
Abstract
The growing demands of optical systems have led to increasingly complex aspheres and freeforms. In this paper, an established measurement system in asphere production, which is also a promising approach in high-precision freeform metrology, is presented. It is based on a scanning-point multiwavelength interferometer approach. The scanning principle enables great flexibility, reduces setup time and costs, and has almost no limitations in spherical departure. Due to the absolute measurement capability, the utilized multiwavelength approach is beneficial for segmented, annular, and discrete surfaces, which are common designs of modern applications’ optical elements. The metrology system enables measurements on a nanometer scale on a great variety of apertures—from 1 to 1000 mm. Recently, a new short-coherence multiwavelength interferometer operating in the visible domain has been developed. It enables the high-precision measurement on silicon-coated surfaces, which can be found in space applications and are also commonly used for extreme-ultraviolet (EUV) lithographic setups, which will be used as an example throughout this work. Owing to the large absolute measurement capability, applied grating structures for suppressing infrared light in the EUV process can easily be measured. This paper summarizes the basic working principles of the proposed metrology system, explains the special requirements for different fields of application, highlights the capabilities of the visible multiwavelength approach, and shows the measurement results.
Highlights
-
Modern applications, like extreme-ultraviolet lithographic setups, require new and flexible metrology tools.
-
A scanning-point interferometer, working in the visible domain, is presented.
-
The first measurement results on demonstrators prove the capability.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The growing demands of optical systems have led to increasingly complex aspheres and freeforms. Nowadays, numerous manufacturing (cf. [1]) and measuring (see [2,3,4,5]) devices are available, for example, for simple optics with low asphericity. For highly aspherical objects or unconventional optics, however, the range of available products is much smaller (cf. [6,7,8]). Apart from process-relevant problems, the lack of suitable measuring technologies is the main reason for this. Neither an iterative corrective process to finally meet design specifications nor an efficient quality assurance can be performed without an appropriate metrological solution. While this situation is valid already for standard-size optics in the domain of a few tens of millimeters in diameter, it gets more critical for large optics of several hundreds of millimeters in diameter [7]. Up to now, these optics could only be measured, if at all, by very specialized and tailored systems, and with a lack of flexibility. Throughout Sect. 2 of this paper, a measurement system in asphere production, well established in several kinds of industries [9,10,11,12], is presented, which overcomes this issue. It is based on a scanning-point interferometer that uses a multiwavelength approach to acquire the deviation from the actual to target design [13]. The point-scanning principle enables great flexibility, reduces setup time and costs, and has almost no limitations in spherical departure. Here, flexibility in surface geometry is comparable to a coordinate measurement machine and allows for the absolute acquisition of mechanical references, such as shoulders and outer diameter, in addition to the optical surface itself [10]. The multiwavelength approach is beneficial for segmented, annular, and interrupted surfaces, which are common apertures of modern applications’ optical elements. Moreover, binary, or diffractive surfaces can be measured accurately and with absolute height information owing to the very large unambiguity range of the multiwavelength interferometer. Special metrological requirements and recent developments depending on the area of application—from small to large optics—are highlighted throughout this contribution.
Section 3 discusses the special demands for the measurements of silicon (Si)-coated surfaces, which have driven the development of a short-coherence multiwavelength interferometer working in the visible-wavelength domain. Here, the requirements remarked by Trost et al. [14] for an extreme-ultraviolet (EUV) lithographic process have been used as a demonstrator.
2 Asphere Metrology
2.1 Multiwavelength Interferometry
Interferometrical point probes can easily achieve accuracies within a few nanometers and resolutions of the picometer range. With appropriate collimation, very large measuring ranges are possible. However, one is limited to half of the wavelength as an unambiguity range when using a standard homodyne interferometer. Therefore, each dust particle or small defect on the surface under test will lead to a loss in absolute distance information.
By contrast, multiwavelength interferometry (MWLI) uses several independent and discrete (i.e., long coherence) wavelengths that share an optical fiber and calculates a synthetic beat wavelength by pairing. In this way, the high resolution and large measuring range of homodyne interferometers can be combined with an unambiguity range extended by various orders of magnitude. For example, when using two wavelengths, λ1 and λ2, to measure the same distance, each wavelength will deliver its own phase information from the interference signal. This corresponds to two independent homodyne interferometers with high accuracy but a small unambiguity range, namely λ1/2 and λ2/2. Owing to the MWLI technology, however, the unambiguity range can be expanded by calculating the synthetic beat wavelength Λ of discrete wavelengths λ1 and λ2. The size of the unambiguity range now is equal to half of the synthetic beat wavelength Λ according to
Due to the difference between the two wavelengths in the denominator, the synthetic beat wavelength expands when the individual wavelengths are closer to each other. Technically, unambiguity ranges larger than 1 mm are feasible. The obvious advantage of a purely mathematical calculation of the synthetic beat wavelength is that the unambiguity range is extended by up to three magnitudes without loss of the high resolution and accuracy of the individual homodyne interferometers.
This approach has been realized by a four-wavelength setup using stabilized laser diodes in the infrared (IR) wavelength domain between 1.5 and 1.6 µm. This selected wavelength domain is suitable for almost every type of surface material and finish.
According to the above equation, the four wavelengths are selected in a way that the largest beat wavelength enables an absolute measurement range of 1.25 mm. For each data point, a medium-sized beat wavelength and a small-size beat wavelength are evaluated to refine the result, which is finally obtained using a highly accurate single wavelength. This interleaving enables an absolute measurement (in the range from − 625 to + 625 µm) with the accuracy of a single-wavelength interferometer in one shot.
2.2 Scalable Metrology Platform
When using the above shown multiwavelength point probes to acquire form deviations of an object under test, the surface must be scanned in an appropriate way. The simplest scenario would be the combination of circular and linear scans. Metrology systems with increased stability and axes referenced according to the Abbe principle can also perform dynamical measurements on a spiral trajectory, which helps to optimize the measuring speed. The renunciation of a stop-and-go motion (e.g., circle by circle) especially delivers a smooth motion without high accelerations or decelerations, leading to high accuracy. The measuring scan ideally occurs equidistant and as close to orthogonality as possible to the design shape. In this way, a direct target/actual comparison with minimal systematic measurement errors can be achieved.
Linear and rotational stages are responsible for the positioning of the surface scanning “object probe” above the sample under test (Fig. 1). Here, two linear stages, in the radial direction (R) and vertical direction (Z), position the probe in space, while a rotational stage (T) facilitates the vertical measurement in relation to the surface under test. The object probe measures the distance to the object. While the geometrical design form of the surface is being captured, the object rotates through an additional rotational stage (C), which is typically realized by a precision air-bearing spindle. This leads to a measuring trajectory along a spiral path over the design surface. However, to not rely only on the stages’ accuracy for form measurement (which would allow an overall accuracy in the low-micrometer range only), the exact position in space for each measuring point must be acquired throughout the full measurement for each data point of the object probe. To achieve this, three reference probes and a robust open-loop metrology frame (made of the nickel–iron alloy FeNi36 “Invar”, which has a very low thermal expansion coefficient) with highly accurate reference mirrors are necessary, as shown in Fig. 1. Owing to the presented setup with two linear and one cylindrical reference mirror, the absolute position of the object probe in the measuring volume can be acquired continuously. The reference probes, together with the rotational T stage, are positioned in a way that the Abbe errors of the first order (caused by the mechanical movements of the stages, which impair the measuring distance) can be fully compensated. Only errors of higher order, and therefore less influence on the measurement results, need to be calibrated to optimize the system’s accuracy even further.

Schematic of the setup: Two linear (R, Z) and one rotational stage (T) facilitate the movement of the object probe, which is referenced by three reference probes to compensate for first-order errors. The object is rotated by an air-bearing spindle (C), which leads to a spiral scan
A great advantage of the utilized probes is that the same technology, which is used for the object measuring probe, can also be used for the three reference probes. This condition arises from the long-coherence interferometric approach, which principally allows for a working range of up to several meters. Apart from the very high accuracy, a large unambiguity range can be used throughout the full working range. Both enable an absolute and robust position referencing inside the entire measurement volume of the metrology system.
Due to the simple design, including the orthogonality of the two major reference arms, the proposed setup can be easily scaled to fit the intended use case. It is already applied for various object geometries: Starting from small smartphone camera lenses (cf. [9]), going over “standard” optics for consumer electronics in the range of tens of millimeters in diameter and up to large-sized optics of up to 1 m in diameter (cf. [12]) for lithographic, space, or telescope applications. Each domain has its very own unique requirements, which will be briefly discussed in the following sections.
2.2.1 Small- and Medium-Size Optics
For small lenses (e.g., down to 1 mm in diameter), the geometrical relationship between the optical surface and mechanical interface is of importance, for example, due to the lack of the degree of freedom for alignment during mounting into a lens barrel. In addition, the inner centration and wedge of the front-to-back surfaces are crucial for the performance of the optical lens. This could be measured, in principle, by mounting the sample under test into a tooling providing an additional coordinate system (e.g., by three spheres in the 0°, 120°, and 240° positions, accessible from top and bottom), which is preserved while turning the tooling (including the sample under test) for the back measurement. This procedure would allow for a correlation between the front surface and spheres, between the back surface and spheres, and therefore between the front and back surfaces. However, small plastic lenses are likely to be heavily deformed by the tooling. Here, following a different approach is reasonable: Using a short-coherence interferometer with a large working distance enables a measurement of the back through the lens without having stringent mounting. The object probe of the above metrology platform has been replaced by a multiwavelength short-coherence interferometer. Again, the multiwavelength approach extends the absolute measurement capability, but the short coherence length deliberately limits the measurement range to approximately ± 50 µm by the envelope function. This feature enables the measurement of lenses with a center thickness down to 0.1 mm. Figure 2 shows a scheme of the short-coherence multiwavelength approach. It presents a single wavelength (black line), a synthetic beat wavelength by combining two of the single wavelengths (blue line) to increase absolute measurement capability, and an envelope function (red line) of the interference limitation due to the short coherence length [9].

Coherence pattern (envelope function, red) with single wavelength λ (black) and synthetic beat wavelength Λ (blue) evaluation. The measurement range is deliberately limited by the envelope function
For classical optics in the domain of a few tens of millimeters in diameter, the analysis of mid-spatial surface deviations (in azimuthal and radial directions) is often of high interest. Here, the fast noncontact measurement enables a high data density of several million data points per surface in a reasonably short measurement time of a few minutes only. The data can be evaluated by Zernike analysis or simply be a geometrical evaluation according to recent standards, such as ISO 10110. Due to the absolute form and form deviation information acquired, it can also be used by common design tools, e.g., CAD or ray-tracing software.
2.2.2 Large Optics
For large optics (e.g., up to 1000 mm part diameter), two additional requirements must be considered: One is the longer measurement time, which could influence the accuracy due to thermal drifts. The other is the high workload that the samples introduce to the metrology system.
To take thermal drifts into account, the system is equipped with several sensors to acquire the temperature at different crucial points, e.g., granite base and metrology frame. Different temperatures at these components, i.e., different thermal expansion, can be considered and corrected in post-processing. A design change in the metrology platform to a single-material setup of base and frame also helps here to improve the large-scale systems’ performance. Although a granite metrology frame has a higher thermal expansion than the above-mentioned Invar frame, the single-material setup makes it more predictable in terms of expansion, thereby making the correction more precise. Figure 3 exemplarily shows the measurement result of a single-point diamond-turned (SPDT) nickel-plated mirror surface with a best-fit radius of 293 mm on a 260-mm clear aperture. The results of six repeat measurements on this sample, each with a 20-min break in between, are given in Table 1. They show a good 3σ RMSi stability of only 1.5 nm during the overall > 100-min measurement period.

Exemplary measurement result (bottom) of a curved 260-mm-diameter SPDT nickel-plated mirror. Photo of the sample on the top
In addition, the humidity and air pressure are recorded to recalculate and adapt the refractive index of air for each measurement, which has a positive influence, especially on the long reference arms in the radial and vertical directions.
Large objects are typically also heavy objects. Compared to (the maximum of) a few kilograms of standard-size optics, large optics may have weights of more than 100 kg or even 200 kg. This condition leads to several difficulties, starting with the mounting, loading, and alignment processes and going over to high workloads on the spindle, introducing high torques for accelerating and decelerating the samples under test. In addition, the workloads may strongly change from one to another object, which makes the tuning of the system complex. To handle high and potentially varying workloads, a combination of active and passive damping systems with an included self-leveling functionality has been implemented as a base below the metrology system itself.
The loading can be eased using the combination of wide doors to the measurement volume with a sufficient handling space inside the metrology system (particularly around the spindle) to enable the use of a fork lifter. Common mounting techniques, such as kinematic mounts using three spheres combined with three V-notches, can also be used for heavy objects. They also help with good intrinsic precentering. By contrast, for flat or shallow objects, nine-point Hindle mounts [15] can be used for a minimal bending of the part under test. Of course, the high workload needs to be considered by a sufficient stiffness of all parts of the mount.
A spindle, facilitating the samples’ rotation, was adapted to handle up to 350-kg workload, adding some freedom in tooling design even for heavy objects. The spindles’ workload dependency was checked using an optical flat with a diameter of 600 mm by introducing a change of 150 kg. To simulate a scenario that is close to the reality concerning the torque, the load was designed as a disk of 850 mm in diameter. As the direct comparison is not feasible due to deformations during remounting after workload changes, caused by the flat’s small thickness of approximately 50 mm only, an indirect comparison was facilitated: The optical flat was measured under two different orientations (0° and 120°) and compared pointwise. Assuming very good repeatability of the platform, as shown in Table 1, the difference will be mainly caused by deformations of the object itself. The test was repeated with 150 kg of additional load. Figure 4 shows the pointwise deviation (i.e., deformation) as discussed for both sets of data. The difference in RMS is only 3 nm (16 and 19 nm), and no obvious noise can be seen for high-workload data. A low dependency of the spindle to varying workloads, therefore, can be expected.

Pointwise comparison of two measurements (0° and 120° orientations) a without (16 nm RMS) and b with 150 kg workload (19 nm RMS). The resulting deviation of each is mainly a deformation of the sample under test. No vibrations can be seen for the high-workload data
For ease of operation in daily use, the spindle can be equipped with a center and level table, which allows for a semi- or fully automated alignment using the system’s MWLI probe.
3 Multiwavelength Interferometry in the Visible Domain
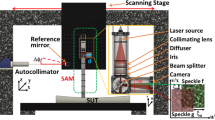
The MWLI probes of the proposed metrology platform operate in the IR wavelength range from 1.5 to 1.6 µm. As this is a common telecommunication wavelength domain, various highly stabilized laser diodes are available on the market. From a metrology point of view, this domain is a sweet spot in measuring almost all types of materials, starting from plastic, going over different types of glass, up to metallic surfaces. However, some emerging technologies, e.g., EUV lithography, are using Si-coated surfaces. Silicon has a very low absorption coefficient for the IR wavelengths used [16]; i.e., the coating is partly transparent. This condition causes double reflections on the coating layers, leading to a false and inconsistent phase evaluation of the interferometers. Due to the small thickness of the coatings, this is also valid for the short-coherence approach described in Sect. 2.2.1. Appropriate postprocessing of the data, mainly an unwrapping using the additional information from the different interferometers, finally enables an evaluation of the surface but with limited accuracy. To meet this challenge, a short-coherence multiwavelength interferometer with three wavelengths was developed, which operates in the visible wavelength range from 400 to 450 nm. The wavelengths are created by superluminescent diodes together with a suited filter arrangement. This feature guarantees the required stability for high-precision measurement. In this particular wavelength range, the absorption coefficient is about 12 orders of magnitude higher than that in the IR domain [16], enabling a robust surface measurement on the Si coating. As a proof of concept, Fig. 5 shows the irregularity of a Si-coated flat substrate made of silicon carbide (SiC), conducted with a newly developed multiwavelength interferometer working in the visible-wavelength domain. The PV99iFootnote 1 of this sample is only 25 nm in an 80-mm clear aperture. The dots observed on the surface were coating defects. Surface shape and coating defects were verified by a comparison measurement using a classical parallel 4-in interferometer operating at 633 nm.

Irregularity (bottom) of an 80-mm Si-coated flat measured by a multiwavelength interferometer in the visible wavelength domain. Coating defects of 5 to 15 nm in height can be observed. Photo of the sample on the top
The above-mentioned example application, EUV lithography, has to deal with another challenge: The laser-produced plasma needed for the EUV emittance at a target wavelength of 13.5 nm typically requires a high-power pulsed CO2 laser, which also causes a large amount of IR light in the optical system [14]. This IR light leads to a reduced resolution of the lithographic process and, therefore, needs to be minimized. One way to separate EUV from IR light is to use a binary diffraction grating in conjunction with an aperture stop, as shown in Fig. 6. More details, for example, can be found in the publication of Trost et al. [14]. Typical step heights for the binary grating are in the range of a few single micrometers. Due to the short-coherence multi-wavelength approach of the newly developed interferometer, an absolute measurement capability of more than ± 25 µm is feasible. Again, the short coherence length, leading to an envelope function for the interferometric evaluation (cf. Section 2.2.1), limits the measurement range and, therefore, the absolute measurement capability. The range of ± 25 µm is still far beyond the required heights and allows for absolute measurement of interrupted surfaces, such as diffractive optical elements (DOEs) or binary gratings. For validation, Fig. 7 shows the irregularity of an aspherical DOE with 28 zones in its 110 mm clear aperture. The diffractive step height for each zone is 1.65 µm. The absolute measurement capability allows for a direct and accurate evaluation of the zones without the need for any unwrapping or software corrections. For a final evaluation, one could finally subtract the design step height from the data in post-processing to obtain the refractive optical function of the sample under test.

Diffraction by a binary grating (gray) to suppress IR light (red) by an aperture stop (black) in the E-UV system [14]

Diffractive optical element measured using the short-coherence multiwavelength approach in the visible-wavelength domain. a deviation map, b corresponding X (yellow) and Y (red) profiles
The absolute measurement capability of the visible-domain multi-wavelength interferometer, the same as for the IR-based setup, also enables the measurement of segmented and annular optics. Similar to the binary grating in conjunction with annular objects, the proposed system covers all requirements for the EUV application’s metrology, as remarked by Trost et al. (cf. [14]). In addition, mechanical fiducials, such as the outer diameter cylinder or flat flange, which could be used for the alignment of the binary grating inside the lithographic system, can be measured in the same setup in absolute relation to the optical surface.
4 Conclusions
This paper presents a highly versatile metrology platform for aspheres and freeforms developed which is kind of an industry standard. It uses a multi-wavelength interferometer to acquire the deviation of the surface under test, which brings the benefit of a very large absolute measurement capability and allows for the measurement of segmented and interrupted optics. As the IR-based approach of the MWLI faces challenges measuring thin silicon coatings, a short-coherence multi-wavelength interferometer in the visible-wavelength domain was successfully developed to overcome this situation. The results on Si-coated samples have been presented, and the absolute measurement capability has been proven on a DOE. The latter feature is an essential requirement, especially for EUV lithographic applications, which has been used as an example throughout this contribution. Apart from the discussed one, other emerging technologies are also using Si-coated surfaces, e.g., on lightweight SiC substrates for space or large telescope applications. With its versatility in surface metrology, including geometrical features and fiducials and the ease of handling obtained by an improved alignment procedure, the proposed system has been shown to be a good solution for these emerging silicon coating-based technologies.
Data availability
The datasets generated and/or analyzed during the current study are available from the corresponding author on reasonable and noncommercial request.
Notes
PV99i: PV99 is a robust peak-to-valley implementation, which ignores the 0.5% highest and 0.5% lowest data points. The “i” is the irregularity representation, according to ISO 10110.
References
Li Y, Zhang Q, Wang J, Xu Q, Ye H (2017) 1.6 Precision grinding, lapping, polishing, and post-processing of optical glass. In: Hashmi MSJ (ed) Comprehensive materials finishing. Elsevier, Amsterdam, pp 154–170
Yu Y, Conroy M, Smith R (2012) Characterization of optical components using contact and non-contact interferometry techniques: advanced metrology for optical components. In: Proceedings of the SPIE 8417, 84170H.
Fan YJ, Struik KG, Mulders PC, Velzel CHF (1997) Stitching interferometry for the measurement of aspheric surfaces. CIRP Ann 46(1):459–462
Kuechel M (2009) Interferometric measurement of rotationally symmetric aspheric surfaces. In: Proceedings of the SPIE 7389
Asfour J, Poleshchuk AG (2006) Asphere testing with a Fizeau interferometer based on a combined computer-generated hologram. J Opt Soc Am A 23:172–178
Schachtschneider R et al (2018) Interlaboratory comparison measurements of aspheres. Meas Sci Technol 29:055010
Brunelle M, Blalock T, Lynch T, Ferralli I, Nelson JD (2018) Larger format freeform fabrication and metrology. In: Proceedings of the SPIE 10692, optical fabrication, testing, and metrology VI, 106920L
Naples NJ, Yi AY (2023) Toolpath generation for ultraprecision machining: freeform surface generation and extrapolation. Precis Eng 80:290–301
Wendel M (2019) Measurement of small optics by use of a multi-wavelength interferometrical approach. In: Proceedings of the SPIE 11385, optics and measurement international conference 2019, 113850M
Hennemann N, Wendel M (2022) Precision measurement of molded optics including relational datum parameters by use of a scanning point multi-wavelength interferometer. In: Proceedings of the SPIE 12219, polymer optics and molded glass optics: design, fabrication, and materials 2022, 122190E
Asfour J-M, Wendel M (2022) Measurement of inner centration of an asphere with computer generated holograms compared to an optical profiler. In: Proceedings of the SPIE 12221, optical manufacturing and testing XIV, 122210V
Wendel M (2022) Precision measurement of large optics by use of a scanning point multi-wavelength interferometer. In: Proceedings of the SPIE 12137, optics and photonics for advanced dimensional metrology II, 1213708
Berger G, Petter J (2013) Non-contact metrology of aspheric surfaces based on MWLI technology. In: Proceedings of the SPIE 8884, 88840V
Trost M, Schröder S, Duparré A, Risse S, Feigl T, Zeitner U, Tünnermann A (2013) Structured Mo/Si multilayers for IR-suppression in laser-produced EUV light sources. Opt Express 21:27852–27864
Pravin KM (1984) Flat circular optical elements on a 9-point Hindle mount in a 1-g force field. In: Proceedings of the SPIE 0450, structural mechanics of optical systems I
Green M (2008) Self-consistent optical parameters of intrinsic silicon at 300K including temperature coefficients. Solar Energy Mater Solar Cells 92(11):1305–1310
Author information
Authors and Affiliations
Contributions
The author read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing Interests
The author declares that there is no conflict of interest.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wendel, M. Precision Measurement of Complex Optics Using a Scanning-Point Multiwavelength Interferometer Operating in the Visible Domain. Nanomanuf Metrol 6, 11 (2023). https://doi.org/10.1007/s41871-023-00191-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41871-023-00191-9