
Abstract
The paper presents the research results on duplex corrosion-resistant chromium–nickel–molybdenum cast steel of the GX2CrNiMoCuN 25-6-3-3 grade. The aim was to determine the effect of the soaking temperature for the hyperquenching process Tp, that is, 950 to 1200 °C, on the microstructure and mechanical properties, that is UTS tensile strength, the yield strength, HB Brinell hardness, the elongation EL and impact strength KV of the steel, cast under industrial conditions with the minimum content of Cr, Ni, Mo and Cu according to the PN-EN 10283 standard. On the basis of the results, it was confirmed that the hyperquenching guarantees the elimination of the brittle intermetallic phase in the steel microstructure. In addition, the most favorable strength-to-ductility ratio of the steel with an almost equal amount of austenite γ and ferrite α in its microstructure was obtained using the soak temperature of 1080 °C, which was considered optimal for the above-mentioned duplex cast steel.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Among alloy cast steels, one of the most important groups is corrosion-resistant cast steels whose main alloying elements are Cr, Ni, Mn and Mo. In this group, alloy cast steels with a ferritic–austenitic microstructure, commonly referred to as duplex steels, deserve special attention because of their properties. Compared to very popular austenitic cast steels, duplex cast steels contain a lower amount of scarce and expensive Ni and simultaneously have higher mechanical properties, particularly even two times higher YS yield strength while maintaining high corrosion resistance, also in environments containing chloride ions.1,2,3,4,5,6,7 The next advantage of duplex cast steels is high resistance to cracks at very low temperature.6 However, it should be noted that the operating temperature of duplex cast steel should not exceed 300 °C, as presented in papers.4,8,9,10
According to PN-EN 10283 standard, duplex cast steels contain C<0.08 wt% (usually for most grades even C<0.03 wt%), Cr = 21.0−27.0 wt%, Ni = 4.5−8.5 wt%, Mo = 0.1−5.0 wt%, N = 0.10−0.25 wt%, Mn<1.5 wt%, Si < 1.0 wt%, S < 0.025 wt%, P < 0.035 wt% and possibly for some grades Cu = 1.0−3.5 wt%. Currently, considering the global economic conditions, the possibility of manufacturing duplex cast steel at minimum concentrations as per the PN-EN 10283 standard is sought, which was presented, among others, in the paper describing the example of the GX2CrNiMoCuN grade 25-6-3-3 (Table 1). In general, duplex cast steels are used in the chemical, petrochemical, energy, mining, marine, pulp and paper, food and medical industries.4,8
By analyzing the historical outline of duplex cast steel presented in,4 it can be considered the “youngest” in the group of corrosion-resistant alloy cast steels. Therefore, there is potential for research that applies mainly to heat treatment, such as hyperquenching, which is mandatory for duplex steel. According to PN-EN 10283, duplex alloy steel should be hyperquenched from the temperature ranging from 1120 to 1150 °C to remove undesirable phases that occur in the microstructure in the as-cast state, including, in particular, the brittle intermetallic phase of the type σ,4,6,8,11,12,13 the presence of which makes it impossible to meet the minimum impact strength of 50 J. Furthermore, the value of the soaking temperature used for the hyperquenching process affects the share of ferrite and austenite, which in turn translates into the mechanical properties. According to,4,13,14,15 along with the increase in the soaking temperature to the hyperquenching process in the range recommended by PN-EN 10283, the amount of ferrite increases at the cost of austenite and the strength of castings is higher. However, the use of a lower soaking temperature value for the hyperquenching process favors an increase in the amount of austenite at the cost of ferrite, which in turn boosts plastic properties of duplex cast steel. However, considering the economics of the duplex cast steel production process, there is a need for a related reduction in the consumption of expensive alloying additives and electricity. Therefore, the aim of the investigation was to determine the effect of the normative and non-normative soaking temperature for the hyperquenching process Tp, that is, 950 to 1200 °C, on the microstructure and mechanical properties of the cast steel GX2CrNiMoCuN 25-6-3-3 grade, cast in industrial conditions with a minimum content of Cr, Ni, Mo and Cu as per the PN-EN 10283 standard.
Experimental Procedure
The material for the tests was GX2CrNiMoCuN 25-6-3-3 alloy cast steel, manufactured under industrial conditions, that is, by GZUT S.A. foundry plant. Table 2 presents the chemical compositions of the tested cast steel determined using the LECO GDS500A optical emission spectrometer. Based on the results of chemical composition analysis, the numerical simulation of predicting the presence of phases in the microstructure of studied duplex cast steel was performed in Thermocalc software.
The samples of tested cast steel in the form of test castings with a standard shape of three-leaf clover (Figure 1) were made during industrial melt conducted in the medium frequency induction furnace Elzamet 750 with an approximate capacity of 700 kg. The pouring temperature was 1590 °C. The test castings were obtained using a sand mold manufactured in Alphaset technology. The molding sand contains silica sand with the main fraction size of 0.2 mm, the alkaline-phenolic resin in the amount of 1.3% to sand mass and an ester curing agent in the amount of 18% to resin mass. Based on the results of numerical simulation made in Magmasoft, the values of temperature and time of knockout for the test castings were applied approx. 1000 °C and approx. 1300 sec., respectively. Finally, after machining for each test, three samples for the tensile test and three for the impact test were prepared. The total amount of samples was 36 for both tensile and impact tests.

The scheme of test casting with location of the samples for tensile and impact tests.
As part of the tests for the duplex cast steel castings performed, heat treatment of the hyperquenching in 25 °C water was carried out according to PN-EN 10283, as well as the procedure with a nonstandard soaking temperature Tp. In connection with the experiment, a Tp ranging from 1200 to 950 °C was used in increments of 25 °C. Moreover, for each temperature from the range 950−1200 °C, the constant soaking time dependent on the thickness of the samples was used. Therefore, in the case of the samples to impact resistance the soaking time was 900 sec. while for the samples to tensile strength equaled 1800 sec. Figure 2 presents the scheme of heat treatment applied. The heat treatment of the tested samples was carried out using a Linn High Term VMK-1600-G electric chamber resistance furnace.

The scheme of hyperquenching type heat treatment used for tested duplex cast steel GX2CrNiMoCuN 25-6-3-3 grade.
After completing the hyperquenching, the mechanical properties were tested, tensile strength UTS, yield strength YS and elongation EL were measured using the WPM Measure Machine, applying samples with a diameter of 14 mm and a gauge length of 70 mm. Hardness was measured using the Brinell Kabid Press B4CS using sintered carbide ball intender with a diameter of 10 mm loaded with a force of 29420 N. The impact energy KV was measured using the Charpy method, applying standard samples (10×10×55 mm) at an energy 300 J on the Losenhausenwerk hammer. All mechanical properties were determined at ambient temperature.
The as-cast state and the hyperquenched state were metallographically checked using a Nikon Eclipse LV150N light optical microscope (LOM) and a Phenom ProX scanning electron microscope (SEM) with an energy-dispersive X-ray spectrometer (EDS). The metallographic samples were mechanically ground and polished and then electrolytically etched using LectroPol-5 Struers. In the presented paper, the etching reagent contained 3 g of ferric chloride, 10 cm3 of hydrochloric acid and 90 cm3 of ethanol (etching voltage 15 V at time 30 sec.). As part of the tests using LOM, a quantitative analysis of the share of ferrite and austenite and possibly other phases in the microstructure of duplex cast steel was carried out using the image analysis NIS-Elements v. F3.0 software. Moreover, as part of the SEM studies, backscattered electron (BSE) imaging was used at an electron beam accelerating voltage of 10 and 15 kV and utilizing point microanalysis of the chemical composition using the energy-dispersive X-ray spectroscopy (EDS) method. Furthermore, the results of the studies were statistically elaborated using stepwise regression in the Statistica v.13.3 software.
Results and Discussion
According to results obtained from the Thermocal analysis (Figure 3), it was concluded that the microstructure of the tested duplex cast steel with determined chemical composition (Table 2) will contain 50% of ferrite α, 33% of austenite γ, 16.4% of σ-type Fe-Cr intermetallic phase and trace amounts, i.e., 0.6% of carbides M23C6.

Phase content in the function of temperature for tested duplex cast steel GX2CrNiMoCuN 25-6-3-3 grade.
In reality, all the above-mentioned phases, without carbides, are present in the microstructure of cast steel. Therefore, Figure 4 shows the microstructure of the GX2CrNiMoCuN 25-6-3-3 cast steel in the as-cast state. The phase composition consists of α ferrite, γ austenite and σ-type Fe-Cr intermetallic phase. It was found that in reality the amount of σ phase is approx. 4% and is much lower than predicted numerically. The difference between the predicted and real value results from the applied accelerated knocking out of castings from the mold and their accelerated cooling in the air from temperature ranging from 1000 °C, i.e., of σ phase precipitation according to.4,11,12,13 Thus, the beneficial effect of knocking out host castings from the mold on the microstructure of duplex cast steel was confirmed.

Microstructure of tested GX2CrNiMoCuN 25-6-3-3 cast steel in as-cast state: (a) LOM, mag. 500x, (b) SEM, mag. 10,000x, α ferrite, γ austenite and intermetallic σ phase.
Based on the results of the EDS analysis (Figures. 4 and 5 and Table 3), it was found that the α phase is rich in ferrite-forming elements, i.e., Cr, Mo and Si in an average amount of 26 wt%, 4 wt% and 1 wt%, respectively. In addition, the presence of austenitizing elements, i.e., Ni, Mn and Cu, was observed in this phase, but in a smaller amount than in the γ phase, i.e., Ni ≈ 4.5 wt% in α and 5.5 wt% in γ, Mn ≈ 0.3 wt%. in α and 0.5 wt% in γ, Cu ≈ 1 wt% in α and 4.5 wt% in γ. On the other hand, in the γ phase, a lower concentration of ferrite-forming elements was observed than in the α phase, i.e., Cr ≈ 22 wt%, Mo ≈ 2 wt% and Si ≈ 0.8 wt%. Both phases contain Fe in a comparable amount of about 63.5 wt%. The σ phase is mainly located within the boundaries of austenite grains. On average, the σ phase contains 61 wt% Fe, 30 wt% Cr, 3.5 wt% Ni and 1 wt% Mn, and is also enriched with Mo in an amount of 4 wt% and 1 wt% Si. The chemical composition determined is approximately consistent with the results presented in papers [4 and 16], and therefore, the correctness of phase identification with respect to the intermetallic σ phase should be confirmed with full conviction.

According to data presented in papers,4,13,17 any presence of the σ phase in the microstructure of ferritic–austenitic duplex alloy cast steel is undesirable, although papers 18,19 present data proving the possibility of its use to increase the hardness and erosion resistance of this type of cast steel. However, the implementation of the objectives of the paper requires meeting the requirements of the PN-EN 10283 standard in terms of mechanical properties, which are adversely affected by the σ phase. Furthermore, the negative effect of the σ phase on the corrosion resistance of duplex alloy cast steel is also significant, as described in.4,20,21
As a result, the microstructure obtained in the as-cast state determines the poor mechanical properties of the tested cast steel GX2CrNiMoCuN 25-6-3-3, i.e., UTS = 750.3 MPa; YS = 598.4 MPa; 255HB; EL = 16.8% and KV = 45.9 J. In this state, the tested cast steel, due to its impact strength, does not meet the requirements specified for grade GX2CrNiMoCuN 25-6-3-3 according to the PN-EN 10283 standard (Table 1).
To increase the mechanical properties and meet all the requirements of the PN-EN 10283 standard for the tested cast steel GX2CrNiMoCuN 25-6-3-3, the hyperquenching heat treatment was carried out. By analyzing the TTT diagrams (temperature transformation time for continuous cooling) of duplex alloy cast steel, described in,4 the soaking temperature was selected with a value higher than that recommended in PN-EN 10283, that is 1200 and 1175 °C, as recommended by the above-mentioned standards, that is 1150 and 1125 °C and with a value lower than the shown above, that is 1100, 1075, 1050, 1025, 1000, 975 and 950 °C. The lower temperature range for hyperquenching approximately coincides with the upper value at the σ phase separation starting temperature, which according to papers,2,4 is approx. 950 °C.
Table 4 presents the mechanical property test results of the GX2CrNiMoCuN 25-6-3-3 cast steel in the state after hyperquenching process ranging from 950 to 1200 °C.
Statistical analysis was carried out for the obtained results, looking for the dependence of the average values of UTS, YS, HB, EL and KV as a function of soaking temperature Tp.
Using the multiple regression method, the following statistical relationships (1–5) with acceptable correlation coefficients were determined:
Graphical interpretation of Eqns. 1–5 is shown in Figures 6, 7, 8, 9 and 10.

Influence of soaking temperature Tp for hyperquenching on average tensile strength UTS of tested duplex cast steel GX2CrNiMoCuN 25-6-3-3 grade.

Influence of soaking temperature Tp for hyperquenching on average yield strength YS of tested duplex cast steel GX2CrNiMoCuN 25-6-3-3 grade.

Influence of soaking temperature Tp for hyperquenching on average hardness HB of tested duplex cast steel GX2CrNiMoCuN 25-6-3-3 grade.

Influence of soaking temperature Tp for hyperquenching on average elongation EL of tested duplex cast steel GX2CrNiMoCuN 25-6-3-3 grade.

Influence of soaking temperature Tp for hyperquenching on average impact energy KV of tested duplex cast steel GX2CrNiMoCuN 25-6-3-3 grade.
By determining the first derivative for the correlations (1–5) and equating it to zero, the extremum of the polynomial function was sought. Due to the form of the determined polynomial functions (1-5), their extremum is equivalent to their maximum. Thus, the Tp(max) value was determined, for which the most favorable UTS, YS, HB, EL and KV values of the tested GX2CrNiMoCuN 25-6-3-3 cast steel were obtained. For mechanical properties, i.e., UTS, YS and HB were determined this way according to the value of the soaking temperature for the hyperquenching Tp1, which is the most favorable considering the strength of the tested cast steel GX2CrNiMoCuN 25-6-3-3 (Table 5). The Tp1 value is the average of the Tp(max) values calculated for UTS, YS and HB, respectively.
Similarly, for EL and KV, the temperature of soaking for the hyperquenching Tp2 was determined, which is the most favorable considering the ductility of the GX2CrNiMoCuN 25-6-3-3 tested cast steel (Table 5).
Summing up, the temperature of Tp(opt) = 1080 °C was found to be the most favorable for the hyperquenching heat treatment of GX2CrNiMoCuN 25-6-3-3 cast steel, considering all the mechanical properties tested, as it corresponds to the average value of Tp1 and Tp2.
The performed quantitative analysis was used to determine the effect of soaking temperature in the hyperquenching process on the amount of ferrite α and austenite γ. In the microstructure of the tested cast steel GX2CrNiMoCuN 25-6-3-3, it was found that with an increase in the Tp value, the amount of ferrite α increases, reaching 71% at Tp=1200 °C, and simultaneously the amount of austenite γ decreases, reaching the Tp value 29% (Figures 11 and 12a). However, for the value of Tp = 950 °C the proportions are reversed and then the amount of austenite γ is the largest and amounts to 64%, while the amount of ferrite α is the smallest and amounts to 36% (Figures 11 and 12b). The γ/α ratio, which varies with the temperature Tp, directly affects the mechanical properties of the tested cast steel GX2CrNiMoCuN 25-6-3-3, that is at higher Tp, the higher strength was obtained on average (Figures 6, 7 and 8), and at lower Tp, the average ductility of the cast steel was higher (Figures 9 and 10). Furthermore, in none of the tested samples of GX2CrNiMoCuN 25-6-3-3 cast steel in the hyperquenched state, the presence of the brittle σ phase or carbides Cr(Fe) was found, despite the fact that the start temperature of these phases precipitation is approx. 1000 °C (Figure 13). However, it is not possible to achieve complete certainty in respect to this matter by using LOM and SEM research techniques, particularly when the decrease of impact resistance at a soaking temperature below 1000 °C is noted.

Influence of soaking temperature Tp for hyperquenching on average amount of α ferrite and γ austenite in microstructure of tested duplex cast steel GX2CrNiMoCu25-6-3-3 grade.

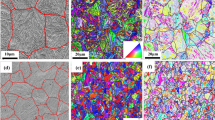
Microstructure of tested GX2CrNiMoCuN 25-6-3-3 cast steel after hyperquenching from: (a) 1200 and (b) 950 °C, LOM, mag. 100x, α ferrite and γ austenite.

Microstructure of tested GX2CrNiMoCuN 25-6-3-3 cast steel after hyperquenching from 950 °C, LOM, mag. 500x, α ferrite and γ austenite.
Figure 14 shows the microstructures of the tested cast steel GX2CrNiMoCuN 25-6-3-3 after hyperquenching from a temperature very close to the optimum, i.e., 1075 °C. The microstructure of this cast steel is two-phase ferritic–austenitic. Similarly to the as-cast state, after hyperquenching from the temperature of 1075 °C, a high concentration of ferrite-forming elements is observed in ferrite, that is on average Cr ≈ 25 wt%, Mo ≈ 4 wt% and Si ≈ 1 wt% and occasionally Nb up to 0.5 wt%. On the other hand, there are fewer austenitizing elements in the α phase than in the γ phase, that is Ni ≈ 3 wt%. in α and 6.5 wt% in γ, Mn ≈ 1 wt% in α and 1.5 wt% in γ and Cu less than 0.1 wt% in α and 4 wt% in γ. On the other hand, in the γ phase, a lower concentration of ferrite-forming elements was found than in the α phase, i.e., Cr ≈ 20.5 wt%, Mo ≈ 2.5 wt%, and Si ≈ 1 wt%. Also, as in the as-cast state, Fe is present in comparable amounts of about 64 wt% in both phases (Figures 14 and 15 and Table 6).

Microstructure of tested GX2CrNiMoCuN 25-6-3-3 cast steel after hyperquenching from 1075 °C: (a) LOM, mag. 500x, (b) SEM, mag. 4000x, α ferrite and γ austenite.

Conclusions
Based on the research conducted, the following conclusions have been formulated:
-
(1)
It is possible to optimize the chemical composition and soaking temperature for the hyperquenching process, carried out, respectively, within the PN-EN 10283 standard and going beyond its recommendations, in order to obtain a fully technologically useful, considering mechanical properties, duplex alloy cast steel GX2CrNiMoCuN 25-6-3-3 grade, which is additionally characterized by reduced production costs.
-
(2)
A variable factor in the process of manufacturing duplex alloy cast steel of GX2CrNiMoCuN 25-6-3-3 grade, which has the strongest influence on its mechanical properties, is the temperature of soaking for the hyperquenching process, the increase of which raises the share of ferrite α in the casting microstructure at the cost of austenite γ and, as a result, increases the strength properties, i.e., UTS, YS and HB while reducing ductility properties, i.e., EL and KV.
-
(3)
Due to the achievement of the most balanced strength and ductility properties with an equal proportion of ferrite to austenite, the most effective way to tailor the technological suitability of the castings made of duplex cast steel GX2CrNiMoCuN 25-6-3-3 grade is their hyperquenching from the temperature of 1080 °C.
-
(4)
The suggested chemical composition, despite a significant reduction in the concentration of such alloying elements as Ni, Mo, Cu and Cr, together with the use of the soaking temperature for the hyperquenching process lower by 40 °C as compared to the minimum recommended by PN-EN 10283, allows us to obtain duplex alloy cast steel GX2CrNiMoCuN 25-6-3-3 grade with UTS = 806 MPa, YS = 618 MPa, EL = 27% and KV = 178 J, i.e., respectively, higher for UTS by 24%, for YS by 29%, and for EL by 24%, while in the case of KV by 256%, from the minimum requirements specified in the PN-EN 10283 standard for the mechanical properties of the above-mentioned cast steel grade.
References
H. Eriksson, S. Bernhardsson, The applicability of duplex stainless steels in sour environments. Corros. Sci. 47(9), 719–725 (1991). https://doi.org/10.5006/1.3585312
B. Voronenko, Austenitic-ferritic stainless steels: a state-of-the-art review. Met. Sci. Heat Treat. 39(10), 428–437 (1997)
M. Chen, W. Tsai, Stress corrosion cracking behaviour of 2205 duplex stainless steel in concentrated NaCl solution. Corros. Sci. 42(3), 545–559 (2000). https://doi.org/10.1016/S0010-938X(99)00105-5
B. Kalandyk, Characteristics of microstructure and properties of castings made from ferritic-austenitic steel. (Archives of foundry engineering, Katowice–Gliwice, Poland, 2011)
E. Edwards, D. Hodgkinson, M. Maxfield, Effect of chemistry and heat treatment on the pitting corrosion resistance of three duplex stainless steel alloys. Int. J. Metalcast. 10(1), 118–121 (2016). https://doi.org/10.1007/s40962-015-0013-3
N. Haghdadi, P. Cizek, P. Hodgson, H. Beladi, Microstructure dependence of impact toughness in duplex stainless steels. Mat. Sci. Eng. A. 745, 369–378 (2019). https://doi.org/10.1016/j.msea.2018.12.117
P. Nithin Raj, A. Sivan, K. Sekar, M. Joseph, Effect of austenite reformation on localized corrosion resistance of hyper-duplex stainless steel in hot chloride solution. Int. J. Metalcast. 14(1), 167–178 (2020). https://doi.org/10.1007/s40962-019-00348-7
J. Pearce, P. Bhandhubanyong, Factors influencing the microstructure and corrosion resistance of austenitic and duplex stainless steel castings. Int. Sci. J. Eng. Tech. 4(2), 41–51 (2020)
T. Chen, K. Weng, J. Yang, The effect of high-temperature exposure on the microstructural stability and toughness property in a 2205 duplex stainless steels. Mater. Sci. Eng. A. 338(1–2), 259–270 (2002). https://doi.org/10.1016/S0921-5093(02)00093-X
Z. Li, Y. Hu, T. Chen, X. Wang, P. Liu, Y. Lu, Microstructural evolution and mechanical behavior of thermally aged cast duplex stainless steel. Materials 13(24), 5636–5649 (2020). https://doi.org/10.3390/ma13245636
T. Chen, J. Yang, Effects of solution treatment and continuous cooling on σ-phase precipitation in a 2205 duplex stainless steel. Mater. Sci. Eng. A 311(1–2), 28–41 (2001). https://doi.org/10.1016/S0921-5093(01)00911-X
V. Hosseini, L. Karlsson, S. Wessman, N. Fuertes, Effect of sigma phase morphology on the degradation of properties in a super duplex stainless steel. Materials 11(933), 1–20 (2018). https://doi.org/10.3390/ma11060933
D. Dyja, Z. Stradomski, Optimization of heat treatment in aspect of production’s costs reducing and improving of casting quality from duplex cast steel. Arch. Foundry Eng. 7(3), 39–42 (2007)
V. Kaňa, V. Pernica, A. Zadera, V. Krutiš, Comparison of methods for determining the ferrite content in duplex cast steels. Arch. Foundry Eng. 19(2), 85–90 (2019). https://doi.org/10.24425/afe.2019.127121
P. Jurczyk, T. Wróbel, C. Baron, The influence of hyperquenching temperature on microstructure and mechanical properties of alloy cast steel GX2CrNiMoCuN 25-6-3-3. Arch. Metall. Mater. 66(1), 73–80 (2021). https://doi.org/10.24425/amm.2021.134761
M. Pohl, O. Storz, T. Głogowski, Effect of intermetallic precipitation on the properties of duplex stainless steel. Mater. Charact. 58(1), 65–71 (2007). https://doi.org/10.1016/j.matchar.2006.03.015
R. Yamamoto, H. Yakuwa, M. Miyasaka, N. Hara, Effects of the α/γ-phase ratio on the corrosion behavior of cast duplex stainless steel. Corrosion 76(9), 815–825 (2019). https://doi.org/10.5006/3464
Z. Stradomski, A. Brodziak-Hyska, C. Kolan, Optimization of sigma phase precipitates with respect to the functional properties of duplex cast steel. Arch. Foundry Eng. 12(2), 75–78 (2012). https://doi.org/10.2478/v10266-012-0040-y
Y. Wang, J. Han, H. Wu, B. Yang, X. Wang, Effect of sigma phase precipitation on the mechanical and wear properties of Z3CN20.09M cast duplex stainless steel. Nucl. Eng. Des 259, 1–7 (2013). https://doi.org/10.1016/j.nucengdes.2013.02.037
Z. Stradomski, A. Brodziak, The influence of sigma phase on erosion and corrosion properties of duplex steel. Arch. Foundry Eng. 10(3), 85–88 (2010)
P. Müller, V. Pernica, V. Kaňa, Corrosion resistance of cast duplex steels. Arch Foundry Eng 22(3), 5–10 (2022). https://doi.org/10.24425/afe.2022.140230
Acknowledgements
This paper is an invited submission to IJMC selected from presentations at the 74th World Foundry Congress, held October 16 to 20, 2022, in Busan, Korea, and has been expanded from the original presentation.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This paper is an invited submission to IJMC selected from presentations at the 74th World Foundry Congress, held October 16 to 20, 2022, in Busan, Korea, and has been expanded from the original presentation.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wróbel, T., Jurczyk, P., Baron, C. et al. Search for the Optimal Soaking Temperature for Hyperquenching of the Gx2crnimocun 25-6-3-3 Duplex Cast Steel. Inter Metalcast 17, 2524–2534 (2023). https://doi.org/10.1007/s40962-023-01020-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-023-01020-x