108 (2021). https://doi.org/10.1039/d1gc03526f
Li, X., Liu, S., Yang, J., et al.: Electrochemical methods contribute to the recycling and regeneration path of lithium-ion batteries. Energy Storage Mater. 55, 606–630 (2023). https://doi.org/10.1016/j.ensm.2022.12.022
Song, L., Qi, C., Wang, S., et al.: Direct regeneration of waste LiFePO4 cathode materials with a solid-phase method promoted by activated CNTs. Waste Manag. 157, 141–148 (2023). https://doi.org/10.1016/j.wasman.2022.12.002
Wu, C., Xu, M., Zhang, C., et al.: Cost-effective recycling of spent LiMn2O4 cathode via a chemical lithiation strategy. Energy Storage Mater. 55, 154–165 (2023). https://doi.org/10.1016/j.ensm.2022.11.043
Larouche, F., Tedjar, F., Amouzegar, K., et al.: Progress and status of hydrometallurgical and direct recycling of Li-ion batteries and beyond. Materials 13, 801 (2020). https://doi.org/10.3390/ma13030801
Rao, F., Sun, Z., Lv, W., et al.: A sustainable approach for selective recovery of lithium from cathode materials of spent lithium-ion batteries by induced phase transition. Waste Manag. 156, 247–254 (2023). https://doi.org/10.1016/j.wasman.2022.11.042
Meng, X., Hao, J., Cao, H., et al.: Recycling of LiNi1/3Co1/3Mn1/3O2 cathode materials from spent lithium-ion batteries using mechanochemical activation and solid-state sintering. Waste Manag. 84, 54–63 (2019). https://doi.org/10.1016/j.wasman.2018.11.034
Han, Y., You, Y., Hou, C., et al.: Regeneration of single-crystal LiNi0.5Co0.2Mn0.3O2 cathode materials from spent power lithium-ion batteries. J. Electrochem. Soc. 168, 040525 (2021). https://doi.org/10.1149/1945-7111/abf4e8
Huang, C., Xia, X., Chi, Z., et al.: Preparation of single-crystal ternary cathode materials via recycling spent cathodes for high performance lithium-ion batteries. Nanoscale 14, 9724–9735 (2022). https://doi.org/10.1039/d2nr00993e
Wu, J., Lin, J., Fan, E., et al.: Sustainable regeneration of high-performance Li1–xNaxCoO2 from cathode materials in spent lithium-ion batteries. ACS Appl. Energy Mater. 4, 2607–2615 (2021). https://doi.org/10.1021/acsaem.0c03192
Kim, S., Bang, J., Yoo, J., et al.: A comprehensive review on the pretreatment process in lithium-ion battery recycling. J. Clean. Prod. 294, 126329 (2021). https://doi.org/10.1016/j.jclepro.2021.126329
Xiao, J., Guo, J., Zhan, L., et al.: A cleaner approach to the discharge process of spent lithium ion batteries in different solutions. J. Clean. Prod. 255, 120064 (2020). https://doi.org/10.1016/j.jclepro.2020.120064
Yao, L.P., Zeng, Q., Qi, T., et al.: An environmentally friendly discharge technology to pretreat spent lithium-ion batteries. J. Clean. Prod. 245, 118820 (2020). https://doi.org/10.1016/j.jclepro.2019.118820
Li, J., Wang, G., Xu, Z.: Generation and detection of metal ions and volatile organic compounds (VOCs) emissions from the pretreatment processes for recycling spent lithium-ion batteries. Waste Manag. 52, 221–227 (2016). https://doi.org/10.1016/j.wasman.2016.03.011
Duan, X., Zhu, W., Ruan, Z., et al.: Recycling of lithium batteries: a review. Energies 15, 1611 (2022). https://doi.org/10.3390/en15051611
Fei, Z., Zhang, Y., Meng, Q., et al.: Dual-function regeneration of waste lithium cobalt oxide for stable high voltage cycle performance. ACS Sustain. Chem. Eng. 9, 11194–11203 (2021). https://doi.org/10.1021/acssuschemeng.1c03266
Maske, T., Anwani, S., Methekar, R.: Development of environmentally and economically sustainable delamination process for spent lithium-ion batteries. Energy Source Part A Recovery Util. Environ. Eff. 45, 2572–2586 (2023). https://doi.org/10.1080/15567036.2023.2187899
Nan, J., Han, D., Zuo, X.: Recovery of metal values from spent lithium-ion batteries with chemical deposition and solvent extraction. J. Power. Sources 152, 278–284 (2005). https://doi.org/10.1016/j.jpowsour.2005.03.134
Yang, Y., Huang, G., Xu, S., et al.: Thermal treatment process for the recovery of valuable metals from spent lithium-ion batteries. Hydrometallurgy 165, 390–396 (2016). https://doi.org/10.1016/j.hydromet.2015.09.025
Wang, M., Tan, Q., Liu, L., et al.: Efficient separation of aluminum foil and cathode materials from spent lithium-ion batteries using a low-temperature molten salt. ACS Sustain. Chem. Eng. 7, 8287–8294 (2019). https://doi.org/10.1021/acssuschemeng.8b06694
He, L.P., Sun, S.Y., Song, X.F., et al.: Recovery of cathode materials and Al from spent lithium-ion batteries by ultrasonic cleaning. Waste Manag. 46, 523–528 (2015). https://doi.org/10.1016/j.wasman.2015.08.035
Wang, M., Tan, Q., Liu, L., et al.: A facile, environmentally friendly, and low-temperature approach for decomposition of polyvinylidene fluoride from the cathode electrode of spent lithium-ion batteries. ACS Sustain. Chem. Eng. 7, 12799–12806 (2019). https://doi.org/10.1021/acssuschemeng.9b01546
Song, X., Hu, T., Liang, C., et al.: Direct regeneration of cathode materials from spent lithium iron phosphate batteries using a solid phase sintering method. RSC Adv. 7, 4783–4790 (2017). https://doi.org/10.1039/c6ra27210j
Yue, L.P., Lou, P., Xu, G.H., et al.: Regeneration of degraded LiNi0.5Co0.2Mn0.3O2 from spent lithium ion batteries. Ionics 26, 2757–2761 (2020). https://doi.org/10.1007/s11581-020-03479-8
Yang, X., Zhang, Y., Xiao, J., et al.: Restoring surface defect crystal of Li-lacking LiNi0.6Co0.2Mn0.2O2 material particles toward more efficient recycling of lithium-ion batteries. ACS Sustain. Chem. Eng. 9, 16997–17006 (2021). https://doi.org/10.1021/acssuschemeng.1c05809
Wang, L.H., Li, J., Zhou, H.M., et al.: Regeneration cathode material mixture from spent lithium iron phosphate batteries. J. Mater. Sci. Mater. Electron. 29, 9283–9290 (2018). https://doi.org/10.1007/s10854-018-8958-7
Ali, H., Khan, H.A., Pecht, M.: Preprocessing of spent lithium-ion batteries for recycling: need, methods, and trends. Renew. Sustain. Energy Rev. 168, 112809 (2022). https://doi.org/10.1016/j.rser.2022.112809
Zhang, X., Xie, Y., Cao, H., et al.: A novel process for recycling and resynthesizing LiNi1/3Co1/3Mn1/3O2 from the cathode scraps intended for lithium-ion batteries. Waste Manag. 34, 1715–1724 (2014). https://doi.org/10.1016/j.wasman.2014.05.023
Li, J., Hu, L., Zhou, H., et al.: Regenerating of LiNi0.5Co0.2Mn0.3O2 cathode materials from spent lithium-ion batteries. J. Mater. Sci. Mater. Electron. 29, 17661–17669 (2018). https://doi.org/10.1007/s10854-018-9870-x
Li, J., Lu, Y., Yang, T., et al.: Water-based electrode manufacturing and direct recycling of lithium-ion battery electrodes: a green and sustainable manufacturing system. iScience 23, 101081 (2020). https://doi.org/10.1016/j.isci.2020.101081
Meng, Q., Duan, J., Zhang, Y., et al.: Novel efficient and environmentally friendly recovering of high performance nano-LiMnPO4/C cathode powders from spent LiMn2O4 batteries. J. Ind. Eng. Chem. 80, 633–639 (2019). https://doi.org/10.1016/j.jiec.2019.08.051
Wang, M., Tan, Q., Li, J.: Unveiling the role and mechanism of mechanochemical activation on lithium cobalt oxide powders from spent lithium-ion batteries. Environ. Sci. Technol. 52, 13136–13143 (2018). https://doi.org/10.1021/acs.est.8b03469
Hemmelmann, H., Dinter, J.K., Elm, M.T.: Thin film NCM cathodes as model systems to assess the influence of coating layers on the electrochemical performance of lithium ion batteries. Adv. Mater. Interfaces 8, 2002074 (2021). https://doi.org/10.1002/admi.202002074
Zhu, H., Tang, Y., Wiaderek, K.M., et al.: Spontaneous strain buffer enables superior cycling stability in single-crystal nickel-rich NCM cathode. Nano Lett. 21, 9997–10005 (2021). https://doi.org/10.1021/acs.nanolett.1c03613
Wang, L.P., Zhang, X.D., Wang, T.S., et al.: Ameliorating the interfacial problems of cathode and solid-state electrolytes by interface modification of functional polymers. Adv. Energy Mater. 8, 1801528 (2018). https://doi.org/10.1002/aenm.201801528
Shi, Y., Chen, G., Chen, Z.: Effective regeneration of LiCoO2 from spent lithium-ion batteries: a direct approach towards high-performance active particles. Green Chem. 20, 851–862 (2018). https://doi.org/10.1039/c7gc02831h
Fey, G.T.K., Chen, Y.G., Kao, H.M.: Electrochemical properties of LiFePO4 prepared via ball-milling. J. Power. Sources 189, 169–178 (2009). https://doi.org/10.1016/j.jpowsour.2008.10.016
Li, X., Zhang, J., Song, D., et al.: Direct regeneration of recycled cathode material mixture from scrapped LiFePO4 batteries. J. Power. Sources 345, 78–84 (2017). https://doi.org/10.1016/j.jpowsour.2017.01.118
Zhou, H., Zhao, X., Yin, C., et al.: Regeneration of LiNi0.5Co0.2Mn0.3O2 cathode material from spent lithium-ion batteries. Electrochim. Acta 291, 142–150 (2018). https://doi.org/10.1016/j.electacta.2018.08.134
Oh, S.W., Park, S.H., Park, C.W., et al.: Structural and electrochemical properties of layered Li [Ni0.5Mn0.5]1−xCoxO2 positive materials synthesized by ultrasonic spray pyrolysis method. Solid State Ion. 171, 167–172 (2004). https://doi.org/10.1016/j.ssi.2004.04.012
Zhang, X., Xue, Q., Li, L., et al.: Sustainable recycling and regeneration of cathode scraps from industrial production of lithium-ion batteries. ACS Sustain. Chem. Eng. 4, 7041–7049 (2016). https://doi.org/10.1021/acssuschemeng.6b01948
Nie, H., Xu, L., Song, D., et al.: LiCoO2: recycling from spent batteries and regeneration with solid state synthesis. Green Chem. 17, 1276–1280 (2015). https://doi.org/10.1039/c4gc01951b
Delmas, C., Maccario, M., Croguennec, L., et al.: Lithium deintercalation in LiFePO4 nanoparticles via a domino-cascade model. Nat. Mater. 7, 665–671 (2008). https://doi.org/10.1038/nmat2230
Chen, J., Li, Q., Song, J., et al.: Environmentally friendly recycling and effective repairing of cathode powders from spent LiFePO4 batteries. Green Chem. 18, 2500–2506 (2016). https://doi.org/10.1039/c5gc02650d
Chen, X., Li, S., Wang, Y., et al.: Recycling of LiFePO4 cathode materials from spent lithium-ion batteries through ultrasound-assisted Fenton reaction and lithium compensation. Waste Manag. 136, 67–75 (2021). https://doi.org/10.1016/j.wasman.2021.09.026
Chen, S., He, T., Lu, Y., et al.: Renovation of LiCoO2 with outstanding cycling stability by thermal treatment with Li2CO3 from spent Li-ion batteries. J. Energy Storage 8, 262–273 (2016). https://doi.org/10.1016/j.est.2016.10.008
Huang, B., Liu, D., Qian, K., et al.: A simple method for the complete performance recovery of degraded Ni-rich LiNi0.70Co0.15Mn0.15O2 cathode via surface reconstruction. ACS Appl. Mater. Interfaces 11, 14076–14084 (2019). https://doi.org/10.1021/acsami.8b22529
Li, J., Zhong, S., Xiong, D., et al.: Synthesis and electrochemical performances of LiCoO2 recycled from the incisors bound of Li-ion batteries. Rare Met. 28, 328–332 (2009). https://doi.org/10.1007/s12598-009-0064-9
Rahman, M.M., Wang, J.Z., Hassan, M.F., et al.: Basic molten salt process: a new route for synthesis of nanocrystalline Li4Ti5O12-TiO2 anode material for Li-ion batteries using eutectic mixture of LiNO3-LiOH-Li2O2. J. Power. Sources 195, 4297–4303 (2010). https://doi.org/10.1016/j.jpowsour.2010.01.073
Ji, Y., Jafvert, C.T., Zhao, F.: Recovery of cathode materials from spent lithium-ion batteries using eutectic system of lithium compounds. Resour. Conserv. Recycl. 170, 105551 (2021). https://doi.org/10.1016/j.resconrec.2021.105551
Ma, T., Guo, Z., Shen, Z., et al.: Molten salt-assisted regeneration and characterization of submicron-sized LiNi0.5Co0.2Mn0.3O2 crystals from spent lithium-ion batteries. J. Alloy. Compd. 848, 1565 (2020). https://doi.org/10.1016/j.jallcom.2020.156591
Qin, Z., Wen, Z., Xu, Y., et al.: A ternary molten salt approach for direct regeneration of LiNi0.5Co0.2Mn0.3O2 cathode. Small 18, 2106719 (2022). https://doi.org/10.1002/smll.202106719
Deng, B., Zhou, Z., Wang, W., et al.: Direct recovery and efficient reutilization of degraded ternary cathode materials from spent lithium-ion batteries via a homogeneous thermochemical process. ACS Sustain. Chem. Eng. 8, 14022–14029 (2020). https://doi.org/10.1021/acssuschemeng.0c03989
Jiang, G., Zhang, Y., Meng, Q., et al.: Direct regeneration of LiNi0.5Co0.2Mn0.3O2 cathode from spent lithium-ion batteries by the molten salts method. ACS Sustain. Chem. Eng. 8, 18138–18147 (2020). https://doi.org/10.1021/acssuschemeng.0c06514
Yang, H., Deng, B., Jing, X., et al.: Direct recovery of degraded LiCoO2 cathode material from spent lithium-ion batteries: efficient impurity removal toward practical applications. Waste Manag. 129, 85–94 (2021). https://doi.org/10.1016/j.wasman.2021.04.052
Yang, J., Wang, W., Yang, H., et al.: One-pot compositional and structural regeneration of degraded LiCoO2 for directly reusing it as a high-performance lithium-ion battery cathode. Green Chem. 22, 6489–6496 (2020). https://doi.org/10.1039/d0gc02662j
Shi, Y., Zhang, M., Meng, Y.S., et al.: Ambient-pressure relithiation of degraded LixNi0.5Co0.2Mn0.3O2 (0<x<1) via eutectic solutions for direct regeneration of lithium-ion battery cathodes. Adv. Energy Mater. 9, 1900454 (2019). https://doi.org/10.1002/aenm.201900454
Cho, T.H., Park, S.M., Yoshio, M., et al.: Effect of synthesis condition on the structural and electrochemical properties of Li [Ni1/3Mn1/3Co1/3]O2 prepared by carbonate co-precipitation method. J. Power. Sources 142, 306–312 (2005). https://doi.org/10.1016/j.jpowsour.2004.10.016
Wu, F., Liu, N., Chen, L., et al.: Improving the reversibility of the H2–H3 phase transitions for layered Ni-rich oxide cathode towards retarded structural transition and enhanced cycle stability. Nano Energy 59, 50–57 (2019). https://doi.org/10.1016/j.nanoen.2019.02.027
Liu, X., Fechler, N., Antonietti, M.: Salt melt synthesis of ceramics, semiconductors and carbon nanostructures. Chem. Soc. Rev. 42, 8237 (2013). https://doi.org/10.1039/c3cs60159e
Parnham, E.R., Morris, R.E.: Ionothermal synthesis of zeolites, metal–organic frameworks, and inorganic–organic hybrids. Acc. Chem. Res. 40, 1005–1013 (2007). https://doi.org/10.1021/ar700025k
Morris, R.E.: Ionothermal synthesis: ionic liquids as functional solvents in the preparation of crystalline materials. Chem. Commun. (2009). https://doi.org/10.1039/b902611h
Tan, D., Wang, F., Pietsch, T., et al.: Low-temperature ionothermal synthesis of Li-ion conductive Li4B7O12Cl solid-state electrolyte. ACS Appl. Energy Mater. 2, 5140–5145 (2019). https://doi.org/10.1021/acsaem.9b00812
Lee, J.S., Wang, X., Luo, H., et al.: Facile ionothermal synthesis of microporous and mesoporous carbons from task specific ionic liquids. J. Am. Chem. Soc. 131, 4596–4597 (2009). https://doi.org/10.1021/ja900686d
Ma, Z., Yu, J., Dai, S.: Preparation of inorganic materials using ionic liquids. Adv. Mater. 22, 261–285 (2010). https://doi.org/10.1002/adma.200900603
Yang, T., Luo, D., Yu, A., et al.: Enabling future closed-loop recycling of spent lithium-ion batteries: direct cathode regeneration. Adv. Mater. 35, 2203218 (2023). https://doi.org/10.1002/adma.202203218
Jung, S.K., Gwon, H., Hong, J., et al.: Understanding the degradation mechanisms of LiNi0.5Co0.2Mn0.3O2 cathode material in lithium ion batteries. Adv. Energy Mater. 4, 1300787 (2014). https://doi.org/10.1002/aenm.201300787
Sloop, S.E., Crandon, L., Allen, M., et al.: Cathode healing methods for recycling of lithium-ion batteries. Sustain. Mater. Technol. 22, e00113 (2019). https://doi.org/10.1016/j.susmat.2019.e00113
Sloop, S., Crandon, L., Allen, M., et al.: A direct recycling case study from a lithium-ion battery recall. Sustain. Mater. Technol. 25, e00152 (2020). https://doi.org/10.1016/j.susmat.2020.e00152
Xu, P., Yang, Z., Yu, X., et al.: Design and optimization of the direct recycling of spent Li-ion battery cathode materials. ACS Sustain. Chem. Eng. 9, 4543–4553 (2021). https://doi.org/10.1021/acssuschemeng.0c09017
Guo, Y., Liao, X., Huang, P., et al.: High reversibility of layered oxide cathode enabled by direct re-generation. Energy Storage Mater. 43, 348–357 (2021). https://doi.org/10.1016/j.ensm.2021.09.016
Mohanty, D., Gabrisch, H.: Microstructural investigation of LixNi1/3Mn1/3Co1/3O2 (x\(\leqslant\)1) and its aged products via magnetic and diffraction study. J. Power. Sources 220, 405–412 (2012). https://doi.org/10.1016/j.jpowsour.2012.08.005
Zhang, X., Mauger, A., Lu, Q., et al.: Synthesis and characterization of LiNi1/3Mn1/3Co1/3O2 by wet-chemical method. Electrochim. Acta 55, 6440–6449 (2010). https://doi.org/10.1016/j.electacta.2010.06.040
Zhang, Z., He, W., Li, G., et al.: Renovation of LiCoO2 crystal structure from spent lithium ion batteries by ultrasonic hydrothermal reaction. Res. Chem. Intermed. 41, 3367–3373 (2015). https://doi.org/10.1007/s11164-013-1439-y
Wang, L., Maxisch, T., Ceder, G.: A first-principles approach to studying the thermal stability of oxide cathode materials. Chem. Mater. 19, 543–552 (2007). https://doi.org/10.1021/cm0620943
Hausbrand, R., Cherkashinin, G., Ehrenberg, H., et al.: Fundamental degradation mechanisms of layered oxide Li-ion battery cathode materials: methodology, insights and novel approaches. Mater. Sci. Eng. B 192, 3–25 (2015). https://doi.org/10.1016/j.mseb.2014.11.014
Gao, H., Yan, Q., Xu, P., et al.: Efficient direct recycling of degraded LiMn2O4 cathodes by one-step hydrothermal relithiation. ACS Appl. Mater. Interfaces 12, 51546–51554 (2020). https://doi.org/10.1021/acsami.0c15704
Han, X., Ouyang, M., Lu, L., et al.: A comparative study of commercial lithium ion battery cycle life in electrical vehicle: aging mechanism identification. J. Power. Sources 251, 38–54 (2014). https://doi.org/10.1016/j.jpowsour.2013.11.029
Zhan, C., Lu, J., Jeremy Kropf, A., et al.: Mn(II) deposition on anodes and its effects on capacity fade in spinel lithium manganate–carbon systems. Nat. Commun. 4, 2437 (2013). https://doi.org/10.1038/ncomms3437
Hawley, W.B., Parejiya, A., Bai, Y., et al.: Lithium and transition metal dissolution due to aqueous processing in lithium-ion battery cathode active materials. J. Power. Sources 466, 228315 (2020). https://doi.org/10.1016/j.jpowsour.2020.228315
Ryou, M.H., Han, G.B., Lee, Y., et al.: Effect of fluoroethylene carbonate on high temperature capacity retention of LiMn2O4/graphite Li-ion cells. Electrochim. Acta 55, 2073–2077 (2010). https://doi.org/10.1016/j.electacta.2009.11.036
Leifer, N., Schipper, F., Aurbach, D.: Studies of spinel-to-layered structural transformations in LiMn2O4 electrodes charged to high voltages. J. Phys. Chem. C 121, 9120–9130 (2017). https://doi.org/10.1021/acs.jpcc.7b00929
Putra, T.Y.S.P., Yonemura, M., Torii, S., et al.: Structure and electrochemical performance of the spinel-LiMn2O4 synthesized by mechanical alloying. Solid State Ion. 262, 83–87 (2014). https://doi.org/10.1016/j.ssi.2013.10.049
Li, J.K., Ma, Z.F.: Past and present of LiFePO4: from fundamental research to industrial applications. Chem 5, 3–6 (2019). https://doi.org/10.1016/j.chempr.2018.12.012
Xu, P.P., Dai, Q., Gao, H.P., et al.: Efficient direct recycling of lithium-ion battery cathodes by targeted healing. Joule 4, 2609–2626 (2020). https://doi.org/10.1016/j.joule.2020.10.008
Liu, W., Oh, P., Liu, X., et al.: Nickel-rich layered lithium transition-metal oxide for high-energy lithium-ion batteries. Angew. Chem. Int. Ed. 54, 4440–4457 (2015). https://doi.org/10.1002/anie.201409262
Kanoh, H., Ooi, K., Miyai, Y., et al.: Electrochemical recovery of lithium ions in the aqueous phase. Sep. Sci. Technol. 28, 643–651 (1993). https://doi.org/10.1080/01496399308019512
Zhang, L., Xu, Z., He, Z.: Electrochemical relithiation for direct regeneration of LiCoO2 materials from spent lithium-ion battery electrodes. ACS Sustain. Chem. Eng. 8, 11596–11605 (2020). https://doi.org/10.1021/acssuschemeng.0c02854
Yang, T.R., Lu, Y.Q., Li, L.R., et al.: An effective relithiation process for recycling lithium-ion battery cathode materials. Adv. Sustain. Syst. 4, 1900088 (2019). https://doi.org/10.1002/adsu.201900088
Park, K., Yu, J.L., Coyle, J., et al.: Direct cathode recycling of end-of-life Li-ion batteries enabled by redox mediation. ACS Sustain. Chem. Eng. 9, 8214–8221 (2021). https://doi.org/10.1021/acssuschemeng.1c02133
Ganter, M.J., Landi, B.J., Babbitt, C.W., et al.: Cathode refunctionalization as a lithium ion battery recycling alternative. J. Power. Sources 256, 274–280 (2014). https://doi.org/10.1016/j.jpowsour.2014.01.078
Fan, M., Meng, Q.H., Chang, X., et al.: In situ electrochemical regeneration of degraded LiFePO4 electrode with functionalized prelithiation separator. Adv. Energy Mater. 12, 2103630 (2022). https://doi.org/10.1002/aenm.202103630
Shilina, Y., Maddukuri, S., Banerjee, A., et al.: LNMO-graphite cells performance enhancement by the use of acid scavenging separators. ChemElectroChem 6, 3690–3698 (2019). https://doi.org/10.1002/celc.201900907
Shanmukaraj, D., Grugeon, S., Laruelle, S., et al.: Sacrificial salts: compensating the initial charge irreversibility in lithium batteries. Electrochem. Commun. 12, 1344–1347 (2010). https://doi.org/10.1016/j.elecom.2010.07.016
Zhao, Y., Kang, Y., Fan, M., et al.: Precise separation of spent lithium-ion cells in water without discharging for recycling. Energy Storage Mater. 45, 1092–1099 (2022). https://doi.org/10.1016/j.ensm.2021.11.005
Paul, N., Wandt, J., Seidlmayer, S., et al.: Aging behavior of lithium iron phosphate based 18650-type cells studied by in situ neutron diffraction. J. Power. Sources 345, 85–96 (2017). https://doi.org/10.1016/j.jpowsour.2017.01.134
Hong, L., Li, L.S., Chen-Wiegart, Y.K., et al.: Two-dimensional lithium diffusion behavior and probable hybrid phase transformation kinetics in olivine lithium iron phosphate. Nat. Commun. 8, 1194 (2017). https://doi.org/10.1038/s41467-017-01315-8
Kinyanjui, M.K., Axmann, P., Wohlfahrt-Mehrens, M., et al.: Origin of valence and core excitations in LiFePO4 and FePO4. J. Phys. Condens. Matter 22, 275501 (2010). https://doi.org/10.1088/0953-8984/22/27/275501
Laffont, L., Delacourt, C., Gibot, P., et al.: Study of the LiFePO4/FePO4 two-phase system by high-resolution electron energy loss spectroscopy. Chem. Mater. 18, 5520–5529 (2006). https://doi.org/10.1021/cm0617182
Andersson, A.S., Thomas, J.O.: The source of first-cycle capacity loss in LiFePO4. J. Power. Sources 97(98), 498–502 (2001). https://doi.org/10.1016/s0378-7753(01)00633-4
Malik, R., Burch, D., Bazant, M., et al.: Particle size dependence of the ionic diffusivity. Nano Lett. 10, 4123–4127 (2010). https://doi.org/10.1021/nl1023595
Wang, T., Yu, X., Fan, M., et al.: Direct regeneration of spent LiFePO4 via a graphite prelithiation strategy. Chem. Commun. 56, 245–248 (2020). https://doi.org/10.1039/C9CC08155K
Jaekwang, L., Wu, Z., Idrobo Juan, C., et al.: Vacancy-driven anisotropic defect distribution in the battery-cathode material LiFePO4. Phys. Rev. Lett. 107, 085507 (2011)
Guo, Y.Q., Guo, C., Huang, P.J., et al.: Rejuvenating LiNi0.5Co0.2Mn0.3O2 cathode directly from battery scraps. eScience 3, 100091 (2023). https://doi.org/10.1016/j.esci.2023.100091
Fan, E.S., Li, L., Wang, Z.P., et al.: Sustainable recycling technology for Li-ion batteries and beyond: challenges and future prospects. Chem. Rev. 120, 7020–7063 (2020). https://doi.org/10.1021/acs.chemrev.9b00535
Wang, J.X., Zhang, Q., Sheng, J.Z., et al.: Direct and green repairing of degraded LiCoO2 for reuse in lithium-ion batteries. Natl. Sci. Rev. 9, nwac097 (2022). https://doi.org/10.1093/nsr/nwac097
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Grant No. 51834008) and Guangxi Laboratory of New Energy Automobile Project (Guike AA 23062086).
Author information
Authors and Affiliations
Corresponding author
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhou, J., Zhou, X., Yu, W. et al. Towards Greener Recycling: Direct Repair of Cathode Materials in Spent Lithium-Ion Batteries. Electrochem. Energy Rev. 7, 13 (2024). https://doi.org/10.1007/s41918-023-00206-5
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41918-023-00206-5