
Abstract
The application of additive-manufactured cores and molds is of great interest for complex cast components. Nevertheless, several challenges still exist in utilizing binder jetting in the multi-step additive manufacturing process for foundry applications to its fullest extent. This contribution shows methods that facilitate the use of 3D-printed sand molds and cores in casting series applications. The binder jetting process itself is assessed from an overall process chain perspective to highlight the benefits of its application in series production. The challenges associated with automating mold cleaning for highly complex casting contours are depicted. In particular, employing the method of cleanable mold partitioning is shown to enhance the automation level of the overall process. Mold design tailored to 3D printing is demonstrated to contribute to overall cost and time savings in enhanced core packages. Topology-optimized, lightweight part designs involving complex freeform surfaces may require mold partitioning associated with laborious burr removal processes. A new approach in answer to the shortage of skilled workers in the harsh and hazardous foundry environment is shown. Implementing motion tracking technology is demonstrated to enable economical automated burr removal for minor quantities or high variant diversity in the future foundry. All the methods shown are of great importance for introducing printed core packages into series production.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Casting technology has long been known for its ability to achieve highly complex parts in an economical primary shaping production process. This makes it one of the key processes for series production. The trend toward ever-smaller quantities and an ever-greater number of variants in series production continues and confronts foundries with particular cost challenges. 3D printing of sand molds offers an opportunity to bring the flexibility of additive manufacturing into conventional production technology.1
However, there are still obstacles to overcome before 3D printing of sand molds and cores can be employed in large-scale production. One significant aspect is the cost.2 Here, questions about the automation of the overall process play a particularly important role. In general, the added values of additive manufacturing must be used. Otherwise, conventional production processes cannot be substituted.1 Figure 1 shows an overview of characteristics associated with 3D printing, categorized into product-, process-, and resource-related aspects.

Characteristics of a 3D printing integrated casting process chain.
The product-related benefits of 3D printing originate from enabling a higher level of design freedom and complexity and include functional integration and lightweight design. Along with advances in additive manufacturing processes and materials, design methodology has been evolving rapidly3 and is still a crucial issue of research4. In manufacturing sand molds, the geometric freedom of 3D printing can be exploited not only to increase the cast parts’ complexity but also to tailor the design of the pouring basin, the sprue, the runners and risers, to adjust the orientation of the cast part in the mold, or to realize lattice structures or pockets for reduced binder consumption or modified solidification.5
Additive manufacturing technologies allow for an end-to-end digital process chain starting with virtual product development. A design file of the geometry to be printed is converted into a file format readable by the printer. The printer, or the respective software, in turn, creates the machine-specific data needed to run the process.6 Process data are generated by onboard diagnostic sensors, and product data by (automated) post-production quality inspection.7 Although typically still very little process data are made available to the machine operator, the seamless computer control offers the prospect of in-line process monitoring and full accessibility to machine parameters facilitating early fault detection, troubleshooting, and process optimization. Since additive manufacturing enables near-net-shape production without the aid of tools8 or additional equipment that needs to be specifically designed or produced to realize an individual product, lead times can be reduced, making the sand casting process more agile. Moreover, additive manufacturing of molds and cores is actively influencing business models, supply chains, and the dynamics of customer–supplier interactions9 since the tooling phase and accompanying expenditures cease.10
3D printing can substitute manual molding or shooting without requiring major adjustments to the foundry infrastructure. Since casting involves handling and processing hazardous substances, heavy equipment, and high-temperature material, automating the casting process is of particularly high relevance11 and is about to gain more and more importance to manufacturing companies due to tightened legal regulations or a shortage of workers. Integrating additive-manufactured sand molds in the process chain of casting paves the way for future continuous automation of the casting production workflow.
In terms of environmental issues, 3D printing must mandatorily keep up with state of the art in mold making to enable implementation in series production.12 Utilizing environmentally friendly raw materials, avoiding pollution during casting, and successfully applying sand reclamation strategies are of major relevance also for traditional molding processes.13 However, certain sustainability aspects are naturally implied in additive manufacturing processes, such as realizing low material wastage, post-processing efforts, and optimized end products with improved strength-to-weight ratios.14
Highly complex metal parts may be additively manufactured directly via selective laser melting or by integrating binder jetted sand molds and cores into the casting process. The primary advantages of binder jetting compared to the selective laser melting technique comprise the high production rate and scalability by increasing the number of nozzles/print heads,15 the viability of large build volumes,16 and thus its cost-effectiveness.
This work focuses on depicting the potentials and challenges of implementing 3D printing of sand molds and cores into the conventional metal casting process, hereinafter referred to as multi-step additive manufacturing for foundry applications. The characteristics of the binder jetting process and the associated process chain are introduced. Moreover, novel approaches in mold and part cleaning automation are shown, including intelligent mold partitioning and cooperative cleaning of cast parts using motion tracking technology.
Binder Jetting of Sand Molds and Cores in Multi-step Additive Manufacturing for Foundry Applications
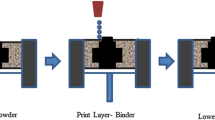
In binder jetting, loose sand is processed with a binder to form molds. Its procedure involves the following steps (Figure 2): lowering a build platform by the amount of one layer thickness, applying a layer of sand (eventually premixed with a hardener component) to the build platform, and selectively printing the layer of sand with a binder. These steps are repeated until the desired mold is completed. Subsequently, the molds and cores lie embedded in loose sand. Therefore, de-sanding and cleaning of the parts need to be carried out prior to a mold’s assembly.

Binder jetting process scheme.17
The entire process chain of multi-step additive manufacturing for foundry applications is depicted in Figure 3. 3D printing replaces the mold-making procedure comprising pattern making and molding.18

Casting process chain utilizing 3D-printed molds and cores.
By utilizing 3D printing, enhanced functional integration is attainable by enabling undercuts, and relaxed requirements concerning split lines or draft angles19 apply. Machines of printing volumes up to 4 m x 2 m x 1 m are commercially available.2 While in conventional mold production, premixed sand-binder recipes are processed, in 3D printing, sufficient flowability is a prerequisite for a powder to be deposited uniformly.20 Commonly, sands for 3D printing are sieved to narrow particle size distributions21 and mean grain sizes of 140–250 µm.22 Finer powders must be processed at lower speeds23 or dispersed in suspensions.24 Still, a wide range of particulate materials can be processed, making binder jetting a highly versatile process.16 The most common and cost-effective molding material is natural silica sand. Organic and inorganic binder systems have been successfully processed in binder jetting machines. Inorganic binders are of crucial interest in terms of avoiding harmful emissions during casting25 and fulfilling current and future regulatory requirements. BMW changed over to environmentally friendly inorganic binders in core shooting for aluminum crankcases until 200926 and later announced even series manufacturing of closed deck crankcases via 3D printing technology.27 Since only binder contents of < 4 wt.-% are input during printing, the highest cost factor among 3D printing consumables is the sand.28 Its reclamation rate is a highly relevant measure in life cycle analysis (LCA).29 However, the utilization of reclaimed sand in 3D printing is still in its infancy and, thus, a major field of research. Table 1 sums up the advantages of utilizing binder jetting technology in multi-step additive manufacturing for foundry applications.
Subsequent to the 3D printing process, unbound particulate material must be removed from the sand molds.30 This procedure is typically called mold ‘finishing,’ ‘cleaning,’ ‘de-sanding,’ or ‘de-powdering.’ Printing of a mold as a whole, including the casting system and cores, is conceivable31 but challenging. Alternatively, a mold can be assembled from modular segments32 to facilitate automated cleaning. After casting, the cores outlining the inner geometry of a cast part are removed. De-coring is typically accomplished by hammering and shaking.33 Finally, the casting system is detached, burrs are removed, and the cast past is machined to its final geometry.
New Approaches to Key Challenges in Multi-Step Additive Manufacturing for Series Production in the Casting Industry
Topology optimization represents the future of design. Engineers will no longer do the design themselves but focus on determining exact product requirements in the form of load and use cases. The geometry is generated by a computer using mathematical algorithms.34 The production of such components in large dimensions and economic costs can be done via multi-stage additive manufacturing. There is a trade-off between the demand for flexible and highly complex product designs and automation in reliable and cost-competitive production. In the following, newly developed approaches are demonstrated, addressing essential sub-steps for this problem: mold cleaning, mold designs enabling automated cleaning, and finishing the cast parts.
Automated Mold Cleaning and Inspection
For utilization in multi-step additive manufacturing for foundry applications, molds and cores are printed as described above. The 3D-printed lost mold forms the cavity to be filled with molten metal in the subsequent casting process step. Cleaning the mold cavity from unbound sand after printing is an essential process step succeeding the binder jetting process. The limited access to the cavity, as well as the relatively low strength and brittleness of the porous mold material, makes cleaning a challenge that is currently still handled by hand by trained employees to a large extent.
Adhesions resulting from binder migration decisively determine the difficulty of the cleaning task. These are particularly pronounced when using the most widely spread furan resin system based on furfuryl alcohol. Through diffusion processes in the liquid or gas phase, shares of reactive binder reach the printed component’s interface with the loose powder bed. Since hardener is mixed into the full quantity of sand prior to its deposition to the build platform and is thus available in the unbound powder bed fraction, shell-like adhesions of a few mm in size are formed that show significantly lower strengths than the printed component itself. The adhesions can be removed from the component with a brush or compressed air.
The automation of this process is a challenge. The focus is not on the data structure but on the effect of the cleaning mechanisms and the accessibility of the structures. An exemplary surface cleaning process is shown in Figure 4. The samples are printed with a furanic material system (2 wt.-% binder, 0.3 wt.-% activator, sand type GS14RP, Strobel Quarzsand, Germany). Surfaces that are freely accessible can basically be cleaned easily. To accomplish the cleaning of such a geometry, paths can be derived from a CAD/CAM process and transferred to a gantry or arm robot in the form of a G-code. In this example, the computer-controlled device works off the paths with a speed of 60 mm/s by passing a jet of compressed air (0.1 MPa, 0.2 mm nozzle, outer tube diameter 32 mm, vacuum level 0.02 MPa) over the component. The compressed air jet flings the sand away in a radius of about 25 mm. A suction nozzle directly picks it up. A safe process is reached by choosing a distance between single paths of 40 mm. The embossed logo and text are cleaned properly using these parameters. The work performance for the flat surface as presented can be estimated to 2,400 mm2/s or 7 minutes per square meter.

Automated cleaning of flat furan resin molds.
Structures located inside a component are more complex in this respect. Figure 5 shows a CAD structure exhibiting typical complexity features. Long channels (Figure 5a) are a basic structure that is difficult to clean. Certainly, the machining direction is an issue. However, the cleaning procedure is more decisive: The compressed air jet swirls up particles that cannot be directly extracted or controllably dissipated. These are then picked up again by the compressed air jet and hurled in the direction of the workpiece. This results in an abrasive effect, and the component is damaged. Branches in the cavity and fine ramifications increase the complexity of the cleaning task (Figure 5b, 5d), adding control engineering challenges. Strongly curved areas (Figure 5c) are equally problematic, as special endoscope-like tools must be used.

CAD model demonstrating exemplary cavities that are difficult to clean. (a) Long straight channel, (b) subdividing channel, (c) long curved channel, (d) subdividing and coalescing channel.
The results of an experimental setup for the investigation of cleaning inner structures with rectangular cross sections can be seen in Figure 6. The specimens are printed with a furanic system (2 wt.-% binder, 0.3 wt.-% activator, sand type GS14RP, Strobel Quarzsand, Germany). The open-channel surfaces are wiped off gently from protruding sand without removing sand enclosed by the inner structures and subsequently sealed by attaching a transparent window to allow for monitoring of the cleaning progress. The cleaning is performed using a tube with an inner diameter of 4 mm and compressed air (length 300 mm, pressure 0.1 MPa). The achievable feed speed is about 30 mm/s. The sand is conveyed in the opposite direction of the movement. Channels with two openings can be opened by applying this feed speed. The rectangular cross sections of the channels cannot be cleaned properly at a feed speed of 30 mm/s. After repeating the same cleaning procedure three times, channels of continuous shape and open ends do not show adhesions. However, cross-section modifications result in major sand residues, as well as channels with a closed end. Increasing the feed speed or the pressure for cleaning results in intolerable damage by the impact of sand grains demonstrating the need for utilizing advanced devices or procedures for cleaning such complex inner structures.

Specimens for cleaning tests, opened for examination–continuous shapes (left) and unsteady changes in cross section (right).
To reduce the residual sand, a suction nozzle must be guided smoothly and precisely due to the very local suction effect. This results from the small flow rate in the tube using a vacuum of about 0.2 MPa. Even a stronger vacuum is not able to accelerate the cleaning due to the effect of compaction of sand by vacuum.
Improved cleaning can be achieved with a combined system using compressed air and vacuum (Figure 7). In experiments, a setup interrupting the compressed air jet intermittently applying vacuum is used (0.1 s compressed air at 0.1 MPa, 0.9 s vacuum at 0.02 MPa). This cleaning concept shows significantly lower performance in cleaning efficiency, but the damage to the component can be significantly reduced. The measured feed rate in a channel with a round-shaped cross section of a diameter of 10 mm using a 6 mm tube (50 mm length, 0.4 MPa) was measured to 7.5 mm/s.
Thus, the following summarizing statement can be made for a robot-assisted cleaning of components: The data for component cleaning can be obtained from a CAD-CAM process. Deep cavities, in particular, must be machined like bores with special cycles. Tools with intermittent pressure ratios can reduce the abrasive effect. Loose sand, however, cannot be avoided in any highly complex cavity and must be shaken out of the component. The performance indicates that this process can be at least a suitable pre-stage for hand cleaning. As the experiments also showed, process safety is critical due to the effect that each single step affects the cleanliness of the form already reached by former steps. This means an integration of sensors and a complex control for the step chain.
In order to further increase process reliability, the mold parting lines can be adapted to suit cleaning requirements compared with conventional mold pitches. Special partitioning strategies are discussed in the following section.

Schematic representation of cleaning methods for deep cavities (left). Top: compressed air blasting, Middle: vacuum cleaning, Bottom: combined method with intermittent pressure. Cleaning head for combined cleaning (right).
Mold Designs Enabling Automated Cleaning
An approach different from conventional mold design can be applied to decrease the complexity of mold cleaning. Conventionally, mold parting lines follow assembly patterns, must avoid undercuts, and include draft angles to prevent issues during mold manufacturing. This approach leads to often-seen designs of core packages that consist of cope, drag, and core (Figure 8).

Simplified, conventional mold design consisting of (a) cope, (b) drag, and (c) core.
In the case of additively manufactured molds, specific design requirements are changing; undercuts can easily be realized without additional parting lines, and assembly support structures (e.g., pins) can be rethought entirely. The designing engineer is instead faced with a different task: ensuring the persistent high productivity and space utilization of the 3D printer. The critical factor for this and therefore determining the commercially successful use of the 3D printer is reducing the machine downtimes, e.g., when the operator prepares the machine for the next print. As of today, job preparation is a cumbersome task. Parts are oriented and moved manually in the build volume, using up large amounts of manual labor. This preparation is particularly difficult with a large variety of parts. A radical simplification of this process is the stack-mold design. Here, the mold is divided into different-sized blocks with the parting lines not following the actual cast design.
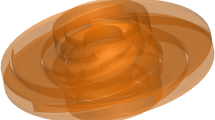
With this design, the mold has a defined space between the mold’s outer wall and the casting. The only design variable is stack height, meaning the height of each slab. Whereas mold designs today require large amounts of engineering work, a stack design is automated via iterative optimization. The computer only has to decide whether the minimum distance between the mold’s outer walls is more significant than a predefined criterion. If the criterion is not fulfilled, the slab height is further increased. In some cases, this can lead to fragile slabs, for which a minimum thickness required for unpacking and handling is defined. The stack cast design was successfully demonstrated for small, intermediate, and large casting. Figure 9 shows an example of a mold design with the method employed: a topology-optimized aluminum structural part with a cast weight of 8.7 kg. The complex weight-bearing structure leads to a complicated array of channels that requires precise finishing after printing. The successful casting is presented next to it. Figure 10 shows how a large casting with solely complex freeform surfaces that would allow for easy partitioning as well as an undercutting core can be cast using the stack cast design. The mold stack consists of 48 individual molds, resulting in a casting weighing 28 kg and measuring one meter in height. The simplicity of the resulting mold shape allows an automated job preparation in which a high build volume usage is ensured. The individual slabs can be grouped into multiples of similar-sized ones, which are positioned next to each other.

Stack-mold design (left) and actual casting (right) of a topology-optimized structural part.

Stack-mold design of a complex 48 parts core package (left). The cast part is characterized by many freeform surfaces and undercuts (right).
After printing, the stack design further simplifies the following production steps. The rigid plate-like molds can be easily unpacked with reduced danger of breaking filigree parts due to a lower chance of collision. An automated unpacking approach also becomes feasible due to the robot’s much simplified gripping device. During unpacking, the cleaning of the molds takes place. Here, loose sand has to be removed, and possibly sticky sand has to be carefully cleaned. It is crucial to allow the operators to visually inspect all mold cavity surfaces to avoid casting defects. In the stack design, mold cleaning is greatly simplified. The process’s usual result is open cavities accessible from both sides. Pressurized air cleaning can clean the now easily accessible cavities and even undercuts. Visual inspection is simple. Again, an automated approach is now feasible even for a wide variety of parts. Finally, the unpacked stacks take up significantly less space in the factory. They can be stored and stacked without damaging the mold cavity due to their structural integrity and shared contact surfaces.
During casting, the assembly of the mold mainly consists of placing the individual slabs onto each other. Here, alignment structures (i.e., pins) with poka-yoke constraints assist during assembly. Adjustable frames applying pressure to the mold from different sides can help reach the precision required for casting. In the case of an individual mold stack being divided into multiple parts, an external support structure is recommended to avoid displacement of single segments due to the pressure of the molten metal. After casting, the main disadvantage of this technique becomes apparent: the increased formation of burrs at the parting lines that may even be placed on freeform surfaces (Figure 11). The next chapter presents a new approach to deal with the challenge of burr removal on complex topology-optimized parts.

Demonstration of mold partitioning for casting a topology-optimized structure. The mold design facilitates cleaning of the 3D-printed molds but naturally involves increased burr formation, particularly on freeform surfaces.
Easy-Teach Cleaning of Cast Parts Using Robotics and Motion Tracking Technology
Automation in foundries is commonly limited to large series, while manufacturing smaller lot sizes is still carried out manually.35 At the same time, the mechanical removal of the riser system, casting burrs, and possible sand slag is the so-called casting cleaning or casting finishing, which is a particularly physically demanding and hazardous work. Moreover, additional casting cleaning expertise is needed due to the parts’ variant diversity. The diminished supply of personnel in aging societies plays a key role in the tension between physical strength and necessary expertise.
The costs of casting finishing represent 8-20% of its total cost,36 while the finishing procedure takes up approximately 30% of cast iron production time.37 The appropriate method for finishing or cleaning a cast part depends on three criteria: accuracy, production volume, and investment cost. Partial or full automation solutions can only be carried out cost-effectively from at least medium production volumes (>50 parts). Manual processes are the primary means for prototypes, very small and low-volume products because it is neither cost- nor time-effective to plan automation for parts under medium production volume.38
In order to maintain production capacity in high-wage countries exhibiting a limited labor pool, an alternative solution to manual casting cleaning is necessary, which reduces occupation exposure for workers and retains expert knowledge in local foundries.
The proposed solution suggests using optical motion tracking technology (OMT), which is familiar to the medical and film industries. OMT involves two cooperating core components: an optical camera and navigation markers. The optical camera uses IR light to pinpoint and triangulate the real-time X-Y-Z coordinates of the instruments (via the markers) in 3D space. The tracking data are subsequently processed, calculated as transformations (positions and orientations of the instruments), and communicated to a host.
The OMT system enables tracking the real-time pose of an instrument with ±0.2 mm positional accuracy. A dummy grinder is attached with five markers to demonstrate the burr removal on topology-optimized surfaces. These five markers are treated as a rigid body and tracked in 3D space by the optical camera.
The newly proposed cleaning process is divided into three stages. In the definition stage, the skilled workers will guide the dummy grinder to define the cleaning path ‘point by point’ or continuously (Figure 12), which will be recorded by the optical camera with ±0.2 mm positional accuracy. ‘Point by point’ means that the position and orientation of the starting and ending points, as well as important waypoints, are to be defined by skilled workers. As for ‘continuous mode,’ all the movements between the start and end signal are recorded digitally.

Dummy grinder tool.
In the translation stage, the capture data of the cleaning path will be automatically translated by inverse kinematic modeling to robot instructions. Meanwhile, the definition path is anticipatorily adjusted according to the consistency and smoothness of the velocity and acceleration curves of the robot’s motion. The resulting important parameters like cutting depth and angle are presented by the software (Figure 14). Due to the existence of the translation stage, the definition stage has greater tolerance and flexibility for skilled workers.
Finally, in the cleaning stage, the robot cleans the cast parts according to the translated instructions. If proximity sensors between the robot end effector and the cast parts are activated in the robot idle state, the robot motion will also be optimized to avoid incorrect cutting. Force feedback sensors can ensure that the entire burr is removed. Figure 13 visualizes the procedure in a digital mock-up.

Definition of the cleaning path with a dummy grinder (a); Cleaning process using the defined path (b); (1) optical camera; (2) dummy grinder; (3) topology-optimized part as cast.
The proposed method enables skilled and experienced workers without specialized programming abilities to teach a robot to clean casting parts. This new automation approach allows existing cast cleaning personnel to put their expert know-how to use for automation purposes in a familiar way while significantly reducing occupation exposure. Figure 14 shows the first results of the cleaning test station.

Easy-Teach Cleaning station of cast parts (a); important cleaning parameters (b).
In order to increase skilled workers’ acceptance of the new process and technology, augmented reality (AR) technology can be integrated. Thereby, workers can get information such as daily work plans, operating specifications, 3D models, and quality assurance specifications directly and comprehensively through portable AR devices, making the operating procedures less prone to errors.
Conclusion
The production of core packages using the binder jetting process is about to be industrialized on a large scale. Currently, small batches are readily produced in multi-step additive manufacturing for foundry applications. The approaches shown herein offer the prospects of utilizing both established and emerging technologies in a holistically integrated, sustainable, and economically feasible process. Binder jetting technology enables flexible and economical production of topology-optimized parts. Automated mold cleaning was demonstrated to be highly challenging for certain geometric features. However, tailored mold parting opens the way to the automation of mold cleaning and, thus, large-scale production. On the other hand, the cooperative cleaning method for cast parts will defy the harsh environment and provide safe and ergonomic workplaces to skilled workers in the future foundry while economically realizing a high variant diversity.
The following conclusions are drawn:
-
Binder jetting is a high-performance AM method. When integrating binder jetting into the conventional environment and processes of the foundry industry, new and very competitive business scenarios can be built.
-
Cleaning the mold from unbound powdered material after 3D printing is a crucial step and challenging for automation.
-
Clever partitioning strategies of the mold allow for automated cleaning, improved space utilization, and thus higher productivity of the 3D printing machine.
-
Removal of the casting system and burrs is to be taken into account when designing the mold. In particular, burr removal from freeform surfaces is considered challenging.
-
Implementing motion tracking technology in cleaning cast parts offers the prospect of continuous utilization of existing expertise and safe workplaces in a nowadays still harsh and hazardous environment.
In the future, the potential of 3D printing must be investigated more comprehensively by intensively including the entire process chain of multi-step additive manufacturing for foundry applications. Highly industrial-relevant research fields include processing sustainable and emission-free materials via 3D printing, comprehensively exploiting the freedom of shape by topology optimization and further functionalization through implementing complex but removable core structures. Moreover, efficiently utilizing tailored materials will reduce waste and allow for exploiting their advantages in realizing thin-walled structures and customizing the cast metal’s microstructure particularly important to leverage further lightweight construction potential.
References
S.R. Sama, T. Badamo, G. Manogharan, Case studies on integrating 3D sand-printing technology into the production portfolio of a sand-casting foundry. Int. J. Metalcast. 14(1), 12–24 (2020). https://doi.org/10.1007/s40962-019-00340-1
J. Kang, Q. Ma, The role and impact of 3D printing technologies in casting. China Foundry 14(3), 157–168 (2017). https://doi.org/10.1007/s41230-017-6109-z
X. Tian, L. Wu, D. Gu, S. Yuan, Y. Zhao, X. Li, L. Ouyang, B. Song, T. Gao, J. He, X. Lin, F. Lin, J. Zhu, D. Li, Roadmap for additive manufacturing: toward intellectualization and industrialization. Chin. J. Mech. Eng. Addit. Manuf. Front. 1, 100014 (2022). https://doi.org/10.1016/j.cjmeam.2022.100014
F. Valjak, D. Kosorčić, M. Rešetar, N. Bojčetić, Function-based design principles for additive manufacturing. Appl. Sci. 12(7), 3300 (2022). https://doi.org/10.3390/app12073300
C. Deng, J. Kang, H. Shangguan, Y. Hu, T. Huang, Z. Liu, Effects of hollow structures in sand mold manufactured using 3D printing technology. J. Mater. Process. Technol. 255, 516–523 (2018). https://doi.org/10.1016/j.jmatprotec.2017.12.031
I. Gibson, Additive manufacturing technologies, 3rd edn. (Springer International Publishing AG, Cham, 2021)
L. Haghnegahdar, S.S. Joshi, N.B. Dahotre, From IoT-based cloud manufacturing approach to intelligent additive manufacturing: industrial internet of things—an overview. Int. J. Adv. Manuf. Technol. 119(3–4), 1461–1478 (2022). https://doi.org/10.1007/s00170-021-08436-x
M. Gao, L. Li, Q. Wang, Z. Ma, X. Li, Z. Liu, Integration of additive manufacturing in casting: advances, challenges, and prospects. Int. J. Precis. Eng. Manuf.-Green Technol. 9(1), 305–322 (2022). https://doi.org/10.1007/s40684-021-00323-w
T.E. Prucha, Metalmorphasis: change and transition. Int. J. Metalcast. 15(4), 1110–1117 (2021). https://doi.org/10.1007/s40962-021-00625-4
E. Bassoli, A. Gatto, L. Iuliano, M. Grazia Violante, 3D printing technique applied to rapid casting. Rapid Prototyp. J. 13(3), 148–155 (2007). https://doi.org/10.1108/13552540710750898
S.I. Butt, U. Asgher, U. Mushtaq, R. Ahmed, F. Zhang, Y. Ayaz, M. Jamil, M.K. Amjad, Intelligent machine vision based modeling and positioning system in sand casting process. Adv. Mater. Sci. Eng. 2017, 1–11 (2017). https://doi.org/10.1155/2017/3192672
T. Sivarupan, N. Balasubramani, P. Saxena, D. Nagarajan, M. El Mansori, K. Salonitis, M. Jolly, M.S. Dargusch, A review on the progress and challenges of binder jet 3D printing of sand moulds for advanced casting. Addit. Manuf. 40, 101889 (2021). https://doi.org/10.1016/j.addma.2021.101889
N. Anwar, K. Jalava, J. Orkas, Experimental study of inorganic foundry sand binders for mold and cast quality. Int. J. Metalcas. (2022). https://doi.org/10.1007/s40962-022-00897-4
A. Jandyal, I. Chaturvedi, I. Wazir, A. Raina, M.I. Ul Haq, 3D printing – a review of processes, materials and applications in industry 4.0. Sustain. Oper. Comput. 3, 33–42 (2022). https://doi.org/10.1016/j.susoc.2021.09.004
P.K. Gokuldoss, S. Kolla, J. Eckert, Additive manufacturing processes: selective laser melting, electron beam melting and binder jetting-selection guidelines. Materials 10(6), 672 (2017). https://doi.org/10.3390/ma10060672
A. Mostafaei, A.M. Elliott, J.E. Barnes, F. Li, W. Tan, C.L. Cramer, P. Nandwana, M. Chmielus, Binder jet 3D printing—process parameters, materials, properties, modeling, and challenges. Prog. Mater. Sci. 119, 100707 (2021). https://doi.org/10.1016/j.pmatsci.2020.100707
D. Günther, P. Erhard, S. Schwab, I. Taha, 3D printed sand tools for thermoforming applications of carbon fiber reinforced composites-a perspective. Materials 14(16), 4639 (2021). https://doi.org/10.3390/ma14164639
N. Hawaldar, J. Zhang, A comparative study of fabrication of sand casting mold using additive manufacturing and conventional process. Int. J. Adv. Manuf. Technol. 97(1–4), 1037–1045 (2018). https://doi.org/10.1007/s00170-018-2020-z
P. Hackney, R. Wooldridge, Optimisation of additive manufactured sand printed mould material for aluminium castings. Procedia Manuf. 11, 457–465 (2017). https://doi.org/10.1016/j.promfg.2017.07.136
S. Diener, A. Zocca, J. Günster, Literature review: Methods for achieving high powder bed densities in ceramic powder bed based additive manufacturing. Open Ceram. 8, 100191 (2021). https://doi.org/10.1016/j.oceram.2021.100191
K.J. Hodder, R.J. Chalaturnyk, Bridging additive manufacturing and sand casting: utilizing foundry sand. Addit. Manuf. 28, 649–660 (2019). https://doi.org/10.1016/j.addma.2019.06.008
M. Upadhyay, T. Sivarupan, M. El Mansori, 3D printing for rapid sand casting—a review. J. Manuf. Process. 29(6), 211–220 (2017). https://doi.org/10.1016/j.jmapro.2017.07.017
H. Miyanaji, M. Orth, J.M. Akbar, L. Yang, Process development for green part printing using binder jetting additive manufacturing. Front. Mech. Eng. 13(4), 504–512 (2018). https://doi.org/10.1007/s11465-018-0508-8
P. Erhard, J. Angenoorth, J. Vogt, J. Spiegel, F. Ettemeyer, W. Volk, D. Günther, Characterization of slurry-cast layer compounds for 3D printing of high strength casting cores. Materials 14(20), 6149 (2021). https://doi.org/10.3390/ma14206149
N. Anwar, T. Sappinen, K. Jalava, J. Orkas, Comparative experimental study of sand and binder for flowability and casting mold quality. Adv. Powder Technol. 32(6), 1902–1910 (2021). https://doi.org/10.1016/j.apt.2021.03.040
T. Kautz, E. Weissenbek, W. Blümlhuber, Anorganische Sandkernfertigung: ein Verfahren mit Geschichte. Giesserei 97, 76–79 (2010)
G. Stegmaier “Neuer 6-Zylinder Biturbo für M3 und M4: Zu 90 Prozent kein BMW-Motor,” 2019, https://www.auto-motor-und-sport.de/tech-zukunft/bmw-m3-motor-2020-sechszylinder-biturbo/# (January 28, 2023)
K. Woods, S. Giese, S. Trikha, Feasibility of US foundry supply chain consumables for three-dimensional sand printing. Int. J. Metalcast. 13(3), 500–503 (2019). https://doi.org/10.1007/s40962-018-00299-5
J. Mitterpach, E. Hroncová, J. Ladomerský, K. Balco, Environmental evaluation of grey cast iron via life cycle assessment. J. Clean. Prod. 148, 324–335 (2017). https://doi.org/10.1016/j.jclepro.2017.02.023
E.S. Almaghariz, B.P. Conner, L. Lenner, R. Gullapalli, G.P. Manogharan, B. Lamoncha, M. Fang, Quantifying the role of part design complexity in using 3D sand printing for molds and cores. Int. J. Metalcast. 10(3), 240–252 (2016). https://doi.org/10.1007/s40962-016-0027-5
D. Snelling, Q. Li, N. Meisel, C.B. Williams, R.C. Batra, A.P. Druschitz, Lightweight metal cellular structures fabricated via 3D printing of sand cast molds. Adv. Eng. Mater. 17(7), 923–932 (2015). https://doi.org/10.1002/adem.201400524
M.A. Meibodi, R. Giesecke, B. Dillenburger, "3D printing sand molds for casting bespoke metal connections - digital metal: additive manufacturing for cast metal joints in architecture," in CAADRIA proceedings (2019)
F. Ettemeyer, P. Erhard, D. Günther, P. Lechner, W. Volk, M. Schweinefuß, L.M. Reinold, C. Lustig, H. Sehrschön, Entkernverhalten anorganisch gebundener Sandkerne: charakterisierung - Klassifizierung - Modellierung. Giesserei-Special 01, 18–23 (2021)
L. Harzheim, G. Graf, A review of optimization of cast parts using topology optimization. Struct. Multidiscip. Optim. 30(6), 491–497 (2005). https://doi.org/10.1007/s00158-005-0553-x
M. Birkhold, C. Friedrich, A. Lechler, Automation of the casting process using a model-based NC architecture. IFAC-PapersOnLine 48(17), 195–200 (2015). https://doi.org/10.1016/j.ifacol.2015.10.102
J.C. Aurich, D. Dornfeld, P.J. Arrazola, V. Franke, L. Leitz, S. Min, Burrs—analysis, control and removal. CIRP Ann. 58(2), 519–542 (2009). https://doi.org/10.1016/j.cirp.2009.09.004
B. Rohland, Automatisiertes Gussputzen für kleine und mittlere Serien. Giesserei Praxis 2020(5–6), 17–19 (2020)
E. Villagrossi, C. Cenati, N. Pedrocchi, M. Beschi, L. Molinari Tosatti, Flexible robot-based cast iron deburring cell for small batch production using single-point laser sensor. Int. J. Adv. Manuf. Technol. 92(1–4), 1425–1438 (2017). https://doi.org/10.1007/s00170-017-0232-2
Acknowledgement
This paper is an invited submission to IJMC selected from presentations at the 74th World Foundry Congress, held October 16 to 20, 2022, in Busan, Korea, and has been expanded from the original presentation.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This paper is an invited submission to IJMC selected from presentations at the 74th World Foundry Congress, held October 16 to 20, 2022, in Busan, Korea, and has been expanded from the original presentation.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Erhard, P., Hartmann, C., Li, R. et al. Advanced Procedures for Series Production with 3D-Printed Core Packages. Inter Metalcast 17, 2572–2583 (2023). https://doi.org/10.1007/s40962-023-01046-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-023-01046-1