
Abstract
Fused deposition modelling (FDM), one of the most commonly used additive manufacturing techniques in the industry, involves layer-by-layer deposition of melted material to create a 3D structure. The staircase and beading effect caused by the printing process and temperature variation cause delamination and poor surface finish in FDM-printed parts. This hinders the use of these specimens in various applications, which are then usually resolved using pre-processing and post-processing techniques. Higher surface finish in pre-processing is achieved by increasing the resolution, changing layer thickness and optimizing build orientation. However, this increases the processing time considerably. On the other hand, post-processing techniques involve different processes such as mechanical, chemical, thermal and hybrid methods but can affect the mechanical and structural properties of the printed components. This review paper analyses three different aspects in the area of improving the surface finish of FDM-printed parts. First, this article reviews the state-of-the-art attempts made to improve the surface finish of FDM-printed parts concentrated mainly on different vapour polishing techniques and their respective merits and demerits. Second, it focuses on the changes in mechanical properties before and after polishing. Finally, the paper explores the development in the 3D printing of thermosets and composite materials and their post-processing processes and process parameters.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
FDM—fused deposition modelling amidst the much often utilised in rapid prototyping (RP) technologies because of its cheap maintenance costs and ability to build complex components quickly. The FDM technique may make use of a wide range of materials [1]. Several different materials can be used for printing through the FDM process, this paper will be mainly concentrating on thermoplastics like Acrylonitrile butadiene styrene (ABS) and Polylactic Acid (PLA), and high-temperature thermoplastics like ULTEM (polyetherimide) 9085 resin. Nevertheless, temperature fluctuations during manufacturing lead to delamination and an increased amount of roughness on the fabricated object [2,3,4,5,6,7,8]. The stair-step effect has a negative effect on the surface finish of FDM prototypes with curved or inclined surfaces. An undesirable and unsatisfactory result of smoothening is that the end product is of lower quality. Poor roughness of the printed component prevents it from being used in some places that need good surface integrity. As a result, post-processing of the printed item is necessary to enhance its surface polish, which in turn has an impact on its mechanical qualities. It is critical to guarantee that the completed printed component could withstand certain deflection or stress under a given range of circumstances and that the Rapid Prototyping(RP) does not malfunction when it is used for a long length of time [9,10,11,12,13]. The printed part's mechanical qualities may be improved using a variety of post-processing techniques. As a result, the mechanical characteristics of the original component and those of the part after post-processing may be distinguished.
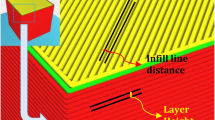
Aesthetic appeal, dimensional precision, and surface roughness [14] are critical for all applications. The aesthetics and surface functioning of the AM component are compromised because of the roughness of the surface. The resolution and precision of an AM printed object are impacted by a number of process variables, including the contour angle, raster and raster angle, orientation angle, layer thickness, and air gap, among others [15]. The stair-casing/stair-stepping result of layer production causes the AM part’s surface to be rough [16, 17]. This effect is mostly caused by how one slice adheres to another, resulting in an expected roughness on the final surface of an FDM part [18].
The quality of mechanical items usually refers to the product's surface finish. As the fracture is less likely to begin if the product’s surface is smooth. If the product's surface is rough, fractures begin to form and cause structural damage. The surface finish affects the product’s corrosion resistance [19]. FDM printing on a fully flat surface is a demanding and hard undertaking, as the surface of the component cannot be entirely smoothed out in the current precision of the FDM printing method alone [20]. Numerous researchers have attempted to implement it at pre-processing by varying tiers of parameters and with different slicing approaches, but have been unsuccessful. Pre- and post-processing [21] are two techniques to improve the finish of the surface (Figs. 1, 2, 3, 4).

Classification of various methods for optimum finishing of FDM-printed specimens [22]

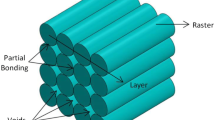
Causes of surface roughness in FDM-printed parts. A Shows staircase effect, B shows beading effect

FDM printing process

Vapour polishing techniques. a Cold vapour polishing phases; b immersion technique of vapour polishing; c hot vapour polishing
1.1 Surface finish improvement through pre-processing techniques for FDM-printed specimens
Optimising raster angle, layer thickness, build orientation, air gap, contour angle, etc., which are process variables of FDM, may enhance the surface finish of the FDM-printed part or component [23]. In-process approaches and adaptive slicing are the two subcategories of pre-processing methods, and each of these subcategories is further subdivided into six and two subcategories.
-
When a 3D CAD file is converted to a G-code file for FDM processing, the In-process approach includes the optimum configuration of process variables such as model temperature, layer thickness, raster and contour width, build orientation, raster angle and air gap.
-
To achieve an optimal balance between building time and surface finishing, the adaptive slicing method [23] was developed. Cutting time is reduced using algorithm-based cutting tools with varied tool paths that are depending on surface roughness and form [24].
1.2 Surface finish improvement through post-processing methods for FDM-printed parts
After printing the FDM component, a variety of post-processing processes are utilised to enhance the surface quality. These post-processing procedures are further subdivided into mechanical, chemical, thermal, and hybrid.
-
The FDM part's surface profile is chopped mechanically, or the peaks are pressed, to enhance the surface finish of the components in the mechanical polishing procedure. ABS polymers, unlike metals, provide a unique set of challenges when it comes to the application of typical metal finishing techniques. The abrasive action of this mass finishing procedure eliminates superfluous material from the pieces' corners and edges, resulting in a smooth surface finish [25].
-
Plastics can be better finished using a finishing approach that relies only on chemical action to enhance the surface. As a consequence, there may be no alteration in the dimensions of the pieces when using this approach [26].
-
Thermal finishing methods use the utilisation of thermal energy to improve the surface finish and dimensional accuracy of FDM components. A 68 per cent decrease in the final surface roughness was achieved when laser-based surface processing technologies were utilised on thermoplastics [27]. Researchers also used a thermal-based technology called the “CNC Assisted Selective Melting (SM) tool” [28] for obtaining better surface finish results for FDM components.
-
The development of an effective and flexible production process necessitates the use of hybridization. This approach makes use of two distinct instruments or sources of power. Using conventional or CNC milling machines, both exterior and interior surfaces may be milled.
Performing an accurate and precise work-study is essential to enhance the mechanical characteristics of an FDM-printed object to improve its performance. This paper, will further discuss how acetone and Tetrahydrofuran (THF) hot vapours affect FDM-printed ABS and PLA parts' mechanical qualities, see how these vapour components compare to the original printed parts and enhance the print's mechanical properties [29,30,31,32]. Also, look into how chemical vapour smoothening helps in enhancing the surface quality of FDM-printed high-temperature thermoplastics like ULTEM 9085 resin parts.
2 Hot/chemical vapour deposition of FDM-printed thermoplastics
To polish an FDM component, the most widely utilised options are sanding or vapour smoothing [33, 34]. It may be impossible to sand small or complicated geometries using the sanding process. On the other hand, 3D printing’s complicated forms might benefit from vapour smoothing. It is possible to soften the outer layers of 3D-printed components using a chemical reagents’ vapour to dissolve secondary bonds between the FDM manufactured polymer strands. As a consequence, the surface polish of 3D-printed objects might be enhanced as a result of this method. Fine surfaces may be achieved using the vapour smoothing technique. However, the mechanical characteristics of a 3D-printed structure may be adversely afflicted by this procedure [35]. The material is vaporised in the vapour treatment process to smooth off surface roughness. It is possible to treat chemicals using the vapours produced when they are heated to a precise temperature on hot plate equipment in this procedure [82].
When Kuo and Mao [36] invented the acetone-vapour polishing technology, they were looking for a way to smooth ABS objects made using fused deposition modelling (FDM). They claimed that their approach is adaptable enough to preserve dimensional accuracy while also increasing polishing efficiency. Immersion in lukewarm pure acetone, hot vapour treatment and cold vapour treatment were all tested by Garg [30] to improve the surface finish of FDM parts. They demonstrated that one of the greatest methods to enhance surface quality is chemical treatment using cold vapour. Using a mathematical model, Chohan [37] proposed an explanation for the average surface roughness of vapour-treated objects. Vapour smoothing time is a significant impact on the average surface roughness, as reported by the researchers. This method might be compromised if the external layer of ABS components is dissolved by these polishing operations.
2.1 ABS
FDM technology makes use of a variety of construction materials. The qualities, functionality, and robustness of a printed object are directly tied to the material used in its construction. Due to ABS’s low glass transition temperature, Tg, and dimensional stability, it is commonly utilised in FDM [43]. Styrene, acrylonitrile, and polybutadiene are polymerized together to form ABS. ABS is widely accepted to have good impact resistance, hardness, chemical resistance, thermal stability, and the capacity to execute functional testing on sample components [44]. ABS’s high strength and tolerable thermal shrinkage also make it a popular material for FDM. These values allow for post-processing (machining, coating, or glueing) after printing with ABS [45]. Component orientations, as opposed to bulk characteristics of materials, have been proven by researchers to cause a 45 per cent decrease in modulus and a 30–60 per cent decrease in ultimate tensile strength for FDM parts or specimens [46]. Because of this, FDM-fabricated pure thermoplastics must be modified to get better mechanical characteristics. For example, reinforcing materials, nanofibers, and nanofillers may be added using different preparation methods [47].
Materials are injected via indexing nozzles onto an FDM platform using thermoplastics (polymers that become liquid when heated and solidify when cold). The nozzles use thermoplastic material to trace each layer’s cross-section pattern, which hardens before the next layer is applied. You will have to keep going until you have built the whole thing [42]. Molten thermoplastic material is fed into the nozzle by moving it via Z-axis movement while it travels in both the X- and Y-direction. It is necessary to heat the thermoplastic filament to a temperature slightly over its melting point for it to solidify quickly after deposit and fuse with the preceding layer. Component strength and surface polish are lower in FDM than in injection moulding, making it a less desirable process overall [41].
2.1.1 Surface polishing process of ABS using acetone
Acetone is utilised in the polishing process because it is affordable, safe, and has a high diffusion coefficient [38]. The surface polish of pieces is improved after they have been post-treated with dimethyl ketone vapour. In this experiment, it was found that exposing the components to light causes them to become soft and mushy, while the outer surface is dissolving because of their identical cohesive energy densities [39]. Thus, a more stable configuration for the polymer chains may be achieved [40] by sliding past one another.
Researchers have tried a variety of pre-processing strategies, including optimising process parameters such as layer thickness, raster angle and orientation angle; nonetheless, this intrinsic fault could not be eliminated. The nozzle diameter and layer height may also be decreased to alleviate this issue. To make things more complicated and take longer, repetitions of the slicing process may be necessary [48, 49]. To fix this flaw, adaptive slicing uses a nozzle with a changeable tip diameter and complicated algorithms, both of which raise the overall equipment cost [10]. There have been several studies employing sophisticated optimization approaches to produce the best possible dimensional stability and surface polish, but the complicated shapes of components have made it difficult to meet the goals [50, 51]. It is also possible to smooth out the printed pieces by sanding, painting and mechanical finishing, as well as through vapour smoothing. As a post-processing step for ABS components, mechanical finishing has been widely used, resulting in dimensional inaccuracies, edge and micro-cutting of minor features [52].
Stratasys Inc., USA, developed a chemical vapour method to reduce surface flaws in FDM components [53], which was patented in 2012. Solvent vapours are used in the mechanism, and they rapidly react with the ABS part’s top surface. Localized swelling was described by Espalin [54] when the vaporised solvent was applied to FDM pieces as a good finishing process. Galantucci [29] used chemical dipping in an acetone bath (90% acetone and 10% water) for freeform manufactured ABS products, which concluded to be economical and rapid. Chemical absorption by ABS components has led to a rise in average weight and a decrease in volume, according to reports. It was found that the tensile and flexural strengths of chemically finished ABS components were lower than those of untreated parts [5].
Pendersen [86] discovered that extensive exposure to vapours increased the surface quality and tensile strength of FDM components while also rounding the corners and causing part swelling. Stratasys Inc. USA [87] has developed a new technique of surface polishing that combines media blasting and vapour finishing. Acrylonitrile vapours are accelerated via a fan by researchers [7] in a piece of in-house equipment for surface finishing. With a higher number of fan revolutions, you get a better finish. ABS components having a bigger surface area took more time to smooth down, as was discovered. At low temperatures (below 20 °C), the effects of wintry acetone vapour on FDM components’ surfaces were studied by Garg [30]. After 80 min of exposure, the fine features of the surface, such as sharp edges and corners, were eroded, despite a substantial increase in surface smoothness.
Chemical vapours (at higher concentrations) were shown to have a severe influence on delicate parts, resulting in material erosion and edge rounding. The effect of temperature and mild vapour on surface polish and weight growth was thus studied in [88]. It is important to keep the weight of ABS components as low as possible and part density as high as possible when they are exposed to vapours.
2.2 PLA
Corn-derived Polylactic Acid (PLA) is among the thermoplastic polymers utilised in FDM. Applications, where flexibility is not a big deal, include domestic goods, electrical devices, toys, and so like [55]. To utilise PLA for skin-wearing products, the material must be biodegradable. In the long run, PLA’s eco-friendliness makes it an excellent material [56]. When produced in an FDM machine at 190–220 °C, PLA reaches a glass transition temperature of 60–65 °C. [57]
PLA is the most widely used biodegradable polymer in the FDM process. Since this polymer has no carbon backbone, it has replaced fossil-based polymers in several applications. When compared to other petroleum-based polymers like acrylonitrile butadiene styrene (ABS), PLA’s mechanical properties such as hardness, processability, and ultimate tensile strength are similar [58, 59]. This means that PLA might be employed in many different situations [60, 61].
Poor surface finish or texture is a major drawback to using FDM [62, 63]. While some surface roughness is inevitable in FDM components, much research has been done since the process’s introduction to enhance the surface smoothness. Surface roughness may be controlled and reduced utilising a variety of approaches [64]. In the research, strategies for improving the surface quality of this material have been gathered. Pre- and post-processing procedures must be considered for these reasons [65].
Chemical treatment is the quickest method of post-processing [66, 67], followed by mechanical [68, 69], and thermal [70, 71]. Acetone vapour smoothing may decrease the surface roughness of ABS components by as much as 90% in only 10 s [72], according to some studies. These trials, however, have not yet been targeted on the improvement of PLAs in most instances. As a consequence, their findings have no direct bearing on this investigation [73].
As can be seen, the majority of the literature study is devoted to ABS components. PLA has lately attracted a lot of attention because of its mechanical qualities and the variety of surface finishing treatments that may be applied to it [74,75,76,77,78]. Reference [79] in particular, used a NaOH solution and dichloromethane vapours to achieve a reduction in surface roughness using chemical surface finishing treatment. Dichloromethane vapours were also employed in [80], where a geometrical model was constructed to illustrate the development of the surface topography throughout the chemical treatment. Post-processing processes involving immersion in four inorganic solvents were also used for polylactic acid components produced by FDM or Fused Filament Fabrication (FFF), with a roughness reduction of up to 97% when using chloroform and an approximate 35% improvement when using Ethyl acetate [81]. Various solvents were utilised to immerse and spray PLA-based FFF pieces during post-processing (at 100 per cent concentration) [82]. Similar results were observed. Using ethyl acetate vapour, [83] demonstrates the impacts of surface finishing technique on a qualitative case study. There was another study that used a similar technique on bevel gears to improve the surface smoothness, but there was no way to numerically measure the difference in roughness after the treatment was applied.
The treatment process variables and their impact on roughness reduction are seldom examined in organised experiments in the studies that deal with chemical vapour processing on PLA 3D-printed objects.
An evaluation of the reduction in roughness attained by chemical treatment using an ethyl acetate vapour treatment was conducted by scientists in [84] to address this gap. Minimal toxicity, simple availability, and cheapness were all factors in the decision to use this particular solvent. To show the efficacy of the suggested treatment on PLA components without ignoring the problems of toxicity and sustainability of the method.
2.2.1 Surface smoothing of PLA using THF
Tetrahydrofuran, an organic compound having the chemical formula (CH2)4O is a clear, water-soluble organic liquid with a low viscosity. 4O is colourless. Its principal use is as a precursor to polymers. It is an excellent solvent for their experiment since it can dissolve a broad variety of chemical substances, both nonpolar and polar [85].
THF (CH2)4O, an organic chemical, is utilised as a coating material in [57]. It has a boiling point of 66 degrees Celsius, is colourless, harmless, and miscible with water [89]. Methanol and acetonitrile have a lower elution strength than THF [90]. THF is frequently utilised in polymer research to dissolve polymers before gel permeation chromatography may be used to determine their molecular mass [91]. THF is utilised because of these physical and chemical qualities when employing Vapour Smoothing procedures to cover FDM manufactured PLA material.
The THF solution was vaporised using induction heating in the experimental setup. In an open setting, a thermometer is used to keep the temperature between 64 and 66 degrees Fahrenheit. Prototypes are put on top of the steel container, which is filled with Tetra Hydro Flouride (THF). THF volume and experimentation time are the variables to be analysed in the Vapour Smoothing (VS) procedure [57].
Vapour Smoothing process factors, such as the duration and volume of the THF solution, were evaluated in this work to determine the effect on the surface imperfections of PLA objects manufactured utilising the FDM machine. There was also information on the impact of these characteristics on alternative construction orientations. Experiments and DOE analysis led to the following findings in [57]:
-
The surface roughness of FDM PLA components changes with build orientation and reaches a maximum of 32.31 m at 22.5° build orientation before VS processing.
-
At an orientation of 90°, 10 ml of THF volume, and a Vapour Smoothening process period of 5 min, the surface roughness is reduced by 78.13 per cent after VS processing.
Following the amount of coating solution used, DOE analysis indicated that construction orientation was responsible for the greatest influence on surface polish. The regression equation was then compared to experimental data and found to agree.
3 3D-printed thermosetting plastic and it’s smoothening
The most common and frequently used polymer material for additive manufacturing are thermoplastics (Nylon, ABS, PLA, PC, PVC etc.) This is mainly due to the fact that thermoplastic 3D printing is a highly optimized manufacturing process. Thermoplastics are widely used in industrial and medical applications. But these materials have some major limitations like poor mechanical properties, weak interlayer bonding and limited load capacity.
To overcome these limitations thermosetting plastics can be used. Thermosets (thermosetting polymer) are a kind of polymer that cures to create well-defined, irreversible chemical systems by crosslinking chemical components in all three dimensions to produce polymers that are strong and rigid or these can be added to other materials to boost their strength. [92]. The cross-link network structure of thermosets distinguishes them from thermoplastics in terms of mechanical strength, chemical resistance, dimensional stability and capacity to withstand high temperatures [93]. Modification of traditional 3D printing technique is required to ensure complete utilization of these unique properties of thermosetting plastics.
Thermoset polymer in its initial stage is a viscous liquid or a soft solid known as pre-polymer. This is heated above its melting point and subsequently cooled. During the curing process small molecules are chemically bonded forming intricately interconnected networks. As a result of these high-density cross-linkages irreversible polymer bonds are formed [94]. Hence thermosets are ideal for the production of large solid shapes and long-lasting components [94].
Thermosets are cost-effective, lightweight and easier to produce than traditional materials. They are used in different sectors, like engineering, medicine, aerospace, marine propulsion, energy, and robotics. They have become a crucial part of contemporary life [94]. So combining the advantages of 3D printing manufacturing with the material properties of thermosets might result in significant innovation [95]. Incorporating new 3D printing methods with thermoset manufacturing offers the potential to increase productivity while decreasing costs and maximising the use of raw materials. Apart from this, 3D printing of thermoset components may increase the mechanical properties and pot life which are typically limited [96]. For example, with the latest development in 3D printing inks such as dicyclopentadiene (DCPD-based ink), the time taken to finish in-situ curing treatment has reduced from hours or days to mere seconds [97]
However, there is yet no universal way for 3D printing thermosets. Many thermosets do not hold their form until they've been cross-linked. They can not be extruded or moulded once they have been cross-linked. Consequently, photocurable resins with high reactivities and low glass transition temperatures are the mainstays of thermoset 3D printing [98,99,100]. To make up for their lower curing rates, these resins require costlier 3D printers than thermoplastics and are much more complex. The resins used for this process are costly and poisonous due to the cost of photo-initiator to make up for their lower curing rates [101, 102].
This section of this paper is focussed on the
-
most recent findings and development in the 3D printing of thermosets and their composite inks,
-
different 3D printing fusion deposition modelling (FDM) techniques and methods for thermosets and their composites.
-
And the post-processing process (smoothening techniques) of the 3D-printed models.
3.1 Thermosetting plastics fused through FFF—Fused Filament Fabrication (FDM—Fused Deposition Modelling)
In FFF printing of thermosets, the 3D structure is built up layer by layer and then thermally cured using heat. The drawing of material is done through a nozzle known as an extruder or liquefier. Traditional 3D printing methods such as FFF can only work with thermoplastics because thermosets have a higher melting point and an irreversible nature [103]. Two methods are used to overcome this [104]: firstly, the use of reversible thermoset composites and secondly the 3D printing of thermosetting composites with continuous fibre reinforcements.
Reversible thermoset polymers are such thermoset polymers that can be reprocessed and recycled [106]. It is done by introducing reversible covalent cross-links in the polymer networks. The malleability in these polymer networks is enabled by activating the reversibility of crosslinking bonds through the application of external stimuli, like heat or light [106]. Thus, they can be reshaped from being in the form of filament into the desired 3D object using an FDM 3D printer. Table 1 represents various printing parameters of reversible thermosetting polymers used in the literature.
By definition, a thermoset is a polymer that cures into an irreversibly hardened state. The thermo-reversibility of thermosets is achieved by the DA process (Diels–Alder reactions) crosslinking thermosets in a unidirectional fashion with reversible network topology freezing [111, 112] and semimanual dynamic covalent networks [110] which allow thermosets to be reshaped.
Furan and maleimide DA reactions (Diels–Alder reactions) are among the most well-known examples of DA reactions. These are added to DART [113] resins with isotropic mechanical properties and have thermoset qualities at usage temperatures based on reversible furan-maleimide Diels–Alder (DA) linkages.
Continuous fibre-reinforced thermosetting composites comprise epoxy resin as the thermosetting matrix and a fibre bundle as reinforcement [114-116]. The 3D printer's printing head receives the fibre package from the fibre source coil and passes it through an epoxy resin pool. Once printing is completed on the printing platform [105] curing occurs in a high-temperature chamber.
Epoxy resins are some of the most extensively used thermosetting polymers because of their vast availability, cheap cost, and ease of processing. 3D-printed specimens from Epoxy resins like IPOX ER 1010 with IPOX MH 3124 and carbon fibre [109] and Epoxy E – 54(616)) with carbon fibre bundle [105] are used in a range of operations like the development of high-performance structural materials [107] and recyclable materials [93], as well as fast-curing materials [108].
4 Discussions
4.1 ABS
4.1.1 ABS cold vapour polishing
Some of the common trends exhibited by specimens that are cold vapour polished are that they [41] showed a reduction in surface imperfections and max height. The extent of reduction depended upon the time that is by increasing the time, the surface roughness decreased. Although the cold vapour polishing technique [35] may reduce the ABS component's thermal stability and tensile strength, the material's ductility is increased [41].
4.1.2 ABS acetone
According to [41], cold vapour polished ABS specimens treated with acetone lost tensile strength as the time spent in the chemical bath became longer. In the case of ductility, the cold vapour-treated part had more ductility compared to the non-treated part; the main reason for this is the softening of ABS when it is treated with acetone.
In [41] the case of surface roughness of acetone cold vapour polished part, both average surface roughness and max height showed a decrease when reaction time is increased. Acetone treated specimen has comparatively higher tensile strength compared to other chemicals like dichloroethane [35].
Temperature-dependent mechanical properties of specimen cold treated with acetone like storage modulus showed a decrease with an increase in temperature. Elastic modulus of ABS part decreases with increase in temperature the but the decrease of acetone treated abs part is more with a percentage decrease of 97.3% compared to the part which was not treated with a decrease of just 54%.
Acetone [117] chemical vapour polishing can improve the surface finish without much deviation from the original dimension. The average deviation in dimension was 0.016339 before to chemical vapour polishing of the ABS component; after chemical vapour polishing, the average deviation in dimension was 0.018389; this difference is minimal since the percentage variation was only 11%.
The [1] maximum load acetone treated ABS part depended on the treatment time. The maximum load was applied to the specimen, which was treated for 45 min this was followed by the specimen treated for 15 min. Both have an average maximum load greater than the original part. Next was the 30 min treated part and the least load was applied to the specimen which was treated for 1 h. This trend was also followed by the Tensile strength test.
For the average flexural test, the treated part's flexural strength was lower than that of the original in [1]. The part with the highest flexural strength was the specimen, which was treated for 45 min, was followed by 30 min then 15 min the lowest was the part, which was treated for 1 h. The best treatment time proposed was therefore 45 min as it gave the highest values in flexural and tensile strength. The specimen at this time also withstands the maximum load (Fig. 5).

Graph showing percentage decrease in storage modulus vs temperature of ABS treated with Acetone
4.1.3 ABS dichloroethane
The ABS [41] specimen which was cold vapour treated with dichloroethane had lower tensile strength compared to acetone It should be also noted that at the same immersion time the surface roughness and max height of dichloroethane were less than that of acetone. This is due to the higher dissolution of the top ABS layer in dichloroethane and filling the gap, which produced a higher mirror-like finish.
4.2 PLA
4.2.1 PLA with different chemicals
The [85]specimen made of PLA was treated by dipping into various chemicals it was observed that maximum reduction in surface roughness is obtained when PLA was treated with dichloromethane this was closely followed by tetrahydrofuran and then sodium hydroxide. The least reduction in surface roughness was obtained in isopropyl alcohol, acetone and ethyl acetate.
The [85] treatment of various chemicals by spraying also yielded the same pattern of surface reduction. The other important thing to note is that acetone and tetrahydrofuran yielded better surface finish when it was polished by dipping into the chemical while on the contrary other chemicals yielded better surface finish when the chemical is sprayed on the specimen. Hence [85] the chemical that gives the most surface finish for PLA was found as dichloromethane followed by Tetrahydrofuran.
4.2.2 PLA treated with ACETONE
Surface [118] roughness variation of different surface angles of specimens treated with acetone hot vapour polishing at a temperature of 70 °C and a cycle time of 30 s showed that surface roughness reduction increased as surface angle decreased that is surface finish of 0° is greater than 45° which is greater than 90°. Transversal [118] roughness decreased only in 0° while in the rest of the surface angles it increased. In the case of skewness, there was a considerable increase in this value after treatment and the increase from the original value decreases as the surface angle increases (Figs 6, 7).

Graph showing surface angle vs % decrease in surface roughness for PLA treated with Acetone

Graph showing percentage decrease of surface roughness vs built orientation of PLA treated with THF solution. Graph made according to Table 2
4.2.3 PLA treated with tetrahydrofuran
Surface [57] roughness variation of the different built orientation of specimen treated with different volumes of THF hot vapour polishing, most of the percentage decrease in surface roughness was found in the treatment of 10 ml THF. In this case, a maximum of 90% decrease was observed from the part with 90° built orientation. Minimum [57] percentage decrease of surface finish was observed in 0° orientation with a decrease of 78%. So 10 ml vapour treatment followed a trend that with the increase in built orientation, the percentage of decrease in surface roughness increases. When [57] the part was treated with 15 ml of THF notable increase was only found in the built orientation of 90° with 82.7% and 0° with 53%. The least was shown by orientation of 67.5° with only 4%. In the case of 20 ml THF only notable improvement was seen in 0° orientation with a percentage decrease in surface roughness of 40% the least percentage decrease was shown by 45° with only 3% as it is shown in Table 3 and Table 4.
5 Conclusions and future directions
The 3D printing market share grew exponentially since 2014. In 2023, the market is anticipated to reach a value of USD 22.1 billion. According to the market forecast, in 2024 and 2025, respectively, there will be a sharp increase to 29.1 and 34.6 billion USD. Lastly, in 2026, the market share is predicted to reach 44.5 billion USD (Fig. 8).

Graph showing Hype cycle depicting the popularity of 3D printing over time and 3D Printing Market Forecast [119]
Due to the expansion of 3D printing services, the popularity of 3D printing first gained traction in 2007, and it peaked in 2012–2013 as a result of the wide availability of 3D printing equipment. Later, various industries including the automotive and high-tech sectors began to adopt 3D printing technology into their manufacturing flow. In the years 2016 to 2018, there was a decline in the trend's momentum, but thanks to low-volume end-part production of 3D-printed plastics products, the trend started to go up. By 2021 it had regained its (popularity) momentum and became adopted for some serious production applications [119].
The resolution required for 3d printed parts varies with the area of its application. While most commercial applications recommend 100 micros as standard resolution, some applications require higher or lower resolutions [120]. With the advancement in additive manufacturing, FDM printers now can print as low as 6 to 11 μm Ra but it takes a huge amount of time to reach this level of surface finish [122]. Despite using different mechanical polishing techniques like sanding and application of resin, poor dimensional accuracy and the inability to use these processes in complex models are major hindrances. Hence, post-processing specimens by chemical vapour polishing is a superior technique that even applies to complex geometries. Using this process, parts can be printed with lower resolution and then polished with chemical vapour polishing to enhance the production rate and quality of the finished 3d printed parts.
During the polishing process, the top layer of a sample reacts with the reagent when it is exposed to a chemical. A chemical-polymer slurry is created when the chemical releases the bonds in the polymers. The raised areas of the rough surface are where this reaction primarily occurs, and the slurry that results there flows into the nearby valleys and fills them. Drying the specimen causes the chemical to evaporate, leaving behind the polymer, which forms fresh bonds with one another, greatly reducing surface roughness.
In conclusion, the findings found are:
-
Time of exposure was found to be a critical factor in all the chemical techniques and if not controlled it can alter various properties (having a negative effect) like tensile strength, storage modulus, and elastic modulus. The shape and dimensions of the specimen may change if it is exposed to chemicals for an extended period, either by dipping or by applying too much.
-
Among the chemical polishing techniques, hot vapour polishing is the most effective process that takes lesser time to polish when compared to other polishing techniques for 3d printed parts.
-
Reference [123] Hot Chemical Vapour Polishing of PLA treated with (THF) tetra hydro furan increased surface finish by 94.20% and increased surface finish by 98.65% for a hot vapour polished ABS specimen treated with Acetone.
-
With the wear tests and flexural tests on Hot Vapour Polished specimens, it was discovered that polished specimens had lower break loads but higher F-MAX (maximum frequency a part can run) than unpolished samples, which caused wear to accelerate on the specimen's top layer. A slight decrease in flexural properties is seen in the flexural test due to the development of a rigid and brittle top layer.
The research facilitated an understanding of how the CVS polishing technique can be used to scaffold FDM additive manufacturing to improve its scope in the future by
-
Creating a hybrid processing workflow combining pre and post-processing techniques ensures the best surface finish.
-
A new hybrid FDM 3d printer can be created which can do both the printing and polishing operations of the specimen simultaneously, reducing the overall process time.
In general, the vapour smoothening technique right now is in its infancy and with proper research and optimisation, Chemical Vapour Polishing has the potential to make FDM printing more reliable, cost-effective and marketable to be used in commercial applications and research and development to new products.
References
Rahman MHA, AinMaidin N, NazriAhmad M, Wahid MK, Ahmad UH, Osman MH, Sen TH, Anuar NFBW (2019) Effect of acetone vapor on mechanical properties of fused deposition modeling printed part. J Adv Res Fluid Mech Thermal Sci 63(1):12–22
Ahn D, Kim H, Lee S (2007) Fabrication direction optimization to minimize post-machining in layered manufacturing. Int J Mach Tools Manuf 47(3–4):593–606
Barari A (2014) Optimized vapor treatment operation for fused deposition modeling process to improve surface quality. Society of Manufacturing Engineering, The Authority on 3D Printing, Scanning and Additive Manufacturing, JUNE 9–12, 2014, Cobo Center, Detroit, MI
Boschetto A, Bottini L, Veniali F (2016) Finishing of fused deposition modeling parts by CNC machining. Robot Comput-Integrat Manuf 41:92–101
Galantucci LM, Lavecchia F, Percoco G (2010) Quantitative analysis of a chemical treatment to reduce roughness of parts fabricated using fused deposition modeling. CIRP Ann 59(1):247–250
Kulkarni P, Dutta D (1999) On the integration of layered manufacturing and material removal processes. J Manuf Sci Eng 122(1):100–108
Kuo C-C, Mao R-C (2016) Development of a precision surface polishing system for parts fabricated by fused deposition modeling. Mater Manuf Processes 31(8):1113–1118
Durgun I, Ertan R (2014) Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyping J 20(3):228–235
AinMaidin N, Rahman MHA, Ahmad MN, Osman MH, Wahid MK, Firdaus MS, Halyani MY, Razali MZA (2018) A prototype development of anti-hunchback device. J Mech Eng SI 5(1):192–209
Hossain MS, Espalin D, Ramos J, Perez M, Wicker R (2014) "Improved mechanical properties of fused deposition modeling-manufactured parts through build parameter modifications. J Manuf Sci Eng 136(6):061002
Lee CS, Kim SG, Kim HJ, Ahn S-H (2007) Measurement of anisotropic compressive strength of rapid prototyping parts. J Mater Process Technol 187:627–630
Sood AK, Ohdar RK, Mahapatra SS (2009) Improving dimensional accuracy of fused deposition modelling processed part using grey Taguchi method. Mater Design 30(10):4243–4252
Upcraft S, Fletcher R (2003) The rapid prototyping technologies. Assembly Autom 23(4):318–330
Chohan JS, Singh R (2017) Pre and post processing techniques to improve surface characteristics of FDM parts: a state of art review and future applications. Rapid Prototyping J 23(3):495–513. https://doi.org/10.1108/RPJ-05-2015-0059
Frazier WE (2014) Metal additive manufacturing: a review. J Materi Eng Perform 23(6):1917–1928. https://doi.org/10.1007/s11665-014-0958-z
Gross BC, Erkal JL, Lockwood SY, Chen C, Spence DM (2014) Evaluation of 3D printing and its potential impact on biotechnology and the chemical sciences. Anal Chem 86(7):3240–3253. https://doi.org/10.1021/ac403397r
Seifi M, Salem A, Beuth J, Harrysson O, Lewandowski JJ (2016) Overview of materials qualification needs for metal additive manufacturing. JOM 68(3):747–764
Tyberg J (1998) Local adaptive slicing for layered manufacturing. Thesis, Virginia Tech
Carter EM, Caldwell B (1993) Return of the mentor: strategies for workplace learning (education policy perspectives). Falmer Press
Yadollahi A, Shamsaei N (2017) Additive manufacturing of fatigue resistant materials: challenges and opportunities. Int J Fatigue 98:14–31. https://doi.org/10.1016/j.ijfatigue.2017.01.001
Grzenda M, Bustillo A (2013) The evolutionary development of roughness prediction models. Appl Soft Comput 13(5):2913–2922. https://doi.org/10.1016/j.asoc.2012.03.070
Hashmi AW, Mali HS, Meena A (2021) The surface quality improvement methods for FDM printed parts: a review. In: Dave HK, Davim JP (eds) Fused deposition modeling based 3D printing. Materials forming, machining and tribology. Springer, Cham. https://doi.org/10.1007/978-3-030-68024-4_9
Pandey PM, Thrimurthulu K, Reddy NV (2004) Optimal part deposition orientation in FDM by using a multicriteria genetic algorithm. Int J Prod Res 42(19):4069–4089. https://doi.org/10.1080/00207540410001708470
Mohan Pandey P, Venkata Reddy N, Dhande SG (2003) Slicing procedures in layered manufacturing: a review. Rapid Prototyping J 9(5):274–288. https://doi.org/10.1108/13552540310502185
Mani K, Kulkarni P, Dutta D (1999) Region-based adaptive slicing. Comput Aided Des 31(5):317–333. https://doi.org/10.1016/S0010-4485(99)00033-0
Lyczkowska E, Szymczyk P, Dybala B, Chlebus E (2014) Chemical polishing of scaffolds made of Ti-6Al-7Nb alloy by additive manufacturing. Arch Civil Mech Eng 14:586–594
Chai Y, Li RW, Perriman DM, Chen S, Qin Q-H, Smith PN (2018) Laser polishing of thermoplastics fabricated using fused deposition modelling. Int J Adv Manuf Technol 96(9–12):4295–4302. https://doi.org/10.1007/s00170-018-1901-5
Taufik M, Jain PK (2016) CNC-assisted selective melting for improved surface finish of FDM parts. Virtual Phys Prototyping 11(4):319–341
Galantucci LM, Lavecchia F, Percoco G (2009) Experimental study aiming to enhance the surface finish of fused deposition modeled parts. CIRP Ann 58(1):189–192
Garg A, Bhattacharya A, Batish A (2016) On surface finish and dimensional accuracy of FDM parts after cold vapor treatment. Mater Manuf Process 31(4):522–529
Rohde S, Cantrell J, Jerez A, Kroese C, Damiani D, Gurnani R, DiSandro L et al (2018) Experimental characterization of the shear properties of 3D–printed ABS and polycarbonate parts. Exp Mech 58(6):871–884
Ahmad MN, Wahid MK, Maidin NA, Rahman MHA, Osman MH, Jumaidin R, Hassan MAA (2019) Flow analysis of five-axis impeller in vacuum casting by computer simulation. J Adv Res Fluid Mech Thermal Sci 61(2):181–189
Jo K-H, Jeong Y-S, Lee J-H, Lee S-H (2016) A study of post-processing methods for improving the tightness of a part fabricated by fused deposition modeling. Int J Precis Eng Manuf 17(11):1541–1546
Kim H-C, Lee I-H, Ko TJ (2013) 3D tool path generation for micro-abrasive jet machining on 3D curved surface. Int J Precis Eng Manuf 14(9):1519–1525
Zhang S-U, Han J, Kang H-W (2017) Temperature-dependent mechanical properties of ABS parts fabricated by fused deposition modeling and vapor smoothing. Int J Precis Eng Manuf 18(5):763–769. https://doi.org/10.1007/s12541-017-0091-7
Kuo C-C, Mao R-C (2016) Development of a precision surface polishing system for parts fabricated by fused deposition modeling. Mater Manuf Process 31(8):1113–1118
Chohan JS, Singh R, Boparai KS (2016) Mathematical modeling of surface roughness for vapour processing of ABS parts fabricated with fused deposition modeling. J Manuf Process 24(Part 1):161–169
Singh R, Singh S, Singh IP, Fabbrocino F, Fraternali F (2017) Investigation for surface finish improvement of FDM parts by vapor smoothing process. Compos Part B 111:228–234
Garg A, Bhattacharya A, Batish A (2017) Effect of cold vapour treatment on geometric accuracy of fused deposition modelling parts. Rapid Prototyp J 23:1226–1236
Vishal F, Prashant KJ (2018) Investigation on the effect of surface modification of 3D printed parts by nanoclay and dimethyl ketone. Mater Manuf Process 33(10):1080–1092
Jayanth N, Senthil P, Prakash C (2018) Effect of chemical treatment on tensile strength and surface roughness of 3D-printed ABS using the FDM process. Virtual Phys Prototyp. https://doi.org/10.1080/17452759.2018.1449565
Dudek PFDM (2013) "FDM 3D printing technology in manufacturing composite elements." Archives of metallurgy and materials 58, no. 4 : 1415–1418.
Perez ART (2014) Fracture surface analysis of 3d-printed tensile specimens of novel ABS-based materials. ASM Int 2014(14):343–353
Fatimatuzahraa BFAW, Yusoff WAY (2011) The effect of employing different raster orientations on the mechanical properties and microstructure of Fused Deposition Modeling parts. IEEE Symposium on Humanities, Science and Engineering Research
Górski FWR, Kuczko W, Zawadzki P, Bun P (2015) Strength of ABS parts produced by fused deposition modelling technology—a critical orientation problem. Adv Sci Technol 9(26):12–19
Smith WC, Dean RW (2013) Structural characteristics of fused deposition modeling polycarbonate material. Polym est 32(8):1306–1312
Fuda-Ning WC, Qiu J, Wei J, Wang S (2015) Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Composit Part B 80:369–378
Vasudevarao B, Natarajan DP, Henderson M, Razdan A (2000) Sensitivity of RP surface finish to process parameter variation. In Solid freeform fabrication proceedings. Austin: The University of Texas, pp 251–258
Thrimurthulu KPPM, Pandey PM, Reddy NV (2004) Optimum part deposition orientation in fused deposition modeling. Int J Mach Tools Manuf 44(6):585–594
Pandey PM, Reddy NV, Dhande SG (2006) Virtual hybrid-FDM system to enhance surface finish. Virtual Phys Prototyp 1(2):101–116
Wang CC, Lin TW, Hu SS (2007) Optimizing the rapid prototyping process by integrating the Taguchi method with the Gray relational analysis. Rapid Prototyp J 13(5):304–315
Boschetto A, Bottini L, Veniali F (2013) Microremoval modeling of surface roughness in barrel finishing. Int J Adv Manuf Technol 69(9–12):2343–2354
Priedeman WR, Jr, Smith DT, inventors; Stratasys Inc, assignee (2012) Smoothing method for layered deposition modeling, United States patent US Feb (8,123,999. 2012) 28
Espalin D, Medina F, Arcaute K, Zinniel B, Hoppe T, Wicker R (2009) Effects of vapor smoothing on ABS part dimensions. In Proceedings from Rapid 2009Conference & Exposition, Schaumburg, IL
Song Y, Li Y, Song W, Yee K, Lee KY, Tagarielli VL (2017) Measurements of the mechanical response of unidirectional 3D-printed PLA. Mater Des 123:154–164
Mattana G, Briand D, Marette A, Quintero AV, De Rooij NF (2015) Polylactic acid as a biodegradable material for all-solution-processed organic electronic devices. Organ Electron 17:77–86
John Rajan A, Sugavaneswaran M, Prashanthi B, Deshmukh S, Jose S (2020) Influence of vapour smoothing process parameters on fused deposition modelling parts surface roughness at different buildorientation. Mater Today 22:2772–2778
Tymrak BM, Kreiger M, Pearce JM (2014) Mechanical properties of components fabricated with open-source3-D printers under realistic environmental conditions. Mater Des 58:242–246
Lanzotti A, Grasso M, Staiano G, Martorelli M (2015) The impact of process parameters on mechanical properties of parts fabricated in PLA with an open-source 3-D printer. Rapid Prototyp J 21:604–617
Singh S, Ramakrishna S, Singh R (2017) Material issues in additive manufacturing: a review. J Manuf Process 25:185–200
Castro-Aguirre E, Iñiguez-Franco F, Samsudin H, Fang X, Auras R (2016) Poly(lactic acid)—mass production, processing, industrial applications, and end of life. Adv Drug Deliv Rev 107:333–366
Rao AS, Dharap MA, Venkatesh JVL, Ojha D (2012) Investigation of post processing techniques to reduce the surface roughness of fused deposition modeled parts. Int J Mech Eng Technol 3:531–544
Vijay P, Danaiah P, Rajesh KVD (2012) Critical parameters effecting the rapid prototyping surface finish. J Mech Eng Autom 1:17–20
Singh J, Singh CR (2017) Pre and post processing techniques to improve surface characteristics of FDM parts: a state of art review and future applications. Rapid Prototyp J 23:495–513
Singh GB, Kumar P (2014) Methods to improve surface finish of parts produced by fused deposition modeling. Manuf Sci Technol 2:51–55
Hambali RH, Cheong KM, Azizan N (2017) Analysis of the influence of chemical treatment to the strength and surface roughness of FDM. IOP Conf Ser Mater Sci Eng 210:1–9
Lalehpour A, Barari A (2016) Post processing for fused deposition modeling parts with acetone vapour bath. IFAC-PapersOnLine 49:42–48
Galantucci LM, Lavecchia F, Percoco G (2009) Experimental study aiming to enhance the surface finish of fused deposition modeled parts. CIRP Ann Manuf Technol 58:189–192
Boschetto A, Bottini L (2015) Surface improvement of fused deposition modeling parts by barrel finishing. Rapid Prototyp J 21:686–696
Kumar R, Singh R, Ahuja IPS (2018) Investigations of mechanical, thermal and morphological properties of FDM fabricated parts for friction welding applications. Measurement 120:11–20
Kumar R, Singh R, Ahuja IPS, Amendola A, Penna R (2018) Friction welding for the manufacturing of PA6 and ABS structures reinforced with Fe particles. Compos Part B Eng 132:244–257
Singh R, Singh S, Singh IP, Fabbrocino F, Fraternali F (2017) Investigation for surface finish improvement of FDM parts by vapor smoothing process. Compos Part B Eng 111:228–234
Valerga AP, Batista M, Fernandez-Vidal SR, Gamez AJ (2019) Impact of chemical post-processing in Fused Deposition Modelling (FDM) on Polylactic Acid (PLA) surface quality and structure. Polymers 11:566. https://doi.org/10.3390/polym11030566
Beniak J, Križan P, Matúš M (2015) A comparison of the tensile strength of plastic parts produced by a fused deposition modeling device. Acta Polytech 55:359–365. https://doi.org/10.14311/AP.2015.55.0359
Chacón JM, Caminero MA, García-Plaza E, Núñez PJ (2017) Additive manufacturing of PLA structures using fused deposition modelling: effect of process parameters on mechanical properties and their optimal selection. Mater Des 124:143–157. https://doi.org/10.1016/j.matdes.2017.03.065
Fernandes J, Deus A M, Reis L, Vaz M F, Leite M (2018) Study of the influence of 3D printing parameters on the mechanical properties of PLA. Proceedings of the 3rd International Conference on Progress in Additive Manufacturing (Pro-AM 2018), pp 547–552. https://doi.org/10.25341/D4988C
Spina R, Cavalcante B, Lavecchia F (2018) Characterization of PLA parts made with AM process. In: AIP Conference Proceedings. https://doi.org/10.1063/1.5034987
Afrose MF, Masood SH, Iovenitti P et al (2016) Effects of part build orientations on fatigue behaviour of FDM-processed PLA material. Prog Addit Manuf 1:21–28. https://doi.org/10.1007/s40964-015-0002-3
Jin Y, Wan Y, Liu Z (2017) Surface polish of PLA parts in FDM using dichloromethane vapour. MATEC Web Conf 95:05001. https://doi.org/10.1051/matecconf/20179505001
Jin Y, Wan Y, Zhang B, Liu Z (2017) Modeling of the chemical finishing process for polylactic acid parts in fused deposition modeling and investigation of its tensile properties. J Mater Process Technol 240:233–239. https://doi.org/10.1016/j.jmatprotec.2016.10.003
Valerga AP, Batista M, Fernandez-Vidal SR, Gamez AJ (2019) Impact of chemical post-processing in fused deposition modelling (FDM) on polylactic acid (PLA) surface quality and structure. Polymers (Basel). https://doi.org/10.3390/polym11030566
Panda SS, Chabra R, Kapil S, Patel V (2020) Chemical vapour treatment for enhancing the surface finish of PLA object produced by fused deposition method using the Taguchi optimization method. SN Appl Sci 2:1–13. https://doi.org/10.1007/s42452-020-2740-1
Steuben J, Van Bossuyt DL, Turner C (2015) Design for fused filament fabrication additive manufacturing. Proc ASME Des Eng Tech Conf. https://doi.org/10.1115/DETC2015-46355
Lavecchia F, Guerra MG, Galantucci LM (2022) Chemical vapor treatment to improve surface finish of 3D printed polylactic acid (PLA) parts realized by fused filament fabrication. Progress Additive Manuf 7:65–75. https://doi.org/10.1007/s40964-021-00213-2
Panda SS, Chabra R, Kapil S, Patel V (2020) Chemical vapour treatment for enhancing the surface finish of PLA object produced by fused deposition method using the Taguchi optimization method. SN App Sci 2:916. https://doi.org/10.1007/s42452-020-2740-1
Pedersen DB, Hansen HN, Nielsen JS, D’Angelo G (2014) Applicability of chemical vapour polishing of additive manufactured parts to meet production-quality. In: In 14th International Conference of the European Society for Precision Engineering and Nanotechnology, pp 125–128
Zinniel LR (2014) Surface-treatment method for rapid-manufactured three-dimensional objects. U.S. Patent 8,765,045, issued July 1, 2014
Singh THB, Chohan JS, Kumar R (2020) Performance analysis of vapour finishing apparatus for surface enhancement of FDM parts. Mater Today 26:3497–3502
Parod RJ (2014) ‘Tetrahydrofuran’, Reference Module in Biomedical Sciences- Encyclopedia of Toxicology (Third Edition), 505–508
Glöckner G, Wolf D, Engelhardt H (1994) Control of adsorption and solubility in gradient high performance liquid chromatography. Part 3. Sudden-transition gradient elution of styrene/acrylonitrile copolymers. Chromatographia 38(11–12):749–755
Cassagneau T, Caruso F (2002) Semiconducting polymer inverse opals prepared by electropolymerization. Adv Mater 14(1):34–38
AlMaadeed MAA, Ponnamma D, El-Samak AA (2020) Polymers to improve the world and lifestyle: physical, mechanical, and chemical needs. In: Polymer Science and Innovative Applications. Elsevier, 1–19
Shi Q, Yu K, Kuang X et al (2017) Recyclable 3D printing of vitrimer epoxy. Mater Horiz 4:598–607
Fan M, Weclawski B (2017) Long natural fibre composites. Advanced High Strength Natural Fibre Composites in Construction; 141–177
Ligon SC, Liska R, Stampfl J, Gurr M, Mülhaupt R (2017) Polymers for 3D printing and customized additive manufacturing. Chem Rev 117:10212–10290
Lewicki JP, Rodriguez JN, Zhu C et al (2017) 3D-printing of meso-structurally ordered carbon fiber/polymer composites with unprecedented orthotropic physical properties. Sci Reports. https://doi.org/10.1038/srep43401
Robertson ID, Yourdkhani M, Centellas PJ et al (2018) Rapid energy-efficient manufacturing of polymers and composites via frontal polymerization. Nature 557:223–227
Pashneh-Tala S, Owen R, Bahmaee H, Rekštyte S, Malinauskas M, Claeyssens F (2018) Synthesis, characterization and 3D micro-structuring via 2-photon polymerization of poly(glycerol sebacate)-methacrylate-an elastomeric degradable polymer. Front Phys. https://doi.org/10.3389/fphy.2018.00041
Mu X, Bertron T, Dunn C et al (2017) Porous polymeric materials by 3D printing of photocurable resin. Mater Horiz 4:442–449
Patel DK, Sakhaei AH, Layani M, Zhang B, Ge Q, Magdassi S (2017) Highly stretchable and UV curable elastomers for digital light processing based 3D printing. Adv Mater 29:1606000
Michaudel Q, Kottisch V, Fors BP (2017) Cationic polymerization: from photoinitiation to photocontrol. Angewandte Chemie - International Edition 56:9670–9679
Osswald TA, Puentes J, Kattinger J (2018) Fused filament fabrication melting model. Addit Manuf 22:51–59
Advani S, Hsiao K-T (2012) Manufacturing Techniques for polymer matrix composites (PMCs). 1st ed
Wang B, Zhang Z, Pei Z, Qiu J, Wang S (2020) Current progress on the 3D printing of thermosets. Adv Composit Hybrid Mater 3:462–472
Hao W, Liu Y, Zhou H, Chen H, Fang D (2018) Preparation and characterization of 3D printed continuous carbon fiber reinforced thermosetting composites. Polym Testing 65:29–34
Jin Y, Lei Z, Taynton P, Huang S, Zhang W (2019) Malleable and recyclable thermosets: the next generation of plastics. Matter 1:1456–1493
Compton BG, Lewis JA (2014) 3D-printing of lightweight cellular composites. Adv Mater 26:5930–5935
Wang X, Jiang M, Zhou Z, Gou J, Hui D (2017) 3D printing of polymer matrix composites: a review and prospective. Compos B Eng 110:442–458
Szebényi G, Czigány T, Magyar B, Karger-Kocsis J (2017) 3D printing-assisted interphase engineering of polymer composites: concept and feasibility. Express Polym Lett 11:525–530
García JM, Jones GO, Virwani K et al (2014) Recyclable, strong thermosets and organogels via paraformaldehyde condensation with diamines. Science 344:732–735
Capelot M, Montarnal D, Tournilhac F, Leibler L (2012) Metal-catalyzed transesterification for healing and assembling of thermosets. J Am Chem Soc 134:7664–7667
Montarnal D, Capelot M, Tournilhac F, Leibler L (2011) Silica-like malleable materials from permanent organic networks. Science 334:965–968
Chen X, Dam MA, Ono K et al (2002) A thermally re-mendable cross-linked polymeric material. Science 295:1698–1702
Yang K, Grant JC, Lamey P et al (2017) Diels–Alder reversible thermoset 3D printing: isotropic thermoset polymers via fused filament fabrication. Adv Function Mater 27
Singh R, Kumar R, Singh I (2019) Investigations on 3D printed thermosetting and ceramic-reinforced recycled thermoplastic-based functional prototypes. J Thermoplast Compos Mater. https://doi.org/10.1177/0892705719864623
Mahmoudi M, Burlison SR, Moreno S, Minary-Jolandan M (2021) Additive-free and support-free 3D Printing of thermosetting polymers with isotropic mechanical properties. ACS Appl Mater Interfaces 13:5529–5538
Singh R, Singh J, Singh H (2017) Investigations for improving the surface finish of FDM based AB Sreplicas by chemical vapor smoothing process: a case study. Assembly Autom. https://doi.org/10.1108/AA-12-2015-127
Coppola A, Impero F, Ruggiero C, Scala F, Squillace A (2019) Set-up of an experimental procedure for the surface smoothing of FDM parts through acetone vapor. Key Eng Mater 813:447–452 (ISSN: 1662-9795)
Figure 1 type Cycle depicting the popularity of 3D Printing over time and Figure 2: 3D Printing market forecast. 3D Printing Trend Report 2022. HUBS a protolabs company. https://www.hubs.com/get/trends/
Mao M, He J, Li X, Zhang B, Lei Q, Liu Y, Li D (2017) The emerging frontiers and applications of high-resolution 3D printing. Micromachines 8(4):113. https://doi.org/10.3390/mi8040113
Stephanie Hendrixson. “3D printing resolution: high or low?”. AdditiveManufacturing Media. Published 4/29/2016. https://www.additivemanufacturing.media/articles/3d-printing-resolution-high-or-low
“National Strategy for Additive Manufacturing – Next Generation Digital Manufacturing”. Ministry of Electronics and Information Technology. https://www.meity.gov.in/writereaddata/files/Additive%20Manufacturing%20Booklet%2014.02.2022.pdf
Kishore SR, Mathew A, Tomy AT, Sugavaneswaran M, Rajan AJ (2022) Design and development of hot vapour polishing system and optimization of it’s process parameters for FDM printed parts. Tribol Industry. https://doi.org/10.2487/ti.1305.05.22.09
Funding
The authors are directly or indirectly related to the work submitted for publication.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
Authors are declared that there is no financial or non-financial interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mathew, A., Kishore, S.R., Tomy, A.T. et al. Vapour polishing of fused deposition modelling (FDM) parts: a critical review of different techniques, and subsequent surface finish and mechanical properties of the post-processed 3D-printed parts. Prog Addit Manuf 8, 1161–1178 (2023). https://doi.org/10.1007/s40964-022-00391-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-022-00391-7