
Abstract
Due to its ease of processing, the stainless steel 316L is a widely used material for the laser powder bed fusion (PBF-LB/M) process. Compared to other additive manufacturing technologies PBF-LB/M has a lot of advantages such as design freedom and high resolution of details. However, PBF-LB/M also has some disadvantages, such as a reduced build-up rate. In general, 316L provides a wide range of parameter settings used for PBF-LB/M. In this study, the manufacturing limits were approached allowing a maximum build-up rate along with a high relative density > 99% without compromising the required mechanical properties. Microstructure analyses as well as tensile tests were performed to validate this approach. This article also provides insights on defects and relative density for scanning speed above 3000 mm/s. Furthermore, it was shown that the scanning speed has a major influence on the grain size and on the texture of the specimens. For the first time, the relative density, microstructure and mechanical properties of additively manufactured 316L were determined in relation to each other for high scanning speed. A set of parameters has been found that works best with a laser power of 285 W and a scanning speed of 1250 mm/s which results in a specimen relative density of 99.2%, a yield strength of 425 MPa, a tensile strength of 586 MPa and a build-up rate of 4.64 mm3/s. The findings can be further used to enhance the mechanical properties of PBF-LB/M 316L in terms of high build-up rates.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Laser powder bed fusion for metals (PBF-LB/M or PBF- LB/M) is an additive manufacturing process according to the DIN EN ISO 52900:2022-03. In PBF-LB/M, 3D components are manufactured with high precision in a powder bed process [1]. For this purpose, a thin layer of metal powder is applied to a building platform. A laser beam selectively melts the powder of the respective layer. This process is repeated layer by layer until the components are finished. A large number of alloys are approved for powder bed fusion. In addition to stainless steel, cobalt-chrome, copper, aluminum, titanium and Inconel, gold or tool steels are also available in powder form and are used for the PBF-LB/M process [2]. The areas of application for the additive manufacturing method can be found primarily in aviation, the automotive industry, tooling and medical technology [3]. The layer-by-layer structure of the PBF-LB/M method enables the production of complex structures that can only be manufactured economically to a limited extent using conventional manufacturing methods. In addition to the freedom of geometry, the process is also convincing in terms of sustainability. As a rule, only the material that ultimately represents the final component is melted. However, the process still has its weaknesses, as only low production speed can currently be realized. This report investigates the possible utilization of the process window of 316L to increase the build-up rate without a reduction in geometric tolerances due to an increased layer thickness. Currently, most investigations focus on the effect of the laser power and the scanning speed [4,5,6,7,8]. For an estimative evaluation of the process settings, it was found that the essential parameters can be summarized in one characteristic value, the volumetric energy density [9]:
where P is the laser power, v the scanning speed, h the hatch distance and t the layer thickness. The volumetric energy density can be used to calculate the energy that is introduced into the powder bed. However, according to Bertoli [10], no statement can be made that a specific value for the energy density represents an optimum to produce parts out of 316L using PBF-LB/M. Guo [11] was also able to show that the laser power has a greater influence on the energy density than the scanning speed. However, by increasing the scanning speed, various advantages can be achieved with PBF-LB/M. In addition to the possibility to have an influence on the thermal gradient a higher scanning speed also increase the production rate. Typically, build-up rates from 2 to 4 mm3/s can be achieved in the processing of 316L using PBF-LB/M [2, 4,5,6].
For processing 316L powder with PBF-LB/M, different parameter combinations are used in literature. Typically nowadays the laser power is in the range of 100–300 W [12,13,14], the scanning speed between 200 and 1000 mm/s [15,16,17], the laser diameter and the hatch spacing from 50 to 200 μm [18, 19] and layer thicknesses from 20 to 100 μm [20, 21]. However, these parameters are the result of many years of research. Considerable progress was made in the field of PBF-LB/M in the 2010s, significantly improving the efficiency, accuracy and application range of this technology. The changes are due to advances in laser power and control, advanced process control and extensive research into the set of parameters. An overview of the frequently used parameters for the PBF-LB/M can be found in Table 1. Due to the findings of the above-mentioned literature, the range of the energy density for 316L to achieve a high relative density and good mechanical properties is in the range about 50–80 J/mm3. Depending on the combination of values, different build-up rates can be achieved. Agrawal [22] used scanning speed up to 2000 mm/s and concluded that speed above 1000 mm/s do not lead to optimal results. Nevertheless, Sun [4] selected a scanning speed of 3000 mm/s and reported a build-up rate of 0.6–1 mm3/s for the material 316L at a layer thickness of 50 μm. However, in most studies on specimens produced at a scanning speed of > 1000 mm/s, only the relative density is examined without testing the corresponding mechanical properties [6]. In relation to the microstructure of additively manufactured 316L Tucho [23] determined that most of the grains are columnar, elongated and aligned in the direction of the maximum heat flow. For PBF-LB/M, the direction of grain growth aligns with the build direction. However, Hitzler [24] reported that among other effects especially the overlaps given by the hatch spacing and the achieved melt pool width have a significant influence on the microstructure. The overlap between the layer thickness and the melt pool depth is also of decisive importance. Both effects can hinder the epitaxial growth. Huang [25] investigated the effect of high laser power on the microstructure and mechanical properties and was able to show that with the increase of laser power and the decrease of scanning speed the 〈0 0 1〉 texture gets stronger. In addition, the mechanical properties are slightly lower compared to specimens with lower heat input. These results are confirmed by the results of Leicht [26] which state that a higher energy density resulted in larger grains with a stronger crystallographic orientation. Furthermore, it was investigated that even with a large variance in microstructure the tensile test results only showed about 5% difference in yield strength. However, with decreasing energy density, the amount of defects was increased which had a negative effect on elongation.
To the authors’ knowledge, there have been no studies investigating the effects of scanning speed exceeding 1000 mm/s with regard to the microstructure. It is well known that processing, microstructure and mechanical properties are interconnected with each other. Therefore, the current work focuses on how mechanical properties and the microstructure are affected by the high scanning speed, with the aim of providing valuable insight for further optimizing the PBF-LB/M process for 316L.
2 Experimental
2.1 Specimen production
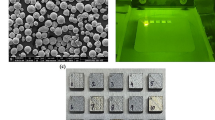
The volume equivalent diameters for the 316L stainless steel powder used for this study were d10 = 18.3 μm, d50 = 26.2 μm, and d90 = 37.5 μm. According to the distributor, the chemical composition of the powder can be found in Table 2. The specimens were produced on a LASERTEC 30 SLM 2ndGeneration from DMG MORI. The build space of the machine is 300 × 300 × 300 mm. Argon 4.6 was used as the inert gas with a target gas flow of 1050 l/min. In a first step, the series "A" with a total of 36 cubes was produced. The cubes have an edge length of 10 × 10 mm and a height of 15 mm in the building direction, see Fig. 1a. The focus diameter of the laser was kept constant at 70 μm for all components. The hatch distance was 90 μm, the oxygen value was kept at 0.2 ± 0.05 vol% and the layer thickness was 50 μm. The melting was performed as a 12 mm stripe pattern with a layer rotation of 31°. The laser power and the scanning speed were varied to produce the cubes. The laser power was increased from 60 to 510 W with an interval of 90 W. The scanning speed was varied in the range from 2000 to 10,000 mm/s and was increased stepwise by 2000 mm/s. Besides this, for comparison a minimum scanning speed of 200 mm/s was investigated.

Manufactured specimens of a cube series "A”, b cube series “B” and c tensile test “Bx_TT”
To avoid the distribution of only partially melted powder over the entire powder bed, each sample was produced with a constant parameter for the contour to generate a solid edge, see Fig. 1a. To achieve a solid edge, the laser power for the contour was set to 140 W, the scanning speed to the reduced value of 300 mm/s. As in all experiments, the focus diameter was 70 μm. The inner area between the cube edges were generated with the parameters listed Table 3. Furthermore, Fig. 1a shows resulting cubes on the build plate. When removing the powder, insufficiently fused, loose material was also removed from the inside of the cubes, which can be realized most clearly in cubes A24, A28–A30 and A32–A36.
To reduce the deviation of the density measurement resulting from the additional outer contour, the cubes A1–A4, A7–A10, A13–16, A19–A22, A25–A27 and A31 were manufactured again, but without the contour.
Within another cube series “B”, 12 cubes were manufactured (see Fig. 1b) to further narrow down the process parameters after analyzing the series “A” cubes. For this reason, different laser power and scanning speed in a finer grid at the point of maximum scanning speed and high density for 316L, see Fig. 2, were used. However, these cubes were produced without additional contour parameters, so that it was possible to analyze the density, see Fig. 1b. The laser power was varied from 250 to 350 W and a scanning speed from 800 to 2000 mm/s. Since the hatch spacing, layer thickness and recoating time was kept constant, build-up rates of 2.97–7.43 mm3/s were achieved.

Parameter window for 316L in the range of 60–510 W and 200–10000 mm/s. With this PBF-LB/M system and the given framework conditions it was possible to achieve a relative density above 99% with parameters inside the red triangle
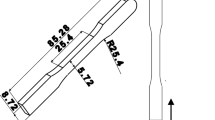
In a final step, a series of tensile specimens “Bx_TT” according to DIN 50125 type E were manufactured see Fig. 1c. These components were produced with different parameter combination with a laser power in the range of 250 W to 350 W and a scanning speed from 800 to 2000 mm/s, according to the parameters of cube series “B”. No subsequent heat treatment was carried out in order to consider only the as-built condition.
2.2 Cube preparation and analysis methods
After the PBF-LB/M process, specimens were removed from the build platform by means of a band saw and prepared for further metallographic investigations. In a first step, the density was measured on the manufactured cubes using Archimedes' principle. Afterwards a longitudinal section was examined, which is spanned by the built direction and vector of the gas flow. Prior grinding of finish was maintained. Then grinding with plane and fine grinding discs up to a grit of 2500 was performed. After plane and fine grinding, polishing was performed by using 3 μm, 1 μm and 0.25 μm diamond suspension. The microstructure analysis was conducted on a FEI DualBeam Helios NanoLab 600 SEM with an EDAX/TSL 3D EBSD Pegasus – XM 4 detector. After polishing, some of the cubes were etched with etchant “CT V2A Beize” for about ten minutes to investigate the microstructure via light microscopy. The tensile specimens were tested with a tension and compression testing machine RKM 10/20-TM from Zwick/Roell. The tensile test was carried out in accordance with EN ISO 6892-1-2009. The test speed was position controlled 0.0067 1/s. all surfaces ensured that a uniform level of surface.
3 Results and discussion
3.1 Relative density and microstructure of the cross-sections
The results of test series “A” can be seen in Table 3. It should be noted that, no density measurement could be performed due to insufficient fusion of the powder for the cubes A5, A6, A11, A12, A17, A18, A23, A24, A28–A30 as well as A32–A36 (see also Fig. 1a). The parameter combinations used for these cubes are not suitable for further examination of single parameter with a high build-up rate. In addition, care has to be taken for the cubes with density less than 90%, because liquid may have penetrated the cube during the density measurement, which leads to a reduction in the measured volume and, thus, in a higher measured density. The experiment to produce cubes with a higher scanning speed than the values previously investigated in the literature was motivated by the fact that there are still no research results on such high scanning speed. The advantage of high scanning speed is located in the increased productivity and the minimization of thermal effects. A faster scanning speed reduces the time the material is exposed to the laser, which helps to minimize unwanted thermal effects such as overheating or warping. This can improve the structural integrity and dimensional accuracy of the manufactured parts. Therefore, it is worth to mention that components out of 316L can still be additively manufactured even at a scanning speed of 6000 mm/s, for example specimen A4, A10, A16 and A22. However, the results show that the components till today have such an insufficient density that they actual will not be commonly used in practice. Nevertheless, since the low energy density is one of the reasons why the components have such a low relative density, further research and the use of multi-laser as well as different energy input may make it possible to produce with such a scanning speed in the future.
Figure 3 shows the optical micrographs of the specimens processed via PBF-LB/M. At higher scanning speed, sufficient melting can no longer be achieved even with increasing laser power. Balling occurs when the melt pool loses its continuity owing to the Plateau–Rayleigh instability and then segregates into individual spherical islands [29]. However, the influencing factors and the occurring mechanisms are complex and further research are necessary to fully understand the effect. For a more detailed study of the effects of balling, the authors refer to the work by Li et al. [29]. At high scanning speed and low laser powers, the lack of fusion effect occurs due to the low energy density and as a result, the density of the components decreases. At high energy densities with low scanning speed, keyhole porosity occurs when the laser creates a deep and narrow penetration that across several layers in depth. Instabilities of the molten pool can cause gas inclusions that form round pores. A detailed explanation of the relationships can be found in Huang [30].

Cross-section and defects of the polished cubes a cube B4, b cube B7, c cube B9, d cube B10, e lack of fusion, f gas pores and g balling defect
Such various phenomena, which can occur in PBF-LB/M, limit the range, in which high density components can be produced. A triangular process window in which parts with a density higher > 99% could be manufactured is identified that leads to maximum scanning speed at 2000 mm/s (Fig. 2). This is in good agreement with the findings of Sun [4] who also determined a relative density of 99.2% for specimens produced with a scanning speed of 2000 mm/s. It should be mentioned that the process window of this study was defined and validated more precisely by further test series not shown here. For the test series “B”, the values for the scanning speed are therefore selected between 800 and 2000 mm/s. In the right corner of the triangle in Fig. 2, the scanning speed parameters are combined with a value for the laser power from 250 to 350 W, see Table 4. In test series "B", almost all cubes show a relative density above 99%. The highest measured density is 99.67% for the cubes B2, B5 and B9. For these cubes, the energy density was approximately between 70 and 80 J/mm3 and the scanning speed was set to 800 mm/s or 1000 mm/s. It was not possible to reach a higher density with a scanning speed more than 1000 mm/s. This stands in contrast to the findings that Sun [4] produced several specimens with a higher density for scanning speed above 1000 mm/s than under 1000 mm/s. However, the findings agree with the results from Agrawal [22]. In his study, he also determined that the relative density decreases with scanning speed above 1000 mm/s. A possible reason for this is that with a higher scanning speed the effect of balling occurs and the density decreases. Regarding the constant hatch spacing of 90 μm, layer thickness of 50 μm and recoating time of 12 s as well as the different scanning speed the build-up rate for the highest density were 2.97 mm3/s and 3.71 mm3/s. However, there are several cubes that have a density larger than 99% although they were produced with a scanning speed ≥ 1000 mm/s. But even with a parameter combination of 350 W of laser power and 2000 mm/s of scanning speed a density of 99.02% in combination with a high build-up rate of 7.43 mm3/s can be achieved. In order to find out which defects occur in the cubes, Fig. 3 shows the polished cross-sections of the cubes B4, B7, B9 and B10. The different types of defects are marked by arrows in the image. It can be seen that the previous mentioned defect types can appear simultaneously for a single parameter combination. This is consistent with the conclusions of Debroy et al. [2].
In Fig. 3, the different defect types are shown with a higher magnification. The lack of fusion defect is defined by the fact that powder particles are not completely melted or when the molten metal does not fully fuse with the previously deposited layer. The effect can be recognized in Fig. 3e by the non-spherical pores. Through the lack of fusion defect some of the cavities are filled with unmelted or partially melted powder particles. By increasing the laser power, the melt pool becomes deeper. In combination with instability in the melting pool gas can be trapped in the solidifying material and form round pores, as it can been seen in Fig. 3f. Furthermore, it has to be mentioned that gas pores not only can be generated by the keyhole phenomena, but also, for example, due to trapped gas in the powder or by inadequate powder spreading. The effect of balling has also cavities but they are not in a spherical shape compared to the keyhole porosity. In addition, there is no unmelted or partially melted powder in the cavities, compare Fig. 3g.
3.2 Microstructure and EBSD analysis
In order to get more insights on how high scanning speed can affect the properties of the material, it is important to additionally analyze the microstructure especially the grain size and the texture. The EBSD maps and pole figures of the cubes B9 (laser power 250 W, scanning speed 800 mm/s) and B10 (laser power 250 W, scanning speed 1000 mm/s) as a cross-section along the build direction are shown in Fig. 4. For EBSD analysis, a single inverse pole figure (IPF) cannot differentiate adjacent grains with the same orientation. Therefore, in Fig. 4, all three IPF maps (cube normal Z-axis, transverse direction Y-axis and longitudinal direction X-axis, which is also the build direction) are shown. It can be seen that, despite a layer rotation of 31° and a stripe pattern was used for scanning, a pronounced texture can be detected in the direction of build-up. This applies regardless of the scanning speed. This is in contradiction to the statement by Cao et al. [31], where it is said that the texture can be minimized and neglected by applying a layer rotation. As expected, large irregular columnar grains that grow over several layers can be identified in Fig. 4a, c, e. Furthermore, only a few grains with a diameter smaller than 20 μm can be determined. In Fig. 4b, d, f there are also large columnar grains but there are significant more grains with a diameter smaller than 20 μm. However, the EBSD maps are showing a major difference in the average grain size. For cube B9 with 250 W laser power and 800 mm/s scanning speed, the average grain size was determined to 96.81 μm. In contrast, the average grain size for cube B10 with 250 W laser power and 1000 mm/s scanning speed was calculated to 52.10 μm. Under otherwise identical parameter settings, higher scanning speed ensure a higher cooling rate which can lead to a smaller melt pool. However, due to the outcome that the grain size is significant larger as the layer thickness the cooling rate cannot be used as an explanation on its own. As mentioned earlier, the overlaps between the layer thickness and the meltpool depth as well as the overlaps of melt pool width and hatch spacing have a crucial role. Due to the lower scanning speed with the same laser power, the cube B9 has a deeper and wider melt pool as the cube B10. With the same layer thickness and the same hatch spacing, this results in larger overlaps. Therefore, it can be assumed that the overlapping and the resulting partial deletion of the solidification microstructure have a significant influence [24].

EBSD maps of LPB 316L steels manufactured by different scanning speed a cube B9 in longitudinal direction, b cube B10 in longitudinal direction, c cube B9 in transverse direction, d cube B10 in transverse direction, e cube B9 in normal direction, f cube B10 in normal direction g orientation of the axis and h inverse pole figure color key
A reduced melt pool can contribute faster cooling of the material, impeding the formation of large grains and tends to result in a finer grain structure [32, 33]. Nevertheless, it has to be mentioned that the scanning speed must be carefully controlled to ensure that no negative effects such as incomplete melting or spatter occur. Furthermore, the laser power, hatch spacing, layer thickness and other parameter have a significant impact on the cooling rate. Therefore, it is not possible to make a statement on the basis of a single parameter or the energy density alone. However, the order of magnitude for the grain size is in good agreement with the findings in other studies, that reported a grain size of about 50 μm [5, 22].
The pole figures of cube B9 and B10 are shown in Fig. 5. In addition to the EBSD maps, a pronounced <0 0 1> fiber texture which is parallel to the build direction can be determined from the pole figures. However, it is not as pronounced as reported in the literature [2]. One reason for the less prominent texture seems that a stripe pattern and a layer rotation of 31° was applied.

Pole figure of the prepared specimens a cube B9, b cube B10
Furthermore, the maximum projection pole density for cube B9 with 10.78 is significantly higher than the projection pole density for cube B10 which only can be determined with 5.28. It is, therefore, reasonable to assume that an increase in the energy density results in a stronger preferential orientation of the microstructure. Since the higher energy density will generate bigger melt pools and, therefore, a larger overlap as well as slower cooling rates that result in larger grains [24, 26]. Nevertheless, it appears that the texture is more prominent in B10, as it occupies a larger area and exhibits a more uniform distribution compared to cube B9. However, a low scanning speed in combination with a high laser power might have the opposite effect and produce large irregular columnar grains due to a deep melt pool and a slower solidification. The progression pattern of the crystallographic texture aligns with the trend observed in the tendency for columnar solidification.
Due to capacity reasons, it was not possible to perform EBSD scans of all twelve cubes of the test series “B”. Instead, a micrographic determination of the apparent grain size according to ISO 643:2020 was performed on the cubes B4, B7, B9, and B10, see Fig. 6. By comparing the grain boundaries in Fig. 6c, d, it is evident that with the higher scanning speed of specimen B10 finer grains can be determined. This correlates with the results from the EBSD analysis. The results of the average grain size of all four specimens can be found in Table 5. It is important to note, that cube B4, B7 and B10 have roughly the same grain size with approximately 50 μm. Specimen B7 has the smallest difference between the horizontally and vertically grain size and, therefore, it can be assumed that the texture is less pronounced. However, the orientation of the grains would have to be known more precisely for this to be able to make a validated statement. Furthermore, it can be confirmed that the determined grain sizes of the cubes B9 and B10 are approximately the same when compared to the grain size obtained via EBSD analysis (Table 5). In addition, the tendency that the average grain size decreases with increasing scanning speed can be confirmed. However, an increase in the laser power seems to increase the grain size. As Huang et al. [25] mentioned, the grain coarsening at higher laser power occurs mainly due to the decrease of molten pool cooling rate during PBF-LB/M. It can be observed that the cube B9 with the highest density of all cubes has the largest average grain size with 88.64 μm. One possible reason for this finding, is that due to the low scanning speed in combination with the applied laser power, several layers are remelted, which reduces the effects of the lack of fusion but results in long, columnar grains as reported by [25].

Cross-section of the etched cubes, a cube B4, b cube B7, c cube B9, d cube B10
3.3 Tensile tests
Since the density and the microstructure of the cubes have been validated, in a final step, the achievable mechanical properties with the selected parameters are tested. For this purpose, tensile specimens according to ISO 50125-E5 × 15 × 40 were manufactured and tested for yield strength, ultimate tensile strength and elongation at break in a tensile test. Regarding to the surface quality, the tensile specimens were left in as-built condition. When interpreting the results, it must be noted that the surface quality also has a significant influence on the mechanical properties. However, in accordance with the ISO 50125 standard, it was decided to test the specimens in the as-built condition in order to obtain the actual properties of the tensile specimens as they are manufactured with PBF-LB/M. For the tensile tests, each five specimens were produced with the parameter combination of the cubes B4, B7, B9 and B10. In this study, only tensile specimens with an orientation parallel to the build direction were used, because these have the lowest tensile properties [27]. All specimens were produced without a contour parameter. The results of the tensile tests can be found in Table 6. The deviations of the yield strength, the ultimate tensile strength and the elongation at fracture were calculated using a total of five specimens per set of parameters.
The tensile specimens that are produced with a laser power of 285 W and a scanning speed of 1250 mm/s (B7) shows the highest tensile strength. This outcome is in correlation with the results of the measured high density (Table 5) and the microstructure characterized by fine grains and the smallest grain size measured in the direction of the tensile tests, compared to the other tested specimens. The increase in yield strength and tensile strength due to finer grains can be attributed to the Hall–Petch equation. The Hall–Petch equation describes the relationship between the grain size and the strength of a crystalline material. It states that the strength of a material decreases with increasing grain size [25]. In accordance with these findings, tensile test B9 shows the lowest yield strength and ultimate tensile strength as the average grain size was the highest, with long elongated grains that could be observed. The tensile specimen with the highest mechanical properties B7_TT achieved a yield strength of 425.24 MPa and an ultimate tensile strength of 585.93 MPa. This aligns well with the results from Hitzler who reported a yield strength of 457.21 MPa and an ultimate tensile strength of 530.22 MPa for tensile specimens manufactured out of 316L with PBF-LB/M [27].
However, any of the specimens produced with 350 W and 2000 mm/s (B4) show a lower elongation with an average value of 14.15%. As a reference, the specimens that were produced with 250 W and 1000 mm/s reveal an average elongation at break of 40.85%. However, this result is consistent with the findings of the density measurements. The cube with a much higher scanning speed (350 W, 2000 mm/s) has the lowest density of all tensile specimen. As Röttger et al. [34] reported that the elongation to fracture decreases with increasing porosity, due to the pores and cracks existing within the microstructure. In addition, the fracture area of the tensile specimens manufactured with parameter B4 are the only ones that show the characteristic of a brittle fracture. All other tensile specimens exhibit a ductile fracture. Therefore, it can be stated that the plasticity shows a clear drop at a density of 99% or less. Figure 7 shows of the stress strain curves determined in the tensile tests. By comparing the differences between the highest and the lowest measured yield strength a variation of 12.5% can be determined. This difference is higher than the reported value from Leicht who examined the mechanical properties only up to a scanning speed of 1400 mm/s [26]. However, it must be said that other PBF-LB/M machines use different parameters like another laser spot size, hatch spacing, layer thickness or scanning strategy. These effects influence the outcome of the microstructure and also the mechanical properties. For example, due to a larger laser spot size, a larger melt pool results. As a result, the cooling rate decreases and also a larger grain size as well as a lower yield strength will be achieved. Therefore, the results of the tensile tests in addition to the outcome of the microstructure from this study have to be related with the entire parameter set that was used.

Tensile test with five specimens per set of parameter and a technical drawing of the tensile specimens (drawing units in mm)
4 Conclusions
The aim of this work was to investigate the process window of 316L more in detail and to identify the limits of high scanning speed in combination with a high density, fine grains and a less pronounced texture. The process window in which 316L could be additively manufactured with a density of > 99% was outlined. Additively manufactured parts with a density less than 99% exhibit a distinct decrease in elongation to fracture. For the first time density, microstructure and mechanical properties were investigated in relation to each other for 316L additively manufactured with higher scanning speed. The most significant conclusions from the present study are as follows:
-
1.
It is not sufficient to only figure out the highest relative density. In addition, the findings prove that the microstructure has a significant influence on the mechanical properties. Therefore, it is necessary to additionally investigate the microstructure of the specimens with a high density to find the best set of parameters.
-
2.
By using the parameter found in this work with a laser power of 285 W and a scanning speed of 1250 mm/s, a build-up rate of 4.64 mm3/s was achieved. Due to the high scanning speed, the samples exhibit a higher cooling rate which results in smaller grains. According to the Hall–Petch relation, an increase in yield strength and ultimate tensile strength can be proven.
-
3.
The process window found should be utilized in such a way that components can be produced with higher build-up rates. Hence, it was shown that a low scanning speed results in larger columnar grains which decreases the yield strength and ultimate tensile strength, it should be especially avoided to use too low scanning speed.
-
4.
Even with an extreme high scanning speed of 6000 mm/s cubes out of 316L could be manufactured. Due to the high scanning speed, the energy density is very low and only low relative densities could be achieved. In the future, a possible rescanning strategy with multi lasers could make it possible to produce components at these high scanning speed.
However, there are also limitations to be mentioned. The parameter that was founded worked well on the previous referenced PBF-LB/M device, for the respective specimen number and specimen geometry, for the cooling time between the layers (inter layer times) and for the applied shielding gas flow. Each PBF-LB/M system has different framework conditions, therefore, the results found serve as a reference value and not as a universally valid result. In addition, even more influencing factors should be considered. Moreover, it should be mentioned that the occurrence of mechanisms such as balling, lack of fusion and keyhole porosity depend on a variety of settings, boundary conditions and influences in powder bed-based melting.
Therefore, further research activities will focus on the effect of part geometry, inter-layer times in correlation with the microstructure and mechanical properties of additively manufactured components.
Data availability
The data will be available upon a request.
References
Yadroitsev I, Yadroitsava I, du Plessis A, MacDonald E (2021) Fundamentals of laser powder bed fusion of metals. Elsevier. https://doi.org/10.1016/c2020-0-01200-4
DebRoy T, Wei HL, Zuback JS, Mukherjee T, Elmer JW, Milewski JO, Beese AM, Wilson-Heid A, De A, Zhang W (2018) Additive manufacturing of metallic components—process, structure and properties. Prog Mater Sci 92:112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001
Donik C, Kraner J, Paulin I, Godec M (2020) Influence of the energy density for selective laser melting on the microstructure and mechanical properties of stainless steel. Metals 10:919. https://doi.org/10.3390/met10070919
Sun Z, Tan X, Tor SB, Yeong WY (2016) Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater Des 104:197–204. https://doi.org/10.1016/j.matdes.2016.05.035
Röttger A, Boes J, Theisen W, Thiele M, Esen C, Edelmann A, Hellmann R (2020) Microstructure and mechanical properties of 316L austenitic stainless steel processed by different SLM devices. Int J Adv Manuf Technol 108:769–783. https://doi.org/10.1007/s00170-020-05371-1
Kamath C, El-dasher B, Gallegos GF, King WE, Sisto A (2014) Density of additively-manufactured, 316L SS parts using laser powder-bed fusion at powers up to 400 W. Int J Adv Manuf Technol 74:65–78. https://doi.org/10.1007/s00170-014-5954-9
Eliasu A, Czekanski A, Boakye-Yiadom S (2021) Effect of laser powder bed fusion parameters on the microstructural. Int J Adv Manuf Technol 113:2651–2669. https://doi.org/10.1007/s00170-021-06818-9
Vallejo N, Lucas C, Ayers N, Graydon K, Hyer H, Sohn Y (2021) Process optimization and microstructure analysis to understand laser powder bed fusion of 316L stainless steel. Metals 11:832. https://doi.org/10.3390/met11050832
Ciurana J, Hernandez L, Delgado J (2013) Energy density analysis on single tracks formed by selective laser melting with CoCrMo powder material. Int J Adv Manuf Technol 68:1103–1110. https://doi.org/10.1007/s00170-013-4902-4
Bertoli US, Wolfer AJ, Matthews MJ, Delpanque J-PR, Schoenung JM (2017) On the limitations of volumetric energy density as a design parameter for selective laser melting. Mater Des 113:331–340. https://doi.org/10.1016/j.matdes.2016.10.037
Guo Q, Zhao C, Gu M, Xiong L, Escano LI (2019) In-situ characterization and quantification of melt pool variation under constant input energy density in laser powder bed fusion additive manufacturing process. Addit Manuf 28:600–609. https://doi.org/10.1016/j.addma.2019.04.021
Qiu C, Al Kindi M, Aladawi AS, Al Hatmi I (2018) A comprehensive study on microstructure and tensile behaviour of a selectively laser melted stainless steel. Sci Rep 8:7785. https://doi.org/10.1038/s41598-018-26136-7
Yavari R, Riensche A, Tekerek E, Jacquemetton L, Halliday H, Vandever M, Tenequer A, Perumal V, Kontsos A, Smoqi Z, Cole K, Rao P (2021) Digitally twinned additive manufacturing: detecting flaws in laser powder bed fusion by combining thermal simulations with in-situ meltpool sensor data. Mater Des 211:110167. https://doi.org/10.1016/j.matdes.2021.110167
Cox B, Ghayoor M, Doyle RP, Pasebani S, Gess J (2022) Numerical model of heat transfer during laser powder bed fusion of 316L stainless steel. Int J Adv Manuf Technol 119:5715–5725. https://doi.org/10.1007/s00170-021-08352-0
Yang Y, van Keulen F, Ayas C (2020) A computationally efficient thermal model for selective laser melting. Addit Manuf 31:100955. https://doi.org/10.1016/j.addma.2019.100955
Reijonen J, Revuelta A, Riipinen T, Ruusuvuori K, Puukko P (2020) On the effect of shielding gas flow on porosity and melt pool geometry in laser powder bed fusion additive manufacturing. Addit Manuf 32:101030. https://doi.org/10.1016/j.addma.2019.101030
Tolosa I, Garciandia F, Zubiri F, Zapirain F, Esnaola A (2010) Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int J Adv Manuf Technol 51:639–647. https://doi.org/10.1007/s00170-010-2631-5
Kluczynski J, Sniezek L, Grzelak K, Mierzynski J (2018) The influence of exposure energy density on porosity and microhardness of the SLM additive manufactured elements. Materials 11:2304. https://doi.org/10.3390/ma11112304
Di W, Yongqiang Y, Xubin S, Yonghua C (2012) Study on energy input and its influences on single-track, multi-track, and multi-layer in SLM. Int J Adv Manuf Technol 58:1189–1199. https://doi.org/10.1007/s00170-011-3443-y
Zhang B, Dembinski L, Coddet C (2013) The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater Sci Eng 584:21–31. https://doi.org/10.1016/j.msea.2013.06.055
Krakhmalev P, Fredriksson G, Svensson K, Yadroitsev I, Yadroitsava I, Thuvander M, Peng R (2018) Microstructure, solidification texture, and thermal stability of 316 L stainless steel manufactured by laser powder bed fusion. Metals 8:643. https://doi.org/10.3390/met8080643
Agrawal AK, Thoma DJ (2022) High-throughput surface characterization to identify porosity defects in additively manufactured 316L stainless steel. Addit Manuf Lett. https://doi.org/10.1016/j.addlet.2022.100093
Tucho WM, Lysne VH, Austbo H, Sjolyst-Kverneland A, Hansen V (2018) Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J Alloys Compd. https://doi.org/10.1016/j.jallcom.2018.01.098
Hitzler L (2024) Classical solidification structures in single-step metal additive manufacturing. In: Lectures notes on advanced structured materials 2, advanced structured materials, vol 203. https://doi.org/10.1007/978-3-031-49043-9_3
Huang G, Wei K, Deng J, Liu M, Zeng X (2022) High-power laser powder bed fusion of 316L stainless steel: defects, microstructure, and mechanical properties. J Manuf Process. https://doi.org/10.1016/j.jmapro.2022.08.066
Leicht A, Rashidi M, Klement U, Hryha E (2020) Effect of process parameters on the microstructure, tensile strength and productivity of 316L parts produced by laser powder bed fusion. Mater Charact 159:110016. https://doi.org/10.1016/j.matchar.2019.110016
Hitzler L, Hirsch J, Heine B, Merkel M, Hall W, Öchsner A (2017) On the anisotropic mechanical properties of selective laser-melted stainless steel. Materials 10:1136. https://doi.org/10.3390/ma10101136
Deev AA, Kuznetcow PA, Petrov SN (2016) Anisotropy of mechanical properties and its correlation with the structure of the stainless steel 316L produced by the SLM method. Phys Procedia 83:789–796. https://doi.org/10.1016/j.phpro.2016.08.081
Li R, Liu J, Shi Y, Wang L, Jiang W (2012) Balling behavior of stainless steel and nickel powder during selective laser melting process. Int J Adv Manuf Technol 59:1025–1035. https://doi.org/10.1007/s00170-011-3566-1
Huang Y, Fleming TG, Clark SJ, Marussi S, Fezzaa K, Thiyagalingam J, Leung C, Lee PD (2022) Keyhole fluctuation and pore formation mechanisms during laser powder bed fusion additive manufacturing. Nat Commun 13:1170. https://doi.org/10.1038/s41467-022-28694-x
Cao Y, Moumni Z, Zhu J, Gu X, Zhang Y, Zhai X, Zhang W (2023) Effect of scanning speed on fatigue behavior of 316L stainless steel fabricated by laser powder bed fusion. J Mater Process Technol 319:118043. https://doi.org/10.1016/j.jmatprotec.2023.118043
Liu J, Song Y, Chaoyue C, Wang X, Li H, Zhou C, Wang J, Guo K, Sun J (2019) Effect of scanning speed on the microstructure and mechanical behavior of 316L stainless steel fabricated by selective laser melting. Mater Des 186:108355. https://doi.org/10.1016/j.matdes.2019.108355
Ghayoor M, Lee K, He Y, Cang C, Paul B, Pasebani S (2020) Selective laser melting of 304L stainless steel: role of volumentric energy density on the microstructure, texture and mechanical properties. Addit Manuf 32:101011. https://doi.org/10.1016/j.addma.2019.101011
Röttger A, Geenen K, Windmann M, Binner F, Theisen W (2016) Comparison of microstructure and mechanical properties of 316 L austenitic steel processed by selective laser melting with hot-isostatic pressed and cast material. Mater Sci Eng 678:365–376. https://doi.org/10.1016/j.msea.2016.10.012
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Berghaus, M., Florian, S., Solanki, K. et al. Effect of high laser scanning speed on microstructure and mechanical properties of additively manufactured 316L. Prog Addit Manuf (2024). https://doi.org/10.1007/s40964-024-00693-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-024-00693-y