
Abstract
Currently, polyamides serve as the primary material used in laser-based powder bed fusion of polymers (PBF-LB/P), which prevents the components from exhibiting the mechanical characteristics of traditional manufacturing techniques. As a result, highly ductile and chemical-resistant materials are needed to cover more potential application areas. The preferred material is polypropylene (PP) with various structures and settings. A common practice in conventional manufacturing processes is adjusting the morphology of the component, but studies examining this type of influence in PBF-LB/P are scarce. In addition to examining important PBF-LB/P process characteristics like thermal properties and powder flow behavior, this work first presents potential nucleation agents and then manufactures components to assess the impact of the structure. It was concluded that processing the material is possible despite significantly higher crystallization kinetics. A parameter study was conducted to evaluate the initial PBF-LB/P processability by building single and triple layers. These results led to the creation of mechanical specimens that showed the material system’s processability. For the first time, it was possible to process β-nucleated PP, which displays increased elongation at break for higher β-content.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction and motivation
Laser-based powder bed fusion of polymers (PBF-LB/P) is an advanced additive manufacturing technology, strategically evading geometric and flexibility constraints characteristic of conventional methodologies like injection molding through a systematic, layer-by-layer fabrication process [1]. The known substantial advantages of PBF-LB/P pivotally manifest in its capacity to deliver commendable mechanical properties alongside exceptional accuracy and resolution. This technological superiority forces the use of primarily semi-crystalline materials due to the complex thermal and rheological requirements that accompany the process [2]. Following the idealized quasi-isothermal process model, the viscous melt and the inert powdery starting material coexist at nearly identical temperatures for a specific duration during the building phase [3]. To reach this thermal equilibrium, the building bed temperature must be raised and placed just below the material’s crystallite melting point. The PBF process is fundamentally challenged by the material system’s thermal behavior, as too fast and inhomogeneous crystallization can cause curling, process disruption, or component distortion [1].
In addition to the intrinsic properties, which include thermal, rheological, and optical properties, the extrinsic powder properties are crucial factors that influence both the processability and the component properties [4]. At the beginning of each PBF-LB/P production cycle, a powder layer is deposited on the building platform. In this phase, the extrinsic properties of the powder play a decisive role in shaping the overall process dynamics [5]. Extensive research emphasizes the importance of a uniform and consistent powder bed before exposure. This uniformity is crucial for minimizing the gaps between particles during coalescence, enabling the production of fully dense components with the desired mechanical properties and satisfactory surface quality [6]. However, it is essential to note that although processability is ensured, achieving the selected component properties depends on additional factors [7].
The constrained availability of polymers is attributed to requirements and uncertainties surrounding component properties. Polyamides maintain a predominant position in the market, yet the limited selection of materials fails to meet all needs, such as chemical resistance or impact strength [8, 9]. Including thermoplastic polypropylene (PP) within the polymer repertoire could broaden the spectrum of applications. While this material category is present in the PBF-LB/P market, removing several materials due to unmet target values or insufficient process robustness highlights the ongoing necessity for comprehensive market research on this material group. Investigations utilizing isotactic PP (i-PP) have been conducted, but the results were inconclusive, as the required ductility could not be attained [10].
Conventional methods have established that homopolymers exhibit excellent stiffness but lack impact strength and ductility. Consequently, various techniques have been employed to address this limitation over time [11]. These strategies involve introducing elastomer components and modifying the structure and morphology of the polymer to attain the desired properties. Such components are incorporated into PP through diverse methods, ushering in a novel design criterion for PP production. Pasquini et al. [12] explain how target properties are accomplished through compounding, reactor-based blending, and copolymerization. Another approach involves introducing an amorphous ethylene/propylene copolymer (E/P), commonly referred to as “E/P rubber” (EPR), as a dispersed phase into the semi-crystalline isotactic polypropylene (i-PP) matrix. Incorporating EPR domains within the i-PP matrix blocks crack propagation by efficiently dissipating kinetic energy generated during impacts. Such copolymers are termed heterophasic due to their thermodynamic incompatibility.
In addition to the macromorphology adjustment to overcome PP’s limitations, several approaches have improved the component properties by adjusting the micromorphology. PP is a polymorphic polymer with four crystalline modifications: the α-, β-, γ-, and mesomorphic phase [14]. The α-form is thermodynamically stable and formed under conventional industrial conditions [15]. The β-modification forms under special thermal conditions, flow conditions, or in the presence of special nucleating agents (NA) [16]. A mesomorphic phase is formed at cooling rates not applicable to the PBF process [17]. The γ-modification occurs specifically for copolymers with defects [17]. Besides the phases, polypropylene can crystallize in different shapes, which defines its mechanical performance. Therefore, various modifications have different performances: The α-phase makes polypropylene rigid and strong. In contrast, the β-phase leads to a lower modulus and yield stress but higher tensile strength and strain, impacting strength and toughness. This is due to the crosshatched lamella for α instead of radially growing β-crystal (Fig. 1) [18]. Additionally, the γ-phase is reported to induce a higher elastic modulus and yield stress concerning the α-phase. While complete data are unavailable, the elastomer’s molecular weight and comonomer content affect the impact strength’s response to α-nucleation. At the same time, β-nucleation will always improve the material’s toughness [19]. In general, an increase in impact strength and transparency when decreasing the spherulite size is determined [20].

α- vs. β-modification [13]
Introducing nucleating agents generates heterogeneous nucleation sites within the polymer melt, initiating crystallization at elevated temperatures [21]. As a result, modifying the number of nuclei allows for adjusting the quantity and size of polymer crystallites. The application of NA is always aimed at the precise manipulation of properties, as the altered crystalline structure also results in different properties. A fundamental requirement arises from opposing demands on the NA, which have yet to be made in this way for previous applications like injection molding. Additionally, the use of NA in conventional production processes is often determined by the time factor rather than the mechanical qualities, as both the crystallization temperature and time are often significantly reduced. For the PFB-LB/P process, however, to ensure high process reliability with a low dropout rate, the crystallization characteristics must still provide a process window. This study aims to evaluate the basic material properties of β-added PP regarding the boundary condition of the process. Subsequently, the process suitability of PP/EPR mixed with β-NA’s will be evaluated.
2 Materials and methodology
The tests were carried out using impact polypropylene (heterophasic systems) from LyondellBasell, compounded with the β-nucleation agents MPM 2000 and NU100. Subsequently, the systems were cryogenically ground into particles using a Retsch ZM300. This was followed by dry coating with a shaker mixer with 0.2% wt. silica (D17, Evonik) and aluminum oxide (AluC, Evonik).
2.1 Particle shape and particle size distribution
A scanning electron microscope (SEM) Ultra Plus (Carl Zeiss AG) was used to study the shape of the powder. The images of the gold-sputtered powders were recorded with magnifications of 49 and 800, and an acceleration voltage of 5 kV. The Mastersizer 3000 was employed for laser diffraction particle sizing to determine the particle size distribution (PSD) [22].
2.2 Powder flowability
A reliable method for evaluating the powder flow properties is the compaction depth as described by Hesse et al. [23]. This characteristic value, which is highly reproducible, provides valuable insights into the static properties of the powder [23, 24]. Powder flowability investigations were performed on a Discovery HR-2 rheometer (TA Instruments). The setup consists of an upper 25 mm plate parallel to a container with an inner diameter of 27 mm. The powder was sieved loose and unpacked into the container. A normal force of 0.2 N was applied to the bulk powder to establish a defined baseline, which resulted in better comparability. Afterward, the upper parallel plate was moved with a constant compression rate of 1 μm/s into the powder bed, and the normal force was observed. The experiments were conducted at room temperature (22 °C). For a qualitative comparison of the systems, the distance passed for a defined force difference (from 0.2 to 2.5 N) was used in addition to the force progression.
2.3 Thermal investigations
To determine to what extent the NAs influence the thermal properties, and to what degree they increase the crystallization temperature and accelerate the crystallization process, thermal investigations were carried out using differential scanning calorimetry (DSC) measurements. The polymer (2–5 mg) was sealed into a DSC aluminum pan and heated from 20 °C to 200 °C at 10 K/min. After maintaining the temperature for 5 min to delete the thermal history, the sample was cooled to 0 °C at 10 K/min and reheated using the same procedure. The reported values for the process window were obtained from the first heating and cooling cycle. For isothermal measurements, an identical heating procedure was employed. Subsequently, the samples were cooled down to the desired isothermal holding temperatures of 134 °C, 138 °C, 142 °C, and 146 °C at a cooling rate of 60 K/min. The progress of crystallization was assessed based on the crystallization half-time. In addition, DSC measurements were carried out at 10 K/min from the center of a tensile bar to evaluate the β-content. This ensured that the influence of powder adhering to the edge of the component was avoided.
2.4 Processing
The processing experiments were carried out on a P 396 system from EOS. The systems’ building space was 350 × 350 mm2. An inlet (100 × 100 mm2) was used for the experiments to enable builds with a small powder quantity. The powder coating was executed with a blade and a recoating speed of 150 mm/s. A full factorial study at three levels for single layers with 10 mm × 10 mm was performed to define the process parameters. Subsequently, a construction process was further simulated by extending this parameter study to three layers with 2 top layers. Therefore, the laser power (PL with 15, 20, and 25 W), the hatch distance (hs with 0.2, 0.25, and 0.3 mm), and the scan speed (vs with 3, 4, and 5 m/s) were changed with three factors, and the energy densities (ED) from 10 mJ/mm2 to 42 mJ/mm2 were covered. The building bed temperature was held for another 20 min to simulate the process conditions. For all systems, the building temperatures were set to 150 °C and the layer height to 120 µm. The exposure strategy used was Meander hatching. After evaluating the process parameters, four 1:2 mechanical specimens were fabricated per DIN EN ISO 527-1 [25].
2.5 Mechanical testing
Mechanical tests were performed to study the effect of the different morphologies on the mechanical properties of the materials. Under standard climate conditions, all tests were performed on a universal testing machine (Zwick GmbH) by DIN EN ISO 527-1 [25]. The tensile test was initiated at a speed of 0.5 mm/min and then accelerated to 2.5 mm/min to determine the modulus of elasticity, maximum tensile strength, and elongation at break. It is important to note that mechanical values were underestimated as the maximum dimensions were assumed to be constant due to measurements.
2.6 Part density
Archimedes measurements were carried out to determine the density of the samples and to make a statement about their porosity. This was done to avoid the influence of surface roughness and shape deviation compared to purely weight-based measurements. This technique is based on the Archimedean principle, where the displaced volume of liquid corresponds to the immersed volume of the sample. This principle made it possible to determine the volume and density of the sample. The samples were weighed in both air and ethanol.
2.7 Microscopy
Subsequent microscopic examinations were carried out to investigate the mechanical test samples. This was accomplished by producing thin slices of 10 µm of the specimen, which were then subjected to polarized light microscopy utilizing the axiocam 305 (Zeiss). Before this, the specimen was embedded in a cold curing epoxy resin, and sectioned to a thickness of 10 µm using a polycut E. This technique allowed for the determination of coalescence and density. In addition, the melting behavior of the particles was assessed.
3 Results and discussion
3.1 Particle characteristics
The SEM images in Fig. 2 depict characteristic features of PP particles obtained through grinding. These particles showcase the distinctive edged shape achieved during the grinding process.

SEM images of grinded Polypropylene with NA NU100 with flow aids at a magnification of 100x (a) and 800x (b)
Figure 3a shows the particle size distribution and density, and displays the β-systems’ almost identical characteristics, both reaching a D50 of ≈140 μm. The reference achieves a D50 of ≈120 μm with a higher fine fraction. Figure 3b illustrates the buildup of normal force during uniaxial load on the powder bed for both systems with flow additives.

Particle size distribution and rise in normal force during compression at a constant speed
The relative change in height is determined by the depth of the indenter applying a constant compression rate of 1 μm/s to a loosely consolidated powder bed with a normal force of 0.2 N. The lower the relative change in height for a defined speed (or force profile), the denser the initial state was, which is why powder systems with good flow properties achieve lower values. This is seen clearly by comparing the non-flow additive material, which shows a significantly lower gradient of the force–path profile. The powder combined with flow additives has a higher bulk density than the pure powder, so it requires a higher normal force to achieve the same change. For the MPM 2000 and NU100, nearly the same values are reached at 63.85 μm (± 1.55 μm) and 63.46 μm (± 3.28 μm). This is expected as all were mixed the same and had essentially identical particle properties. The reference material reaches higher values with 79.67 μm (± 2.74 μm). The values obtained in this study are comparable to those observed for commercial powder (Polyamide12, the height change at 2.5 N is at 75 μm [23]). When considering a powder as the feedstock material, flowability at room temperature does not guarantee good spreadability in the process as the temperature is evaluated [23, 26]. Nevertheless, these measurements are useful at room temperature since they are considered a criterion for exclusion.
3.2 Thermal results
The thermal properties of a polymer play a decisive role in determining the process parameters and general process suitability. The molten material and the surrounding solid powder coexist in the temperature range of the build chamber temperature for a specific time frame. To ensure an appropriate process window, the crystallization temperature of the polymer should be well below its melting temperature. This difference, known as the onset temperatures of crystallization and melting, is crucial. Ideally, polymers with a wide process window are preferred as they are less sensitive to temperature fluctuations during the process, resulting in increased process robustness. Therefore, knowing how the β-NA affects the process window is essential. Figure 4a shows the dynamic measurements for the β-nucleated and the base material. The typical nucleation effect is observed due to crystallization at higher temperatures than the reference, and the NU100 increases crystallization temperature Tc by 3 °C compared to MPM 2000. Furthermore, the melting onset decreases since β has a lower melting temperature. This is evident by the two additional small melting peaks for the NA systems. However, it’s uncertain what the significance of this peak is and how it affects the general procedure, particularly the powder application. As the first heating is relevant to the process but still only shows the crystallization behavior after compounding, the second heating is also shown for the systems to illustrate possible differences in the β-concentration. Here, it is seen that both β-systems only show a β-peak at approx. 151 °C, although MPM 2000 shows a higher enthalpy at this point. In addition, at 165 °C, both systems exhibit another peak at the same position as the reference, which could be explained by incomplete β-crystallization and a partial conversion during the heating process (from β to α) (Fig. 5).

Dynamic DSC measurements with 10 K/min for the NA and the reference (a) and isothermal crystallization (b)

Cross sections in polarized field in dependence of ED for single layer (a–c), and triple layers (d–f) for NU100
It is important to note that the selected cooling rate is considered too high for the process [27]. In the production of layered components, it is essential to maintain a quasi-isothermal process with the longest possible visco-dominant properties of the melt (no solidification [28]). Therefore, Fig. 4b shows that isothermal measurements represent the process and are more sensitive to changes. In general, the same statement applies to the dynamic measurements, and no significant difference between the two β-NAs for Tiso 134 °C and 138 °C is recognizable. Meanwhile, with increasing temperature, NU100 crystallizes faster. However, the crystallization progress compared to the reference shows significant differences. The typical half crystallization time (t1/2) shows a substantial difference between the powders with NA and the reference (factor of 9 at 134 °C). At higher isothermal temperatures, the crystallization progress could no longer be reasonably evaluated for all systems.
3.3 Processing
Before processing, powder spreading and process parameters experiments were conducted to determine processing parameters. Establishing the building chamber temperature for the material at 150 °C was based on the DSC measurements analysis and the powder bed’s evaluation post-application (see Fig. 6), considering surface quality and caking. The results indicate comparability across the systems; consequently, for the sake of clarity, the following showcases only the NU100 material.

Powder bed surface after powder application at 150 °C (a) and during the processing of mechanical specimens (b) for NU100
The influence of various process parameters on thickness was investigated during single layer processing (Fig. 5a–c for NU100). Lower energy densities resulted in insufficient energy to form stable, broken layers during removal. The single layer thickness increased as the laser power exceeded the threshold of 0.015 J/mm2. Consequently, the highest thickness was achieved with the highest energy density. It is observed that with an energy density of 0.022 J/mm2, there is not yet a pronounced single layer since the majority of the particles are more sintered than completely melted (Fig. 5a). If the energy density is increased further to 0.025 J/mm2 by reducing the hatch distance, the melt pool improves, and the homogeneity increases. A single layer without defects could be produced with an energy density of 0.033 J/mm2. Since single layers do not include any further powder application on the previously melted layer, they can be manufactured for almost all systems and only allow a very limited statement about processability in terms of process suitability. Therefore, only the distortion in the progress of time is observed at this point, which showed a tolerable level for the systems.
Subsequent parameter studies with three layers were carried out, allowing a statement about the fundamental processability of all material systems after a powder application also takes place (Fig. 5d–f). Compared to the single layer, the rougher surface of the three layers resulted from partially melting particles in the top layer. All parameters were built, and no process errors occurred. Upon the subsequent examination of the components, the mechanical test specimens’ production parameters were determined. A similar trend was observed, where ultimately, through the cumulative melting, better results were obtained for low energy densities in terms of porosity. However, a dense, homogeneous component without layer defects occurred at an energy density of 0.033 J/mm2. Higher energy densities also resulted in a homogeneous component. Still, the dimensional deviations were significant for three layers, which prompted the use of the parameter from Fig. 5c for the mechanical test specimens. Additionally, a post-contour at 4 m/s and 30 W was selected.
The processability of all materials was confirmed, as depicted in Fig. 7. During processing, no curling or movement was observed during powder application of the parts, and no signs of burns or decomposition were evident on any parts.

Top and bottom view of the manufactured mechanical specimens
A sample cross-section was analyzed in a bright field to evaluate the process parameters. Figure 8 shows the cross section of NU100. Both pores with high sphericity attributed to high energy input, and with the elongated pore shape may indicate incomplete coalescence or insufficient powder application [29]. Nevertheless, typical porosity for the PBF-LP/P process was reached, with the most prominent pore having a diameter of 170 μm [30]. The increase in cross section in the build direction is typical and extensively described in Launhardt et al. [31].

Cross section at the bright field for NU100
Furthermore, the density measurements reveal typical porosity values for all systems reaching 3–6%, and prove that the selected methodology for determining process parameters for small powder quantities is promising [32] (Table 1).
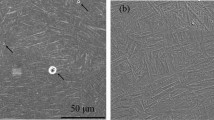
In Fig. 9, the morphology of the shoulder region from the center of the component is shown under polarized light. It is evident that spherulites with diameters around 50 μm form for the reference material, whereas for the two additive systems, the resolution limit seems to be reached, and the structure appears more needle-like. NU100 exhibits a finer microstructure than MPM 2000. This observation is explained through isothermal crystallization, whereby NU100 has an increased number of crystallization nuclei, yielding faster crystallization.

Polarized light microscopy from the shoulder center of manufactured mechanical components
Further investigations on the manufactured component were carried out employing DSC measurements taken from the core of the fabricated samples, allowing a statement concerning the resulting modification to be made. Figure 10 shows the first heating from the samples, which have different β proportions depending on the NA used. The first peak is attributed to the β-modification, which in comparison to dynamic heating, shows a movement to higher temperatures caused by different crystallization conditions. The peak for the MPM2000 here is more pronounced. Furthermore, both β-systems show a second peak at the same position as the reference material, which is assigned to the α-modification. Here, the magnitude contradicts the β, and NU100 is more prominent.

Thermal characterization of manufactured parts
Mechanical testing reveals different performances depending on the part morphology (Fig. 11). It is seen that an increase in the β-phase content of the PP reduces both the modulus of elasticity and the yield stress, while it increases the elongation at break. These findings are explained by the arrangement of an α-PP spherulite, which involves both radial and tangential lamellae in contrast to the β-modification. Due to their reduced deformability, the α-spherulites exhibit higher rigidity than the β-spherulites [33].

Mechanical performance of different materials
4 Conclusions
This study examines feedstock properties, processability, and part performance for in-situ PP-EPR blends with two β-nucleating agents that have not been previously considered for the PBF-LP/P process. The results indicate a reduced process window; however, powder application was possible at process temperatures despite β-crystals present in the powder. This suggests that the initial peaks in DSC do not imply partial melting of the particles or damage to the powder bed surface. Furthermore, this paper presents an approach to parameter determination in which microscopic measurements are used to make a statement about the suitability of process parameters, even with little material input. Despite the significantly faster crystallization progress, β-PP could also be processed for the first time in powder bed fusion. The systems exhibit different β-activities, as evidenced by the second heating in the DSC. The work shows that the morphology influences the component performance and can be adjusted in the PBF-LP/P. Additionally, it must be noted that the elongation at break for a polypropylene system is still low, and these tests must be carried out on raco systems or heterophasic with a higher C2/C3 ratio, where the base material already has a higher ductility. Since the DSC measurement may already influence the sample, wide-angle X-ray scattering will be employed in future studies to determine crystal modification. Additionally, further investigations will focus on impact strength, as crystal size and structure are expected to have an influence here. In addition, a change in the mechanical behavior as a function of temperature is expected due to the changed morphology and will be investigated with dynamic mechanical analyses.
Data availability
Data are available on request.
References
Schmid M (2018) Laser sintering with plastics, vol 1. Carl Hanser Verlag, München
Brighenti R, Cosma MP, Marsavina L, Spagnoli A, Terzano M (2020) Laser-based additively manufactured polymers: a review on processes and mechanical models. J Mater Sci 56(2):961–998
Alscher G (2000) Das Verhalten teilkristalliner Thermoplaste beim Lasersintern. RWTH Aachen
Dechet MA, Gómez Bonilla JS, Grünewald M, Popp K, Rudloff J, Lang M, Schmidt J (2021) A novel, precipitated polybutylene terephthalate feedstock material for powder bed fusion of polymers (PBF): material development and initial PBF processability. Mater Des 197:109265
Schmidt J, Peukert W (2022) Dry powder coating in additive manufacturing. Front Chem Eng 4:995221
Ziegelmeier S, Christou P, Wöllecke F, Tuck C, Goodridge R, Hague R, Krampe E, Wintermantel E (2015) An experimental study into the effects of bulk and flow behaviour of laser sintering polymer powders on resulting part properties. J Mater Process Technol 215:239–250
Chatham CA, Long TE, Williams CB (2019) A review of the process physics and material screening methods for polymer powder bed fusion additive manufacturing. Prog Polym Sci 93:68–95
Wohlers TT (2009) Wohlers report 2009: state of the industry: annual worldwide progress report. Wohlers Associates, Fort Collins, CO
Wohlers TT, Campbell I, Diegel O, Huff R, Kowen J (2022) Wohlers Report 2022 3D Printing and Additive Manufacturing Global State of the Industry
Lexow MM, Drummer D (2016) New materials for SLS: the use of antistatic and flow agents. J Powder Technol 2016:1–9
Paulik C, Tranninger C, Wang J, Shutov P, Mileva D, Gahleitner M (2021) Catalyst type effects on structure/property relations of polypropylene random copolymers. Macromol Chem Phys 222(23):2100302
Pasquini N (2005) Polypropylene handbook, vol 2. Carl Hanser, Munich
Guerra V, Wan C, McNally T (2019) Nucleation of the β-polymorph in composites of poly(propylene) and graphene nanoplatelets. J Compos Sci 3(2):38
Natta G, Corradini P (1967) Structure and properties of isotactic polypropylene. Stereoregular polymers and stereospecific polymerizations. Elsevier, pp 743–746
Norton DR, Keller A (1985) The spherulitic and lamellar morphology of melt-crystallized isotactic polypropylene. Polymer 26(5):704–716
Varga J (2007) β-Modification of isotactic polypropylene: preparation, structure, processing, properties, and application. J Macromol Sci Pt B 41(4–6):1121–1171
De Rosa C, Auriemma F, Di Girolamo R, de Ballesteros OR (2014) Crystallization of the mesomorphic form and control of the molecular structure for tailoring the mechanical properties of isotactic polypropylene. J Polym Sci Pt B Polym Phys 52(10):677–699
Mileva D, Wang J, Gahleitner M, Jariyavidyanont K, Androsch R (2020) New insights into crystallization of heterophasic isotactic polypropylene by Fast Scanning Chip Calorimetry. Polymers 12(8):1683
Grein C, Gahleitner M (2008) On the influence of nucleation on the toughness of iPP/EPR blends with different rubber molecular architectures. Express Polym Lett 2(6):392–397
Gałeski A, Piórkowska E (1983) Localized volume deficiencies as an effect of spherulite growth. I. The two‐dimensional case. J Polym Sci Polym Phys Ed 21(8):1299–1312
Turnbull D (1950) Kinetics of heterogeneous nucleation. J Chem Phys 18(2):198–203
Tischer F, Cholewa S, Düsenberg B, Drummer D, Peukert W, Schmidt J (2023) Polyamide 11 nanocomposite feedstocks for powder bed fusion via liquid-liquid phase separation and crystallization. Powder Technol 424:118563
Hesse N, Winzer B, Peukert W, Schmidt J (2021) Towards a generally applicable methodology for the characterization of particle properties relevant to processing in powder bed fusion of polymers—from single particle to bulk solid behavior. Addit Manuf 41:101957
Cholewa S, Stieglitz L, Jaksch A, Rieger B, Drummer D (2023) Tailored syndiotactic polypropylene feedstock material for laser-based powder bed fusion of polymers: material development and processability. ACS Appl Polym Mater 5(4):2430–2439
ISO (2019) Plastics—Determination of tensile properties—Part 1: General principles (ISO 527-1:2019)
Ruggi D, Barrès C, Charmeau JY, Fulchiron R, Barletta D, Poletto M (2020) A quantitative approach to assess high temperature flow properties of a PA 12 powder for laser sintering. Addit Manuf 33:101143
Greiner S, Jaksch A, Cholewa S, Drummer D (2021) Development of material-adapted processing strategies for laser sintering of polyamide 12. Adv Indus Eng Polym Res 4(4):251–263
Drummer D, Greiner S, Zhao M, Wudy K (2019) A novel approach for understanding laser sintering of polymers. Addit Manuf 27:379–388
Han W, Kong L, Xu M (2022) Advances in selective laser sintering of polymers. Int J Extreme Manuf 4(4):042002
Flodberg G, Pettersson H, Yang L (2018) Pore analysis and mechanical performance of selective laser sintered objects. Addit Manuf 24:307–315
Launhardt M, Drummer D (2019) Determination of the fundamental dimension development in building direction for laser-sintered parts. J Polym Eng 39(2):197–206
Sindinger SL, Kralovec C, Tasch D, Schagerl M (2020) Thickness dependent anisotropy of mechanical properties and inhomogeneous porosity characteristics in laser-sintered polyamide 12 specimens. Addit Manuf 33:101141
Tordjeman P, Robert C, Marin G, Gerard P (2001) The effect of α, β crystalline structure on the mechanical properties of polypropylene. Eur Phys J E 4:459–465
Funding
Open Access funding enabled and organized by Projekt DEAL. Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) Project-ID 61375930 SFB 814— “Additive Manufacturing” TP T10.
Author information
Authors and Affiliations
Contributions
Conceptualization SC; data curation: SC; formal analysis, SC; methodology, SC; supervision, DD; roles/writing–original draft SC; writing–review and editing SC, TF, AJ, DD.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest. The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Cholewa, S., Forstner, T., Jaksch, A. et al. β-Modification in heterogeneous polypropylene for laser-based powder bed fusion of polymers. Prog Addit Manuf 9, 715–723 (2024). https://doi.org/10.1007/s40964-024-00672-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-024-00672-3