
Abstract
Titanium aluminide (TiAl) has been identified as a key material for achieving significant emission reductions in aircraft jet engines due to its high-temperature properties combined with its very low weight compared with conventional nickel-based alloys. Well-known engine manufacturers, therefore, introduced TiAl low-pressure turbine blades in their engines. To enter the market, all manufacturers initially relied on enormous machining allowances for safety reasons, thus accepting a poor buy-to-fly ratio: MTU Aero Engines AG used the casting/forging route with the alloy TNM [Ti–43.5Al–4Nb–1Mo–0.1B (at.-%)] for the highly stressed GTF (geared turbofan), Safran used machining of the alloy GE48-2-2 (Ti–33Al–2.6Cr–4.8Nb (wt.-%)) from the solid, and GE (General Electric) used ‘massive-overstock’ investment casting and 3D printing of GE48-2-2. More cost-effective and material-efficient processes are needed for titanium aluminide to establish itself sustainably in new aerospace applications in the long term. Access has, therefore, developed an economical TiAl investment casting process to industrial maturity, realizing a minimum machining allowance of 0.7 mm in a process-safe manner. In a study, it was evaluated that carbide cutters with AlTiN coating are excellently suited for machining TiAl. Extensive studies of the economic viability of TiAl investment casting have shown that it is competitive.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Most engine manufacturers are feverishly searching for ways to process the material titanium aluminide (TiAl) cost-effectively and without defects, (Bewlay et al. 2016). Titanium aluminide is an intermetallic compound which, due to its high-temperature properties (oxidation resistance and strength retention at high temperatures, approx. 750–800 °C, (Dimiduk 1999)), is used primarily for aircraft engines. In principle, titanium aluminides can be processed by various methods, but the processability is very demanding due to brittle room temperature properties. TiAl alloys are correspondingly expensive, but offer the enormous advantage of their low weight, which is only half that of nickel-based alloys. As a result, TiAl can substitute nickel-based alloys in applications up to about 800 °C (hence primarily in low-pressure turbines). The most common alloys today are GE 48-2-2 for casting and TNM for forging.
Various technological approaches exist worldwide to produce cast low-pressure TiAl turbine blades (Niedermeyer et al. 2018; Hendrikxson et al. 2018). Three of the favored manufacturing processes are centrifugal chill casting and subsequent cutting of a solid block and machining of the pieces to final geometry (Safran for LEAP engine (Leading Edge Aviation Propulsion), (Leconte et al. 2016)), forging, cutting, and machining (MTU for Geared Turbofan, (Habel et al. 2016)), and investment casting with large machining allowance and machining to final size (GE) (Bewlay et al. 2016). In the ideal case, the blade is reproduced with precision accuracy. General Electric also plays a pioneering role in the 3D printing of TiAl, as they are already equipping the GE9X engine with TiAl low-pressure turbine blades in series production. In addition, to the best of our knowledge, GE is the only OEM (Original Equipment Manufacturer) using printed TiAl blades (GE 2023). Although the process route of massive overstocking followed by mechanical machining is currently used in the USA by PCC (Precision Castparts Corp.), in France by Mecachrom, and in Japan by Kikuchi Gear, it involves very high costs and should not be competitive in the long term, especially in view of the enormous costs for the machining of TiAl (see cost analysis in this paper). In contrast, the near-net-shape approach with low machining allowance is confronted with geometry stability issues. Too small an allowance offers little scope for geometry corrections and uniform infeed over the entire component, as well as achieving the final geometry during machining.
Developments in recent years have confronted TiAl with greater challenges. For example, the use of the material TNM in MTU’s GTF has been suspended. In addition, the stringent carbon reduction requirements and rising energy prices have prompted the major aircraft manufacturers to rethink their approach. Very large, four-engine aircraft, and thus the largest engines, are gradually being phased out by the airlines. As a result, new developments such as Rolls-Royce’s Ultrafan, for which TiAl was intended, are being reconsidered or shelved, (Nowak 2021). According to leading engine manufacturers, however, there is still very high potential for TiAl as a component in future engines. The essential prerequisite for a broader use of titanium aluminides is the reduction of manufacturing costs. It should be noted that TiAl blades will not be used in the foreseeable future without final machining for safety reasons and because of the demanding geometrical requirements.
The processing of titanium aluminides is extremely demanding. For instance, TiAl tends to harden during machining, resulting in high notch wear on the machining tool. The high brittleness at low temperatures affects chip formation when machining titanium aluminides. There is also a tendency for catastrophic shear banding to form, resulting in vibration, surface cracking, and chatter marks on the machined component surface. At the same time, the low thermal conductivity of TiAl leads to heat buildup and thus high temperatures at the tip of the cutting tool, while the strengths of TiAl remain high at high temperatures. Both require the use of an optimum cooling lubricant, to reduce tool temperatures and to remove broken chips. Titanium aluminides also adhere strongly to the cutting edges of the tools. The formation of a built-up edge negatively affects machining, (Castellanos et al. 2019)-(Donachie 2000). In terms of economy, investment casting is, thus, the most suitable method for processing TiAl, since it allows very small machining allowances to be realized, which means that expensive material can be saved, and, at the same time, the machining effort can be reduced. Despite the great challenges, as early as 2017, it was demonstrated by Access that defect-free low-pressure turbine blades (LPTB) with a low machining allowance (< 1 mm) can be produced from the GE48-2-2 material (Ti -33Al -2.6Cr -4.8Nb (wt.-%)) by investment casting and subsequent milling, (Bünck et al. 2017). Nevertheless, to reduce the machining allowance to a minimum, the machining of TiAl in particular had to be further optimized. This concerns the following aspects:
-
The use of optimally suited milling cutters and parameters
-
Reliable avoidance of machining defects
-
Optimum gauging of the components to ensure that material is removed as uniformly as possible on all sides.
Access is a non-profit research organization specializing in the development of high-performance metallic materials and their processing. Since the mid-1990s, Access has been intensively involved in the material development of titanium aluminides and the development of casting processes to manufacture high-performance components from this material. Through publicly funded projects, the process development of blades for aircraft engines as well as turbocharger wheels for automotive engines was driven forward in industrial cooperation together with well-known companies from the aerospace and automotive industries, (Bünck et al. 2017; Busse 2003a, b; Raab et al. 2000; Kättlitz 2014; Summary and DATACAST 2016; Stoyanov et al. 2016; Stoyanov 2023). With the establishment and expansion of a technical center for industrial casting processes (Access TechCenter in Aachen, Germany), a system-capable platform was created for the systematic development of melting and casting processes for high-performance metallic materials. On this basis, it was possible to develop a complete, partially automated investment casting production chain on an industrial scale as well as comprehensive process know-how for the investment casting of titanium aluminides (including pattern making, automatic ceramic mold production, waterjet cutting, heat treatment, milling, and full quality assurance (X-ray, FPI (fluorescence penetration inspection), GOM ATOS automatic optical 3D scanner, etc.).
The overall objective of the project, in which the developments described here were carried out, was to demonstrate the economic manufacturability of low-pressure turbine blades made of titanium aluminide 48-2-2 (Ti–33Al–2.6Cr–4.8Nb (wt.-%)). To ensure this, tool coatings available on the market had to be used for machining. Promising coatings were, thus, selected in market research and tested in machining trials with regard to their wear.
Methods/Experimental
In addition to a fully automatic dipping and sanding system from VA Tech, the heart of the investment casting process chain used during investigations described here is a centrifugal casting system of the Leicomelt type from ALD Vacuum Technologies GmbH, which is equipped with a cold-wall induction crucible with a melting capacity of up to 5l (Fig. 1); a dedicated description of the process chain can be found in Bünck et al. (2017)). Only a combined heat treatment including hot isostatic pressing was performed externally by Pankl Racing Systems AG in Austria according to common aerospace specifications (1185 °C, 1700 bar for GE48-2-2).

Process chain (top) and core elements of the investment casting line at Access: VA Tech fully automatic dipping and sanding system (bottom, left), ALD Leicomelt 5TP centrifugal caster (bottom, right)
Special know-how lies, among other things, in the highly resistant ceramic mold system, which is based on a combination of Yttria-based front layer and aluminum oxide-based backup. With this system and the simulation-based development of the casting process, it has been possible to eliminate casting defects such as shrinkage cavities (see (Bünck et al. 2017)). This created the basis for the further development of mechanical machining as described in this paper, in which the abovementioned challenges had to be overcome. To level out machining defects, it was first necessary to find a well-suited tool including a stable tool coating.
In preliminary investigations, the ball nose cutter with internal cooling shown in Fig. 2 proved to be the most suitable for machining the gas path of engine blades and was, therefore, used for all investigations of the coatings. These have a shank diameter of 12 mm and a length of 82 mm. The helix tapers over a length of 30 mm to a diameter of 6 mm. The three integrated cooling channels emerge in the area of the face and thus optimally direct the cooling lubricant to the cutting zone.

Left: Milling machine GF Liechti go-Mill 350, right: tool used for milling tests and machined blade of type L1 (see below), clamped in chuck
The machining was carried out with a go-Mill 350 milling machine from Georg Fischer (GF) Liechti (Fig. 2, left). The Liechti go-Mill is a compact and dynamic 5-axis machining center for complex workpieces such as turbine blades, blisks, and impellers. The integrated technology enables HSC machining at high accelerations for milling flow profiles on turbine components found in aerospace and power generation applications.
For economical machining of TiAl, high cutting speeds are targeted, (Sharman et al. 2001)-(Klocke et al. 2013). In the tool test carried out, six blades per coating were finish machined. After two, four, and six blades, respectively, the tools were subjected to a wear check or wear measurement. For this purpose, the tools were cleaned of TiAl adhesions and cooling lubricant after use and then inspected with a Hirox KH-8700 digital microscope. Wear was measured on all tools at a magnification of 200x using the Hirox Software. Machining was performed at a cutting speed of Vc = 120 m/min and a tooth feed of fz = 0.06 mm. This resulted in a feed rate of Vf = 2291 mm/min. The other parameters were Ae = 0.35 mm and Ap = 0.2 - 0.35 mm. Seven different coatings from different manufacturers were tested (cf. Results).
For all tests, a generically designed low-pressure turbine blade (called “L1”, Fig. 3) was used as a demonstrator, which combines all the manufacturing challenges of common geometries (including fins and fences on a zigzag shroud, a dove tail, a bent airfoil, etc.) and is, thus, ideally suited to demonstrate the development status of the TiAl investment casting technology of Access. In terms of casting technology, the challenges lie in particular in the long and thin airfoil, which has almost no opening angle for feeding, and the sharp radii at the transition between the airfoil and the platforms, where open pores often result. Challenging features of the L1 for machining are the recess in the shroud, the strongly curved airfoil, small radii, and the dovetail. TiAl is per se difficult to cast and machine (see Introduction). All the blades investigated were cast from a titanium aluminide alloy of the type GE48-2-2, which was manufactured industrially to aerospace specifications by GfE Gesellschaft für Elektrometallurgie mbH, Nuremberg. Casting was carried out on the Leicomelt casting machine under centrifugal force at a casting temperature of 1620 °C and 250 rpm. After heat treatment (parameters see above) and subsequent separation of the casting system by waterjet cutting, the components were machined.

Fully processed LPTB of the generic type “L1” (total length: 220 mm, platform width: 56 mm)
To ensure a geometry in line with the requirements as per drawing and to likewise manage with the smallest possible machining allowances, the geometry of the blades had to be optimized before machining, because the problem with clamping the cast component already results from distortion present in the casting. Investigations showed that the distortion essentially already results from the first process step, the wax pattern production, since the wax pattern is locally deformed due to the required feeding system. In the case of TiAl, large feeders are usually necessary to avoid porosity caused by solidification (shrinkage holes). For the L1, a feeder is required over the entire airfoil, since the gas path has virtually no opening angle for feeding over the blade. The exact geometry of the feeding system cannot be disclosed here for reasons of confidentiality.
The use of the usual setters, which fix the wax pattern in a predefined position and thus prevent relaxation during cooling after wax injection molding, was not possible due to the large and stiff blade feeder. Disadvantageously, this feeder distorts the component as a result of volume shrinkage during cooling. As a countermeasure, cold wax inserts (see Fig. 4) are used, which are enclosed in the wax pattern (that means in the feeder), and thus counteract distortion by preventing volume contraction. This effectively reduces solid shrinkage and consequently warpage. At the same time, the insert serves as a stiffener against the warpage.

Schematic illustration of the use of the wax insert in the blade feeder (left), right: 12 mm and 16 mm wax round bars used
To determine the appropriate geometry of the wax inserts, extensive tests were carried out with different wax body geometries. The effect of reduced shrinkage was then determined by optical measurement of the geometry using a 3D scanner of the type ATOS 5 for Airfoil from Carl Zeiss GOM Metrology GmbH. The GOM ATOS 5 for Airfoil is a fully automatic measuring cell consisting of a robot that moves a camera–projector combination around the component to be scanned. The measuring box works according to the principle of laser triangulation with the light-sectioning method (blue light). ATOS 5 captures up to 2 × 12 million coordinate points during scanning. Three insert variants of different sizes (12 mm round bar, 16 mm round bar, and entire blade feeder—not shown due to confidentiality) were investigated in a test matrix (n = 15 each), and in addition, the reference without inserts (cf. Fig. 4). Resulting distortion of the blade can be measured well on the basis of the tilting of the platform. An optical scanner was used to measure the geometry of the wax patterns and compare them with the target geometry (CAD) at the defined measuring points (cf. Fig. 8). Casting and machining tests were finally carried out with the optimized wax patterns. The objective was the machining removal in the area of the entire gas path (airfoil).
In addition to the further optimization of mechanical processing through the use of form milling cutters for milling the dovetail, the costs for investment casting production of TiAl blades were further optimized. For this purpose, the use of recycled material was tested: about 10–15% of the feedstock in the melting process in the applied Leicomelt casting process remains as funnel and crucible skulls after casting (Stoyanov 2023). Since crucible and funnel skulls are only in contact with the cold-wall induction crucible and the funnel, respectively, they are basically free of contamination and can be returned directly to the melting process (direct recycling). In contrast, gating and feeding systems that have been in contact with the ceramic mold shell and are, thus, potentially contaminated on the surface cannot be used directly and must be cleaned beforehand. Direct recycling is easy to implement and offers very high potential due to the high cost of primary alloying and against the background of resource conservation. Although the melting and casting process takes place under a technical vacuum, there is a risk of a small amount of oxygen being absorbed from the residual atmosphere. In addition, under vacuum, evaporation of volatile elements from the melt may occur: In the case of alloy GE 48-2-2, for example, aluminum can evaporate. Both elements have a decisive influence on the material behavior and must be kept within narrow tolerances. A high oxygen content leads to embrittlement and thus to a reduction in ductility, especially from a content of 1200 ppm, (Aguilar et al. 2011). Aluminum, for its part, has a high impact on the microstructure development and on the phase ratios. In the Ti–Al binary system, the proportion of phases depends strongly on the aluminum content. As the aluminum fraction decreases, the γ-fraction also decreases, while the α2-fraction increases. In addition, the risk of the formation of β-precipitates increases, (Witusiewicz et al. 2008). To investigate the influence of recycled material, gravity casts were made into a metal die (Fig. 5) at different ratios of recycled to primary alloy (in 20% steps up to max. 100% recycled material). Casting was performed under vacuum at a residual pressure of about 5.8 * 10-2 bar. The results were evaluated based on chemical analyses using an inductively coupled plasma-optical emission spectrometer (ICP-OES subcontracted to AFARAK Elektrowerk Weisweiler GmbH), since both oxygen and aluminum have an influence on the formation of the phase fractions.

Permanent mold for static castings (left) and casting made of TiAl (right) for the determination of oxygen pickup and aluminum evaporation
Finally, it should be determined what improvement in economic efficiency could be achieved with the developments carried out. To be able to evaluate the machining costs, e.g., in relation to the total manufacturing costs, process costs had to be recorded over the entire process chain. For this, it was first necessary to divide the very extensive and long investment casting process chain into small, clear units. For this purpose, the main processes, such as the production of wax patterns, must be broken down into individual work steps. The essential criterion here is the independence of a step, which is distinguished from other process steps, for example, by the use of a machine that is independent of other steps. To manufacture a complex component such as the LPTB-L1, a large number of such steps is required. These work steps can be broken down into successive main areas as shown in Fig. 1. In the individual areas, depending on integrated quality assurance steps, up to 47 individual work steps per main process are carried out (highest number in the area of mold shell production), which in turn consist of a large number of activities. Thus, individual work steps with different parameters must be applied repeatedly. One example is wax injection molding: for the optimized overall casting setup of an L1 cluster, which is composed of six component patterns and a casting system, five different wax bodies and thus five different dies are required. Each wax molding cycle is followed by a step of inspection to avoid defects being carried through the process chain (optimized added value). In this way, the process chain adds up to a total of 105 work steps (including testing) that are necessary for the production of an L1 blade.
Different costs are incurred in the individual work steps, which can be divided into four categories according to their nature:
-
1.
Personnel and overhead costs
-
2.
Equipment and tooling costs (including operating costs)
-
3.
Costs for consumables
-
4.
Costs for operating media (electricity, gas, water)
In addition to the procurement costs for materials, media, equipment and tools, knowledge of the following values is required for cost determination, this related to the production of a blade under near-series conditions:
-
1.
Utilization times of equipment and tools
-
2.
Operating times of personnel
-
3.
Consumption
A total of 400 individual process steps had to be analyzed. The data necessary to evaluate the savings were collected during a small-batch production in which a total of 50 L1 LPTBs were manufactured and analyzed.
Results and Discussion
(A) Selection of Appropriate Tools
The results of the machining test on differently coated tools after machining six blades are shown in Fig. 6. The cutting edges of all tools show clear signs of wear. The zone of damage was measured and used as an evaluation criterion. At 76 µm, variant 4 (TiAlSiN-based) has the smallest zone of damage to the coating, but a section of the cutting edge has broken off, resulting in an uncleanly machined component surface (cf. Fig. 6). Variant 7 (AlTiN-based, 108 µm) exhibits the least chipping. At the same time, the damage to the coating is second lowest at 108 µm. This is also evident when comparing the development of the damage after two, four, and six blades, Fig. 7. Overall, variant 7 shows the best properties for machining the TiAl-blade and was selected accordingly. Variant 7 is a solid carbide cutter from Bauer Frästechnik GmbH, type KRIK 44 with AlTiN coating.

Results of the machining test on differently coated tools after machining six blades

Results of the machining test on differently coated tools after machining two, four, and six blades
Why the AlTiN coating is better than, for example, AlTiSiN or AlCrN, could not be conclusively evaluated within the scope of this paper. Given that all test parameters were kept constant, various factors may be decisive for the result. AlTiN coatings generally exhibit high hardness typically in the range of 2800–3600 HV, which is important for resisting wear and reducing tool wear during machining processes. However, AlTiSiN (3000–3800 HV) and AlCrN (2500–3500 HV) have hardnesses in a comparable range. Therefore, this alone cannot be the decisive factor for the observed results. The coefficients of friction of the different coatings are also generally in a similar range. The adhesion strengths of the various coatings are also basically comparable. It should be noted that the adhesion strength of coatings as well as all other properties strongly depend on the specific manufacturing processes. Since the milling tools investigated are commercially manufactured products, the specific manufacturing information is not available. The failure patterns showed partly larger chipping at the cutting edges. This also indicates that the manufacturing parameters of the different suppliers have a distinct influence on the substrate material and are accordingly decisive for the results. Nonetheless some observations allow circumstantial conclusions. In Fig. 6-6, for example, tarnish can be seen. This indicates that the cutting edge has become too hot, respectively, that the temperature dissipation is better in the other coatings. It is also particularly noticeable that in Figs. 6, 7 there is still a comparatively sharp cutting edge after the tests, while in all other cases, there are clear breakouts. Despite the same coating composition, the wear between Fig. 6-5 and 6-7 is significantly different. A thinner coating (6-7) exhibits apparently significantly better properties. The coating color also suggests that the specific coating composition is different. Exactly how it is, is unfortunately not known.
(B) Geometric Fidelity.
Figure 8 shows the results of the geometric measurement of the injected wax patterns (GOM ATOS measuring box).

Evaluation of the 3D scans (GOM ATOS measuring box, n = 15) to determine the influence of different inserts on the geometric stability on the airfoil side of the shroud: the measured values shown correspond to four representative surface points on the shroud platform, right (cf. Figure 3)
The result is clear: the use of inserts has a very strong, positive influence on the geometric stability of the wax patterns. Both the spread of the measured values and the deviation were significantly reduced. In the critical areas, effective stabilization of the geometry was achieved: the tilting of the shroud, which causes problems in the mechanical machining of the casting, and the torsion of the blade were significantly reduced. The best results were obtained with the 12 mm round bar insert (cf. Fig. 4). Here, the spread width and the distance from the nominal value are the smallest. By completely enclosing the wax insert in wax, the volume deficit as a result of solidification shrinkage in the wax injection molding process is significantly reduced. Since the 12 mm round bar is fully and evenly enclosed in wax, it also increases the stiffness of the wax pattern, which in turn results in minimal distortion, and thus the best results. In contrast, the complete replacement of the solid section by a prefabricated blade feeder pattern did not prove to be effective. The reason is an insufficient material bond between the feeder-pattern and the L1-pattern, since in this case. the “insert” was not enclosed in the wax but only ‘glued’ on the surface—the feeder is simply too large to melt on. On the other hand, the connection of the 12 mm round bar in the blade feeder is optimal, since it is sufficiently enclosed by liquid wax when the pattern is injection molded.
A further variant for minimizing warpage includes the geometric influences from all manufacturing steps. Based on the dimensional measurement results from the previous project (Bünck et al. 2017) and the findings from the wax pattern stabilization, a so-called “golden part” was generated with the aid of reverse engineering using GOM software and Siemens NX design software. This takes into account all distortions resulting after wax pattern production, casting, heat treatment, and HIP (hot isostatic pressing), as well as after separation of the casting and feeding system prior to final machining of the casting in the process chain, which were measured in a similar way to the wax patterns. The golden part, thus, represents the optimum of the uniform consideration of machining allowances on all part areas. Based on the achieved stabilization of the geometry, the machining allowance was reduced by 0.2 mm from 0.9 mm to 0.7 mm. The results were implemented in a new wax die, which was used for the small series batch (see below).
To compensate for any geometrical deviations in the machining process of turbine blades, each casting is tactilely calibrated before mechanical machining. Position determination is typically carried out via six points. Particularly in the first setup, when no pre-machined and thus clearly defined clamping surfaces are yet available, slight deviations in the positioning of the blade can result. Insufficiently accurate measurement, e.g., on very thin edges, curved surfaces or areas deviating strongly from the nominal geometry, can result in some components not being machinable despite compliance with the geometry tolerances. The initial program was created in the previous project (Bünck et al. 2017) on the basis of over 200 machined castings. At the end of the project, about 30% of the castings could not be machined after calibration in the 5-axis machining center (Lichti go-mill 350, Fig. 2) due to geometric deviations. By revising the calibration program and improving the positioning of the blade in the first setup, it was possible to ensure that parts which had to be assessed as rejects according to the calibration method from the previous project (solely on the basis of geometry) could still be machined. This measure alone enabled 70% of the blades previously declared as rejects to be successfully machined. The newly developed calibration program was subsequently used for all cast blades. In combination with the revised wax die, all blades could be completely machined. The geometry-related scrap was, thus, reduced from 30% to zero.
To demonstrate the effects of the described optimization measures, blades with 0.9 mm allowance, which were produced using a wax insert of 12 mm diameter, were machined at first. The airfoil was milled in several stages at partially varied cutting depths. After each stage, the part was photographed to document any areas that had not been machined. Photographs were taken in the following steps (cf. Fig. 9). Subsequently, blades with 0.7 mm allowance (revised geometry based on the golden part) were then machined. These castings are characterized by much smaller geometric deviations (Fig. 10). As a result of the improvements, material could be removed everywhere around the blade after only approx. 0.4 mm. A further reduction of the machining allowance is, therefore, conceivable; however, the risk of rejects would increase.

Residual cast skin during machining of the airfoil after 0.2 mm (a), after 0.4 mm (b), after 0.6 mm (c), after 0.7 mm (d), after 0.8 mm (e), and after finishing (0.9 mm, f)

Residual cast skin during machining of the airfoil of fully optimized parts after 0.2 mm (a), after 0.4 mm (b), after 0.5 mm (c), after 0.6 mm (d), and after finishing (0.7 mm, e)
(C) Use of Form Milling Cutters.
The use of a form milling cutter (Fig. 11) for machining the blade root (Dovetail) was successful. The changeover meant that the blade root could be machined in a single operation and did not have to be cut away, as was originally time-consuming. While the component has to be cut with a ball nose cutter, the form cutter can cut a complete side of the dovetail in one step. This led on the one hand to a significantly better surface quality (no milling lines) and on the other hand to an enormous time reduction of over 94%, in which the machining time of the entire dovetail was reduced from 91 min to 5 min. Due to the substitution of the previously used ball milling cutter by the form milling cutter, the tool wear for this area could not be determined exactly. On the other hand, the tool wear for machining the blade could be determined very well. By reducing the allowance in the blade area from 0.9 mm to 0.7 mm, the tool wear could be reduced by around 23%. In other words, the service life of a milling cutter could be extended by 23% due to the reduced machining allowance and the associated shorter machining time.

Form milling cutter for machining the dovetail
(D) Direct Recycling.
The results of the chemical analyses show no significant increase in the oxygen content (Fig. 12). At less than 500 ppm, the measured values are well below the allowable limit of 1200 ppm designated in Aguilar et al. (2011) and 1800 ppm typically specified by aerospace OEMs. A slight increase is nevertheless noted. This is due to a slight oxidation of the crucible and funnel skulls used in direct recycling, which occurs to a small extent after the vacuum is broken away when opening the casting machine (Leicomelt). The still hot TiAl-skulls (> 450 °C) react with atmospheric oxygen forming alumina phases on the surface. When re-melting the skulls, the small amount of surface bonded oxygen is dissolved in the melt. The minima observed in the curve (40% and 100% Fig. 12, left) are due to measurement scatter. The influence of aluminum vaporization under vacuum at > 1600 °C is significantly higher: from approx. 60% recycled material content, the results show a significant aluminum deficit in the casting, which intensifies as the recycled content increases and finally leads to the minimum permissible content being undershot (see Fig. 12).

Dependence of oxygen (left) and aluminum (right) content on the proportion of recycled material used in the casting process
Based on the results, it can be concluded that the use of up to 40% recycled material is possible with process reliability. Since a maximum of 15% of the alloy used is accounted for by crucible and funnel skull, 100% recycling of this material is possible without any problems.
E) Impact on Economic Efficiency.
The results of the study (small series of 50 components) are shown in Fig. 13.

Cost shares for the investment casting of a L1-LPTB made of titanium aluminide GE48-2-2 broken down by cost type (left) and main process steps (right)
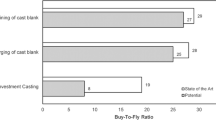
Despite the long process chain, the largest cost item is material and heat treatment costs (HIP/HT—heat treatment), which account for almost 50% (upward trend due to inflation). In competing processes, the award costs are identical, since TiAl has to be heat treated independently of the production process. It is known from the preceding projects that the buy-to-fly ratio for investment casting is significantly better than for the processes 3D printing (GE), milling from solid (Safran) and forging (MTU). This is due, on the one hand, to the significantly higher machining allowance required in the competing processes, and, on the other hand, to the sometimes cost- and material-intensive manufacturing processes for the semi-finished products and powders used.
Despite the complex mold production and the expensive raw materials required (yttrium oxide and binder), the investment casting process is competitive because up to 24 molds can be processed simultaneously in the automatic ceramic molding facility used. Larger industrial facilities are state of the art, so further savings are possible.
When comparing the work steps, the high proportion of processing costs becomes apparent. Very high costs are incurred by the milling process, as special 6-axis milling (Go Mill, Fig. 2) centers are used for machining blades. Due to the high equipment costs and in addition the high tool costs (special milling cutters are required for the high-strength titanium aluminide, but wear is still high, see above), these account for 49% of the total costs. On the other hand, both media/energy and personnel costs account in this connection for only a small proportion of the total production costs (approx. 20%). Since a lower machining allowance is possible in investment casting compared with competing processes, the cost-effectiveness of investment casting is comparatively high. The optimizations of the mechanical processing led to significantly reduced overall costs (~9%), Fig. 14. In addition, the recycling of 15% of the alloy can save almost 1% of the cost. The cost saving as a result of the significantly lower warpage in the wax pattern is based on the reduced scrap and amounts to 30% (see above).

Influence of optimized machining on the cost shares (increased service life of the milling cutter due to reduced machining allowance and use of form milling cutters)
Conclusion
Extensive developments to stabilize the geometry made it possible to further reduce the machining allowance from 0.9 to just 0.7 mm and at the same time to reduce scrap due to geometric distortion to zero. This created the prerequisite for the economical production of TiAl-LPTB by investment casting.
A prerequisite for evaluating the cost-effectiveness of TiAl investment casting compared with competing processes is a near-series environment for component production. For this reason, all process steps in the manufacture of L1-LPTB were carried out in a prototypical small-batch production facility and all relevant key data were continuously recorded. It could be shown that considerable cost savings are possible. In summary, the investment casting process is suitable and competitive for the manufacture of low-pressure turbine blades made of titanium aluminide. Machining-intensive processes are more expensive per se. Printed components are even more cost-intensive due to the high equipment and powder costs, not least because a high machining allowance is also required here.
In summary, the following main results were achieved:
-
Machining TiAl is extremely demanding. The test of seven different coatings shows the lowest overall damage for carbide milling cutters with AlTiN coating at a cutting speed of Vc = 120 m/min and a tooth feed of fz = 0.06 mm after six completely machined blades made of GE48-2–2.
-
Use of solid wax inserts during wax injection can significantly compensate solidification shrinkage, especially in areas of large wall thickness differences. As a result, the measured value scatter was significantly reduced from 0.11 to 0.4 mm, making it possible both to lower the machining allowance from 0.9 to 0.7 mm and to reduce scrap by 30%.
-
Machining costs correspond to almost 50% of the total costs even with low machining allowances. Personnel and energy costs have a comparably low share of 20%. Therefore, the effect of reducing the machining allowance by just 0.2 mm is significantly high. In addition, the use of form milling cutters can significantly save machining time (here over 94%!).
-
The use of recycled material (GE48-2–2) up to a recycled content of 40% has no significant negative impact on the alloy composition. Both aluminum and oxygen can be kept within aerospace limits at the casting temperatures of 1620 °C and a vacuum with residual pressure of 5.8 * 10–2 bar during melting and casting. Thus, 100% of the crucible and funnel skulls can be used again directly.
Data Availability
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
Abbreviations
- FPI:
-
Fluorescence penetration inspection
- GE:
-
GE Aviation
- GOM ATOS:
-
Brand name of used 3D scanner
- GE48-2-2:
-
Ti–33Al–2.6Cr–4.8Nb (wt.-%)
- GF:
-
Georg Fischer AG
- GTF:
-
Geared Turbofan
- HIP:
-
Hot isostatic pressing
- HT:
-
Heat treatment
- L1:
-
Generic design of the name “L1”
- LEAP:
-
Leading Edge Aviation Propulsion
- LPTB:
-
Low-pressure turbine blade
- MTU:
-
MTU Aero Engines AG
- OEM:
-
Original Equipment Manufacturer
- ICP-OES:
-
Inductively coupled plasma-optical emission spectrometer
- PCC:
-
Precision Castparts Corp.
- Safran:
-
Safran S.A.
- TiAl:
-
Titanium aluminide
- TNM:
-
Brand name of an alloy with chemical composition Ti–43.5Al–4Nb–1Mo–0.1B (at.-%)
References
Aguilar J, Schievenbusch A, Kättlitz O (2011) Investment casting technology for production of TiAl low pressure turbine blades – Process engineering and parameter analysis: 3rd IRC International Workshop 13–14 May 2010. Intermetallics 19(6):757–761
Aspinwall DK, Dewes RC, Mantle AL (2005) The machining of i-TiAI intermetallic alloys. CIRP Ann Manuf Technol 54:99–104
Beranoagirre A, Olvera D and Lo´ pez De Lacalle LN. Milling of gamma titanium-aluminum alloys. Int J Adv Manuf Technol 2012; 62: 83–88.
Bewlay BP, Nag A, Suzuki A, Weimer MJ (2016) TiAl alloys in commercial aircraft engines. Mater High Tempertures 33(4):1–11. https://doi.org/10.1080/09603409.2016.1183068
Bünck M, Stoyanov T, Schievenbusch J, Michels H, Gußfeld A (2017) Titanium Aluminide Casting Technol Dev JOM 69:2565–2570
Busse P, Permanentkokillenguss-Prozess für TiAl-Ventile, Grafische Betriebe—Forschungszentrum Jülich GmbH, S. 53–56 (2003)
Busse P, TiAl-Bauteile an der Schwelle zum Einsatz—Bau einer Pilotanlage zur Massenfertigung von TiAl-Motorventilen, Grafische Betriebe—Forschungszentrum Jülich GmbH, S. 96–100 (2003)
Castellanos SD, Cavaleiro AJ, de Jesus AMP, Neto R, Lino Alves J (2019) Machinability of titanium aluminides. J Mater 233(3):426–451
Dimiduk DM (1999) Gamma titanium aluminide alloys—an assessment within the competition of aerospace structural materials. Mater Sci Eng A 263:281–288
Donachie MJ. Titanium: a technical guide. Materials Park, OH: ASM International, 2000.
Ence E, Margolin H (1954) Phases in titanium alloys identified by cumulative etching. JOM 6:346–348
Final Report Summary, DATACAST—Development of a low cost Advanced gamma Titanium Aluminide Casting Technology (2016), http://cordis.europa.eu/result/rcn/178111_en.html, Accessed 6 June 2022
Ge YF, Fu YC, Xu JH (2007) Experimental study on high speed milling of i-TiAl alloy. Key Eng Mater 339:6–10
GE, Additive at Scale: Avio Aero Flies into the Future, https://www.ge.com/additive/stories/additive-at-scale-avio-aero, Accessed 6 June 2022
Habel U, Heutling F, Kunze C, Smarsly W, Das G, Clemens H, Forged Intermetallic γ-TiAl Based Alloy Low Pressure Turbine Blade in the Geared Turbofan, Proceedings of the 13th World Conference on Titanium, Chapter 208 (2016). https://doi.org/10.1002/9781119296126.ch208
Hendrikxson S, Machining Titanium Aluminide at AeroEdge (2018), https://www.mmsonline.com/articles/machining-titanium-aluminide-at-aeroedge, Accessed 6 June 2022.
Hilleringmann M, Schievenbusch J, Zapala P, Bünck M, Microstructure and mechanical properties of TNM titanium aluminide alloy after heat treatment and different cooling conditions, Intermetallics Bad Staffelstein, O-TA-14, pp. 86–87, ISBN 978-3-948023-17-11 (2021)
Kahles JF, Field M, Eylon D et al (1985) Machining of titanium alloys. JOM 37:27–35
Kättlitz O, Development of an investment casting technology for manufacturing of near-net shape titanium aluminide low pressure turbine blades, Ergebnisse aus Forschung und Entwicklung, Band 15, Gießerei-Institut der RWTH Aachen, 978-3-944601-04-5 (2014)
Klocke F, Lung D, Arft M et al (2013) On high-speed turning of a third-generation gamma titanium aluminide. Int J Adv Manuf Technol 65:155–163
Leconte G, Franchet J-M, Sallot P, Method for manufacturing a TiAl Blade of a Turbine Engine, Patent, Safran Aircraft Engines, CA2986788A1 (2016)
Niedermeyer A, Vollmer T, Schmitt R, Bünck M, Keeping those blades turning, Aerospace Manufacturing (2018), https://www.aero-mag.com/tial-turbine-blades-material-efficient-serial-production. Accessed 6 June 2022.
Nowak T, Rolls-Royce legt beim Supertriebwerk Denkpause ein, Aero Telegraph, https://www.aerotelegraph.com/ultrafan-rolls-royce-legt-beim-supertriebwerk-denkpause-ein (2021), Accessed 6 June 2022
Raab I, Artmeier M, Wilfert G, Technologieerprobung für schnelllaufende Niederdruckturbinen für wirtschaftliche und umweltschonende Triebwerke, Vortrag DGLR-Jahrestagung (2000)
Sharman ARC, Aspinwall DK, Dewes RC et al (2001) Workpiece surface integrity considerations when finish turning gamma titanium aluminide. Wear 249:473–481
Stoyanov T, Beitrag zur qualitätssicheren und wirtschaftlichen Fertigung von near-net-shape Turbinenschaufeln aus Titanaluminid, ISBN: 978-3-944601-19-9, https://doi.org/10.18154/RWTH-2021-09805, Druckausgabe: 2021
Stoyanov T, Bünck M, Aguilar J, Schievenbusch A, Challenges and opportunities by setting-up a TiAl investment casting technology to reach TRL6. In: 5th International Workshop on Titanium Aluminides, Tokio (2016)
Witusiewicz V, Bondar A, Hecht U, Rex S, Velikanova T (2008) The Al–B–Nb–Ti system. J Alloy Compd 465(1–2):64–77
Acknowledgements
Access e.V. would like to express its gratitude to the German Federal Ministry of Economics and Climate Protection for funding the “NEXT”-project under the Aeronautics Research Program (LuFo), in which the development of TiAl investment casting technology was financially supported. Access would also like to thank its project partners Safran, Rolls-Royce, MTU, Fraunhofer IPT and Leistritz Turbinentechnik GmbH for their excellent cooperation in the joint projects on titanium aluminide.
Funding
Open Access funding enabled and organized by Projekt DEAL. This study was funded by the German Federal Ministry of Economics and Climate Protection as part of the NEXT project (funding code: 20T1708A).
Author information
Authors and Affiliations
Contributions
The authors carried out the present study independently and comprehensively within the framework of their work at Access e.V. as research assistants and project managers of the NEXT project, respectively.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bünck, M., Salber, R. & Stoyanov, T. Resource-Efficient Manufacturing Technology for Titanium Aluminide Aerospace Components. Trans Indian Natl. Acad. Eng. 9, 141–154 (2024). https://doi.org/10.1007/s41403-023-00436-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41403-023-00436-5