
Abstract
The automotive sector has recently been taking measures to reduce fuel consumption and greenhouse gas emissions for the mobility of ground vehicles. Light-weighting, via material substitution, and the re-designing of components or even a combination of the two, have been identified as a crucial solution. Additive manufacturing (AM) can be used to technologically complement or even replace conventional manufacturing in several industrial fields. The enabling of complexity-for-free (re) designs is inherent in additive manufacturing. It is expected that certain benefits can be achieved from the adoption of re-design techniques, via AM, that rely on topological optimisation, e.g., a reduced use of resources in both the material production and use phases. However, the consequent higher specific energy consumption and the higher embodied impact of feedstock materials could result in unsustainable environmental costs. This paper investigates the case of the light-weighting of an automobile component to quantify the outcomes of the systematic integration of re-designing and material substitution. A bracket, originally cast in iron, has been manufactured by means of a powder bed-based AM technique in AlSi10Mg through an optimized topology. Both manufacturing routes have been evaluated through a comparative Life Cycle Assessment (LCA) within cradle-to-grave boundaries. A 69%-lightweighting has been achieved, and the carbon dioxide emissions and energy demands of both scenarios have been compared. Besides the use-phase-related savings in terms of both energy and carbon footprint due to the lightweighting, the results highlight the environmental trade-offs and prompt the consideration of such a manufacturing process as an integral part of sustainable product development.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The pollutant emissions related to the automotive sector contribute significantly to the global environmental impact [1]. It was stated, in an account of global GHG emissions pertaining to the year 2016, that the transport sector covered 16.5% of such emissions. Of that percentage, 73% was attributable to road transport [2]. Therefore, measures should be taken to reduce fuel consumption and pollutant emissions for the mobility of ground vehicles [3] and, to meet this goal, the restrictions imposed by different agencies (e.g., EPA, CAFE, NHTSA, US federal standards and Clean Air Act) are continuously being tightened [4]. Automotive manufacturers have been adopting various technical strategies to address and comply with the legislation requirements. Among these technical strategies, aero-dynamical improvements, enhancement of powertrain efficiency, as well as the adoption of alternative propulsion systems and weight reduction continue to be investigated [5]. Research is focusing on the weight reduction of automobiles to address the pollution levels attributable to road transport. The weight of ground vehicles continued to increase until 2009, due to the ongoing introduction of safety devices and comfort accessories [6]. However, this trend has reversed in the last few decades, since the new target has been that of reducing the weight of vehicles to improve the power-to-weight ratio to achieve more fuel-efficient vehicles [3, 6]. The downsizing of the overall weight has proved to be beneficial for both conventionally and electrically powered vehicles [7]. The light-weighting of conventionally powered vehicles has a direct effect on fuel combustion, that is, it decreases, since a reduction in weight means a decrease in the inertial forces the engine has to overcome to accelerate. The additional weight of electrically powered vehicles must be compensated for with heavier and more expensive batteries to maintain driving ranges [7]. A possible way of achieving a weight reduction is that of substituting the materials of the bulkiest sub-systems of a vehicle, e.g., its body and chassis. Different researchers have demonstrated the feasibility of such a transition to lighter alloys, polymer composites and hybrid materials, even though some aspects of their environmental impacts have yet to be investigated [4, 8]. Among the strategies that can be adopted to pursue the same scope, the most effective is the re-designing of vehicle parts, combined with material substitution [5].
1.1 Additive manufacturing and re-designing through topological optimization
In this research context, additive manufacturing (AM) can be identified as a disruptive potential substitute of traditional manufacturing processes [9], due to the innovative complexity-for-free design solutions that are achievable [10]. AM processes present a high degree of versatility, due to their digital and additive nature. Conventional manufacturing (e.g., casting, forming or machining) usually results in a cheaper solution for high-volume production, but for low-volume batches the AM potential can be fully exploited. With respect to conventional manufacturing processes, additive manufacturing can trigger a larger freedom in the design, a higher capability of mass customisation, as well as the possibility to produce complex structures while minimizing the waste streams, which is particularly important for high-value and difficult-to-cut materials [11, 12]. Design complexity can be embedded at different levels, since the material is deposited layer-by-layer. At the micro-scale, it is also possible to create functionally graded materials via in-situ alloying [13, 14]. Foams, lattice and chain-mail structures [15, 16] can be produced at a meso-scale, and certain geometric features that are not feasible via conventional processes can be manufactured at a macro-scale. This capability of AM allows load-adapted re-designed components to be optimized and light-weighted [17,18,19]. Moreover, part consolidation into simpler assemblies is enabled by AM processes [20, 21], together with part customization, and economical small series production [9]. The effectiveness of AM in product light-weighting has been amply demonstrated [22], as evidenced in the recent literature pertaining to section floors, passenger seats, dashboards, and structural sections [23,24,25,26,27]. Most of these re-design examples relied on the employment of Topological Optimization (TO), a crucial design tool for AM. TO is a mathematical technique that provides the optimal material layout within a given design space for a given set of loads and boundaries to satisfy a prescribed performance, even when an initial design concept is lacking [28, 29]. This approach enables efficient designs with minimal prior decisions, considering only structurally relevant material [30]. The results of this method do not translate directly into manufacturable models, and some interpretation efforts are therefore needed before a clean definitive design can be achieved [27]. The inherent weight-savings achieved by applying TO during the design process have led to an increase in interest in TO. Tomlin et al. [31], for example, used TO for the design of an aerospace hinge bracket, and substituted HC101 steel with Ti6Al4V alloy. The aim was to save weight and to reduce stress, but without compromising stiffness. The results showed a lightweighting of 64%. Seabra et al. [32] coupled TO with material substitution in a re-design process. They manufactured an aircraft bracket component through a Selective Laser Melting (SLM) process, and used a titanium alloy instead of aluminum. As a result, the safety factor was doubled and the volume was halved, and an overall weight reduction of 28% was achieved. Emmelmann et al. [18] shifted from an aluminum alloy (Al7075) to a titanium one (Ti6Al4V) to achieve topological optimization and obtained a global reduction in weight of about 42% for a bracket. Salmi et al. [27] achieved a 63% lightweighting with a re-designed component, deposited in AlSi10Mg via a Laser-Powder Bed Fusion (L-PBF) process, thus simultaneously enhancing part performance. Salonitis et al. [33] applied a similar re-design procedure to an aluminum 6082-T6 bracket, produced in AlSi10Mg through a Direct Metal Laser Sintering (DMLS) process, and achieved a 43% weight reduction. The literature on this topic highlights a wide implementation of re-design techniques, based on topological optimization, for components in different sectors. In addition to technological feasibility, the next step is to evaluate the implications that these techniques may have on sustainability.
1.2 Sustainability implications of re-designing via AM
The duplex nature of AM technologies has led to significant changes in manufacturing systems and in their paradigm, thereby affecting product sustainability over the entire life cycle of a product [34,35,36]. When compared to conventional manufacturing, on the one hand, the additive nature of AM processes enables part consolidation in simpler and more efficient assemblies [20, 21]. In this way, the lowered material yields reduce energy consumption during the manufacturing and use phases of a product [35]. An input material reduction lowers the related energy demand for both the processing and recycling of non-value material. Moreover, the use of the same single material for all the sub-parts of an assembly leads to dematerialisation, thus facilitating recycling in the End-of-Life (EoL) stage [34, 35]. The assembly lines also become simplified, and the inventory and storage sites are reduced [37]. In addition, since no specialized tools, molds or fixtures are required for AM, the supply chains are also changing [35, 38,39,40]. On the other hand, the digital nature of AM allows customized on-demand parts, be they brand new parts or spare parts destined for aftermarkets, to be produced [41]. In fact, AM can be employed not only to manufacture small batches of new, high-value, end-use products [36], but also to improve their durability: apart from optimization through re-designing, the upgrading or repairing/remanufacturing of damaged products is possible in situ via AM or through the production of spare parts on demand. By means of AM, the design-to-manufacturing path is usually characterized by high time savings [12]. New business models and production practices are thus enabled for the digitalisation of manufacturing within the Industry 4.0 framework [42]. AM technologies, together with the use of digital data management and the Industrial Internet of Things (IIoT), allow the digitalisation of inventory [43], implementing what was considered ‘a future scenario’ a decade ago: a change in the supply chain in the direction of a ‘direct supply’, in which the design (and not the product) is the object of transfer [54]. Data-driven manufacturing systems and product service systems play a key role, and AM enables the implementation of Digital Manufacturing practices on which Industry 4.0 relies [42]. More than other processes, AM is deep-rooted in computer-aided procedures, since several tasks that are inherent to design and manufacturing mostly occur in a digital environment. Such characteristics may foster the development of intelligent manufacturing, in which products and production are optimized making full use of the involved manufacturing technologies coupled with advanced information systems [16]. As a result of the opportunities of extending the lifespan of products, coupled with high resource efficiency and low waste generation [35], AM has been identified as suitable to enable the execution of Circular Economy (CE) principles and design strategies [37]. The linear approach that underlies the take-make-dispose principle has been deemed inadequate and unsustainable, due to the increasing rates in waste generation and massive upstream resource consumption [44, 45]. Concerns about an imminent material depletion for manufacturing at a product level have led to a shift toward the Green Manufacturing 3R approach, which prioritizes Reduce, Reuse, and Recycle [44]. Second, this shift has, from necessity, expanded in the direction of a more holistic 6R approach via the integration of three additional core activities, i.e., Recover, Remanufacture and Redesign. Such activities as process planning and technological optimization should be envisaged at a process level with the aim of reducing the consumption of energy and resources, as well as wastes and workplace hazards [46]. At a system level, the entire supply chain to which the production system belongs should consider all the different steps of the life cycle of a product, that is, from the material production (i.e., the cradle), to the material disposal, (i.e., the grave) [47].
1.3 Aim and structure of the paper
Guaranteeing synergy between the aforementioned three levels (i.e., the product-, the process-, and the system-level) is crucial to advance sustainable development. The mass customization and re-design opportunities enabled by AM, apart from requiring systems with flexibility and reconfiguration capabilities to tackle the changes in the production scenario [48], need decision-support tools concerning the environmental-related outcomes. In fact, when topological optimization is applied to achieve light-weighting, benefits are expected not only concerning the reduction of resource consumption in material production, but also in the use phase [44]. Therefore, the present research is aimed at quantifying to what extent the Redesign activity can imply the actuation of another R of the 6R framework, Reduce, i.e., reducing the use of (i) resources, (ii) energy/materials, and (iii) emissions/waste over the entire life cycle. For this purpose, a methodology, which is presented in Sect. 2, has been set up to quantify the environmental impact by systematically integrating re-design and life cycle analysis (LCA). Additive manufacturing technologies and conventional manufacturing processes are assumed as possible alternatives. Compared to the models already available in literature [49,50,51,52], which usually compare different processes to manufacture (eventually re-designed) components made of the same material, the novelty of the here-presented analysis is that it deals with sustainability trade-offs related to the combination of both material and technology substitutions in the automotive sector. A case study is presented in Sect. 3 to support the industrial applications of the methodology. A structural bracket was considered, and a re-design was implemented for an AM framework. The life cycle inventory is detailed in Sect. 4, whereas the results of the comparative assessment are discussed in Sect. 5. Strategies for a reduction in the life cycle impact, in which AM, re-design and material substitution are combined, are summarized in Sect. 6.
2 Comparative life-cycle evaluation methodology
An LCA-based framework has been developed and applied to compare the environmental impact of both conventional and AM-based manufacturing approaches. All the life cycle phases, that is, from feedstock material production to end-of-life recycling, are included, under cradle-to-grave system boundaries, as shown in Fig. 1. The functional unit is a single part produced either conventionally (labeled as ‘component A’ in Fig. 1, weighing mpCM) or re-designed and additively manufactured (that is, ‘component B’, weighing mpAM). The methodology is presented here with reference to the life-cycle CO2 emissions and energy requirements. Other metrics can be used in a similar way to quantify different environmental effects. A step-by-step approach is followed to describe the methodology for each life-cycle phase, focusing on the most relevant impacts.

Main material flows considered in the comparison of conventional and AM-based manufacturing approaches
2.1 Feedstock material production and recycling
The environmental impact related to material consumption should account for both (i) the extraction and production of raw material (in the shape of billets and/or ingots for wrought or cast metals) and (ii) the pre-manufacturing operation conducted to obtain the material feedstock necessary for manufacturing (such as the metal powder used for AM processes). Such an impact has already proved to be a major concern under cradle-to-gate system boundaries [17], and therefore deserve the here detailed digression. As far as the material flows are concerned, the layer-wise production, by means of AM, allows a transition to be made toward light and high-performance alloys by overcoming the technological limits imposed by Conventional Manufacturing (CM). Such limitations usually lead to the production of inefficient structures, as a part of the non-structural material may be hard to physically and cost-effectively remove. To account for the light-weighting potential of AM, which results from both the re-designing and material substitution procedures, the mass reduction factor, k, can be introduced [50]. It quantifies the ratio between the mass of the component which is produced via the AM-based approach (mpAM), and that of the component processed through conventional manufacturing (mpCM), according to Eq. 1.
Moreover, the overall yield factor, y (for either i = AM or CM), which is here intended as the ratio between the mass of the input raw material, mraw, and that of the finished component, mp, can be computed according to Eq. 2.
AM may enable a reduction in the process scrap rates, thereby resulting in a lower material yield when compared to those of casting, forming, or machining [51]. This is particularly true for the industrial applications of AM in which the un-melted metal powders are re-used for subsequent printed jobs. However, the impact of the feedstock material production phase not only relies on the material-usage efficiency, but also on the impact per unit mass of the feedstock material itself. The substitution of steel or cast iron with higher embodied-impact alloys, such as Ti6Al4V or AlSi10Mg, could nullify the points of strength of AM mentioned above. Therefore, Eq. 3 can be introduced to compare the impact related to the material-usage of different manufacturing approaches:
where:
-
CO2 mati (kgCO2): Carbon dioxide emissions for feedstock material production, for either i = AM or CM;
-
mraw i (kg): Mass of the required raw material, for either i = AM or CM;
-
CO2 feed i (kgCO2/kg): Carbon dioxide emissions per unit mass of feedstock material, for either i = AM or CM, which can be obtained by adding the specific CO2 emissions of the pre-manufacturing process (e.g., powder atomization) to the carbon footprint of the raw material;
-
mpi (kg): Mass of the component produced by means of either i = AM or CM;
-
yi (–): Overall yield factor (that is, the mrawi / mpi ratio), for either i = AM or CM;
-
k (–): Mass reduction factor due to re-designing and material substitution (i.e., the mpAM / mpCM ratio).
Equation 3 quantifies the ratio of carbon dioxide emissions for the AM-based manufacturing approach to those of conventional manufacturing. The primary energy demand can be assessed in a similar way by replacing the carbon footprint factors with the (specific) energy requirements, as already demonstrated in other literature sources [52]. Equation 3 can be used to plot the iso-curves (see Fig. 2), thereby allowing the CO2 matAM = CO2 matCM condition to be verified, as a function of (i) the ratio between the yield values for CM and AM-based approaches; (ii) the ratio between the carbon footprints of the feedstock materials for AM and CM, and (iii) the k factor. Each curve represents a specific scenario in which CO2 matAM = CO2 matCM. Therefore, two different areas can be identified in the graph. In the area above the iso-curve the carbon dioxide emissions for the AM feedstock production are higher than those for the CM one (CO2 matAM > CO2 matCM). Vice versa, in the area below the iso-curve, the opposite condition occurs (CO2 matAM < CO2 matCM). Although the graph in Fig. 2 provides information that is limited to only the feedstock material production phase, the higher carbon footprint of the feedstock for AM processes (i.e., high CO2 feedAM/CO2 feedCM ratios) is offset by the higher material-usage efficiency of AM (i.e., low yAM/yCM ratios), particularly for significant mass reductions (i.e., low k values).

Iso-CO2 emission curves related to feedstock material production
In addition, the carbon footprint (or the primary energy) related to the production/consumption of raw materials can be decreased by extracting value from waste and maximizing the amount of material being recycled. The full benefit that can be achieved from the creation of recyclable materials is considered in this study for the end-of-life recyclability, r, by means of the so-called ‘substitution method’ [53]. When considering a system in which different kinds of material scraps are produced at different life-cycle stages (as shown in Fig. 1), all the different contributions to material recycling should be computed separately. The r value is here intended as the fraction of recycled material that is obtained from the recovery/recycling processes, and which is then used in the subsequent lifecycle(s), whereas the impact of the disposal of the permanent material losses is assumed negligible.
2.2 Manufacturing
As far as the manufacturing phase is concerned, it is known that the specific energy consumption of AM processes may be one or even two orders of magnitude higher than that of conventional processes, as reviewed by Kellens et al. [54]. Nonetheless, the comparative assessment of environmental sustainability, linked only to the energy efficiency of the different unit processes, has proved to be an insufficient criterion to support the choice of the manufacturing process, as the impacts of such a choice should be considered holistically over the whole life cycle. From the methodological standpoint, the quantification of energy/resource(s) consumption can be measured directly through the sensorization of the production line. Alternatively (or in parallel), the manufacturing phase can be modeled by adopting the Specific Energy Consumption (SEC) approach, which can be used to quantify the energy demand of the manufacturing phase for each unit mass of the material that is transformed by the manufacturing process itself (e.g., one kg of chips removed when machining, one kg of material deposited when additive manufacturing, et cetera) [52]. However, all the manufacturing steps (including thermal treatments, finishing, part cleaning, and painting) should be accounted for [50]. The CO2 emissions related to the electric energy consumption of the processes (i.e., either CO2 mfgAM or CO2 mfgCM) depend on the local energy mix that is used to produce electricity, and thus, a geographically dependent variability has to be considered.
2.3 Use phase
The reduction in energy and CO2 emissions in the use phase, due to light-weighting, could compensate for the extra environmental impact due to (i) the higher energy demand of AM processes and (ii) the higher carbon footprint of AM-ed materials (when needed, according to Fig. 2). The fuel consumption saving, resulting from light-weighting (ΔFC), can be quantified for automotive applications by multiplying the vehicle mass reduction (ΔM) by the Fuel Reduction Value (FRV). This coefficient, which usually varies within a range of 0.02–1.00 l/(100 km·100 kg) in existing LCAs, can be customized as a function of the vehicle model and the adopted driving style. Moreover, FRV-based approaches have proved to be applicable for small mass reductions [4]. If the ΔFC is available for a given vehicle, the CO2 emission saving resulting from light-weighting (ΔCO2 use, here expressed in kgCO2) can be obtained, in absolute value, from Eq. 4,
where CO2 fuel (in kgCO2/l) is the carbon footprint of the fuel (i.e., gasoline or diesel) and L (in km) is the expected life of the vehicle. The ΔFC value, which is here expressed in l/km to ensure the consistency of the measurement units, is directly proportional to the mass reduction, ΔM (in kg), which can in turn be written as mpCM · (1 – k). Overall, the comparative assessment should be concluded by verifying whether the savings due to re-designing conducted to achieve lightweighting can compensate for the expected higher cradle-to-gate environmental impacts related to the choice of AM and material substitution.
3 Case study and the re-design framework
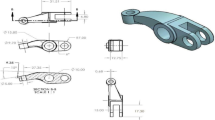
The differential mounting bracket shown in Fig. 3 was assumed as a case study. The component is made of cast iron and conventionally manufactured by means of a casting process followed by finish milling and, eventually, painting. The static and dynamic load limits the component is subjected to, in terms of stress and fatigue life, correspond to the optimization constraints considered for the re-design, and are regulated by industrial standards (here omitted for confidentiality reasons). Five acceptance criteria are defined for various different operating modes of the vehicle, that is, ranging from its standard use to unusual behavior due to driver misuse or emergency conditions, such as light crashes. As far as durability is concerned, the component was designed to last the whole useful life of the vehicle without being replaced.

Differential mounting bracket assumed as a case study
After the structural component that had to be replaced and the product functional specifications were identified, the re-design procedure schematized in Fig. 4 was applied [55, 56]. First, the Direct Metal Laser Sintering (DMLS) process was chosen to be performed by means of an EOS M290 machine. The material considered for the re-designed component was an AlSi10Mg alloy, the density of which was 2.67 kg/dm3, due to the favorable weight-to-performance ratio. An experimental characterization was performed to implement the stress–strain relationship of the as-deposited material in the FEM software. Then, a Topology Optimisation (TO) was carried out, by means of the Altair HyperWorks v.14.0 suite, to achieve the concept that had to be integrated in the CAD tool (i.e., Siemens NX v.9.0). Albeit the topology optimisation provided the optimal material layout within the given design space, for the identified set of loads and constraints, to meet the prescribed performance, the results obtained with this approach could not be translated directly into manufacturable models. In fact, AM-related manufacturing constraints (such as the positioning of the support structures and allowances) could not be included when setting the TO [27]. Once the material layout output was interpreted and modeled into the CAD environment, a FE analysis was carried out, allowing the load configuration of the new part to be defined, and the position of maximum stresses and deformations to be highlighted. For the re-modeling of the component shape, TO, CAD re-designing and Finite Element (FE) analysis were repeated in iterative multiple loops, while accounting for both product optimisation and the process design guidelines. During this iterative re-design phase, multi-criteria decision analyses were therefore carried out to choose a suitable optimized design among all the feasible ones. As a way of example, smoothing the shape of a feature could require a slight addition of material deriving from a fillet insertion; this slightly contrasts the light-weighting, but it is necessary to avoid excessive stress concentration.

The re-design procedure [56]
The bracket made of AlSi10Mg and re-designed for AM led to a 69%-mass reduction (i.e., k = 0.31), with respect to the bracket made of cast iron and conventionally manufactured. Moreover, the bench tests conducted on the additively manufactured prototype highlighted a significant improvement in performance of all the acceptance criteria [56].
4 Life cycle inventory
Data were collected to quantify the environmental impacts during the life cycle of the re-designed and DMLS-ed bracket, compared with the CM-ed bracket, either experimentally (in co-operation with FCA Product Development Prototypes, Torino, Italy), or from recent literature and database sources.
4.1 DMLS-based manufacturing approach
The energy demand and carbon dioxide emission ranges for the (i) primary production of AlSi10Mg (i.e., EV and CO2 V) and (ii) aluminum recycling (ER and CO2 R) are listed in Table 1. The embodied energy and carbon footprint of the material, computed through the substitution method [53] and assuming End-of-Life (EoL) recyclability (r) to be within the 0.85–0.95 range [57], were 38–59 MJ/kg and 2.9–4.2 kgCO2/kg, respectively. These values were increased by 8.1 MJ/kg and 0.5 kgCO2/kg, respectively, to account for powder atomisation, which had an input/output material ratio of 1.05 [58, 59]. The impact of transportation of the powder feedstock from the material supplier to the manufacturer was verified to be negligible, on a per-part basis, when assuming average European trucking distances and standard energy or carbon penalties for a 32-ton truck [45]. AM was conducted by means of an EOS M290 DMLS system, with a building volume of 250 × 250 × 325 mm3 and a typical power consumption of 3.2 kW. Two brackets were produced in the same job. The AM machine prints using mostly reused powder, and virgin powder is only introduced to compensate for the volume lost due to the printing of the brackets (weighing mpAM = 0.428 kg each) and the waste streams. The material losses for AM were all addressed to the deposition of the needed support structures (weighing 0.068 kg for each bracket), whereas the powder wastes due to sieve filtering, platform separation, residues and the emission of aerosols were neglected [58]. The DMLS-based manufacturing approach resulted in an overall material yield (yAM) of 1.22. The setup and deposition times were 2 h and 27 h, respectively, with a total energy consumption of 90.4 kWh. Therefore, the computed specific (electric) energy consumption of the DMLS process, including productive and non-productive operational modes, was 328 MJ/kg. This value is consistent with the 241–339 MJ/kg range indicated by Kellens and colleagues [54], considering that the strategy chosen here for build production did not allow the machine to work at full capacity. The impact of argon consumption (even though the protective gas was not re-captured after completion of the build), due to its low embodied energy, was verified to be lower than 2% of the total energy required for the DMLS process [54, 58]. As for the post-AM operations, the separation of the printed brackets from the build platform and the removal of the support structures were performed by an operator, sometimes with the support of electrically powered vibrating-blade tools. The whole manual operation took approximately 1.35 h per part, and it was followed by a shot-peening process that on average lasted 0.15 h. No machining operations were envisaged prior to the final assembly. The above-mentioned post-AM operations provided a minimum contribution (neglected hereafter) to the cradle-to-grave life cycle impact, due to the low energy consumption and/or the short duration of the process.
4.2 Conventional manufacturing approach
The eco-data concerning the material production and manufacturing of cast iron are listed in Tables 1 and 2, respectively, and the ranges of variability pertaining to the input data are reported. The overall material yield, yCM, of the manufacturing approach was 1.57, when accounting for the material scrap during casting and a machining allowance of the mass of the final part equal to 10%. The embodied energy and carbon footprint for the material production phase were computed, as in Sect. 4.1, by applying the substitution method, with r within the 0.80–0.90 range [57]. As no publicly available energy profiles of conventional manufacturing processes were available, their impacts were extracted from the CES Selector database [59]. The assumed ranges were considered to be representative of a standard industrial production. In addition, the ancillary material inputs that are amortized during the production of multiple parts and the product system components that are amortized over their respective lifespans were excluded from the LCA.
4.3 Use-phase benefits due to lightweighting
The environmental impact savings due to lightweighting were addressed by means of the FRV, which ranges from 0.16 to 0.19 l/(100 km·100 kg) [4] for a C-class turbocharged gasoline vehicle equipped with the re-designed and DMLS-ed bracket. The energy intensity and carbon footprint of the fuel were 35 MJ/l and 2.9 kgCO2/l [45], respectively, while the expected life of the car was 200,000 km.
5 Results and discussion
Figure 5 plots the cradle-to-grave results of the primary energy demand and CO2 emissions for both of the here-compared scenarios. The benefits of recyclability are accounted for within the impacts of the material production, according to [49]. The worst-case scenario (i.e., no material recycling) is also reported by means of the bars outlined with dashed lines. As for the manufacturing of the bracket via DMLS, the experimentally quantified electrical energies were related to the primary source (i.e., fossil fuels) by assuming a conversion efficiency of 0.38 [50]. The thus-computed primary energy should be intended as the amount of oil-equivalent energy that would be needed to produce the given amount of electricity. Given the total primary energy demand, the oil-equivalent MJ of the fossil fuel used in the energy mix or the CO2 equivalent release per kWh of delivered electricity (e.g., 5.7 MJ/kWh and 0.41 kgCO2/kWh, respectively, for OECD-Europe [45]) should be computed for each different country. The results plotted in Fig. 5b refer to a CO2 emission intensity from electricity generation of 0.256 kgCO2/kWh, considering data provided by the European Environment Agency (EEA) [60] for 2020.

Comparative results of the life cycle primary energy a and CO2 emissions b
When focusing on CO2 emissions (Fig. 5b), the results show that, although the AlSi10Mg powder has a four-to-five times higher carbon footprint than that of cast iron, the difference between the material production impacts of the two manufacturing approaches (ΔCO2 mat) is reduced, or even nullified, when the end-of-life recyclability of the material is accounted for. This is due to both the low yAM/yCM ratio (0.78) and the extent of lightweighting (k = 0.31), as highlighted in Fig. 2 for the present case study. The differences related to the manufacturing process itself are considerable. The DMLS energy is driven by the electric energy requirements of the AM machine, and the here-obtained punctual value falls within the range of results theoretically achievable when applying SEC values from the literature [54] (as indicated in Fig. 5a). The resulting cradle-to-gate CO2 emissions may be partially or totally counterbalanced by reductions in the use phase due to vehicle lightweighting. Overall, for the case study considered here and the above-detailed Life Cycle Inventory (LCI) assumptions, when material recycling is included in accordance with the state-of-the-art industrial practice, the difference in the total life-cycle CO2 emissions between the DMLS-based manufacturing approach and the conventional one varies between − 1.2 kgCO2 (i.e., for the best case for AM and the worst case for CM) and + 2.0 kgCO2 (i.e., for the worst case for AM and the best case for CM). Therefore, the extra cradle-to-gate impacts (i.e., ΔCO2 mat + ΔCO2 mfg) can be compensated for by the savings achieved during the use phase (ΔCO2 use), even though no definite conclusions can be drawn due to the variability of the input data.
6 Conclusions and outlooks
A methodology aimed at systematically integrating a product re-design concept and the life-cycle environmental performance of automotive components has been proposed and applied. Substitutions of both the production process (from casting to Additive Manufacturing) and the material (from cast iron to AlSi10Mg) were considered. The here-employed framework allows one to verify whether the expected higher impacts of AM can be compensated for through savings in the product use. Even though the here-presented results are case-specific and related to the modeling of input data, two main research outcomes deserve mentioning. First, the study of manufacturing for sustainability requires a holistic life-cycle perspective to fully understand all the environmental impacts of manufacturing processes and define activities within the biophysical limits of the planet and ecosystems. Second, such a sustainability trade-off could foster AM when electric power generation is decarbonized via low-carbon and renewable-energy sources, or when the circular materials economy is not limited to just recycling. In fact, AM appears to be suitable for different repair and re-manufacturing strategies, besides allowing the redesign of complex and/or optimized components. As for the research outlooks, the control parameters of the model could be looped in a dynamic diagram system for simulation purposes, to achieve more comprehensive applications of this research, involving different materials as well as various designs and AM technologies. Moreover, further studies are needed to recognize the role of both the infrastructures of the AM process and the recycling costs for the power consumption and waste material streams, and thus for life-cycle carbon dioxide emissions.
Data availability
The manuscript has no associated data. Data will be made available upon request.
References
Raugei M, Morrey D, Hutchinson A, Winfield P (2015) A coherent life cycle assessment of a range of lightweighting strategies for compact vehicles. J Cleaner Prod 108:1168–1176. https://doi.org/10.1016/j.jclepro.2015.05.100
International Energy Agency (IEA) (2017) Statistics report – CO2 emissions from Fuel Combustion: Overview. https://www.iea.org/reports/co2-emissions-from-fuel-combustion-overview
Sinha M, Tyagi RK, Bajpai PK (2018) Weight Reduction of Structural Members for Ground Vehicles by the Introduction of FRP Comp osite and Its Implications. Lecture Notes in Mechanical Engineering. Springer, Singapore, pp 277–290. https://doi.org/10.1007/978-981-10-5849-3_28
Del Pero F, Delogu M, Pierini M (2017) The effect of lightweighting in automotive LCA perspective: estimation of mass-induced fuel consumption reduction for gasoline turbocharged vehicles. J Clean Prod 154:566–577. https://doi.org/10.1016/j.jclepro.2017.04.013
Delogu M, Maltese S, del Pero F et al (2018) Challenges for modelling and integrating environmental performances in concept design: the case of an automotive component lightweighting. Int J Sustain Eng 11:135–148. https://doi.org/10.1080/19397038.2017.1420110
Cecchel S, Chindamo D, Collotta M et al (2018) Lightweighting in light commercial vehicles: cradle-to-grave life cycle assessment of a safety-relevant component. Int J Life Cycle Assess 23:2043–2054. https://doi.org/10.1007/s11367-017-1433-5
Delogu M, Zanchi L, Dattilo CA, Ierides M (2018) Parameters affecting the sustainability trade-off between production and use stages in the automotive lightweight design. Procedia CIRP 69:534–539. https://doi.org/10.1016/j.procir.2017.12.063
Herrmann C, Dewulf W, Hauschild M et al (2018) Life cycle engineering of lightweight structures. CIRP Ann 67:651–672. https://doi.org/10.1016/J.CIRP.2018.05.008
Thompson MK, Moroni G, Vaneker T et al (2016) Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann 65:737–760. https://doi.org/10.1016/j.cirp.2016.05.004
Niaki MK, Torabi SA, Nonino F (2019) Why manufacturers adopt additive manufacturing technologies: The role of sustainability. J Clean Prod 222:381–392. https://doi.org/10.1016/j.jclepro.2019.03.019
Ngo TD, Kashani A, Imbalzano G et al (2018) Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos B Eng 143:172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
Bacciaglia A, Ceruti A, Liverani A (2020) Photogrammetry and additive manufacturing based methodology for decentralized spare part production in automotive industry. In: Ahram T, Karwowski W, Vergnano A et al (eds) Intelligent Human Systems Integration 2020. Springer International Publishing, Cham, pp 796–802 https://doi.org/10.1007/978-3-030-39512-4_121
Rosen DW (2014) Research supporting principles for design for additive manufacturing. Virtual Phys Prototyp 9:225–232. https://doi.org/10.1080/17452759.2014.951530
Srinivas M, Babu BS (2017) A critical review on recent research methodologies in additive manufacturing. Mater Today Proc 4:9049–9059. https://doi.org/10.1016/j.matpr.2017.07.258
Wang Y, Li L, Hofmann D et al (2021) Structured fabrics with tunable mechanical properties. Nature 596(7871):238–243. https://doi.org/10.1038/s41586-021-03698-7
Xiong Y, Tang Y, Zhou Q et al (2022) Intelligent additive manufacturing and design state of the art and future perspectives. Addit Manuf 59:103139. https://doi.org/10.1016/j.addma.2022.103139
Huang R, Riddle M, Graziano D et al (2016) Energy and emissions saving potential of additive manufacturing: the case of lightweight aircraft components. J Clean Prod 135:1559–1570. https://doi.org/10.1016/j.jclepro.2015.04.109
Emmelmann C, Sander P, Kranz J, Wycisk E (2011) Laser additive manufacturing and bionics: redefining lightweight design. Phys Procedia 12:364–368. https://doi.org/10.1016/j.phpro.2011.03.046
Bambach MD, Bambach M, Sviridov A, Weiss S (2017) New process chains involving additive manufacturing and metal forming – a chance for saving energy? Procedia Eng 207:1176–1181. https://doi.org/10.1016/j.proeng.2017.10.1049
Despeisse M, Ford S (2015) The role of additive manufacturing in improving resource efficiency and sustainability. IFIP Advances in Information and Communication Technology. Springer, Cham, pp 129–136. https://doi.org/10.1007/978-3-319-22759-7_15
Klahn C, Leutenecker B, Meboldt M (2014) Design for additive manufacturing – supporting the substitution of components in series products. Procedia CIRP 21:138–143. https://doi.org/10.1016/j.procir.2014.03.145
Vaneker T, Bernard A, Moroni G et al (2020) Design for additive manufacturing: framework and methodology. CIRP Ann 69:578–599. https://doi.org/10.1016/J.CIRP.2020.05.006
Das S (2011) Life cycle assessment of carbon fiber-reinforced polymer composites. Int J Life Cycle Assess 16:268–282. https://doi.org/10.1007/s11367-011-0264-z
Dhingra R, Das S (2014) Life cycle energy and environmental evaluation of downsized vs. lightweight material automotive engines. J Clean Prod 85:347–358. https://doi.org/10.1016/j.jclepro.2014.08.107
Subic A, Schiavone F, Leary M, Manning J (2010) Comparative Life Cycle Assessment (LCA) of passenger seats and their impact on different vehicle models. Int J Veh Des 53:89–109. https://doi.org/10.1504/IJVD.2010.032985
Delogu M, Zanchi L, Maltese S et al (2016) Environmental and economic life cycle assessment of a lightweight solution for an automotive component: A comparison between talc-filled and hollow glass microspheres-reinforced polymer composites. J Clean Prod 139:548–560. https://doi.org/10.1016/j.jclepro.2016.08.079
Salmi A, Calignano F, Galati M, Atzeni E (2018) An integrated design methodology for components produced by laser powder bed fusion (L-PBF) process. Virtual Phys Prototyp 13:191–202. https://doi.org/10.1080/17452759.2018.1442229
Altair Engineering (2017) Altair HyperWorks v12. In: https://www.altairhyperworks.in
Langelaar M (2016) Topology optimisation of 3D self-supporting structures for additive manufacturing. Addit Manuf 12:60–70. https://doi.org/10.1016/J.ADDMA.2016.06.010
Zegard T, Paulino GH (2016) Bridging topology optimization and additive manufacturing. Struct Multidiscip Optim 53:175–192. https://doi.org/10.1007/s00158-015-1274-4
Tomlin M, Meyer J (2011) Topology Optimization of an Additive Layer Manufactured (ALM) aerospace part. In: 7th Altair Technology Conference. pp 1–9
Seabra M, Azevedo J, Araújo A et al (2016) Selective laser melting (SLM) and topology optimization for lighter aerospace componentes. Procedia Struct Integr 1:289–296. https://doi.org/10.1016/J.PROSTR.2016.02.039
Salonitis K, Zarban S (2015) Redesign optimization for manufacturing using additive layer techniques. Procedia CIRP 36:193–198. https://doi.org/10.1016/j.procir.2015.01.058
Chen D, Heyer S, Ibbotson S et al (2015) Direct digital manufacturing: definition, evolution, and sustainability implications. J Clean Prod 107:615–625. https://doi.org/10.1016/j.jclepro.2015.05.009
Ford S, Viljakainen A, Despeisse M (2015) Extending product life through additive manufacturing: the sustainability implications. In: Global Cleaner Production & Sustainable Consumption Conference. Sitges, Barcelona, Spain
Despeisse M, Yang M, Evans S et al (2017) Sustainable value roadmapping framework for additive manufacturing. Procedia CIRP 61:594–599. https://doi.org/10.1016/j.procir.2016.11.186
Sauerwein M, Doubrovski E, Balkenende R, Bakker C (2019) Exploring the potential of additive manufacturing for product design in a circular economy. J Clean Prod 226:1138–1149. https://doi.org/10.1016/j.jclepro.2019.04.108
Mani M, Lyons KW, Gupta SK (2014) Sustainability characterization for additive manufacturing. J Res Nat Inst Stand Technol 119:419–428. https://doi.org/10.6028/jres.119.016
Khorram Niaki M, Nonino F, Palombi G, Torabi SA (2019) Economic sustainability of additive manufacturing: Contextual factors driving its performance in rapid prototyping. J Manuf Technol Manag 30:353–365. https://doi.org/10.1108/JMTM-05-2018-0131
Delic M, Eyers DR (2020) The effect of additive manufacturing adoption on supply chain flexibility and performance: An empirical analysis from the automotive industry. Int J Prod Econ 228:107689. https://doi.org/10.1016/J.IJPE.2020.107689
Singamneni S, LV Y, Hewitt A et al (2019) Additive manufacturing for the aircraft industry: a review. J Aerosp Eng 8:1. https://doi.org/10.35248/2168-9792.19.8.215
Khorasani M, Loy J, Ghasemi AH et al (2022) A review of Industry 4.0 and additive manufacturing synergy. Rapid Prototyp J 28(8):1462–1475. https://doi.org/10.1108/RPJ-08-2021-0194
Gibson I, Rosen D, Stucker B (2015) The impact of low-cost AM systems. In: Additive manufacturing technologies. Springer, New York, NY. https://doi.org/10.1007/978-1-4939-2113-3_12
Jawahir IS, Bradley R (2016) Technological elements of circular economy and the principles of 6r-based closed-loop material flow in sustainable manufacturing. Procedia CIRP 40:103–108. https://doi.org/10.1016/j.procir.2016.01.067
Ashby M (2013) Materials and the environment: eco-informed material choice, Second edition, Elsevier. ISBN 978-0-12-385971-6
Houshyar AN, Noori Hoshyar A, Bin Sulaiman R (2014) Review paper on sustainability in manufacturing system. J Appl Environ Biol Sci 4(4):7–11
Jayal AD, Badurdeen F, Dillon OW, Jawahir IS (2010) Sustainable manufacturing: modeling and optimization challenges at the product, process, and system levels. CIRP J Manuf Sci Technol 2:144–152. https://doi.org/10.1016/j.cirpj.2010.03.006
Magnanini MC, Terkaj W, Tolio T (2021) Robust optimization of manufacturing systems flexibility. Procedia CIRP 96:63–68. https://doi.org/10.1016/J.PROCIR.2021.01.053
Ingarao G, Priarone PC, Deng Y, Paraskevas D (2018) Environmental modelling of aluminium based components manufacturing routes: Additive manufacturing versus machining versus forming. J Clean Prod 176:261–275. https://doi.org/10.1016/j.jclepro.2017.12.115
Ingarao G, Priarone PC (2020) A comparative assessment of energy demand and life cycle costs for additive- and subtractive-based manufacturing approaches. J Manuf Process 56:1219–1229. https://doi.org/10.1016/j.jmapro.2020.06.009
Paris H, Mokhtarian H, Coatanéa E et al (2016) Comparative environmental impacts of additive and subtractive manufacturing technologies. CIRP Ann 65:29–32. https://doi.org/10.1016/j.cirp.2016.04.036
Priarone PC, Ingarao G (2017) Towards criteria for sustainable process selection: on the modelling of pure subtractive versus additive/subtractive integrated manufacturing approaches. J Clean Prod 144:57–68. https://doi.org/10.1016/j.jclepro.2016.12.165
Hammond G, Jones C (2011) Embodied carbon: the Inventory of Carbon and Energy (ICE). BSRIA, Bath
Kellens K, Baumers M, Gutowski TG et al (2017) Environmental dimensions of additive manufacturing: mapping application domains and their environmental implications. J Ind Ecol 21:S49–S68. https://doi.org/10.1111/jiec.12629
Hällgren S, Pejryd L, Ekengren J (2016) (Re)Design for additive manufacturing. Procedia CIRP 50:246–251. https://doi.org/10.1016/j.procir.2016.04.150
Cheung Augusto GY (2017) Re-design for Additive Manufacturing of an automotive component. MSc Thesis. Politecnico di Torino
Merkisz-Guranowska A (2018) Waste recovery of end-of-life vehicles. IOP Conf Ser Mater Sci Eng 421:032019. https://doi.org/10.1088/1757-899X/421/3/032019
Faludi J, Baumers M, Maskery I, Hague R (2017) Environmental impacts of selective laser melting: do printer, powder, or power dominate? J Ind Ecol 21:S144–S156. https://doi.org/10.1111/jiec.12528
CES Selector (2017) Update 1, version 17.2.0, Granta Design Limited, the UK
European Environment Agency (EEA) (2020) Greenhouse gas emission intensity of electricity generation. https://www.eea.europa.eu/data-and-maps/
Acknowledgements
This research was partially developed during the “Sustainable integration of additive/subtractive manufacturing processes for automotive applications” project, which was funded within a framework agreement between Politecnico di Torino and Fiat Chrysler Automobiles. Stellantis “Global Additive Manufacturing Planning & Development’ department” – formerly FCA “Product Development Prototypes” (Torino, Italy) is kindly acknowledged, in the persons of Nunzio Di Bartolo, Roberta Sampieri, Michele Rabito Crescimanno and Stefano Paradiso, for the support provided to this research.
Funding
Open access funding provided by Politecnico di Torino within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have influenced the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Priarone, P.C., Catalano, A.R. & Settineri, L. Additive manufacturing for the automotive industry: on the life-cycle environmental implications of material substitution and lightweighting through re-design. Prog Addit Manuf 8, 1229–1240 (2023). https://doi.org/10.1007/s40964-023-00395-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-023-00395-x